国际焊接工程师技术员培训教教材
国际焊接(IWE)工程师、技术员(IWT)培训教程11
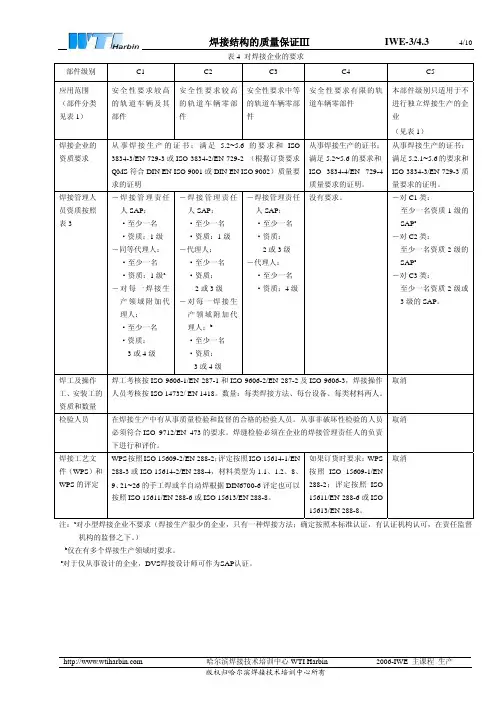
ISO 3834-4/EN 729-4 质量要求的证明。
(见表 1) 从事焊接生产的证书;
满足 5.2.1~5.6 的要求和
ISO 3834-3/EN 729-3 质 量要求的证明。
焊接管理人 员资质按照 表3
-焊接管理责任 人 SAP: ·至少一名 ·资质:1 级
-同等代理人: ·至少一名 ·资质:1 级a
考试并合格。考试的适用范围要完全覆盖焊工/焊接操作工的
符合本标准的所有材料都可应用
工作范围。从事支管焊缝焊接的焊工要附加 DIN 18808 中规定
的考试项目
材料厚度根据行业标准中的具体规定
企业中至少具有一名属于本企业的焊接管理人员,并且具有
焊接工艺:手工、半自动、全机械和自动焊接方法(也 DVS-EWF 1173 所规定的专项技术知识
至少一名资质 1 级的
SAPc
-对 C2 类:
网至少一名资质 2 级的 SAPc -对 C3 类: 至少一名资质 2 级或 3 级的 SAP。
焊工及操作 工、安装工的 资质和数量 检验人员
维 ·资质:
·至少一名
3或4级
·资质:
3或4级
焊工考核按 ISO 9606-1/EN 287-1 和 ISO 9606-2/EN 287-2 及 ISO 9606-3,焊接操作 取消
维其它材料
规格
备注
焊接管理责任人: 同等代理人: 其他代理人: 证明编号: 有效期: 签发日期:
三
__________________________________ 签字
3)保留可能项。 4)对C5 级部件不要求。
哈尔滨焊接技术培训中心 WTI Harbin 版权归哈尔滨焊接技术培训中心所有
国际焊接工程师技术员培训教教材26
IWE-3/1.2
1/5
焊接填充材料的国际标准(ISO)包括两个系列:按照屈服强度和全焊缝金属平均冲击功 47 焦耳分类(后 缀字母“A”的系列),此系列相当于欧洲填充材料标准系列,或者按照抗拉强度和全焊缝金属平均冲击功 27 焦耳进行分类(后缀字母“B”的系列),此系列是以泛太平洋国家填充材料标准为基础。 本教程中出现的焊接填充材料的国际标准(ISO)均按此原则进行标识。 1.1 ISO636 焊接填充材料―非合金钢及细晶粒钢钨极惰性气体保护焊中的焊棒、焊丝和熔敷金属―分类 按照A系列分类方法可分为四项: 1)第一部分给出产品/工艺的标记 ; 2)第二部分给出全焊缝金属的强度和延伸率标记; 3)第三部分给出全焊缝金属冲击性能的标记; 4)第四部分给出所用焊棒或者焊丝化学成分的标记。 例 1:
维
EN1668
其中: ISO 636-A 国际标准编号,按照屈服强度和 47 焦耳冲击功分类; W 钨极惰性气保护焊 强度和延伸率(见表 1) 46 3 冲击性能(表 3) W3Si1 焊棒/焊丝的化学成分(见表 2)
ISO 636-B
按照化学成分标记的焊丝,标记方式如下:
其中 ISO 636-B 国际标准编号,按照抗拉强度和 27 焦耳冲击功分类; W 钨极惰性气保护焊 55A 在焊态条件下的强度和延伸率 3 在焊态条件下的冲击性能 W3 焊棒/焊丝的化学成分
