二保焊机型有哪些
上海东升焊接集团有限公司焊机产品目录
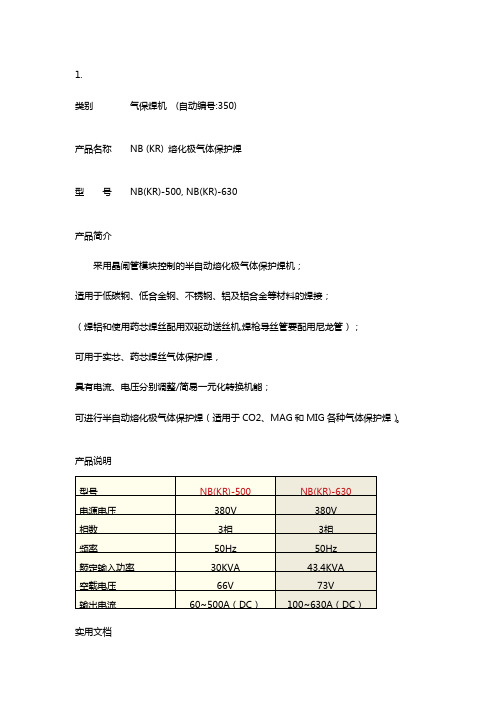
1.类别气保焊机(自动编号:350)产品名称NB (KR) 熔化极气体保护焊型号NB(KR)-500, NB(KR)-630产品简介采用晶闸管模块控制的半自动熔化极气体保护焊机;适用于低碳钢、低合金钢、不锈钢、铝及铝合金等材料的焊接;(焊铝和使用药芯焊丝配用双驱动送丝机,焊枪导丝管要配用尼龙管);可用于实芯、药芯焊丝气体保护焊,具有电流、电压分别调整/简易一元化转换机能;可进行半自动熔化极气体保护焊(适用于CO2、MAG和MIG各种气体保护焊)。
产品说明实用文档手机:133 **** ****2.类别气保焊机(自动编号:350)产品名称NBC二氧化碳气体保护焊机(抽头分体式)型号NBC-350, NBC-500, NBC-315产品简介可专门从事薄板及中厚板的焊接;适用于各种低碳钢、低合金钢的气体保护焊接;外置式送丝机构,具有良好的机动性;生产率高,质量好,无渣、明弧,能见度高;实用文档焊接热影响区小,变形小,焊缝成形美观。
产品说明NBC-350NBC-500NBC-315380V380V380V3相3相3相350A500A315A31.5V39V30V60~350A80~500A50~315A18~40V19~50V16~36V60%60%60%3~15m/min3~15m/min3~15m/min0.2~5s0.2~5s0.2~5s0.2~5s0.2~5s0.2~5s138Kg170Kg132Kg×408×756(mm)754×436×814(mm)663×395×766(mm)手机:133 **** ****3.类别埋弧焊机(自动编号:351)实用文档产品名称MZ 自动埋弧焊机型号MZ-1000产品简介采用大功率可控硅电源,在焊剂层下作自动焊接用焊机;可焊接位于水平面或与水平面成10°角的斜面上开坡口或不开坡口的对接焊缝或角焊缝;焊接电流调节范围大,电流稳定,噪声小;设有双传动送丝功能,送丝力强;送丝速度和焊接速度可无级调节,保证焊接稳定;可直焊、环焊、角焊、对焊、搭接焊、及船状位置和角焊接。
焊机种类及特点
焊机种类及特点
焊机是一种用于焊接金属的设备,它可以将两个或多个金属部件连接在一起。
根据不同的焊接方式和应用场景,焊机可以分为多种类型。
下面将介绍几种常见的焊机类型及其特点。
1. 电弧焊机
电弧焊机是一种常见的焊接设备,它使用电弧将两个金属部件连接在一起。
电弧焊机的特点是焊接速度快,焊接效果好,适用于焊接各种金属材料。
但是,电弧焊机需要使用电源,且操作较为复杂,需要专业技能。
2. 气体保护焊机
气体保护焊机是一种利用惰性气体保护焊接的设备,它可以在焊接过程中保护焊接区域不受氧化和污染。
气体保护焊机的特点是焊接质量高,焊接速度快,适用于焊接不锈钢、铝合金等材料。
但是,气体保护焊机需要使用气瓶,且操作较为复杂,需要专业技能。
3. 点焊机
点焊机是一种利用电流将两个金属部件连接在一起的设备,它可以在焊接过程中产生高温,使金属部件熔化并连接在一起。
点焊机的特点是焊接速度快,焊接效果好,适用于焊接薄板金属。
但是,点焊机只能焊接薄板金属,且焊接点较小,不适用于大面积焊接。
4. 激光焊机
激光焊机是一种利用激光束将两个金属部件连接在一起的设备,它可以在焊接过程中产生高温,使金属部件熔化并连接在一起。
激光焊机的特点是焊接速度快,焊接效果好,适用于焊接高精度、高要求的金属部件。
但是,激光焊机价格较高,需要专业技能。
不同类型的焊机各有特点,选择适合自己的焊机可以提高焊接效率和质量。
在使用焊机时,需要注意安全,避免发生意外事故。
