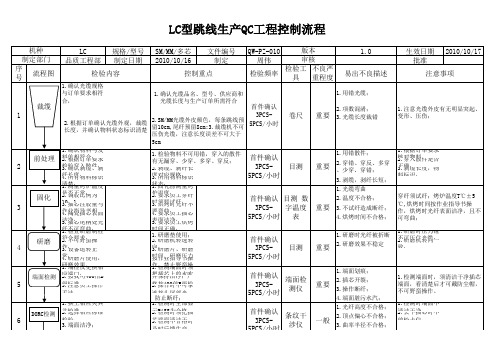
跳线生产流程
LC型跳线QC控制工程图
2010-10-17
检验内容
控制重点
注意事项
1.注意光缆外皮有无明显突起、 变形、压伤;
裁缆 1
1.确认光缆规格与订单要求相符合, 1.确认光缆品名、型号、供应商和 光缆长度与生产订单所需符合
首件确认 2.SM/MM光缆外皮颜色,每条跳线预 3PCS2.根据订单确认光缆外观,裁缆 长度,并确认物料状态标识清楚 留10cm,尾纤预留8cm;3.裁缆机不可 5PCS/小时
首件确认 3PCS5PCS/小时
目测
重要
3.吹热缩管时将缆皮 3.吹热缩管时温度不能太高; 吹破、光缆吹变形;
1.清零后没保存;
1.换端口时小心镜片; 2.测试时注意测试环境清洁,把 被测线端面清洁干净;
8
2.测试前须插损清零并保存,SM须3.测试1小时后须检测测试线端面;
3.SM的IL≤0.30dB,RL≤-50dB; 5.测试时及时对不合格端进行标识; 1.光缆表面及连接头清洁; 1.光缆表面洁净,无明显不良;
压接住; 3.注意员工操作压钳手法; 4.热缩管是否吹好,光缆有无弯 4.吹热缩管风枪温度,吹好后有无不良现象; 曲 、烤伤等现象; 不良现象; 1.SM用单模JDS,1310nm波长, JDS测试 MM用多模JDS,1300nm波长; 保存回损值; MM的IL≤0.30dB,回损不测; 1.每小时抽检插回损合格; 2.更换端口清零时注意镜片; 4.测试后跳线状态标识清楚;
目测
重要
2.漏戴防尘帽; 3.标签打错; 4.光缆表面不洁净; 1.漏贴标签; 2.端面不合格;
1.检查数量与送检单、生产订单要1.产品结构无不良,无脱缆、外皮损 按《抽样 最终检验 求相同; 伤等现象;
10
2.产品结构、包装方式正确; 3.端面、光学指标符合要求; 4.产品外观洁净美观; 1.核对标签于实物一致;
铁塔规程
铁塔制图和构造规定分为:75规程,97规程,国家电网公司110~500kV输电线路典型设计(05规程)规程中有些经常碰到的一些常识,我们必需要知道的有如下:在放样之前,我们要选择好规程,我们可以看加工说明来进行选择并修改规程中的准距表。
如:查看铁塔结构加工统一说明中此说有:如:XX: 结构图中图面内的图例、代号等在说明中未提及之处,均按《送电线路铁塔制图和构造规定》(DLGJ 136-1997)中的要求执行。
在TWSOLID铁塔放样软件中,此时我们可以选97规程,并按加工说明中的准距表修改當前工程的规程表并保存。
1:三个规程的主要区别,我们最常见的是各类型角钢准线的不同。
在最后具体讲他们之间的区别。
2:视图问题:1) 结构图绘制以正面为主,上、下和侧面结构图,按展开法绘制,即上平面结构图采用俯视法,下平面结构图采用上仰视法,右侧面结构图采用右侧视图法。
长短腿结构的塔腿可只绘右侧结构部分;各段结构图应绘制单线图,单线图比例为1:100,并放在结构图的左上角,并标注上、下口宽、垂直高、准线差尺寸和段号。