钨极惰性气体保护焊Ⅲ
按照化学成分标记的焊丝,标记方式如下:
IWE-3/1.2
2/5
EN1668
其中: EN1668 标准编号 W 熔敷金属/钨极惰性气保护焊 46 强度和延伸率 冲击功 3 W7 焊棒/焊丝的化学成分
W7
表 1 强度和延伸率 标记 35 38 42 46 50
国际焊接工程师培训(IWE)共54页文档
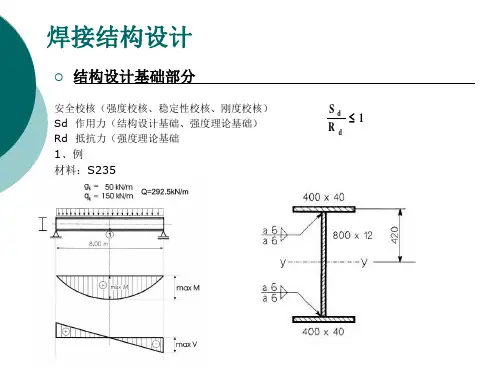
焊接结构设计
结构设计基础部分
2) 支座反力计算: 平衡条件(∑H=0, ∑V=0,∑M=0)
H 0 AH N 0 N AH
V 0 Fd Av Bv 0 Av Bv Fd
MA 0
Fd
l 2
Bv
l
0
Bv
Fd 2
Av
Bv
Fd 2
1170kN
3)内力计算:
平衡条件(∑H=0, ∑V=0,∑M=0)
焊接结构设计
结构设计基础部分
问题13:焊缝可能受哪几种应力?此焊缝受那种应力?
—— σ⊥(垂直正应力)
—— σ∥(平行正应力)
—— τ⊥(垂直剪应力)
—— τ∥(平行剪应力)——焊缝承受
问题14:确定角焊缝的焊缝厚度?有哪些限定条件(按DIN18800-1)?
DIN18800T1——钢结构 min a =2.0㎜
发生低应力脆性断裂的结构上,必有裂源或应力集中点存在;脆性断裂对缺陷 和应力集中很敏感。 —— 拉应力是裂纹产生和扩展的动力,拉应力及缺陷的大小直接影响裂纹萌生和 扩展的速度;阻止裂纹扩展的主要因素是压应力和材料的塑性变形。 —— 内因,即结构抗力是预防脆性断裂的根基;外因,即载荷性质、加载速率、 环境因素等,是发生脆性断裂的条件,须同时兼顾,方能避免脆断灾害的发生! —— 预防脆性断裂的措施(正确选择材料、正确设计合理、安排结构制造工艺、 正确使用,精心维护) 断裂力学的应用 —— 断裂力学的在于研究宏观裂纹在什么条件下,才会导致失稳扩展,引发脆性 断裂;建立裂纹尺寸与破坏应力之间的关系。这对结构安全设计、合理选材、 改进材质和施工工艺,以及制定裂纹体力学的概念标准等都有重要意义。
w.v
VZSy
Iy a
国际焊接工程师培训课件3.3.3焊缝计算Ⅲ

IIW Authorized Training Body
抗挠曲截面:
IIW Authorized Training Body
非抗挠曲截面:
IIW Authorized Training Body
3 扭曲的种类
3.1纯扭曲
—截面可不受阻碍地被扭曲 —仅产生“一次”剪应力
3.2扭力扭曲
—截面不能不受阻碍地被扭曲 —除“一次”剪应力外产生“二次应力”和
η=轧制型材的修正系数
IIW Authorized Training Body
4.2封闭式空心截面的应力
MT 2 Am tmin
Am是剪力作用的面积,即图中阴影线部分
IIW Authorized Training Body
4.3截面形状的比较
开放式截面
封闭式截面
该种截面形式:“不耐扭曲” 该种截面形式:“耐扭曲”
→扭矩小
→扭矩大
→扭曲变形大
→扭曲变形小
5 扭曲应力作用下的截面变化 IIW Authorized Training Body
基于上述原因,在动载作用下开放式和封闭式 截面由于其刚性将产生变化,故其截面形状也会 随之而逐渐发生变化,这也是导致构件疲劳断裂 的原因之一。