NBC系列焊机

收弧电压旋钮:
四步时,调节收弧
电压。
电感旋钮: 该旋钮可改变焊接 稳定性、熔深和飞溅 量。
标准规范:同时按下收弧电压旋钮和电 感旋钮1秒,当前所选用焊丝直径的标 准规范被调用,有助于用户试用及维修 焊机。按下调用键退出。
功能介绍
通道显示数码 管
电流显示数码 管
电压显示数码 管
功能介绍---通道
通道显示数码管 : 显示0~9通道号,用户可根据需要存储、调用10套焊接规范 。 按下通道键,通道号将按0~9顺序依次循环变化。 按下存储键,通道号闪烁3秒,在此期间再次按下存储键,当前面板状 态及焊接规范将被保存到该通道内。 按下调用键,当前通道规定的面板设定状态及焊接规范被调用。调用状 态时,PROG指示灯亮,且面板状态及焊接规范不可调节。再次按下调用键 退出调用状态。
功能介绍
• 调节方式选择按钮: • 选择分别、一元化调节 方式。分别调节时,电压、 电流分别由送丝机控制器对 应旋钮调节;一元化调节时, 电压随电流给定自动匹配, 用电压给定旋钮可进行电压 微调。
功能介绍
功能介绍
收弧电流/点焊时间旋钮: 四步时,调节收弧电流。 点焊时调节点焊时间, 0.5~5秒。
功能介绍—电流电压显示
电流显示数码管: 显示送丝速度、电流、点焊时间。 (1)显示电流时,“A”指示灯亮。空载时 显示预置电流,焊接时显示实际焊接电流。 (2)显示预置点焊时间时,“S”指示灯亮。 (3)显示预置送丝速度时,“M/min”指
电压显示数码管:显示电压、电感 。 (1)使用控制器或者收弧电压旋钮调 节电压值时,数码管显示电压值,“V” 指示灯亮。 空载时显示预置电压,焊 接时显示实际焊接电压。 (2)调节电感值时,数码管显示电感 示灯亮。 值,“﹋”指示灯亮。电感可调范围 (4)同时按下收弧电流和收弧电压旋钮1秒, 1~50。 电流显示数码管将在显示预置电流和预置送 丝速度之间切换。
时代逆变二保焊机500三相整流

时代逆变二保焊机500三相整流
一、概述
逆变二保焊机500三相整流是一种先进的逆变焊接机,可以实现自动
控制,用于焊接各种金属材料和复合材料,具有高效、可靠、便携、维护
方便等特点。
该机型专为提高焊接生产率、改善焊接质量、降低生产成本
而设计,是一种高科技的焊接机。
二、逆变焊接技术
逆变焊接技术是一种新型的焊接技术,利用先进的变频技术将电源的
输入电压和频率变化,调节电流的强度和脉冲,使焊接时传输的电流更加
稳定,从而达到更准确、更稳定的焊接效果,解决了逆变焊接机中元件损
坏快、电流不稳定、熔接较差等缺陷。
三、机器特点
1、极低空载电流:通过专业的电流调节技术,达到极低的空载电流,能够显著提高整体的经济性和整体装机的可靠性;
2、具有自补偿功能:根据现场环境变化高效补偿,能够有效抵抗电
网毛病,提高对线性电路和谐波等效应的抗扰程度,从而提高机器的稳定
性和可靠性;
3、具有超宽电压范围:电压范围110V-500V,这种范围内覆盖了国内外99.9%的用电场合,同时也支持非常预期的频繁电压变化;
4、携带方便,具备优质的供电保护和变频逆变功能,可满足多种环境的使用,增强使用安全性;
5、采用高性能精密PCB PCB板,拥有精密的整流技术,过热保护,使用安全可靠,具有高可靠性。
四、总结
逆变二保焊机500三相整流采用先进的变频技术,拥有自补偿功能,并具有超宽电压范围、极低的空载电流,通过高性能的PCB PCB板进行精密的整流,使用安全可靠,具有高可靠性。
它具有稳定、可靠、便携、维护方便的特点,有效提高焊接生产率、改善焊接质量、降低生产成本,是目前非常受欢迎的专业焊接机型。
焊0.4-3.0mm不锈钢、低碳钢金属薄板的MIG200二保焊机

