钢材涂色标准
钢材的涂色标记
牌号或组别
涂色标记
优质碳素结构钢
05~15
白色
20~25
棕色+绿色
30~40
白色+蓝色
45~85
白色+棕色
15Mn~40Mn
白色二条
45Mn~70Mn
绿色三条
合金结构钢
锰钢
黄色+;绿色
铬钢
绿色+黄色
铬硅钢
蓝色+红色
铬锰钢
蓝色+黑色
铬锰硅钢
红色+紫色
铬钒钢
绿色+黑色
铬锰钛钢
黄色+黑色
铬钨钒钢
棕色+黑色
钼钢
紫色
铬钼钢
绿色+紫色
铬锰钼钢
绿色+白色
铬钼钒钢
紫色+棕色
铬硅钼钒钢
紫色+棕色
铬铝钢
铝白色
铬钼铝钢
黄色+紫色
铬钨钒铝钢
黄色+红色
硼钢
紫色+蓝色
铬钼钨钒钢
紫色+黑色
高速工具钢
W12Cr4V4Mo
棕色一条+黄色一条
W18Cr4V
棕色一条+蓝色一条
W9Cr4V2
棕色二条
W9Cr4V
棕色一条
铬轴承钢
GCr6
绿色一条+白色一条
GCr9
白色一条+黄色一条
GCr9SiMn
绿色二条
GCrl5
蓝色一条
GCrl5SiMn
绿色一条+蓝色一条
不锈耐酸钢
铬钢
铝色+黑色
铬钛钢
建设工地钢材仓库涂色标记
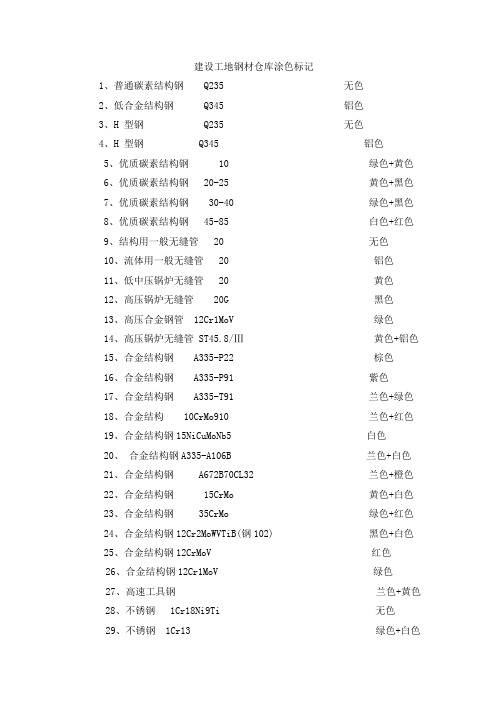
建设工地钢材仓库涂色标记1、普通碳素结构钢 Q235 无色2、低合金结构钢 Q345 铝色3、H 型钢 Q235 无色4、H 型钢 Q345 铝色5、优质碳素结构钢 10 绿色+黄色6、优质碳素结构钢 20-25 黄色+黑色7、优质碳素结构钢 30-40 绿色+黑色8、优质碳素结构钢 45-85 白色+红色9、结构用一般无缝管 20 无色10、流体用一般无缝管 20 铝色11、低中压锅炉无缝管 20 黄色12、高压锅炉无缝管 20G 黑色13、高压合金钢管 12Cr1MoV 绿色14、高压锅炉无缝管 ST45.8/Ⅲ黄色+铝色15、合金结构钢 A335-P22 棕色16、合金结构钢 A335-P91 紫色17、合金结构钢 A335-T91 兰色+绿色18、合金结构 10CrMo910 兰色+红色19、合金结构钢15NiCuMoNb5 白色20、合金结构钢A335-A106B 兰色+白色21、合金结构钢 A672B70CL32 兰色+橙色22、合金结构钢 15CrMo 黄色+白色23、合金结构钢 35CrMo 绿色+红色24、合金结构钢12Cr2MoWVTiB(钢102) 黑色+白色25、合金结构钢12CrMoV 红色26、合金结构钢12Cr1MoV 绿色27、高速工具钢兰色+黄色28、不锈钢 1Cr18Ni9Ti 无色29、不锈钢 1Cr13 绿色+白色30、不锈钢 0Cr18Ni9 橙色31、流体用不锈钢管1Cr18Ni9Ti 无色32、热交换器用不锈钢管 1Cr18Ni9Ti 兰色33、各种材质板材油漆标明材质 (在左下角、右上角)。
