超临界CO_2发泡聚丙烯挤出工艺研究
超临界CO2发泡聚丙烯挤出工艺研究

液 体石蜡 : 析纯 , 分 北京 精益 化 工厂 。
12 设 备及仪 器 .
高速搅拌机 : R G H一1 0型, 辽宁省阜新轻工机
电设 备 厂 ; 同 向双螺 杆挤 出机 : S 2 Z K 5一WL E型 , 杆 长径 螺
较大 , 因此在获得高压力 降速率的同时 , 将挤出发泡 物料迅速水冷 , 以促使气泡稳定和固化, 抑制气泡膨
20 年 , 3 卷 , 3 0 7 第 5 第 期
胀合 并 和气体 的逃 逸 。
14 测 试与 表征 . 表观 密度 按 G / 0 3—18 B T 13 9 6测 试 ;
度(2%)并且 越接 近结 晶温 度发泡 效果越 好。 14 ,
如 果熔 体 温 度低 于 改性 P P的 结 晶 温 度 , 其 熔 体 则 粘度 迅 速增 加 , 体 压 力 迅 速 上 升 , 致 挤 出 不 稳 熔 导
接 枝 聚 乙烯 : 自制 ; C 纯 度 9 .% , 京氧气 厂 ; O: 95 北 硬 脂酸单 甘 油酯 : 阳科瑞 化工 有 限公 司 ; 沈
滑 石粉 :. m, 0 8i 市售 ; x
挤 出发 泡初 始 工 艺条 件 为 : 筒从 加 料 段 到 出 机 口各部 分温 度 初 始 设 定 依 次 为 15、7 15 10、 6 15、8 、8 10 10、8 15、7 o 熔体 泵 各段 温 度初 始设 定 8 、8 10、7 15C; 为 10 10、6 o 口模 温度 为 10C。所 用机 头 口 7 、7 15C; 7o 模均 为 圆孔 形 , 径 分 别 为 1m 和 2mm, 直段 直 m 平 长度 均 为 1 0mm。螺杆 转速 初 始设 定 为 20rmi。 0 n / 在挤 出过 程 中 , 体 泵 必须 维 持一 定 的压 力 以防 止 熔 预发 泡 。 由于气 泡成核 与 长大对 泡 孔结 构的 影响 比
PP_超临界CO_2连续挤出发泡成型_王明义

作者简介
王 明义 ,
年生 , 副教授 , 博士 ,
年毕
业 于华南理 工大学机 械设计 及理论 专业 , 主要从 事 高分
子 材料成 型加 工及 微孔 发 泡成 型方 面 的研 究 。 联 系 电
话 一 盯 、 。
合
成
树
脂
及
塑
料
年第
卷
算得 到 。
产 , 乃 一 , 乃 切、 砂
结果与讨 论
差 示扫描最热 法分析
一 型平板硫化机 , 美 国奥 兰多 司生 产
机组 ,螺杆直径为
一 一
公 司生 产
型单螺杆 挤 出发泡
见文献
型差示 扫描量热 型扫描 电子显
时 , 气体不 再渗透到聚合 物中 , 试样 的质量不再 变
仪 ,美 国
公 司生 产
化 , 此 时天 平 的读数记 作
,乃
为压 力 。 因
可 由式 计
微 镜 , 日本 日立 公 司 生 产 。
式中
叽为
的密度 , 可由磁悬 浮天平 测得 叽
取 一
的
一 放 置 密封 铝盘 中 ,
气
为试样容器及连接装置的体积
是纯聚合物在
氛。 先将试样 以
℃
从
℃ 升温至
℃,
压力为尸、 温度为 时的体积
得到表 观溶解 度 【 见式
表观溶解度
为聚合物溶解气
的影 响 , 就可
保温
至
而 以消除热历史 , 然后以
℃ , 再 次升 温 到
℃时 , 制备了孔径为
关键词 聚丙烯
中图分类号
一 协 , 泡孔密度为
发泡 挤出
文 献标 识 码
超临界二氧化碳聚苯乙烯挤出发泡工艺研究