焊0.4-3.0mm不锈钢、低碳钢金属薄板的MIG200二保焊机
0.1-3.0mm金属薄板的焊接主要是采用钨极氩弧焊(TIG)的方法。
钨极氩弧焊的优点是焊接质量好,飞溅少;缺点是焊接速度慢,熔化极气保焊的焊接速度是它的4倍。
特别是在需要填丝的氩弧焊焊接过程,还要用人工加丝,使得操作技术难度更高,焊接速度更慢。
可用于0.4mm-3.0mm厚度的不锈钢和低碳钢金属薄板的MIG200二保焊机,使用MIG200气保焊机,由于它的焊接过程飞溅量非常少,焊接只需单手操作,操作技术简单,所以,在进行0.4mm-3.0mm0.4mm-3.0mm厚度的不锈钢和低碳钢薄壁工件焊接时,可以比使用氩弧焊机快4-5倍。
电焊机的种类及用途

电焊机的种类及用途电焊机是一种用于焊接金属的工具。
根据其不同的功用和特点,电焊机可以分为多种不同的类型。
本文将介绍几种常见的电焊机及其用途。
1. 手持电弧焊机:手持电弧焊机是一种常见的电焊机种类,也是最常用的焊接设备之一。
它通过将电弧引燃在焊接材料和焊条之间,产生高温来进行焊接。
手持电弧焊机适用于焊接各种金属材料,如铁、钢、不锈钢等。
它广泛应用于家庭装修、机械制造、汽车维修等领域。
2. CO2气体保护焊机:CO2气体保护焊机是一种利用CO2气体进行保护焊接的设备。
在焊接过程中,CO2气体会从焊枪中喷出,形成保护层,防止焊接区域氧化和污染。
这种焊机适用于焊接钢铁材料,具有焊接速度快、焊缝质量好等优点,广泛应用于汽车制造、造船、钢结构等行业。
3. 氩弧焊机:氩弧焊机是一种利用氩气进行保护焊接的设备。
氩气能有效地保护焊接区域免受氧化和污染,从而得到高质量的焊缝。
氩弧焊机适用于焊接铝、铜、钛等非铁金属材料,常用于航空航天、电子设备、化工等领域。
4. 激光焊机:激光焊机是一种利用激光束进行焊接的高精度焊接设备。
激光焊机具有焊接速度快、热影响区小、焊缝质量高等优点。
它广泛应用于精密仪器制造、电子元器件焊接、宝石加工等领域。
5. 电阻焊机:电阻焊机是一种利用电阻加热进行焊接的设备。
它通过将焊接材料夹在两个电极之间,通电产生高温进行焊接。
电阻焊机广泛应用于金属制品制造、汽车制造、家电制造等行业。
6. 摩擦焊机:摩擦焊机是一种利用材料在高速摩擦热的作用下进行焊接的设备。
它适用于焊接塑料、橡胶、复合材料等非金属材料,广泛应用于航空航天、汽车制造、电子设备等领域。
以上是几种常见的电焊机及其用途。
随着科技的不断发展和创新,电焊机的种类也在不断增加和改进。
不同类型的电焊机可以满足不同焊接需求,提高生产效率和焊接质量。
无论是家庭使用还是工业生产,选择合适的电焊机是十分重要的。
CO2气体保护焊焊接参数
二氧化碳焊接工艺--焊接工艺指导书(CO2焊)一、基本原理CO2气体保护焊是以可熔化的金属焊丝作电极,并有CO2气体作保护的电弧焊。
是焊接黑色金属的重要焊接方法之一。
二、工艺特点1.CO2焊穿透能力强,焊接电流密度大(100-300A/m2),变形小,生产效率比焊条电弧焊高1-3倍2.CO2气体便宜,焊前对工件的清理可以从简,其焊接成本只有焊条电弧焊的40%-50%3.焊缝抗锈能力强,含氢量低,冷裂纹倾向小。
4.焊接过程中金属飞溅较多,特别是当工艺参数调节不匹配时,尤为严重。
5.不能焊接易氧化的金属材料,抗风能力差,野外作业时或漏天作业时,需要有防风措施。
6.焊接弧光强,注意弧光辐射。
三、冶金特点CO2焊焊接过程在冶金方面主要表现在:1.CO2气体是一种氧化性气体,在高温下分解,具有强烈的氧化作用,把合金元素烧损或造成气孔和飞溅等。
解决CO2氧化性的措施是脱氧,具体做法是在焊丝中加入一定量脱氧剂。