钢结构表面喷涂检验标准规范
文件制修订记录1.0目的提供了表面喷涂的技术要求及检验方法。
规定了外观判定的基本方法和客观判定微小缺陷的标准。
以便于统一公司内外标准,减小判定误差。
2.0范围适用于在塑料(包括玻璃钢材料)和金属零件上喷涂处理后的品质要求,外观判定的标准(色调、色彩、性能等)。
3.0测试环境测试环境温度:(23±2)℃,湿度:(50±5)℃。
4.0测试概要试板按GB/T9271标准准备。
1.底材:a)底材与产品要求一致,喷涂工艺和技术要求参照产品要求。
b)底材为马口铁,厚度0.3mm,喷涂工艺和技术要求参照产品要求。
2.数量:底材为a)的准备:10块;底材为b)的准备5块。
3.大小:150mm×200mm。
6.0表面喷涂的技术要求6.1外观要求a)、外观级别分类:喷涂零件的分类标准如下表:对照标准样板,测量色差,要求:△E≤1.0;对照前次供货样板,测量色差,批次色差要求:△E≤0.6c)、光泽检查用BYK光泽仪,以60度角测量,要求:6%±1%d)涂膜外观:涂层表面无漏涂、鼓泡、流挂、皱皮、针孔、渗色、划伤、印痕、褪色、颗粒、脱落、撞伤、色差等缺陷,涂层表面平顺、光滑。
6.2性能要求:a)、附着力要求:在一定破坏力条件下表面不能被揭下来。
测试条件详见7.2.2。
b)、抗磨损要求:在经受一定力度和次数的摩擦后,表面喷涂颜色应无明显变化,表面上的图案不能消失。
测试条件详见7.2.3。
c)柔韧性要求:正向冲击测试后,油漆表面无裂纹、皱纹、脱落现象。
d)、抗溶剂要求:模拟产品在用化学溶剂擦拭后,表面应无褪色、腐蚀或变质等缺陷。
测试条件详见7.2.5。
e)、硬度要求:用规定硬度的铅笔在一定力度下划过表面,产品喷漆表面不应有剥落痕迹。
测试条件详见7.2.6。
f)、耐恶劣气候要求:在一定的高低温、高温高湿条件下产品表面状态不变。
测试条件详见7.2.7。
g)、膜厚要求:喷涂表面应满足设计要求。
钢材的涂色标记 钢材的涂色标记
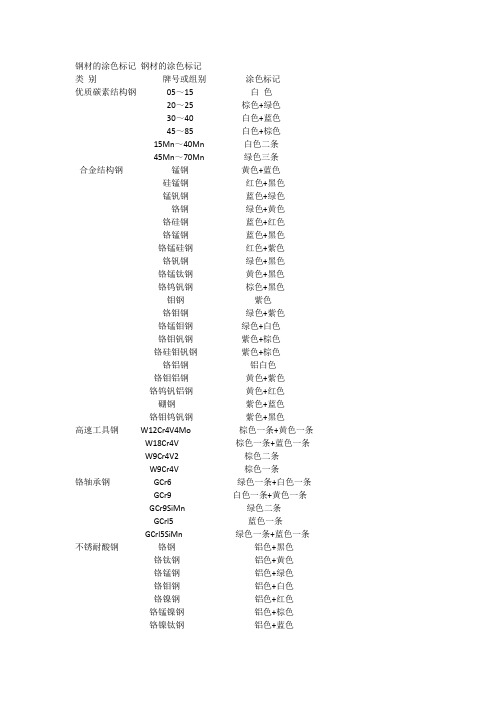
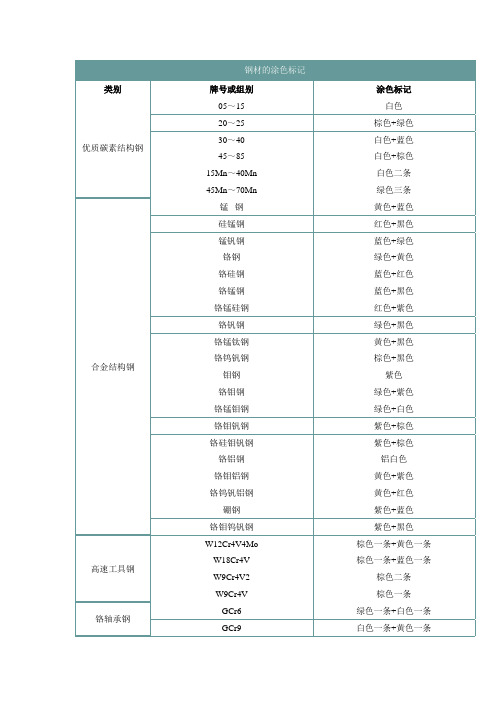
钢材的涂色标记钢材的涂色标记类别牌号或组别涂色标记优质碳素结构钢05~15 白色20~25 棕色+绿色30~40 白色+蓝色45~85 白色+棕色15Mn~40Mn 白色二条45Mn~70Mn 绿色三条合金结构钢锰钢黄色+蓝色硅锰钢红色+黑色锰钒钢蓝色+绿色铬钢绿色+黄色铬硅钢蓝色+红色铬锰钢蓝色+黑色铬锰硅钢红色+紫色铬钒钢绿色+黑色铬锰钛钢黄色+黑色铬钨钒钢棕色+黑色钼钢紫色铬钼钢绿色+紫色铬锰钼钢绿色+白色铬钼钒钢紫色+棕色铬硅钼钒钢紫色+棕色铬铝钢铝白色铬钼铝钢黄色+紫色铬钨钒铝钢黄色+红色硼钢紫色+蓝色铬钼钨钒钢紫色+黑色高速工具钢W12Cr4V4Mo 