IIW Authorized Training Body
6 扭矩作用下的应力
开放式截面
MT lT
t max
封闭式截面 MT 2 Amraining Body
小结
1、扭曲的定义及剪切中心 2、截面的抗扭曲能力 3、扭曲的分类 4、通过剪应力公式分析截面的抗扭能力
哈尔滨焊接技术培训中心
Harbin Welding Training Institute
国际焊接(IWE)工程师、技术员(IWT)培训教程07
2006-IWE 主课程 材料
热强钢ⅠⅡⅢ
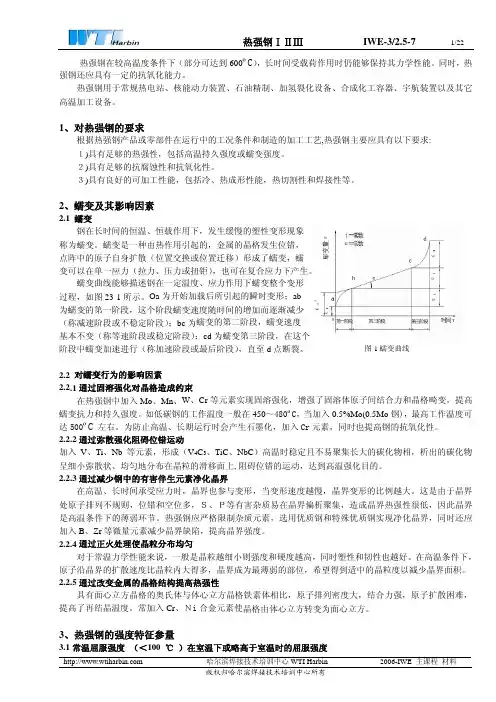
表 2 机械性能(横向)a
IWE-3/2.5-7
4/22
网 维 三
哈尔滨焊接技术培训中心 WTI Harbin 版权归哈尔滨焊接技术培训中心所有
2006-IWE 主课程 材料
热强钢ⅠⅡⅢ
表 2(续)
IWE-3/2.5-7
热强钢ⅠⅡⅢ
IWE-3/2.5-7
1/22
热强钢在较高温度条件下(部分可达到 600ºC),长时间受载荷作用时仍能够保持其力学性能。同时,热
强钢还应具有一定的抗氧化能力。 热强钢用于常规热电站、核能动力装置、石油精制、加氢裂化设备、合成化工容器、宇航装置以及其它
高温加工设备。
1、对热强钢的要求
根据热强钢产品或零部件在运行中的工况条件和制造的加工工艺,热强钢主要应具有以下要求: 1)具有足够的热强性,包括高温持久强度或蠕变强度。 2)具有足够的抗腐蚀性和抗氧化性。 3)具有良好的可加工性能,包括冷、热成形性能,热切割性和焊接性等。
无δ铁素体的奥氏体钢(EN10028-7)
P91 )
X8CrNiMoNb16 16
X8CrNiNb16 13
X8CrNiMoN1713
使用温度范围:至 750Cº
热强机理:固溶强化、微小析出物、面心立方晶格
按 EN10028-2 标准规定的部分热强钢化学成分见表 1 按 EN10028-2 标准规定部分热强钢室温时的抗拉强度见表 2 按 EN10028-2 标准规定的部分热强钢高温时的 0.2%屈服极限值见表 3 按 EN10028-2 标准规定的部分热强钢 1%塑性变形的蠕变极限和持久极限值见表 4
提高了再结晶温度。常加入 Cr、Ni 合金元素使晶格由体心立方转变为面心立方。
国际焊接技师培训
随后冷却的初期,处于高温液塑状态时,上述区域自身, 其收缩力几乎为零。当其冷却相对较快的四周和表面金属开始恢 复弹性后,其收缩受阻就产生弹性变形,并拉动周围金属产生相 应的弹性变形;也就是局部受热的焊缝和热影响区,与周围冷金 属之间,此后开始产生相互拉力了。随后继续冷却,这种拉力, 会不断增大。拉得动的,就表现为焊接变形;拉不动的部分,就
7、焊接方案表示方法
焊接顺序方案表示形式可根据制造方案和结构来 确定。在DVS1610标准中给出了三种焊接顺序方案形 式。 ---用结构图纸及文字说明的焊接顺序方案 ---用结构图纸及表格说明的焊接顺序方案 ---用特殊的焊接图纸及表格说明的焊接顺序方案 举例:货车车皮主横梁的焊接顺序方案
总结:
3、焊接顺序方案 焊接顺序方案是对焊接方案的补充和充实。
