螺纹孔深度检测作业指导与螺纹孔深度判定通用标准
螺纹孔深度检测作业指导与螺纹孔深度判定通用标准

编制审核批准页次第1 页日期2016.03.01 日期2016.03.01 日期生效日期2016-3-2 1、目的定义螺纹孔深度检测方法,便于在检验过程中检验员能熟练掌握螺纹孔深度的检验技能,避免螺纹盲孔深度不良的质量事故的发生。
2、范围本标准为通用标准,适用于公司内所有产品的螺纹盲孔深度检测。
3、螺纹孔深度检测步骤以FPKC-1的M8螺纹孔为例,进行操作步骤的说明:1)首先校验卡尺,归零,见图-1图-12)然后用归零的卡尺测量对应螺纹孔所使用的螺丝的长度,测得的数值记录下来,见图-2图-2,测得的M8螺丝长度L1=37.76mm编制审核批准页次第2 页日期2016.03.01 日期2016.03.01 日期生效日期2016-3-2 3)然后使用对应螺纹孔的螺丝拧入工件的螺纹孔内,一直拧到螺纹孔的底部,直到拧不动为止,见图-3;图-34)用归零的卡尺尾端的副尺对露在工件螺纹孔外端的高度进行测量(此处测量时需注意尾端副尺需与露出的螺丝面垂直),测得的数值记录下来,见图-4和图-5图-4编制审核批准页次第3 页日期2016.03.01 日期2016.03.01 日期生效日期2016-3-2图-5,测得的数值为L2=14.4mm5)该M8螺纹孔的深度为图-2的L1=37.76mm减去图-5的L2=14.4mm,即:L=L1-L2=(37.76-14.4)mm=23.36mm4、螺纹孔深度判定1)如果图纸上有特殊定义的,按照图纸要求进行管控和判定接受。
例如:某产品图纸上要求M10螺纹孔牙深为15mm~17mm,则质量控制和接受标准为M10牙深为15mm~17mm;2)图纸中没有特殊要求的,一律按照如下标准进行质量控制和接受标准:在实际生产中螺纹孔的有效牙深往往大于图纸要求的深度,此目的是为了有效避免制程中螺纹孔深度偏浅,导致的螺纹孔在客户端装配时出现牙深不够造成的装配不良,以及生产过程中丝攻在底部出现挤压现象而导致的螺牙受损异常,对此螺纹孔深度判定标准做如下要求:a、有效牙深需大于图纸定义的有效牙深;b、有效牙深以螺纹孔背面不出现鼓包,裂纹,牙攻穿为最大接受准则;c、当丝攻的前端有尖头时,计算有效牙深时需减去尖头部分;根据上述要求:以“3、螺纹孔深度检测步骤”中FPKC-1的M8螺纹孔深度为例进行说明:①M8螺纹孔深度标准:图纸中要求M8螺纹孔深度为22mm;②实际测量的M8螺纹孔深度为23.36mm,大于图纸定义的22mm牙深,背面无鼓包、裂纹、牙攻穿现象,故牙深可以接受,判定为合格。
螺丝孔检查标准文件
螺丝孔检查标准文件1. 目的此标准文件旨在确保对螺丝孔的检查和评估符合相关要求,并能够提供一致且可靠的检查结果。
2. 适用范围此标准适用于所有螺丝孔的检查过程和结果的评估。
3. 定义3.1 螺丝孔:接受螺纹部分,用于接受螺钉或螺栓的孔。
3.2 检查:对螺丝孔进行视觉、尺寸或其他适当的检测方法的操作。
3.3 评估:基于检查结果,对螺丝孔进行判断并记录。
4. 设备和工具4.1 相关图纸或技术文件:包括螺丝孔的规格要求、图纸标注和其他相关文件。
4.2 螺纹检测工具:如塞线环、测微计等。