( u n u n l t sMahn r . t. F a y a Pai cieyCo, d ,Ha gh u sc L n z o Zhjag 14 4,Chn ) ei 3 10 n ia Ab ta t i h d atg s fh sc ry evrn na fe dy n o cs, u ec t a cro ixd (cco ̄ s dl sd src:W t teav nae i eui , n io me tlr n l,a dlw ot S p rr i l ab ndo ie s h o t i i c )iwie ue y
No ,01 v. 2 1
文 章 编 号 :10 — 6 3 (0 1 6 0 1 0 0 2 6 7 2 1 )0 — 7 — 2
超 临界二 氧化碳聚苯 乙烯挤 出发泡工艺研 究
彭运 秋 ,袁 建 华 ,朱 加 茂
( 州 方 圆 塑 料 机 械 有 限公 司 ,浙 江 杭 州 3 1 0 ) 杭 14 4
Ke r s u r rtclCO 2 poyt rne; e tu in f mi g;prsur tmp rt e y wo d :spec i a i ; ls e y x r so oa n es e; e e aur
0 引 言
聚 苯 乙烯 发 泡 材 料具 有 质 轻 、隔 热 、隔音 、优 良 的缓 冲性 能 和 价格 低 廉 等优 点 。广泛 应 用 于减 震 包 装 、
突 出优 点【 ,是 氟氯 烃类 发泡 剂 最有 潜 力 的替代 物 ,本 l I 文 提 出了一 种超 临 界二 氧化碳 聚 苯 乙烯挤 出工艺 设计 方 案 ,经 试验 运行 。取 得一 定 的效果 。
超临界CO2发泡微孔塑料的研究进展 - 副本

超临界CO2发泡微孔塑料的研究进展微孔塑料一般是指泡孔直径为0 .1 ~ 10 μm 、泡孔密度为109 ~ 1015个/cm3 、材料密度相比发泡前可减少5 %~ 95 %的新型泡沫塑料。
经过近30 年的发展, 现已开发出以聚苯乙烯(PS) 、聚丙烯(PP)、聚乙烯(PE) 、聚氯乙烯(PVC) 、聚碳酸酯(PC) 、聚甲基丙烯酸甲酯(PMMA) 和聚乙烯醇缩丁醛(PVB) 等树脂为基体的微孔塑料。
与未发泡材料及普通泡沫塑料相比, 微孔聚合物材料具有缺口冲击强度高、韧性好、比强度高、疲劳寿命长、热稳定性高、介电常数低、热导率低等优异性能,因而可用于制造食品包装材料、轻质、高强、隔音的飞机和汽车部件、质量轻、缓冲性强的运动器材、高电压绝缘材料、保温性优异的纤维材料和低摩擦的表面改性材料等, 开孔结构的微孔塑料则适合用作分离、吸附材料、催化剂载体、生物医学材料和分子级的过滤器等。
这些独特优点是普通泡沫塑料所无法具有的, 因此微孔泡沫塑料是一种具有极大应用价值和开发潜力的新型材料。
1超临界CO2 的特性及其作用超临界CO2 是指温度高于31 .1 ℃、压力大于7 .38 MPa的CO2 , 它具有近似液体的溶解度和近似气体的扩散系数, 同时具有对多数有机物溶解性能好、黏度低、扩散系数大、无毒、不燃、化学惰性、无溶剂残留、价廉易得、使用安全、不污染环境等独特优点。
与其他超临界惰性气体(如N2)相比, 超临界CO2 更容易制备, 与聚合物也有更强的相互作用。
超临界CO2 可以降低聚合物体系的界面张力, 对聚合物熔体有很好的增塑作用, 因而可以降低聚合物的玻璃化转变温度(Tg ), 并能降低聚合物熔体的黏度和提高熔体的流动性, 降低挤出温度。
超临界CO2 还可以大幅提高其他气体或小分子化合物在被增塑后的聚合物中的扩散速度和溶解吸附程度。
超临界CO2 存在的诸多优点使其成为一种十分理想的微孔塑料物理发泡剂。
超临界二氧化碳技术制备含硅聚丙烯纳米发泡材料的方法

超临界二氧化碳技术制备含硅聚丙烯纳米发泡材料的方法超临界二氧化碳技术在材料制备领域中具有广泛的应用前景。