--概要 --制订焊接顺序方案的意义 --内容(焊缝焊接顺序、焊接坡口型式、焊接方向) 4、制订焊接顺序方案的依据 --法律规定、技术规范或供货协议 --最佳的经济性 --最小的焊接变形及内应力 --构件的可焊接性(按ISO\TR581标准中的要求,构件的可焊 接性包括:材料的可焊性、结构的焊接安全性、生产制造中的焊接 可能性) --事故说明(缺陷的起因) --辅助人员的使用(代替专业人员)
铁锰铜 钼
铬镍
钽
钨
二、金属材料的焊接
1、碳钢和碳锰钢的焊接 2、细晶粒结构钢的焊接及应用 3、低温钢和热强钢的焊接 4、高合金钢(不锈钢及耐热钢)的焊接 5、铸钢、铸铁的焊接 6、铜及铜合金、镍及镍合金、铝及铝合金的焊接 7、特殊有色金属(钛、钼、镁、钨等)和有色合
国际焊接工程师培训课件(完整版)
安装和维修、堆焊等。
常用于焊接和切割的燃气主要有:
乙炔〔C2H2〕、丙烷〔C3H8即液化石油气〕、甲 烷〔CH4即天然气〕、氢气〔H2〕、煤气〔CO+H2〕 和汽油〔CnH2n即烯烃+芳香烃〕等。
火焰的温度分布
电流种类
直流电 对于公共供电网路,不使用直流。特定的电弧 焊接方法只能用直流进行焊接,直流对焊接而言是很 重要的 交流电 公共供电网络,几乎用交流电。生活用电, 通常交流电压有效值为220V。 三相交流电 是由一组频率相同、振幅相等、相位互 差120º的三个电动势组成的供电系统。 应用: 主要应用于电流消耗较大的电器设备的网路供电。所 有的公共电网都是三相网路电流,它的电压通常为 380V〔在较大的企业中,三相网路电压也可达500V〕
• 乙炔气瓶、管道 • 是按照EN1089的规定 • 都是黄色,我国为白色。
焊接电弧的主要作用:
把电能转化为热能,同时产生光辐射和 响声. 1〕电弧的高热可以用于焊接,切割和炼 钢等。 2〕电弧的强光可用于照明。 3〕电弧声可以用于焊接过程的监控。
气体间隙电离的过程和 电弧的形成过程如下:
当弧焊电源输出端的两个极即 电极和焊件短路时,外表局部 突出部位首先接触,在接触区 域有电流通过,金属熔化并形 成小桥,拉开电极那么小桥爆 断,使金属受热气化。当电极 与工件别离后,在极小的间隙 中,在电源电压的作用下,形 成较大的电场强度,电子在电 场的作用下,自“阴极逸出〞, 形成“电子发射〞。由阴极发 射出的电子,在电场的作用下 快速向阳极运动,与中性气体 粒子相撞并使其电离,别离成 电子和正离子。电子被阳极吸 收,而正离子向阴极运动,形 成电弧放电过程。
国际焊接(IWE)工程师、技术员(IWT)培训教程02-01
三维网钨极氩弧焊I IWE-1/1.13 6/66.2钨电极标记及成分表2 钨电极的标记和组成成份(ISO6848)组成成份氧化物标记重量种类杂质-%钨-% 色标WP - - ≤0.2099.8 绿 WTh41)0.35~0.55 ThO 2≤0.20 其余 淡兰 WTh10 0.80~1.20 ThO 2≤0.20 其余 黄 WTh 20 1.70~2.20 ThO 2≤0.20 其余 红 WTh 30 2.80~3.20 ThO 2≤0.20 其余 紫 WTh 40 3.80~4.20ThO 2≤0.20 其余 桔黄 WZr 31)0.15~0.50 ZrO 2≤0.20 其余 棕 WZr 8 0.70~0.90 ZrO 2≤0.20 其余 白 WLa 10 0.90~1.20 La 2O 3≤0.20 其余 黑 WCe 20 1.80~2.20CeO 2≤0.20 其余 灰 WLa 202)1.80~2.20 La 2O 3≤0.20其余深兰1) 非商业用 2) 非标准7、保护气体对熔深的影响不同保护气体由于其不同的物理性能,热传导性能亦不同,活性气体参见1.1.12,图12给出不同保护气体TIG 焊时对熔深的影响。