3.1) 构件接头采用对接;不同规格的构件对接时,应以外边缘对齐,接头螺栓排列在各自准线上主材接头设置在节点时,上、下段斜材的准线应交于各自主材准线(如铁塔瓶口、塔身变坡处)制弯构件,选择顺序应为连接板、短构件、长构件,火曲线与连接构件边缘距离设定为10mm2) 热镀锌构件长度不宜超过12米,L100以下角钢构件长度不宜超过9米,宽度不宜超过0.75米;3) 横担悬臂部分超过3米以上应采用预拱,预拱值一般可取横担悬臂长度的1/100~150,具体值可根据实际外荷载在无风情况下的验算查看其位移(*.DIS文件)确定;4) 塔腿各主材应设置一个接地孔(孔径17.5mm),距基础顶面距离为500~1000mm;地线支架上设置一个引流孔(孔径17.5mm)5) 主材螺栓接头螺栓排列,应按左高右低布置内外包钢,角钢内外贴板,接头问题1) 构件接头采用螺栓连接;2) 两角钢间隙采用10mm;3) 接头为单剪连接时,采用外包角钢,外包角钢的宽度应比被连接角钢肢宽大一级(长细比在80以下时,外包角钢肢厚再大一级),被连接角钢规格不同时,应取其小的规格;4) 接头为双剪连接时,采用内包角钢外贴板,内包角钢和外贴板的面积和宜不小于被连接角钢面积的1.3倍,下表中推荐了内包角钢及外贴板应用的最小规格,如外贴板的宽度为准线间距加两倍的边距之和大于给定值,则按实际宽度取用;5) L140以上规格的角钢宜采用双包连接;编号1) 结构图中除螺栓、脚钉、垫圈外,所有构件均应编号;2) 编号顺序先主材后斜材,从下至上,从左到右;先正面,再侧面,后剖面,最后为挂线部件或零部件(如垫块)。
光纤跳线生产技术工艺流程
光纤跳线生产技术工艺流程
光纤跳线是以光纤和激光光缆作为数据传输介质的线缆,其传输性能优于常规电缆,可同时传输多条信号,因此广泛应用于航空、工业控制等领域。
光纤跳线的生产技术工艺流程具体如下:
一、准备工作
1、根据客户要求,检查工作条件,确认生产所需材料,如光纤、激光光缆等;
2、检查工艺设备,确保设备能够正常运行;
3、准备生产所需的原材料,如绝缘套管、塑料外壳等;
4、清洁生产车间,检查安全设施。
二、材料加工
1、使用拉线机将光纤和激光光缆分离、成型;
2、将光纤和激光光缆放置在绝缘套管中,用固定器紧固;
3、按照线缆的要求选择相应的塑料外壳,将光纤和激光光缆封入外壳中。
三、检测
1、组装完毕后,将光纤跳线连接到网络测试系统;
2、使用网络测试仪进行信号传输和接收测试,确认光纤传输效果;
3、使用抗干扰数字仪器测量线缆外壳的电磁屏蔽性能;
4、使用声学仪测量线缆的音频、视频特性;
5、使用光纤联机仪测量光纤的波长和衰减值,等检测。
四、组装
1、将光纤跳线放置在组装架上,按照标准配线;
2、将已组装完毕的光纤跳线放入防水袋中,准备包装及贴标;
五、贴标及包装。
光纤跳纤如何规范施工
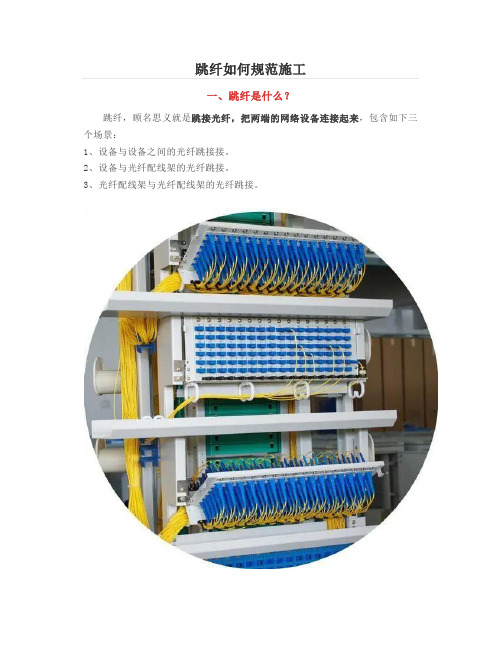
一、跳纤是什么?跳纤,顾名思义就是跳接光纤,把两端的网络设备连接起来,包含如下三个场景:1、设备与设备之间的光纤跳接接。
2、设备与光纤配线架的光纤跳接。
3、光纤配线架与光纤配线架的光纤跳接。
ODF(光纤配线架)(光纤跳线)光纤分类:1、根据光纤接口分类,常见的有如下几种:① FC型光纤连接器:外部加强方式是采用金属套,紧固方式为螺丝扣。
一般在ODF侧采用(配线架上用的最多)。
② SC型光纤连接器:连接GBIC光模块的连接器,它的外壳呈矩形,紧固方式是采用插拔销闩式,不须旋转。
(路由器交换机上用的最多)。