4.3 光源和放大镜:用于检查小型螺丝孔的内部缺陷。
4.4 记录表格和记录工具:用于记录螺丝孔的检查结果。
5. 检查步骤5.1 根据相关图纸或技术文件,了解螺丝孔的规格要求。
5.2 准备螺纹检测工具和其他必要的设备和工具。
5.3 将螺纹检测工具与螺丝孔进行匹配,确保尺寸和形状的符合性。
5.4 检查螺丝孔的外部表面,排查任何可见的损伤或不合格情况。
5.5 如需进一步检查,使用光源和放大镜观察螺丝孔的内部表面,排除缺陷和异物。
5.6 根据检查结果,对螺丝孔进行评估,并记录在记录表格中。
6. 评估准则6.1 如果螺丝孔的外部表面存在明显的损伤、变形或其他不合格情况,判定为不合格。
6.2 如果螺丝孔的内部表面存在明显的沉积物、缺陷或异物,判定为不合格。
6.3 如果螺丝孔的尺寸超出了规格要求的上下限范围,判定为不合格。
7. 记录和报告7.1 将检查结果记录在记录表格中,包括螺丝孔的位置、检查日期和评估结果。
7.2 如有需要,可编制检查报告,并将其归档以备将来参考。
8. 更新和修订8.1 本标准文件应定期进行审核,以确保其与实际要求的一致性。
8.2 如有需要,应及时对本标准文件进行修订,并将修订信息通知相关人员。
附注:本标准文件仅用于内部参考,不得对外公开或引用。
常见螺纹的鉴别和检测方法
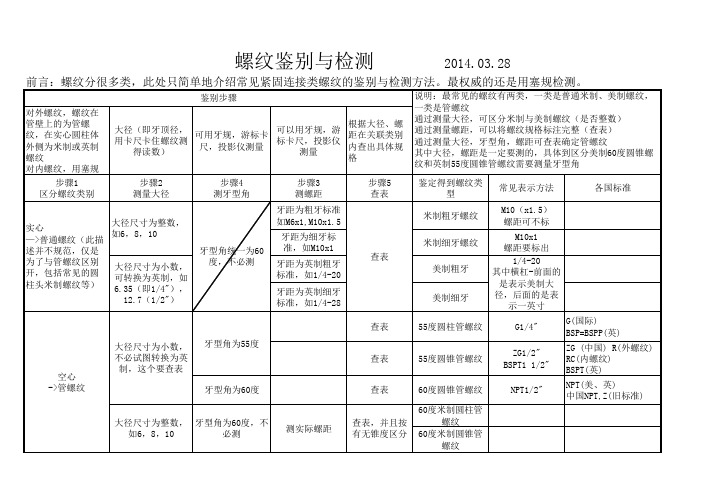
前言:螺纹分很多类,此处只简单地介绍常见紧固连接类螺纹的鉴别与检测方法。最权威的还是用塞规检测。
实心 —>普通螺纹(此描 述并不规范,仅是 为了与管螺纹区别 开,包括常见的圆 柱头米制螺纹等)
查表 美制粗牙 美制细牙 55度圆柱管螺纹 55度圆锥管螺纹 60度圆锥管螺纹 60度米制圆柱管 螺纹 60度米制圆锥管 螺纹
螺Hale Waihona Puke 鉴别与检测鉴别步骤 对外螺纹,螺纹在 管壁上的为管螺 纹,在实心圆柱体 外侧为米制或英制 螺纹 对内螺纹,用塞规 步骤1 区分螺纹类别 根据大径、螺 大径(即牙顶径, 可以用牙规,游 可用牙规,游标卡 距在关联类别 用卡尺卡住螺纹测 标卡尺,投影仪 尺,投影仪测量 内查出具体规 得读数) 测量 格 步骤2 测量大径 大径尺寸为整数, 如6,8,10 牙型角统一为60 度,不必测 步骤4 测牙型角 步骤3 测螺距 牙距为粗牙标准 如M6x1,M10x1.5 牙距为细牙标 准,如M10x1 牙距为英制粗牙 标准,如1/4-20 牙距为英制细牙 标准,如1/4-28 查表 大径尺寸为小数, 不必试图转换为英 制,这个要查表 牙型角为55度 查表 牙型角为60度 查表 步骤5 查表
大径尺寸为小数, 可转换为英制,如 6.35(即1/4"), 12.7(1/2")
空心 ->管螺纹
大径尺寸为整数, 牙型角为60度,不 如6,8,10 必测
测实际螺距
查表,并且按 有无锥度区分
2014.03.28