实践表明采用Si-Mn脱氧效果最好,所以目前广泛采用H08Mn2SiA/H10Mn2Si等焊丝。
四、焊接材料1.保护气体CO2用于焊接的CO2气体,其纯度要求≥99.5%,通常CO2是以液态装入钢瓶中,容量为40L的标准钢瓶可灌入25Kg 的液态CO2,25Kg的液态CO2约占钢瓶容积的80%,其余20%左右的空间充满气化的CO2。
气瓶压力表上所指的压力就是这部分饱和压力。
该压力大小与环境温度有关,所以正确估算瓶内CO2气体储量是采用称钢瓶质量的方法。
(备注:1Kg的液态CO2可汽化509LCO2气体)2.CO2气瓶外表漆黑色并写有黄色字样3.市售CO2气体含水量较高,焊接时候容易产生气孔等缺陷,在现场减少水分的措施为:1)将气瓶倒立静置1-2小时,然后开启阀门,把沉积在瓶口部的水排出,可放2-3次,每次间隔30分钟,放后将气瓶放正。
2)倒置放水后的气瓶,使用前先打开阀门放掉瓶上面纯度较低的气体,然后在套上输气管。
二保焊机型号有哪些
二保焊机型号有哪些
如今二氧化碳气体保护焊技术在大型企业中广泛应用,中小企业推广使用情况迅速增加。
市场上供用户选择的二保焊机型号也越来越多,下面我们把行业中常用的森达焊接二保焊机型号给大家总结如下。
二保焊机型号:
二保焊工业机广泛应用于重装设备,钢构,船舶制造,集装箱制造。
民用机广泛应用于轻型钢结构,汽车维修,五金工具,门窗,摩托车,自行车,钢质门窗,机械与门窗加工,重装设备,机械制造,钢质家私等行业。
对焊机型号及用途
对焊机型号及用途焊机是一种用于焊接金属的电气设备,广泛应用于汽车制造、建筑业、家具制造和金属加工等领域。
不同的焊接需求需要不同型号的焊机,下面将介绍一些常见的焊机型号及其用途。
1. 手工弧焊机手工弧焊机是一种最常见的焊接设备,它适用于焊接各种类型的金属,包括钢铁、铝、铜等。
它采用电流产生弧焊的热能,通过电弧将需要焊接的金属加热融化,然后添加填充材料,形成焊缝。
手工弧焊机广泛应用于建筑、制造业和维修领域。
2. 点焊机点焊机是一种用于焊接金属的特殊设备,它通过在金属板的接触面上加热并施加压力,从而在焊接点上形成一个瞬时点焊接头。
这种焊接方法适用于金属板之间的小面积接触点焊,广泛应用于汽车制造和金属制造业。
3. 气体保护焊机气体保护焊机是一种利用惰性气体或混合气体进行焊接的设备,它可以实现高质量的焊接效果,并且适用于各种金属材料的焊接。
气体保护焊机主要包括氩弧焊机、CO2焊机等,广泛应用于汽车制造、航空航天和金属制造领域。
4. 切割焊机切割焊机是一种专门用于金属切割和焊接的设备,它可以通过喷射氧气、氮气或其他气体,在金属表面产生高温,并且与金属产生化学反应,从而实现金属切割和焊接。
切割焊机广泛应用于金属制造和建筑领域。
5. 火焰焊机火焰焊机是一种利用火焰加热金属并进行焊接的设备,它适用于较厚的金属板的焊接。
火焰焊机主要包括氧乙炔焊机和丙烷焊机等,广泛应用于船舶制造、重型机械制造和金属制造领域。
总的来说,不同的焊接需求需要不同类型的焊机来满足。
通过选择合适的焊机型号,可以实现高效、高质量的焊接工艺,提高生产效率和产品质量。
随着技术的不断进步,新型的焊机设备不断涌现,将为金属焊接行业带来更多的创新和发展机遇。
二氧化碳气体保护半自动弧焊机电路图
二氧化碳气体保护半自动弧焊机电路图二氧化碳气体保护半自动弧焊机,可以简称为二氧化碳半自动焊机。
它是以二氧化碳作为保护介质的自动送丝,手工移动焊枪的电弧焊机,由于手工焊接的灵活性,这种焊机适应性很强,应用广。
二氧化碳半自动焊机由弧焊电源、控制箱、送丝机、焊枪和气瓶五个部分组成。
用时经常看到求二氧化碳保护焊机电路图的贴子。
原来修过几种,现在把它画出来,共大家维修时参考。