图12 不同保护气体对熔深的影响角焊缝:在厚度5㎜的板上使用不同的保护气体进行TIG 焊接的熔池剖面,材料号1.4301(1Cr18 Ni9),电流130A ,电弧长度4㎜,焊接速度15㎝/min 。
图13 不同保护气体TIG 焊时对角焊缝熔深的影响三维网1、铝的TIG 焊接1.1概况以下铝制材料可以考虑采用焊接方法加工。
A 、纯铝(A199.9;A199.5等)具有较高的抗腐蚀性能,但强度较低(80N/㎜2),可通过冷作成形(轧制等)提高其强度(130 N/㎜2)。
焊接时,焊缝附近冷作硬化区将丧失。
B 、硬铝合金(AlMn ;AlMg3等)通过合金成份具有较高强度(240N/㎜2)通过冷作成形强度可以提高(320N/㎜2),但焊接时焊缝区域强度下降。
国际焊接工程师技术员培训教教材01
焊枪/工件 填充材料 工件的
的送进
的送进
移动
手工
手工
手工
半机械化 焊接 t
三
机械化焊 接v
手工
机械化
手工
机械化
机械化
手工
自动化焊 接a
机械化
机械化 机械化
注:m—手工焊
t—半机械化焊接
v—机械化焊接
a—自动化焊接
哈尔滨焊接技术培训中心 WTI Harbin
维 我国于 2000 年得到 IIW 的授权,开始在全国实施和推广焊接培训国际认证体系。为满足
我国国际焊接工程师(IWE)、国际焊接技术员(IWT)培训及认证的需求,根据国际焊接学 会(IIW)和 IIW 授权(中国)焊接培训与资格认证委员会(CANB)的相关规程规定,组织 编写了国际焊接资质人员系列培训教程。IWE、IWT 理论培训教程由基础理论部分和主课程 两部分构成,基础理论部分分为焊接工艺及设备、材料及材料的焊接行为、焊接结构与设计 三门课程,主课程部分分为焊接工艺及设备、材料及材料的焊接行为、焊接结构与设计、焊
——强度和韧性
——具有较强耐高温和低温能力
——耐腐蚀和磨损能力
——对气体、蒸汽、压力或真空等条件下的密封性能
如果考虑到不同母材(钢和有色金属),母材的不同形式(板、管和异型材,厚度 0.001-1000mm),焊接
设备以及焊接填充材料(焊条、焊丝、保护气体等等)这些因素,目前已使用 50 种以上的焊接方法。如果在
编写人员(按姓氏笔画排序):
三 邓义刚、王 林、吕同辉、吕适强、陈 宇、张宇光、张 岩、
林伯山、俞韶华、徐林刚、高 欣、高洪明、钱 强、常凤华、 曹红梅、解应龙、潘 孚、黎 明、戴万福。
国际焊接(IWE)工程师、技术员(IWT)培训教程06-01
表面工程技术
IWE-3/1.18
1/18
1、表面工程技术
1.1 表面工程简介 表面工程是将材料表面与基体一起作为一个系统进行设计,利用表面改性技术、处理技术和涂覆技术, 使