棕色一条+黄色一条W18Cr4V 棕色一条+蓝色一条W9Cr4V2 棕色二条W9Cr4V 棕色一条铬轴承钢GCr6 绿色一条+白色一条GCr9 白色一条+黄色一条GCr9SiMn 绿色二条GCrl5 蓝色一条GCrl5SiMn 绿色一条+蓝色一条不锈耐酸钢铬钢铝色+黑色铬钛钢铝色+黄色铬锰钢铝色+绿色铬钼钢铝色+白色铬镍钢铝色+红色铬锰镍钢铝色+棕色铬镍钛钢铝色+蓝色铬镍铌钢铝色+蓝色铬钼钛钢铝色+白色+黄色铬钼钒钢铝色+红色+黄色铬镍钼钛钢铝色+紫色铬钼钒钴钢铝色+紫色铬镍铜钛钢铝色+蓝色+白色铬镍钼铜钛钢铝色+黄色+绿色铬镍钼铜铌钢铝色+黄色+绿色(铝色为宽条,余为窄色条) 耐热钢铬硅钢红色+白色铬钼钢红色+绿色铬硅钼钢红色+蓝色铬钢铝色+黑色铬钼钒钢铝色+紫色铬镍钛钢铝色+蓝色铬铝硅钢红色+黑色铬硅钛钢红色+黄色铬硅钼钛钢红色+紫色铬硅钼钒钢红色+紫色铬铝钢红色+铝色铬镍钨钼钛钢红色+棕色铬镍钨钼钢红色+棕色铬镍钨钛钢铝色+白色+红色(前为宽色条,后为窄色条)。
喷漆及表面颜色的一般要求

喷漆颜色要求实施日期:2018.06.20目录1说明 (3)2适用范围 (3)3标准规范 (3)4设计 (3)5喷漆施工方提交的文件 (15)6材料 (15)7运输、操作和贮藏 (15)8涂覆前的要求 (16)9喷漆规定 (18)10检查和试验 (20)附录A:喷漆品种选用表 (23)附录B:设备、管道和管道组成件喷漆表 (24)附录C:钢结构防火喷漆方案表 (25)1 说明本说明用于公司项目总体设计中钢表面的喷漆及涂色的一般要求。
2 适用范围2.1本说明对塔、容器、换热器、加热炉、机械和包装机械、仪表、钢结构、管道等其他部件的表面处理和涂层保护系统提出了要求。
2.2喷漆和镀锌材料,以及与各种涂层系统相关的表面处理均包括在喷漆材料中。
2.3工厂制造的容器、换热器、设备和包装单元及其相关管道应在发运前由供应商在车间内按照附录A,B,C,完成全部表面处理,底漆和面漆的涂覆工作。
2.4按照采购文件的规定,在车间预制的管道元件和管子应在车间现场按照附录A、B完成全部表面处理,底漆的涂覆工作。
2.5本说明不包括要求已有外涂层和已有保护层的地下管道。
3 标准规范下列文件中条款通过本说明的引用而成为本说明的条款。
承包商不应将所列的标准和规范看成完整的和最终的。
如果需要,业主将在项目进展中更新该列表,EPC承包商应负责执行最新版的标准和规范表。