随着科技的进步和人们对环境友好型材料的需求增加,含硅聚丙烯纳米发泡材料在许多领域中被广泛关注。
本文将介绍一种利用超临界二氧化碳技术制备含硅聚丙烯纳米发泡材料的方法。
一、材料准备1. 聚丙烯:选取高纯度的聚丙烯作为基础材料。
聚丙烯应具有良好的溶解性和热稳定性。
2. 硅源:选择合适的硅源添加到聚丙烯中,以增加含硅元素的含量。
常用的硅源有硅烷类化合物,如甲基三氯硅烷。
3. 发泡剂:选择合适的发泡剂,如氮气或低沸点有机溶剂,以在超临界二氧化碳中形成气泡。
二、超临界二氧化碳技术制备含硅聚丙烯纳米发泡材料的步骤1. 原料预处理:将聚丙烯和硅源在一定比例下混合,并进行预处理。
预处理的目的是提高聚丙烯与硅源间的相容性。
2. 溶解梯度调控:将预处理后的混合物与超临界二氧化碳一起放入反应釜中。
通过调节反应釜中的压力和温度,实现聚丙烯与二氧化碳的相容性,使聚丙烯在超临界状态下溶解。
3. 聚合反应:在超临界二氧化碳中,加入引发剂,启动聚丙烯的聚合反应。
在聚合反应过程中,硅源与聚丙烯发生反应,形成含硅的聚丙烯。
4. 发泡过程:在聚合反应完成后,将反应釜中的温度和压力逐渐调节至超临界二氧化碳的常温常压状态。
由于温度和压力的变化,超临界二氧化碳失去溶解性,形成气泡,使材料发泡。
5. 材料固化:待发泡过程完成后,将材料放置在恒温恒湿条件下,使其逐渐固化。
固化过程中,聚丙烯分子间发生交联,形成稳定的纳米结构。
三、方法优势和应用前景1. 方法优势:利用超临界二氧化碳技术可以在低温低压条件下实现聚丙烯的溶解和发泡。
此外,超临界二氧化碳具有环保、可回收利用等特点,符合可持续发展的要求。
2. 应用前景:制备的含硅聚丙烯纳米发泡材料具有优异的热稳定性、机械性能和绝缘性能,广泛应用于建筑材料、汽车制造等领域。
其低密度和高比表面积还赋予材料良好的吸声、隔热性能,可用于声学材料和隔热材料的制备。
超临界方法挤出生产发泡聚丙烯及在汽车内外饰件上的应用
Paper公司生产的非交联发泡保险杠被丰田公司
采用,这种保险杠采用日本JSP公司开发的EPP发泡珠粒 生产的,该保险杠具有良好的耐热性、尺寸稳定性,以
及吸收冲击能量大、质轻、易回收的特性。
3.3其它应用
挤出发泡PP片材可用于汽车门的隔水层或隔音板,
间温度易升高的地方,此外还可制造消音和绝缘材料等
用的内插件,减震器芯材和阻尼材料。 仪表板在国外也有新的进展,通常仪表板骨架采用 PC/ABS合金,中间为PU发泡材料,表皮采用PVC,为了满 足环保要求和方便回收,现在有的车型上开始采用伞聚 烯烃材料,以长玻纤聚丙烯为骨架,发泡PP为中间层,
蓄电池外壳,豪华轿车后置发动机分隔间。用玻璃毡片 增强的硬质PP泡沫板可以用于汽车发动机护罩、承鼋的 地板和备用胎外罩等。发泡倍率为10~30倍的高发泡PP 材料町用作汽车减震器等的芯材,还可制造汽车中的消 音和热绝缘材料等用的内插件。
(T=31.1℃,P=7.38MPa)的二氧化碳流体,在超临界状 态下,具有类似液体的高密度和接近气体的低粘度,并
且对人体和动植物无害、不燃、没有腐蚀性、对环境友
好、原料易得、价格便宜和处理方便等优点,是目前使 用最多的一种超临界流体。 超临界C0:主要应用于热敏性物质和高沸点组分的萃 取分离,超细特殊材料的制备,特殊化学反应的溶媒以
定性的特点,通过控制或改变体系的压力和温度等工艺 参数的方法使PP熔体中形成大量的以超l艋界C02为泡核的 发泡材料。具体工艺流程如下图:
采用超临界c0:制备聚丙烯发泡材料的基本原理 是:利用超临界CO。高度饱和的聚合物熔体/气体均相混 合体系在冷却过程中产生极大的热力学不稳定性的特
点,通过控制或改变体系的压力和温度等工艺参数的方
聚烯烃挤出发泡行为的研究

问题! 解决方案?