说明:最常见的螺纹有两类,一类是普通米制、美制螺纹, 一类是管螺纹 通过测量大径,可区分米制与美制螺纹(是否整数) 通过测量螺距,可以将螺纹规格标注完整(查表) 通过测量大径,牙型角,螺距可查表确定管螺纹 其中大径,螺距是一定要测的,具体到区分美制60度圆锥螺 纹和英制55度圆锥管螺纹需要测量牙型角 鉴定得到螺纹类 型 米制粗牙螺纹 米制细牙螺纹 常见表示方法 M10(x1.5) 螺距可不标 M10x1 螺距要标出 1/4-20 其中横杠-前面的 是表示美制大 径,后面的是表 示一英寸 G1/4" ZG1/2" BSPT1 1/2" NPT1/2" G(国际) BSP=BSPP(英) ZG (中国) R(外螺纹) RC(内螺纹) BSPT(英) NPT(美、英) 中国NPT,Z(旧标准) 各国标准
螺纹测量公差与标准
第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm1 cm012345678910 mm2、英制计量:(8进制)×25.4 =9.52''1英寸=8英分1英寸=25.4 mm3/81/163/165/167/169/1611/1613/1615/1601/81/43/81/25/83/47/8 1 inch以下的产品用番号来表示其称呼径,如:''3、1/44#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:1B2B3B内螺纹基本中径3A外螺纹2A1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
螺纹通止规检验标准

螺纹通止规检验标准
螺纹通止规是一种用于测量螺纹的工具,它可以用来检验螺纹的尺寸和形状是
否符合标准要求。
螺纹通止规的使用对于保证螺纹连接的质量至关重要,因此有必要对螺纹通止规的检验标准进行详细了解和掌握。
首先,螺纹通止规的检验标准主要包括以下几个方面:
1.外观检查,螺纹通止规的外观应无明显的损坏、变形或者划伤,刻度应清晰
可见,无模糊或者缺失的情况。
2.尺寸检验,螺纹通止规的尺寸应符合国家标准或者行业标准规定的要求,包
括螺纹规的直径、长度、螺距等参数的测量。
3.形状检验,螺纹通止规的螺纹形状应符合标准要求,包括螺纹的牙型、牙距、牙深等参数的测量。
4.功能检验,螺纹通止规的使用功能应正常,包括螺纹规的操作灵活性、测量
准确性等方面的检验。
对于螺纹通止规的检验,可以采用目测、量具测量、影像测量等多种方法进行。
在进行检验时,需要严格按照标准操作规程进行,确保检验结果的准确性和可靠性。
在实际生产中,螺纹通止规的检验是非常重要的,它直接关系到螺纹连接的质
量和可靠性。
因此,我们必须严格按照标准要求进行检验,确保产品质量符合标准,避免因螺纹质量问题而引发的安全事故和质量问题。
总的来说,螺纹通止规的检验标准是非常重要的,它直接关系到产品质量和生
产安全。
只有严格按照标准要求进行检验,才能保证螺纹连接的质量和可靠性。
希望大家能够重视螺纹通止规的检验工作,确保产品质量,为生产安全保驾护航。
螺纹孔深度与底孔深度标准
螺纹孔深度与底孔深度是机械制造中重要的工艺参数,它们之间的关系取决于螺纹的标准和实际应用场景。
以下是一些常见标准和建议:
1. 螺纹孔深度:螺纹孔深度是指从螺纹底孔到螺纹顶部的距离。
在实际应用中,螺纹孔深度通常根据螺纹规格和需求来确定。
2. 底孔深度:底孔深度是指从底孔底部到螺纹顶部的距离。
底孔深度一般大于螺纹孔深度,以确保螺纹有足够的空间拧入。