材料表面获得材料本身没有而又希望具有的性能的系统工程。 表面工程是改善机械零件、电子电器元件基质材料表面性能的一门科学和技术。对于机械零件,表面工
超音(高速)速火焰喷涂原理:超音(高速)速火焰喷涂方法,简称 HVOF,其起源可亿溯到 20 世纪 50
年代,美国联合碳化物公司(U.C.C)首先研制成功爆炸喷涂,并在航天航空工业中得到了广泛应用,高速火
焰喷涂在随后被发明。到了 1982 年该技术以“Jet-Kote”为商品的产品成为 HVOF 技术发展的第一代喷涂设备。
基材的表面形成涂层。最后将氮所引入枪筒内置换,直到下一个爆炸过程开始。线爆炸喷涂是使金属丝突然
三 通过强大的电流,利用电热能量使金属丝爆炸成微粒黏附在基材表面形成涂层。
冷(动力、气)喷涂
气流温度:约600℃ 气流速度:1000 m/s 沉积效率:3-15kg/h
冷(动力、气)喷涂原理:冷喷涂(cold spray),又称为冷空气动力学喷涂法(cold gas dynamic spray) 或动力喷涂(kinetic spray)。它是基于空气动力学原理的一种新型喷涂技术。喷涂过程是将高压气体导入收放 型Laval喷嘴,流过喷嘴喉部后产生超音速流动,将粉末从喷枪后部沿轴向送入高速气流中,粒子经加速后形 成高速粒子流(300~1000m/n),在温度远低于相应材料熔点的完全固态下撞击基体,通过较大的塑性流动变 形而沉积于基体表面上形成涂层。冷喷涂工作气体可用高压压缩空气、N2、Ar、He气,或者它们的混合气体。 工作气体的入口压力范围一般为 1.0~3.5MPa。为了增加气流的速度,提高粒子的速度,还可以将工作气体预 热后再送入喷枪,通常预热温度根据不同喷涂材料来选择,一般小于 600℃。为了获得较高的粒子速度,所 用粉末的粒度一般要求 1~50μm。而喷涂距离根据要求一般为 5~50mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 8 对主轴惯性距
[ ] σ= M y z N / mm 2 Iy
图 9 不同截面梁比较
2006-IWE 基础课程 结构
3、截面中的应力计算
3.1 正应力(拉伸载荷)
例:求正应力σ
强度理论Ⅱ
[ ] σ= N N / mm2 A
IWE-1/3.4
4/6
例:求正应力σ
图 10 矩形梁
图 11 焊接工字梁
ε = L − Lο = ΔL ⋅ 100(%)
Lο
Lο
图 7 变形
继续提高作用力 F 时,会出现塑性伸长,当再进一步增高作用力时,就会产生颈缩现象,直至导致构 件的断裂。 3.3 延伸率
结构钢S235(StS7)的延伸率至少为 25%,此值是在直径为d o、标距长度为LO=5·d o的园形拉伸试样上(根 据EN10002 的规定)测出的。
S355(St52)的屈强比为 ReH 355 = 0.70 Rm 510
弹性应变时,卸载后的试棒又恢复到原始长度,也就是弹性伸长在卸载后完全消失。
在未超过屈服极限的范围中,主要出现的是弹性应变。
2006-IWE 基础课程 结构
强度理论基础Ⅰ
IWE-1/3.3
5/5
塑性应变时,卸载后的试棒保持残余伸长,也就是,塑性伸长在卸载后不消失。
对于 I-形截面,剪应力可按下式简化计算
[ ] τm
=
V A Steg
N / cm2
例: τm =?