解决方案
研究挤出发泡过程中 的熔体流变性能,提 高聚烯烃的熔体强度!
试验设计: (1)制备聚烯烃/黏土纳米复合材料,改善其结晶、 流变性能,以提高材料可发性 (2)设计加工工艺改善发泡效果
二、课题内容
(1) 聚烯烃/黏土纳米复合材料制备及性能
100 nm 1 nm 原始粘土 有机化 有机粘土
熔融 插层 工艺 流程
双螺杆挤出 纳米复合材料
+
聚合物
纳米复合材料加工工艺
• 我们进行聚烯烃/纳米黏土复合材料的制备,取得了一定 的基础数据,确定了适宜的加工工艺和黏土含量
1 混合工艺(物料干燥、混料次序和工艺); 2 挤出工艺( 螺杆转速、温度设定等) 3 黏土含量的影响(质量含量在5%以内效果理想)
谢 谢 !
(2) 聚丙烯/黏土纳米复合材料流变性能
发泡过程不同阶段中,为了保证气泡的稳定 增长,熔体的瞬时拉伸粘度应随时间而增加,这 种在一定的应变速率下,熔体拉伸粘度随时间增 加而增加的现象称之为“应变硬化”现象。如果 拉伸粘度随时间的增加而降低,表现不出“应变 硬化”现象,则在气泡增长过程中,泡孔壁面的 薄弱部位将变得更薄,不能稳定增长,将容易导 致气泡破裂和塌陷。
聚烯烃的挤出发泡行为研究
一、课题的目的
聚丙烯熔体弹性低、熔体强度差,表现不出“应变硬 化”特性,导致热成型时出现制品壁厚不均;挤出涂布、 压延时出现边缘卷曲、收缩;挤出发泡时出现泡孔的破裂 和塌陷等不良现象。这些问题限制了聚丙烯、高密度聚乙 烯在热成型、挤出涂布、挤出发泡和吹塑等领域的应用在 发泡过程中熔体体系粘度迅速降低,熔体强度大幅下降, 造成泡壁破裂,气体逃逸,泡孔结构坍塌,泡孔合并,严 重应影响聚烯烃发泡材料性能。
超临界二氧化碳挤出发泡聚丙烯研究

超临界二氧化碳挤出发泡聚丙烯研究张玉霞;刘本刚;王向东;李莹;许国志【期刊名称】《中国塑料》【年(卷),期】2010(024)001【摘要】以超临界二氧化碳作为发泡剂,采用纳米黏土和长链支化聚丙烯(LCBPP)改性的线形聚丙烯(LPP)挤出发泡制备幅宽300 mm的发泡聚丙烯片材,研究了CO2注气量、机头温度和纳米黏土的加入对产品密度和泡孔密度的影响.结果表明,纳米黏土的加入可以有效改善聚丙烯的可发性.在注气档位为0.5,机头温度为157℃时得到的发泡聚丙烯片材密度为0.454 g/cm3,泡孔密度为3.37×107个cm3.【总页数】5页(P69-73)【作者】张玉霞;刘本刚;王向东;李莹;许国志【作者单位】北京工商大学材料科学与工程系,轻工业塑料加工应用研究所,北京,100048;北京工商大学材料科学与工程系,轻工业塑料加工应用研究所,北京,100048;北京工商大学材料科学与工程系,轻工业塑料加工应用研究所,北京,100048;北京工商大学材料科学与工程系,轻工业塑料加工应用研究所,北京,100048;北京工商大学材料科学与工程系,轻工业塑料加工应用研究所,北京,100048【正文语种】中文【中图分类】TQ325.1+4【相关文献】1.挤出发泡用超临界二氧化碳供液装置研究 [J], 徐天艺2.超临界二氧化碳聚苯乙烯挤出发泡工艺研究 [J], 彭运秋;袁建华;朱加茂3.超临界CO2发泡聚丙烯挤出工艺研究 [J], 钱敏伟;信春玲;郭奕崇;何亚东4.辐射交联共聚聚丙烯的超临界二氧化碳发泡行为及其性能研究 [J], 王吉祥; 谢放华; 曾虹燕; 杨俊杰; 黄承辉; 杨晨光; 李会; 吴国忠5.