3. 标准:在我国,螺纹孔深度和底孔深度的标准主要参考GB/T 1585-2005《圆柱螺纹》和GB/T 1962-2005《螺纹公差》等标准。
这些标准规定了螺纹的尺寸、螺距、牙型、公差等要求。
4. 底孔深度计算:底孔深度的计算通常根据以下公式进行:
底孔深度(bmd)= 0.7 × 螺纹大径(d)
其中,bmd 表示底孔深度,d 表示螺纹大径。
5. 实际应用:在实际制造过程中,底孔深度可以根据具体需求和材料特性进行调整。
一般来说,底孔深度越大,螺纹的承载能力越大。
但过大的底孔深度可能导致螺纹紧固件松动。
因此,底孔深度的选择需要综合考虑实际应用场景和螺纹紧固件的性能要求。
螺纹测量公差与标准

螺纹测量公差与标准第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm1 cm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8进制)×25.4 =9.52'' 1英寸=8英分 1英寸=25.4 mm 3/81/16 3/16 5/16 7/16 9/16 11/16 13/16 15/160 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch以下的产品用番号来表示其称呼径,如:'' 3、1/44#, 5#, 6#, 7#, 8#, 10#, 12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A 级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:1B 2B 3B 内螺纹基本中径3A 外螺纹2A1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
螺纹检验规范
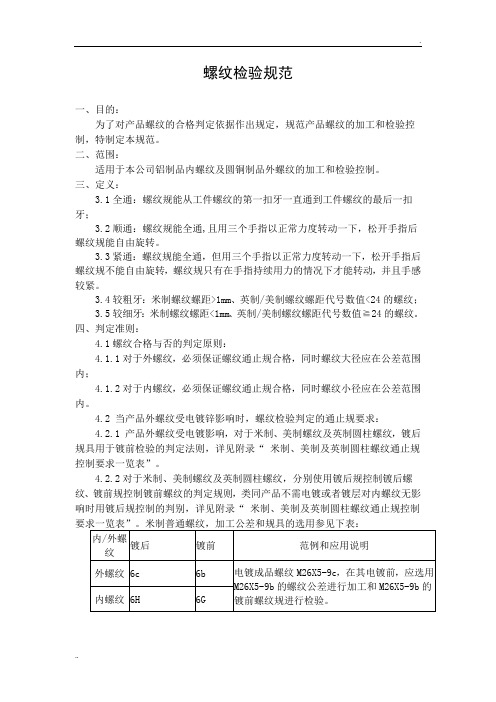
螺纹检验规范一、目的:为了对产品螺纹的合格判定依据作出规定,规范产品螺纹的加工和检验控制,特制定本规范。
二、范围:适用于本公司铝制品内螺纹及圆铜制品外螺纹的加工和检验控制。
三、定义:3.1全通:螺纹规能从工件螺纹的第一扣牙一直通到工件螺纹的最后一扣牙;3.2顺通:螺纹规能全通,且用三个手指以正常力度转动一下,松开手指后螺纹规能自由旋转。
3.3紧通:螺纹规能全通,但用三个手指以正常力度转动一下,松开手指后螺纹规不能自由旋转,螺纹规只有在手指持续用力的情况下才能转动,并且手感较紧。
3.4较粗牙:米制螺纹螺距>1mm、英制/美制螺纹螺距代号数值<24的螺纹;3.5较细牙:米制螺纹螺距<1mm、英制/美制螺纹螺距代号数值≧24的螺纹。
四、判定准则:4.1螺纹合格与否的判定原则:4.1.1对于外螺纹,必须保证螺纹通止规合格,同时螺纹大径应在公差范围内;4.1.2对于内螺纹,必须保证螺纹通止规合格,同时螺纹小径应在公差范围内。
4.2 当产品外螺纹受电镀锌影响时,螺纹检验判定的通止规要求:4.2.1 产品外螺纹受电镀影响,对于米制、美制螺纹及英制圆柱螺纹,镀后规具用于镀前检验的判定法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