GB/T 1720-89 《漆膜附着力测定方法》GB/T 8923-88 《涂装前钢材表面锈蚀等级和除锈等级》SH 3022-1999 《石油化工设备和管道涂料防腐蚀技术规范》SH 3043-2003 《石油化工设备管道钢结构表面色和标志规定》JB/T 4711-2003 《压力容器涂敷与运输包装》HG/T 20679-1990 《化工设备管道外防腐设计规定》HGJ 229-1991 《工业设备、管道防腐蚀工程施工及验收规范》DL/T5072-1997 《火力发电厂保温油漆设计规程》4 设计4.1一般规定4.1.1下列表面应喷漆:碳素钢、低合金钢的设备、管道及其附属钢结构表面应喷漆;当隔热材料氯离子浓度大于25ppm、且无应力腐蚀抑制剂时,需隔热的不锈钢设备与管道。
成品钢构件刷漆规范
成品钢构件刷漆规范篇一:钢构件油漆操作要求钢构件油漆操作要求9.0.1涂装材料应按设计要求,不得随意改换品类,并应注意底层和面呈涂料品种的性能兼容。
9.0.2进厂的涂料应检查有否产品合格证,并经复验合格,方可使用.9.0.3涂装前必须将构件表面的毛刺、铁锈、油污及附着物清除干净,并应认真进行除锈工作.9.0.4涂料在开桶前应充分调匀。
开桶后,原漆应不存在结皮、结块、凝胶等现象,有沉淀应能搅起,有漆皮应除掉。
在施工中必须用专用稀释剂调整粘度,以满足施工方法和环境温度变化的要求。
9.0.5涂装工作地点温度、湿度应符合涂料产品说明书的规定,涂装时的温度以5-38℃为宜,环境相对湿度不应大于85%,构件表面有结露时,不宜作业,涂后4h内严防雨淋。
9.0.6漆膜外观,应均匀、平整、丰满和有光泽;颜色应符合设计要求;不允许有咬底、裂纹、剥落、针孔等缺陷。
9.0.7施工图中不涂装的部位及安装焊缝处30-50mm宽的范围,高强度螺栓连接的磨擦面、地脚螺栓、柱脚底板与砼紧贴或埋入的部位不得进行涂装。
9.0.8构件表面不应误涂、漏涂、涂层不应脱皮和返修等。
涂层应均匀、无明显皱皮、流坠、针眼和气泡等。
9.0.9当钢结构处在有腐蚀介质环境或外露且设计又要求时,应进行涂层附着力测试,在检测处范围内,当涂层完整程度达到70%以上时,涂层附着力达到合格质量标准的要求。
9.0.10当环境温度低于4℃或相对湿度大于90%或不符产品规定之环境不得油漆.在严酷的天气状况下进行室外施工,包括霧中、雨中、金属表面結露或类似情況等都不得进行油漆涂装。
附录:1、钢构件油漆涂装前必须认真除锈,除锈的好坏直接关系到油漆对构件表面的附着能力。
常用的除锈方法有手工除锈、动力工具除锈、喷射或抛射除锈和酸洗除锈,目前国内各大、中型钢结构加工企业一般都具备喷射或抛射除锈的能力,所以应将喷射或抛射除锈作为首选的除锈方法,而手工和动力工具除锈仅作为喷射除锈的补充手段。
钢结构刷漆检验标准
钢结构涂装工程验收标准
1.涂料、稀释剂和固化剂等的品种、型号和质量应符合设计要求和国家现行有关标准的规定。
检验方法:检查质量证明书或复验报告。
2.涂装前钢材表面除锈应符合设计要求和国家现行有关标准的规定;经化学除锈的钢材表面应露出金属色泽。
处理后的钢材表面应无焊渣、焊疤、灰尘、油污、水和毛刺等。