聚丙烯-超临界CO2挤出发泡研究进展 [J], 何牧真;徐成成;张荣;欧乾;刘清亭;付旭东;胡圣飞因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挤出发泡初始工艺条件为 :机筒从加料段到出 口各部分温度初始设定依次为 165、175、185、180、 180、180、180、175、175℃;熔体泵各段温度初始设定 为 170、170、165℃;口模温度为 170℃。所用机头口 模均为圆孔形 ,直径分别为 1 mm 和 2 mm ,平直段 长度均为 10 mm。螺杆转速初始设定为 200 r/m in。 在挤出过程中 ,熔体泵必须维持一定的压力以防止 预发泡 。由于气泡成核与长大对泡孔结构的影响比 较大 ,因此在获得高压力降速率的同时 ,将挤出发泡 物料迅速水冷 ,以促使气泡稳定和固化 ,抑制气泡膨
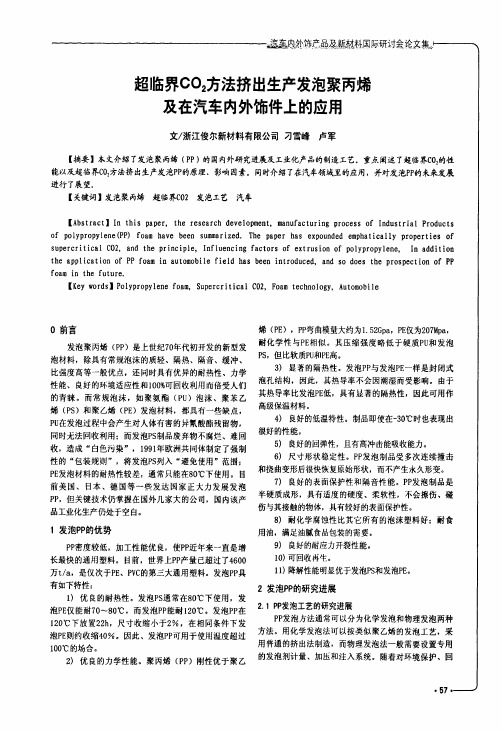
( a) ( b) a—6. 8% ; b—11. 2%
图 7 不同 CO2注入量时改性 PP发泡样品的 SEM 照片
26
工程塑料应用
2007年 ,第 35卷 ,第 3期
注入气体的浓度应低于在该条件下的溶解度 ;若超 过该溶解度 ,则会有未溶解的气泡存在于体系中 ,物 料经过机头释压后 ,气体总是倾向于进入原有的气 泡 ,从而降低了泡孔成核数目 。同时含有少量未溶 解的气泡的熔体经过机头口模时 ,机头压力瞬时降 低 ,容易导致挤出不稳定 ,从而加速气泡的膨胀 ,严 重时出现中空现象 。 3 结论
小片 ,再对其断口表面喷金 ,用 SEM 在不同放大倍
率下观察断口形貌 ;利用图形分析软件 Image2p ro对
SEM 照片进行处理 ,所统计泡孔数量大于 100 个 。
泡孔尺寸是发泡样品泡孔的平均直径 ,由软件直接
计算得出 ;泡孔密度按 (1)式 、(2)式计算 [ 6 ] :
N0 =
nM 2 3 /2 × 1
改性 PP发泡样品的表观密度和机头压力的关 系如图 4所示 。由图 4 可以看出 ,随着机头压力的 增大 ,改性 PP发泡样品的表观密度下降 ,但下降趋 势随机头压力的增大而减缓 。当机头压力低于 6. 5 M Pa时 ,改性 PP 发泡样品的表观密度仍较大 , 在 0. 05 g / cm3以上 ;当机头压力达到 7. 0 M Pa以上时 , 其表观密度随压力的变化趋势减缓 ;继续升高机头 压力 ,表观密度基本保持在 0. 035 g / cm3左右 。这说 明改性 PP发泡时需要保持一个适当的机头压力才 能得到高发泡倍率的样品 ;但机头压力超过一定值 之后 ,对发泡效果的影响减小 ,说明物料熔体对压力 的敏感性降低 。另外机头压力由熔体泵的泵后压力
等规 PP: T30S,湖南长盛石化有限公司 ; (乙烯 /丙烯 /二烯 )共聚物 ( EPDM ) : J - 3080P, 吉林化学工业股份有限公司 ; 接枝聚乙烯 :自制 ; CO2 :纯度 99. 5% ,北京氧气厂 ; 硬脂酸单甘油酯 :沈阳科瑞化工有限公司 ; 滑石粉 : 0. 8μm ,市售 ; 液体石蜡 :分析纯 ,北京精益化工厂 。 1. 2 设备及仪器 高速搅拌机 : GRH - 10 型 ,辽宁省阜新轻工机 电设备厂 ; 同向双螺杆挤出机 : ZSK25 - WLE型 ,螺杆长径 比为 40,直径为 2. 5 cm ,德国科倍隆公司 ; 熔体泵 : Extrexµ 28型 ,流量 10. 2 cm3 / r,英国玛 格公司 ;