图 13 简化的剪应力分布图
2006-IWE 基础课程 结构
4、I 形钢的截面特征值
强度理论Ⅱ
IWE-1/3.4
6/6
2006-IWE 基础课程 结构
强度理论基础Ⅰ
IWE-1/3.3
1/5
1、概述:
本节叙述关于强度理论的任务。Sd是指作用载荷的产生的应力,Rd是极限应力。 Sd ≤ 1 Rd
2、应力
通过单位面积所传递的力,在强度理论中称为应力。
其前提是存在一个均匀的应力分布。
应力=
力 面积
=
F A
⎡N ⎢⎣ mm 2
或 KN cm 2
⎤ ⎥⎦
应力单位用N/mm2或KN/cm2表示。
2.1 正应力 σ
图 1 正应力 1
当一个作用力垂直作用到横截面积上时,则在此面积上产生正应力,用 σ 表示。
σ
=
力 面积
=
F A
图 2 正应力 2
正应力可由拉伸载荷、压缩载荷和弯曲载荷所产生。 2.2 剪切应力 τ
l·b
图 3 剪应力 1
2006-IWE 基础课程 结构
强度理论基础Ⅰ
当一个作用力平行作用到横截面积上时,则在此面积中产生剪切应力。
3.2 应变
在拉伸载荷情况下,产生“伸长”变形,在压缩载荷情况下,产生“镦粗”变形。在承受弯曲载荷情况时,
同时出现这两种变形,是以挠曲形式出现的。
在承受拉伸载荷时,构件中首先出现弹性伸长。卸载时,构件就回复到原先的长度。
L=一定载荷情况下的最终长度 mm
Lo原始长度 mm ΔL=L-Lo 长度差 mm 应变(ε%)
抗弯截面模量 W[ cm3]
[ ] Wy
=
Iy max Z
cm 3
2006-IWE 基础课程 结构
3.2 剪应力τ 通用
强度理论Ⅱ
IWE-1/3.4
5/6
剪力
例:求剪应力—τ1、τ0、τmax
[ ] τ = F N / cm2 A
[ ] τ = VZ ⋅ Sy N / cm2 Iy ⋅t
图 12 焊接工字梁及剪应力分布图
应关系。
图中的最重要点有:
a)上屈服极限ReH 上屈服极限ReH是应力—应变图中曲线第一次下降前的最大应力。 材料达到屈服极限时,应力几乎保持不变,而应变明显地增加。
S235(St37)钢的上屈服极限ReH为 235N/mm2或 23.5kN/cm2。 b)抗拉强度Rm
抗拉强度应与在拉伸试验中能够求得的最高计算应力等同起来。
τ=
力 面积
=
F A
IWE-1/3.3
2/5
2.3 拉伸载荷
应力方向 截面状态
图 4 剪应力 2
2.4 压缩载荷
图 5 拉伸载荷
2.5 扭转载荷
图 6 压缩载荷
图 7 扭转载荷
2006-IWE 基础课程 结构
强度理论基础Ⅰ
IWE-1/3.3
3/5
3、变形
3.1 定义
变形是物体内部承受载荷,从而迫使它的外形发生改变的可见的标志。
*适用于按 EN10025 规定的所有钢种
表 1 许用应力 S235
N/mm2 (KN/cm2) 160(16) 140(14) 92(9.2)
S355 N/mm2 (KN/cm2)
