20辊森吉米尔轧机辊系结构分析
森吉米尔20辊轧机薄带轧制工艺研究
- 78 -工 业 技 术0 绪论森吉米尔20辊轧机是高精度轧制核心设备之一,具有道次压下率大、板形控制能力强、轧制力小以及成品厚度公差波动范围小等特点,主要用来轧制200系、300系和400系不锈钢冷轧薄带。
目前,世界上大部分的高精度薄带都是森吉米尔轧机生产的,因为道次压下率大,所以20辊轧机可以用较厚的原料来生产薄带,有效地节约生产过程中的成本。
另外,因为20辊轧机有较好的板形和厚度控制能力,所轧制出来的0.3 mm 以下的不锈钢有较好的板形和厚度公差,受到广大的客户喜爱。
该文结合我公司冷轧厂森吉米尔20辊轧机的生产情况,对20辊轧机轧制薄带的核心生产工艺进行研究分析,并对其核心生产工艺进行归纳总结,形成工艺制度,对提高机组产品的产量和质量提供了技术支撑。
1 森吉米尔20辊轧机机组简介及重点参数1.1 轧机总论森吉米尔20辊轧机机组是主要由卷取机、测厚仪、夹送辊、板形辊和轧机机架组成,其中轧机机架包括所有的内部部件、轧辊和配件,其作用是在轧制中减小带钢厚度,提高平直度和带钢表面质量。
为了使钢带能够轧制更加薄的带钢,应尽量使用小工作辊来轧制。
小工作辊轧制具有轧制力小,生产道次少的优点,能够生产更加薄的钢带。
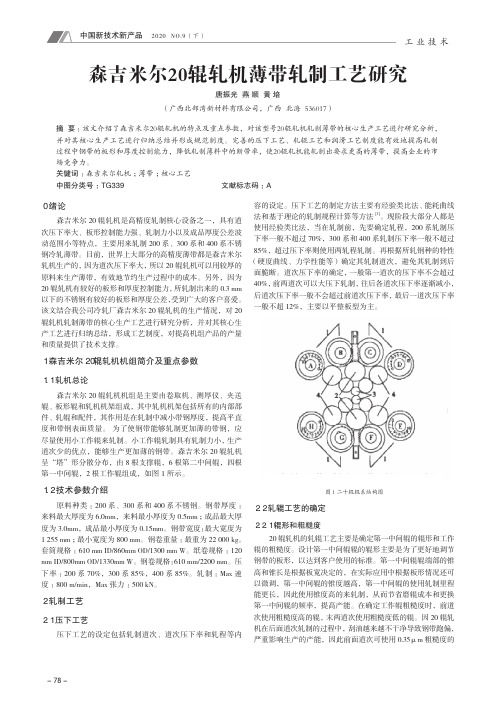
森吉米尔20辊轧机呈“塔”形分散分布,由8根支撑辊,6根第二中间辊,四根第一中间辊,2根工作辊组成,如图1所示。
1.2 技术参数介绍原料种类:200系、300系和400系不锈钢。
钢带厚度:来料最大厚度为6.0mm,来料最小厚度为0.5mm ;成品最大厚度为3.0mm,成品最小厚度为0.15mm。
钢带宽度:最大宽度为 1 255 mm ;最小宽度为800 mm。
钢卷重量:最重为22 000 kg。
套筒规格:610 mm ID/860mm OD/1300 mm W。
纸卷规格:120 mm ID/800mm OD/1330mm W。
钢卷规格:610 mm/2200 mm。
压下率:200系70%,300系85%,400系85%。
20辊森吉米尔轧机辊系结构介绍
20辊森吉米尔轧机辊系结构介绍本文主要介绍了20辊森吉米尔轧机的辊系结构,并对其工作辊、中间辊以及支承辊的分布和调整进行了具体的剖析。
20辊森吉米尔轧机是单机架可逆式冷轧机。
其主要特点是:20个轧辊环形叠加式镶嵌在具有“零凸度”的整体铸钢机架内,在轧机机架受力情况下,轧机宽度方向变形均匀且有较小的接触弧长和不易变形的小直径工作辊,使该轧机可以达到大压下量,高速连续轧制薄带钢。
20辊森吉米尔轧机辊系由2个工作辊、4个第一中间辊、6个第二中间辊及8个支承辊组成。
其压下机构和调整机构均采用液压缸或液压马达,通过齿轮、齿条带动与偏心轮连接的齿轮来实现参数的调整。
这样,液压缸或液压马达的推力只需克服轧制分力引起的滑动面间的摩擦力即可,使液压设备和轧机的尺寸大大减小。
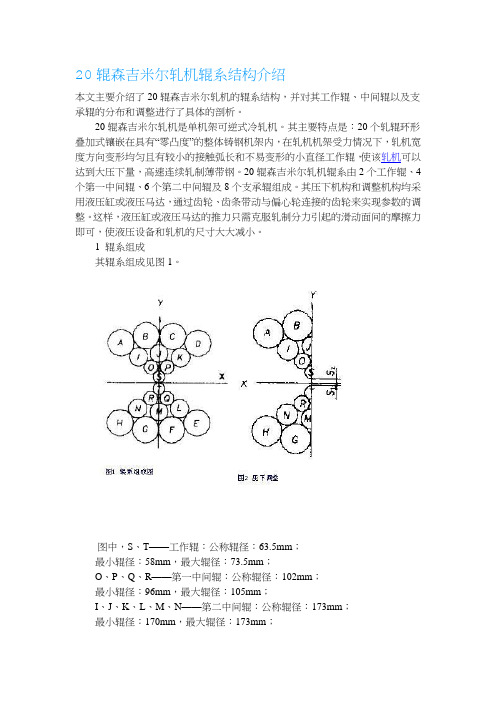
1 辊系组成其辊系组成见图1。
图中,S、T——工作辊:公称辊径:63.5mm;最小辊径:58mm,最大辊径:73.5mm;O、P、Q、R——第一中间辊:公称辊径:102mm;最小辊径:96mm,最大辊径:105mm;I、J、K、L、M、N——第二中间辊:公称辊径:173mm;最小辊径:170mm,最大辊径:173mm;A、B、C、D、E、F、G、H——支承辊:公称辊径:300.02mm;最小辊径:297mm,最大辊径:300.02mm。