钱敏伟 ,等 :超临界 CO2发泡聚丙烯挤出工艺研究
25
来控制 ,机头压力过高意味着熔体泵转速较快 ,转矩 较大 ,容易造成挤出不稳定 ,工艺过程较难控制 。因 此机头压力应该控制在一定范围内 。
图 4 改性 PP发泡样品表观密度与机头压力的关系
改性 PP发泡样品的泡孔结构参数与机头压力 的关系如图 5所示 。由图 5 可以看出 ,随着机头压 力的增加 ,样非常显著 。机头压力 越大 ,泡孔结构趋向于越均匀 ,泡孔合并 、塌陷和破 裂的现象减少 。在机头压力达到 8. 3 M Pa时泡孔密 度达到 108数量级 ,平均泡孔直径为 43μm 左右 。
A
1 - Vf
(1)
ρ
Vf
=
1
-
f
ρ
(2)
式中 : N0 ———泡孔密度 ,个 / cm3 ; n———统计面积中泡孔数量 ,个 ;
M ———SEM 照片的放大倍数 ;
A ———SEM 照片中所选择的统计面积 , cm2 ;
Vf ———发泡材料中气泡所占体积比例 ;
ρ f
———发泡样品的密度
,
g / cm3
2. 2 机头压力对发泡效果和泡孔结构的影响 在熔体温度 132℃、螺杆转速 270 r/m in、口模温
度 110~130℃、CO2注入量 7. 5%的条件下采用直径 为 2 mm 的口模 ,通过调节加料量和熔体泵转速来 控制口模处的熔体压力 ,研究机头压力变化对改性 PP发泡效果和泡孔结构的影响 。
关键词 聚丙烯 超临界 CO2 挤出发泡 泡孔密度 泡孔尺寸
近年来 ,泡沫塑料在各个工业领域得到广泛的 应用 ,其中聚丙烯 ( PP)泡沫塑料由于其独特的优点 而受到人们的关注 。 PP泡沫塑料以其韧性好 、刚度 高 、耐疲劳性和耐环境应力开裂性能好等优异的性 能有逐渐取代其它热塑性泡沫塑料的趋势 。但由于 PP是部分结晶的线性聚合物 ,其熔体强度和流动性 能都较低 ,因而对温度比较敏感 ,不适合直接用于挤 出发泡 。随着国外高熔体强度 PP ( HM SPP)的开发 成功 [ 1 ]及性能的提高 [ 2 - 5 ] , 这个问题得到了解决 。 但是 HM SPP 开发成本 较高 , 目 前国 内开发 较少 。 笔者通过对普通 PP共混改性 ,得到可用于挤出发 泡的 PP 体 系 , 然 后 采 用 超 临 界 CO2 (临 界 温 度 31. 5℃、临界压力 7. 3 M Pa)作为发泡剂 ,在同向双 螺杆挤出机和熔体泵组成的系统上进行挤出发泡实 验 ,研究了熔体温度 、机头压力和 CO2浓度对改性 PP发泡效果和泡孔结构的影响 。 1 实验部分 1. 1 原材料
收稿日期 : 2006212218
24
工程塑料应用
2007年 ,第 35卷 ,第 3期
胀合并和气体的逃逸 。
1. 4 测试与表征
表观密度按 GB / T 1033 - 1986测试 ;
口模膨胀比以样品直径和口模直径之比计算 。
泡孔结构主要是指泡孔尺寸和泡孔密度 ,具体
测试方法为 :将样品浸入液氮 ,然后取出脆断并制成
压力稳定时 ,改变熔体温度然后取样 。图 2 示出熔
体温度对改性 PP发泡样品表观密度和口模膨胀比
的影响 。由图 2可知 ,熔体温度是改性 PP挤出发泡
过程中重要的工艺参数 ,显著影响着发泡效果 。只