就送丝方式来说,这类焊机可分为两类:推丝式和拉丝式。
推丝式有个独立的送丝机构,焊丝的装容量大,灵活性差,适合于较粗焊丝、大功率的焊机,焊接电流一般在250安以上,拉丝式的拉丝机构与焊枪结合在一起、焊丝的装容量小,方便灵活,适合于细焊丝、小功率的焊机,一般电流在200安以下。
二氧化碳焊机的电源只要求直流、平特性、有一定的电压调节就可以了,所以结构简单,一般电源都和控制电路组装在一个箱子里下面是网上找的,拿来看看。
第十章二氧化碳气体保护焊机工作原理第一节二氧化碳气体保护焊机的特点与一般要求一、二氧化碳气体保护焊机的一般结构图二氧化碳气体保护焊即熔化极惰性气体保护焊,指用金属熔化极作电极,惰性气体(CO2)作焊接方法,简称MIG。
相对于其它弧焊机,MIG焊机添加了送丝结构及相应的送丝控制电路,在焊接过程中实现了半自动化,不但提高了效率,也减少了损耗。
焊接过程中使用廉价的CO2气体作保护,使得起弧容易,焊接成本低而效果好。
而且,送丝速度、输出电压可调节,可使两者达到良好匹配,提高了焊接质量,适用于各类焊接。
MIG机的送丝方式一般有三种:推丝式、拉丝式、推拉结合式,不同的送丝方式对送丝的软管要求各不相同。
对于推丝式送丝软管一般在2.5米左右,而推拉结合式的送丝软管可达15米,为了保正送丝稳定,相应的送丝电机和送丝控制电路都要求严格。
二、MIG焊的特点1、工作效率高:CO2的电弧穿透力强、熔深池大、焊丝熔化率高、熔敷速度快、,工作效率比手工弧焊高1~3倍;2、焊接成本低:CO2气体是工厂的副产品,来源广、价格低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2-14
2.5-6.0
NBC-250一体
碳钢,普通低合金钢,不锈钢
0.8~1.2
0.6-10
不带手工焊
NBC-250A
碳钢,普通低合金钢,不锈钢
0.8~1.2
0.6-10
不带手工焊
NBC-315A
碳钢,普通低合金钢,不锈钢
0.8~1.2
1-12
不带手工焊
NBC-500A
碳钢,普通低合金钢,不锈钢
0.8~1.2
1-12
2.5-5.5
NB-500
碳钢,普通低合金钢,不锈钢
1.0~1.6
2-14
2.5-6.0
NB-630
碳钢,普通低合金钢,不锈钢
1.0~2.0
2-20
2.5-60.
NB-350KR
碳钢,普通低合金钢,不锈钢
0.8~1.2
1-12
2.5-5.0
NB-500KR
碳钢,普通低合金钢,不锈钢
0.8~1.0
1-4
不带手工焊
MIG-270D一体
碳钢,普通低合金钢,不锈钢
0.8~1.0
1-7
不带手工焊
二保焊工业机广泛应用于重装设备,钢构,船舶制造,集装箱制造。民用机广泛应用于轻型钢结构,汽车维修,五金工具,门窗,摩托车,自行车,钢质门窗,机械与门窗加工,重装设备,机械制造,钢质家私等行业。
1.0~1.2
2-14
不带手工焊
NB-350T
碳钢,普通低合金钢,不锈钢
0.8~1.2
1-12
2.0-5.0
NB-500T
碳钢,普通低合金钢,不锈钢
1.0~1.6
2-14
2.0-6.0
MIG-250F
碳钢,普通低合金钢,不锈钢
0.8~1.0
1-6
不带手工焊
MIG-200D一体
碳钢,普通低合金钢,不锈钢
二保焊机型号有哪些
如今二氧化碳气体保护焊技术在大型企业中广泛应用,中小企业推广使用情况迅速增加。市场上供用户选择的二保焊机型号也越来越多,下面我们把行业中常用的森达焊接二保焊机型号给大家总结如下。
二Байду номын сангаас焊机型号:
型号
主要焊接材料
使用焊丝(mm)
焊件板厚(mm)
手工焊适用焊条直径
NB-350
碳钢,普通低合金钢,不锈钢