4.2.2对于米制、美制螺纹及英制圆柱螺纹,分别使用镀后规控制镀后螺纹、镀前规控制镀前螺纹的判定规则,类同产品不需电镀或者镀层对内螺纹无影响时用镀后规控制的判别,详见附录“米制、美制及英制圆柱螺纹通止规控制4.3产品不需电镀或者电镀对内螺纹无影响时,螺纹检验判定的通止规要求4.3.1产品不需电镀,焊接对螺纹没有影响或不需焊接,但除油有影响时,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
4.3.2产品不需电镀或者电镀对内螺纹无影响时,焊接除油对内、外螺纹有影响,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、目的
定义螺纹孔深度检测方法,便于在检验过程中检验员能熟练掌握螺纹孔深度的检验技能,避免螺纹盲孔深度不良的质量事故的发生。
2、范围
本标准为通用标准,适用于公司内所有产品的螺纹盲孔深度检测。
3、螺纹孔深度检测步骤
以FPKC-1的M8螺纹孔为例,进行操作步骤的说明:
1)首先校验卡尺,归零,见图-1
图-1
2)然后用归零的卡尺测量对应螺纹孔所使用的螺丝的长度,测得的数值记录下来,见图-2
图-2,测得的M8螺丝长度L1=37.76mm
3)然后使用对应螺纹孔的螺丝拧入工件的螺纹孔内,一直拧到螺纹孔的底部,直到拧不动为止,见图-3;
图-3
4)用归零的卡尺尾端的副尺对露在工件螺纹孔外端的高度进行测量(此处测量时需注意尾端副尺需与露出的螺丝面垂直),测得的数值记录下来,见图-4和图-5
图-4
图-5,测得的数值为L2=14.4mm
5)该M8螺纹孔的深度为图-2的L1=37.76mm减去图-5的L2=14.4mm,即:
L=L1-L2=(37.76-14.4)mm=23.36mm
4、螺纹孔深度判定
1)如果图纸上有特殊定义的,按照图纸要求进行管控和判定接受。
例如:某产品图纸上要求M10螺纹孔牙深为15mm~17mm,则质量控制和接受标准为M10牙深为15mm~17mm;
2)图纸中没有特殊要求的,一律按照如下标准进行质量控制和接受标准:在实际生产中螺纹孔的有效牙深往往大于图纸要求的深度,此目的是为了有效避免制程中螺纹孔深度偏浅,导致的螺纹孔在客户端装配时出现牙深不够造成的装配不良,以及生产过程中丝攻在底部出现挤压现象而导致的螺牙受损异常,对此螺纹孔深度判定标准做如下要求:
a、有效牙深需大于图纸定义的有效牙深;
b、有效牙深以螺纹孔背面不出现鼓包,裂纹,牙攻穿为最大接受准则;
c、当丝攻的前端有尖头时,计算有效牙深时需减去尖头部分;
根据上述要求:
以“3、螺纹孔深度检测步骤”中FPKC-1的M8螺纹孔深度为例进行说明:
①M8螺纹孔深度标准:图纸中要求M8螺纹孔深度为22mm;
②实际测量的M8螺纹孔深度为23.36mm,大于图纸定义的22mm牙深,背面无鼓包、裂
纹、牙攻穿现象,故牙深可以接受,判定为合格。
3)当螺纹孔深度受到工件壁厚影响时,即螺纹孔牙深在满足最大有效牙深,而工件壁厚不能满足的情况时,依2)中b要求,同时在考虑工件不影响装配的情况下,允许牙浅最大
0.5mm。