除锈完成后必须擦拭干净。
检验方法:观察检查。
3.涂装工程的外观质量:
涂刷应均匀、色泽一致,无皱皮、流坠和气泡,附着良好,分色线清楚、整齐不得误涂、漏涂,涂层应无脱皮和返锈。
检验方法:观察检查。
4.构件补刷漆的质量:
按涂装工艺分层补刷,漆膜完整,附着良好。
检验方法:观察检查。
5.涂装涂层:
构件除锈完成后,应在8小时内(湿度较大时2小时)涂第一道红丹漆,底漆完全干燥后才进行次涂层(铁红漆),次图层完全干燥后涂面漆。
检验方法:观察检查。
常用金属材料涂色标记
蓝+红
铬锰钢
蓝+黑
铬锰硅钢
红+紫
铬钒钢
绿+黑
铬锰钛钢
黄+黑
铬钨钒钢
棕+黑
钼钢
紫
铬钼钢
绿+紫
铬锰钼钢
紫+白
铬钼钒钢
紫+棕
铬硅钼钒钢
紫+棕
铬铝钢
铝白色
铬钼铝钢
黄+紫
铬钨钒铝钢
黄+红
硼钢
紫+蓝
铬钼钨钒钢
紫+黑
5.耐热不起皮钢及电热合金
钢组
涂色
宽色条+窄色条
铬硅钢
红+白
铬钼钢
红+绿
铬硅钼钢
红+蓝
铬钢
铝+黑
本表整理了常用金属材料涂色标记,主要方便仓库管理员、机械下料员、质检员、生产厂家使用。
常用金属材料涂色标记
1.普通碳素钢
钢号
涂色
0号钢
红色+绿色
1号钢
白色+黑色
2号钢
黄色
3号钢
红色
4号钢
黑色
5号钢
绿色
6号钢
蓝色
7号钢
红色+棕色
2.优质碳素结构钢
钢 号
涂 色
05~15
白色
20~25
棕色+绿色
30~40
白色+蓝色
45~85
白色+棕色
15Mn~40Mn
白色二条
45 Mn~70Mn
绿色三条
3.高速工具钢
钢号
涂 色
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金
铬硅钢 铬锰钢
结
铬锰硅钢 铬钒钢
耐
铬硅钼钢 铬钢
构
铬锰钛钢 铬钨钒钢
热
铬钼钒钢 铬镍钛钢 铬铝硅钢
钢
钼钢 铬钼钢 铬锰钼钢 铬钼钒钢 铬硅钼钒钢 铬铝钢 铬钼铝钢 铬钨钒铝钢 硼钢 铬钼钨钒钢
钢
铬硅钛钢 铬硅钼钛 铬硅钼钒钢铬铝钢 铬镍钨钼钛 铬镍钨钼 铬镍钨钛
哈尔滨兴隆锅炉漏风控制技术有限公司 锅炉及压力容器钢材涂色标标准
类 别 牌号或组号
05-15
涂色标记
白 色 棕+绿 白+蓝 白+棕 白色二条 绿色三条 红+白 红+绿 红+蓝 铝+黑 铝+紫 铝+蓝 红+黑 红+黄 红+紫 红+紫 红+铝 红+棕 红+棕 铝+白+红 前为宽色条 后为窄色条
类 别
牌号或组号
锰钢 硅锰钢
涂色标记
黄+蓝 红+黑 蓝+绿 绿+黄 蓝+红 蓝+黑 红+紫 绿+黑 黄+黑 棕+黑 紫 绿+紫 绿+白 紫+棕 紫+棕 铝白色 黄+紫 黄+红 紫+蓝 紫+黑
优 质 碳 素 结 构 钢
20-25 30-40 45-85 15Mn-40Mn 45-70Mn 铬硅钢 铬钼钢
合
锰钒钢 铬钢