该轧机仅第二中间辊为传动辊,其余辊均为自由辊,靠辊间摩擦来转动。
2 压下调整轧机的压下调整(见图2)是通过支承辊B、C辊来实现的。
安装于轧机牌坊上的两个液压缸带动轴端的两个齿轮,齿轮、偏心轮由键与支撑轴联结,齿轮转动时,偏心轮内心绕偏心环内心转动,完成压下功能,实现辊缝的调整。
图2中:坐标1:S1=2.574,S2=2.912A(+400.05,215.9),B(+149.225,400.05)I(+171.833,167.277),J(0,225.238)O(+52.879,98.312), S(0,34.662)T(0,-34.324),R(+53.315,-97.61)M(0,-234.353), N(+171.818,-167.347)G(+149.225,-400.05),H(+400.05,-215.9)坐标2:S1=-3.461,S2=-3.15A(+400.05,215.9),B(+149.225,400.05)I(+173.544,159.86),J(0,216.81)O(+54.722,90.668), S(0,28.595)T(0,-28.289),R(+55.153,-89.98)M(0,-215.934), N(+173.524,-159.941)G(+149.225,-400.05),H(+400.05,-215.9)图2中坐标1为侧偏心在0位,轧线和压下均为最大开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系;坐标2为侧偏心在0位,轧线和压下均为最小开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系。
两种典型二十辊轧机的比较分析(共5篇)

两种典型二十辊轧机的比较分析(共5篇)第一篇:两种典型二十辊轧机的比较分析两种典型二十辊轧机的比较分析摘要:本文对森吉米尔轧机和森德威克轧机两种二十辊轧机的结构特点、板型控制特点、工艺润滑特点等进行了分析总结,对两种轧机的优缺点做了详细阐述,为引进设备时的机型选择提供参考依据,也为冷轧厂制定生产计划提供设备能力支持。
关键词:森吉米尔轧机;森德威克轧机;二十辊轧机;轧机特性二十辊轧机由于其刚性大的特点,是目前世界上不锈钢冷轧的主力机型,而森吉米尔轧机和森德威克轧机约占二十辊轧机的90%左右。
太钢不锈冷轧厂宽幅生产线目前有20辊轧机2台,1650mm森吉米尔整体式轧机和1625mm森德威克分体式轧机各一台,生产时有些订单的生产安排还有些混乱,不能充分发挥轧机各自的特点。
因此,需要对两种轧机的特性进行研究分析,从而为制定生产计划提供参考依据。
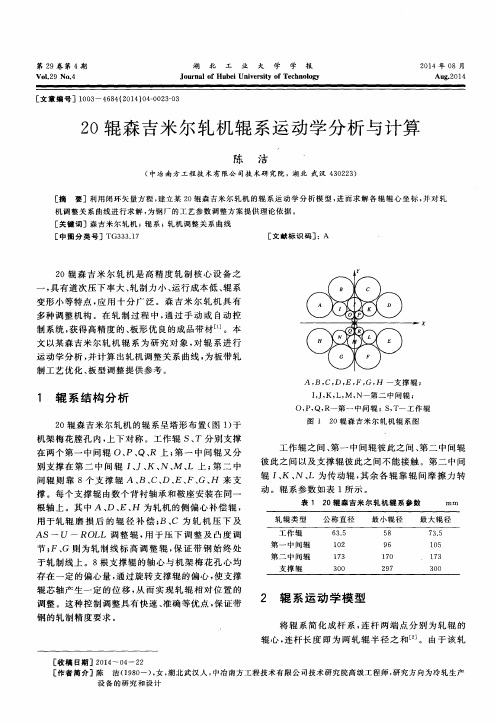
二十辊轧机的辊系配置二十辊轧机按可逆式单机架布置,生产灵活,产品范围大。
其辊系图如图1所示,采用塔形辊系布置,轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到上下机架上。
工作辊在整个长度方向上有多点支撑,轧辊弯曲变形极小,在轧件的宽度方向上可以获得非常精确的厚度偏差。
轧机辊系分上下两组,各有10个轧辊。
每组由一个工作辊、两个一中间辊、三个二中间辊及四个支撑辊组成。
支撑辊利用鞍座及分段轴承实现多点支撑,其余辊均采用直接叠放的方式,无固定支撑。
上下6个二中间辊中4个为传动辊,2个为从动辊。
各轧辊间靠摩擦传动。
图1 二十辊轧机辊系配置图(1)支承辊(2)一中间辊、二中间从动辊(3)工作辊(4)二中间传动辊森吉米尔轧机特性2.1 轧机机架森吉米尔二十辊轧机是闭口轧机,机架采用整体式,如图2所示。