③ ST型光纤连接器:常用于光纤配线架,外壳呈圆形,紧固方式为螺丝扣。
(对于10Base-F连接来说,连接器通常是ST类型。
常用于光纤配线架)。
④ LC型光纤连接器:连接SFP模块的连接器,它采用操作方便的模块化插孔(RJ)闩锁机理制成。
(路由器常用)。
SC-LC。
SC-LC2、根据光纤跳线长度,常见有如下:有1.5 m、2 m、3 m、5 m、10 m、15 m、20 m等,也可以定制。
3、根据光纤用途:LC接口常用于设备之间;FC接口常用于ODF连接远端纤芯;SC接口常用于ODF和设备。
二、跳纤的布放原则现在的设备的接口都是高密度,必然会有很多跳纤,这么多跳纤如果布放初期不遵循一些原则,日后必然又成了蜘蛛网了,增加后续的运维难度;所以,跳纤时,建议满足如下原则:1、跳纤操作必须满足ODF架内、光交、综合箱内整齐、布线美观、便于操作、少占空间的原则。
2、跳纤长度必须掌握在500mm 余长范围内。
3、长度不足的跳纤不得使用,不允许使用法兰盘连接两段跳纤。
4)各跳纤应确保各处曲率半径大于400mm。
5、跳纤时,先将光纤的一端接入设备端口,另一端从布线槽内走纤,拉出盘纤架将多余的光纤绕缠成圆圈状,布放在盘纤架上,并用光纤绑扎带缠好后推入盘纤架,再将另一端接入设备或ODF架。
6、走纤一般性的要求:①对于上走线的光纤,应在ODF架外侧下线,选择余纤量最适合的盘纤柱,并在ODF架内侧向上走纤,水平走于ODM下沿,垂直上至对应的端子。
尾纤跳线生产技术工艺流程

尾纤跳线生产技术工艺流程
裁缆穿件:根据需要切割光缆的长度,然后穿进各种类型连接器及光缆的散件。
剥缆:剥去光缆的外层保护层,暴露出内部的光纤。
剥纤:剥去光纤的塑料包覆,暴露出光纤的玻璃部分。
压尾柄:将光纤插入连接器的尾柄,并用工具压紧。
配胶:调配适当比例的胶水。
注胶穿纤:将胶水注入连接器,然后将光纤穿过连接器。
固化:将连接器放入固化设备中,通过加热使胶水固化,固定光纤和连接器。
切纤去胶:切掉多余的光纤,然后清除连接器上的多余胶水。
研磨:对连接器的端面进行研磨,使其平滑。
端面初检:对研磨后的连接器端面进行初步检查。
组装压接:将连接器的各部分组装起来,并进行压接。
插回损测试:对连接器进行插回损测试,检查其性能。
端面终检:对连接器的端面进行最终检查。
包装:将完成的尾纤跳线进行包装。
光纤布线施工方案(3篇)

第1篇一、项目背景随着信息技术的快速发展,光纤通信以其高速、稳定、安全的特点,在各个领域得到了广泛应用。
光纤布线系统作为信息传输的核心,其施工质量直接影响到整个网络的性能和稳定性。
本方案旨在制定一套科学、合理的光纤布线施工方案,确保施工质量,满足客户需求。
二、施工原则1. 安全第一:严格遵守国家相关安全法规和标准,确保施工过程中人员和设备安全。
2. 质量至上:选用优质的光纤和布线设备,确保施工质量达到国家标准。
3. 经济合理:在保证质量的前提下,合理控制施工成本。
4. 高效便捷:合理安排施工进度,确保项目按时完成。
三、施工准备1. 施工图纸:熟悉施工图纸,了解工程布局、设备配置及光纤布线要求。
2. 材料设备:准备光纤、光纤跳线、光纤连接器、光纤配线架、线槽、桥架、支架、螺丝等施工材料。
3. 施工人员:组织具有丰富经验的光纤布线施工队伍,明确各岗位职责。