有在适合的温度下才能够得到表观密度较小 (低于
0. 08 g / cm3 )的样品 。
图 2 熔体温度对改性 PP发泡样品表观密度和口模膨胀比的影响
钱敏伟 ,等 :超临界 CO2发泡聚丙烯挤出工艺研究
23
超临界 CO2 发泡聚丙烯挤出工艺研究
钱敏伟 信春玲 郭奕崇 何亚东
(北京化工大学机电工程学院 ,北京 100029)
摘要 通过对普通等规聚丙烯 ( PP)共混改性 ,实现 PP的超临界 CO2挤出发泡成型 。考察了熔体温度 、机头压 力和 CO2浓度对改性 PP发泡过程和泡孔结构的影响 。采用优化的工艺参数制备出发泡倍率高 、泡孔形态完整的改 性 PP发泡材料 。
超临界 CO2注气系统 :自制 ; 分析天平 :精度 0. 1 mg,上海精密仪器设备厂 ; 扫描 电 子 显 微 镜 ( SEM ) : 250M K3 型 , 英 国 Cam bridge Stereoscan公司 。 1. 3 试样制备 按比例称取等规 PP、EPDM、接枝聚乙烯及其它 助剂 ,并加入滑石粉作为成核剂 ,装入高速搅拌机中 混合均匀 ,然后在同向双螺杆挤出机上挤出造粒 。 将得到的粒料在图 1 所示装置上进行连续挤出发 泡 。用超临界 CO2作发泡剂 ,在熔融段注入 ,初始注 气量设定为 0. 3 kg / h左右 。
和口模半径 R 的函数 。对于同一个机头 , 若 R 不
变 ,压力降速率只与容积流率 Q 有关 ,而熔体泵的
图 6 CO2注入量与改性 PP发泡样品表观密度 、 口模膨胀比的关系曲线
图 7是不同 CO2注入量时改性 PP发泡样品的 SEM 照片 。由图 7可以看出 ,注气量较低时改性 PP 发泡样品的泡孔分布和泡孔壁厚度比较均匀 ,泡孔 塌陷和破裂的现象较少 ;而注气量较高时样品中会 产生较大的气泡 。这是因为要将注入的气体完全溶 解于熔体中才能形成均相的聚合物 /气体体系 ,因此
图 3为不同熔体温度下改性 PP 发泡样品的 SEM 照片 。由图 3可以看出 ,温度较高时泡孔尺寸 分布不均匀 ,有泡孔合并和破裂现象 ; 而温度较低 时 ,泡孔尺寸分布均匀 ,泡孔密度较高 ,泡孔合并和 破裂现象很少 。
( a) ( b) a—150℃; b—126℃
图 3 不同熔体温度下改性 PP发泡样品的 SEM 照片
导出了压力降速率计算公式 :
dp≈ dt
ΔP Δt
= 2m ( 3
+
1 n
)n
(πQR3
) n +1
(3)
式中 : p———压力 ;
t———时间 ;
m ———稠度 ;
n———幂律指数 ;
Q ———容积流率 ;
R ———口模半径 。
由 ( 3)式可看出 ,在已知物料稠度 m 和幂律指
数 n (1 /3)的情况下 , 压力降速率仅是容积流率 Q
2. 3 CO2浓度对发泡效果和泡孔结构的影响 采用直径 1 mm 的口模 ,在螺杆转速 270 r/m in、
进料量 200 kg / h、熔体温度 130℃、机头温度 140℃、 机头压力 15 M Pa下通过调节 CO2注入量来改变体 系中的 CO2浓度 。 图 6示出 CO2注入量与改性 PP发泡样品表观 密度 、口模膨胀比的关系曲线 。由图 6可以看出 ,随 着注气量的增加 ,表观密度减小 ,口模膨胀比增大 。 实验表明 ,在一定的注气量 (小于 20% )范围内 ,注 气量的增大能获得较好的发泡效果 。