240(24) 210(21) 139(13.9)
在建筑工程中,载荷情况区别如下: 载荷情况 H(主载荷)和载荷情况 HZ(主载荷和附加载荷)。 根据 DIN18801(钢结构高大建筑),主载荷(H)有: 固定载荷, 包括雪在内的动载荷(但是不包括风),机器的惯性力。 其它情况是附加载荷: 风力载荷。 制动力。 水平的侧力(例如起重机)。 温度影响引起的力。
2006-IWE 基础课程 结构
1、构件尺寸确定时的特征值
1.1 正应力
轴向力产生的应力
强度理论Ⅱ
IWE-1/3.4
1/6
1.2 剪切应力 剪力产生的
图 1 正应力
剪力和弯矩同时存在时的剪应力
图 2 剪应力
图 3 受剪力和弯距的梁
2006-IWE 基础课程 结构
矩形梁的截面上剪应力分布
强度理论Ⅱ
在建筑工程中,安全系数一般取 1.5 左右。 例如:S235 钢的许用拉伸应力计算如下:
许用
屈服极限 σ= 安全系数
=
23.5 1.5
≈
16.0
kN / cm2
钢结构高大建筑的许用应力列于 DIN18800T1 中,并都是对载荷情况 H 而言(主载荷):
载荷情况 H
拉伸
许用 σ
压缩
许用 σ
剪切
许用 τ
由剪切应力引起的变形,产生剪应变,用 γ 表示。
图 8 剪应变
2006-IWE 基础课程 结构
4、材料特征值
应力一应变图
强度理论基础Ⅰ
IWE-1/3.3
4/5
图 9 应力-应变图
图 10 标准试棒
为了获得材料的一些特性数值,可对标准试棒进行拉伸试验。
在应力一应变图中,纵座标表示应力,横座标表示应变。应力一应变图表示了应力与应变之间的每个对
在超过屈服极限的范围中,主要出现塑性应变。
材料屈服极限和抗拉极限的表示符号:
屈服强度
抗拉强度
DIN EN 10025 (03/94)
ReH
Rm
DIN 18800-1 (11/90)
fy,.k
fu.,k
5、许用பைடு நூலகம்力
为了使建筑物不致在应力达到屈服极限时出现变形现象,许用应力是根据屈服极限而不是根据断裂极限 来进行保障。
IWE-1/3.4
2/6
图 4 剪应力分布(矩形梁)
工字梁的截面上剪应力分布
图 5 剪应力分布(矩形梁)
2、截面特征值
静矩S:Sy=A·Z1,SZ=A·y1
惯性矩 I: 自身惯性距
图 6 静矩
图 7 自身惯性距
2006-IWE 基础课程 结构
对主轴惯性距
强度理论Ⅱ
IWE-1/3.4
3/6
2.1 正应力(弯距)
Rm=
max F Aο
=
最大拉力 试棒原始横截面积
MaxF在材料学中相当于最高拉力Fm的概念,A0相当于初始横截面积S0。
材料S235(St37)的抗拉强度Rm值至少为 360N/mm2或 36Kn/cm2。
如果把屈服极限和抗拉强度的应力彼此相比例,那么可得到屈强比 ReH Rm
例如 S235(St37)的屈服比为 ReH = 235 = 0.65 Rm 360