4. 施工工具:准备光纤熔接机、光纤测试仪、剥线钳、剪刀、螺丝刀等施工工具。
四、施工流程1. 工地勘查:对施工现场进行勘查,了解现场环境、设备布局及施工条件。
2. 光纤布线设计:根据现场勘查结果,制定光纤布线方案,包括光纤类型、布线方式、设备配置等。
3. 材料准备:根据设计方案,准备所需的光纤、跳线、连接器、配线架等材料。
4. 施工放线:按照设计方案,在地面或墙面预留线槽,将光纤线缆穿入线槽。
5. 光纤熔接:使用光纤熔接机将光纤连接器熔接至光纤线缆,确保连接质量。
6. 光纤跳线制作:根据设备配置,制作光纤跳线,确保跳线长度、类型及接头质量。
7. 光纤配线架安装:将光纤配线架安装在配线间,将光纤跳线连接至配线架。
8. 光纤测试:使用光纤测试仪对光纤连接进行测试,确保连接质量。
9. 工程验收:按照国家标准和客户要求,对施工项目进行验收。
五、施工要点1. 线槽布放:线槽布放应平直、整齐,避免弯曲和交叉。
2. 光纤熔接:熔接过程中,注意熔接机温度、熔接时间等参数,确保熔接质量。
开线剥线工艺规范要求
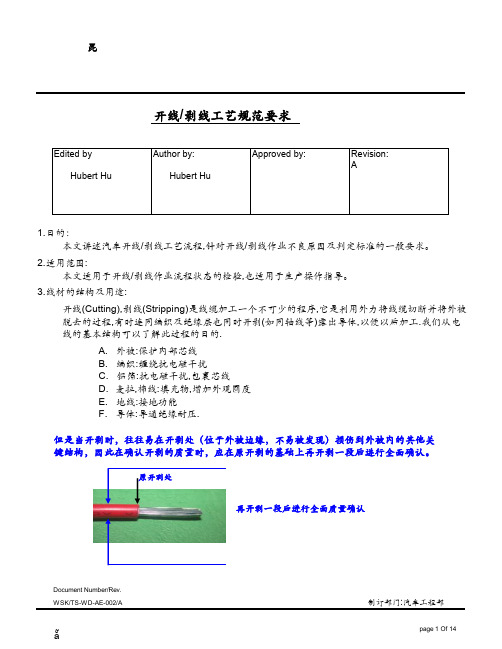
昆开线/剥线工艺规范要求Edited by Author by:Approved by:Revision:AHubert Hu Hubert Hu1.目的:本文讲述汽车开线/剥线工艺流程,针对开线/剥线作业不良原因及判定标准的一般要求。
2.适用范围:本文适用于开线/剥线作业流程状态的检验,也适用于生产操作指导。
3.线材的结构及用途:开线(Cutting),剥线(Stripping)是线缆加工一个不可少的程序,它是利用外力将线缆切断并将外被脱去的过程,有时连同编织及绝缘层也同时开剥(如同轴线等)露出导体,以便以后加工.我们从电线的基本结构可以了解此过程的目的.A.外被:保护内部芯线B.编织:缠绕抗电磁干扰C.铝箔:抗电磁干扰,包裹芯线D.麦拉,棉线:填充物,增加外观圆度E.地线:接地功能F.导体:导通绝缘耐压.但是当开剥时,往往易在开剥处(位于外被边缘,不易被发现)损伤到外被内的其他关键结构,因此在确认开剥的质量时,应在原开剥的基础上再开剥一段后进行全面确认。
再开剥一段后进行全面质量确认开线/剥线工艺规范要求4.圆线4.1线材刮伤良品不良原因:在裁线过程中,拉线时,线材碰触刀口。
判定标准:线材无刮伤现象。
4.2切口不整齐切口不整齐良品不良原因:裁线刀固定螺丝松动,以致刀口不能完全闭合。
判定标准:裁线后的切口必须整齐。
4.3外被压伤外被压伤良品不良原因:开剥线材外被时,气剥机夹具调试过紧。
判定标准:开剥后的线材无压伤痕迹。
开线/剥线工艺规范要求4.4剥皮不净脱皮不净良品不良原因:脱皮后,绝缘皮参差不齐判定标准:高度差最大不得超过0.5mm 。
4.5开断编织开断编织良品不良原因:开剥线材外被时,刀模调试过紧判定标准:参照表1.1表1.13426~36Allowed maximum of broken strands or strandsoutside the connection(破损线股或未连接线股可允许的最大值)Number of conductors(导体数)0137~40>40≦77~1516~1819~25562开线/剥线工艺规范要求4.6刮伤芯线良品不良原因:开剥线材外被时,刀模调试过紧.判定标准:芯线无刮伤现象4.7开断导体良品不良原因:开剥导体时,调刀模间隙太小,以至导体有开断现象。
跳纤 执行标准
跳纤执行标准全文共四篇示例,供读者参考第一篇示例:跳纤是指在通信设备中用于连接不同位置之间的光纤连接器,在实际应用中具有非常重要的作用。
由于光纤网络的部署和维护需要大量的光纤跳线,跳纤的质量对光纤网络的稳定性、性能和可靠性都具有很大影响。
为了保证跳纤的质量,提高光纤网络的运行效率,制定了跳纤执行标准。
本文将详细介绍跳纤执行标准的相关内容,帮助读者更好地了解和应用跳纤执行标准。
一、跳纤的定义和作用跳纤(Patch cord)是指连接不同网络设备之间的光纤连接线。
它广泛应用于适配器、光纤分路器、光纤调制解调器、数据通信设备等光纤通信领域。
跳纤能够实现光纤连接器之间的互联互通,帮助不同设备之间进行数据传输和通信,是光纤网络中的重要组成部分。
二、跳纤执行标准的概念和意义跳纤执行标准是对跳纤的生产、安装、维护等环节进行规范和要求的标准体系。
跳纤执行标准的制定旨在规范跳纤的生产制造、安装施工、维护检修等各个环节,确保光纤网络的运行效率和质量,并保障通信设备的正常运行。
跳纤执行标准具有指导性、操作性和可操作性强的特点,对于提高光纤网络的规范化管理和服务质量具有重要意义。
跳纤执行标准主要包括跳纤的生产、质检、安装、维护等各个环节,具体要求如下:1. 跳纤的生产制造:生产跳纤的厂家必须具备相关的生产设备和技术,生产过程必须符合国家标准和行业标准,确保产品质量和可靠性。
2. 跳纤的质检要求:跳纤在生产完成后需要进行严格的质量检测和测试,确保产品质量和性能符合标准要求,在使用前需要对跳纤进行合格检验。
3. 跳纤的安装规范:跳纤的安装必须由专业技术人员进行,符合相关安装规范和要求,确保跳纤的安装质量和可靠性,避免损坏和故障。
4. 跳纤的维护和检修:跳纤在投入使用后需要定期进行维护和检修,及时处理跳纤的故障和问题,保证光纤网络的正常运行和通信设备的稳定性。
跳纤执行标准的制定和实施对提高光纤网络的运行效率和质量,确保通信设备的正常运行,具有重要的应用和意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.下缆下缆机可预设长度和时间
二.穿件不同型号跳线的散件有部分不一样主要物料是:尾套圆环压接环止动环弹簧
使用工具:剥缆钳(外皮开剥钳)剪刀辅料:蛇形管扎线
三.固化插芯压入机(将插芯与尾柄连在一起),固化炉(固化)
使用工具:剥纤钳(米勒钳)(插芯头,底座,白管组成插芯)
四.组装压接机(把散件压紧在一起)再装内框套,外框套
五.研磨研磨机(研磨胶垫--75,85,90 不同硬度,研磨片,研磨盘--不同型号跳线的研磨盘插孔不一样,插孔数也有差别)研磨要经过四道,前两道用研磨油,主要是除胶,第三道细磨插芯端面,第四道精磨插芯端面。
六.测试单通道测试仪测试IL,RL 工具:适配器标准测试线镊子
七.端检400放大镜显示器(检查端面)
出现斑点:擦干净
出现划痕:(LC 较少,SC/PC较多)需重新研磨第三,四道
出现胶点:需重新研磨第一,二,三,四道
SC散件
FC散件
LC2.0散件。