机架整体铸造,刚度大,在整体铸钢件中加工出8个梅花镗孔,用以安装支撑辊装置,保证了轧制力均匀分散于机架上,减少辊系的不均匀变形。
设备质量轻,仅为同规格四辊轧机的三分之一,轧机外形尺寸小,所需基建投资少。
森吉米尔辊轧机

5.辊印和压坑 5.辊印和压坑 产生原因: 产生原因: 轧辊表面粘有异物; 轧辊表面粘有异物; 带材表面粘有异物; 带材表面粘有异物; 轧辊硬度太低; 轧辊硬度太低; 磨削后的轧辊未达到要求; 磨削后的轧辊未达到要求; 冷却润滑剂不干净。 冷却润滑剂不干净。
轧机特点
体现在以下三个方面: 体现在以下三个方面: 1.可以轧制高强度的金属或合金薄带材。 可以轧制高强度的金属或合金薄带材。 可以轧制高强度的金属或合金薄带材 2.工作辊直径小,可以轧制极薄带材。 工作辊直径小,可以轧制极薄带材。 工作辊直径小 3.辊系刚度大,调节方便可靠,可以轧制 辊系刚度大,调节方便可靠, 辊系刚度大 高精度带材。 高精度带材。
二十辊可逆轧机
培训演示文稿
生产示意图
辊系结构图
二十辊轧机介绍
• 四辊轧机轧制高强度的薄带时,由于轧件 的最终厚度受到工作辊直径的限制,工作 辊的弹性压扁值与带材厚度相当,经济上 不合理,技术上也无法实现 。 • 二十辊轧机常用来生产高强度材料及薄带 材,二十辊轧机工作辊直径小,并由塔形 支承辊组的配置来受力,辊系的刚度、精 度、轧辊变化情况都较四辊轧机有很大突 破。
2. 中间浪
产生原因: 辊型设计不合理; 加工率太小; 冷却不足; 弯辊使用不合理。
3. 双边浪
产生原因: 产生原因: 来料有厚差; 来料有厚差; 辊型设计不合理; 辊型设计不合理; 加工率太大; 加工率太大; 冷却不合理; 冷却不合理; 弯辊使用不合理。 弯辊使用不合理。
4.划 4.划、擦伤
森吉米尔二十辊轧机过程控制系统分析

电气传动2022年第52卷第2期ELECTRIC DRIVE 2022Vol.52No.2摘要:针对某钢厂森吉米尔二十辊轧机生产线的过程控制系统,从结构与功能上对其进行了详细的分析。
首先说明了该线的配置情况;然后针对该系统实现的两个关键点——模型计算部分以及通信部分进行了分析说明,模型计算部分给出了设定值计算以及模型自适应的实现流程,通信部分阐述了客户端服务端通信机制以及服务端与PLC 的通信实现方法;最后阐述了该过程控制系统具有生产队列管理、钢卷设定值管理、轧机配置管理、停机管理以及报表管理5大功能模块,对过程控制系统的开发具有一定的参考意义。
关键词:过程控制系统;生产管理;PLC 通信;冷轧模型计算中图分类号:TP271文献标识码:ADOI :10.19457/j.1001-2095.dqcd22315Analysis of Process Control System of Sendzimir 20-high Mill SHI Kuan 1,HAN Jiachang 1,ZHENG Jian 1,WEI Xiangxin 1,L ÜHaiqing 2(1.Tianjin Research Institute of Electric Science Co.,Ltd.,Tianjin 300180,China ;2.TianjinOptical Electronic Communication Technology Co.,Ltd.,Tianjin 300021,China )Abstract:A process control system for Sendzimir 20-high mill in a steel plant was analyzed in detail in structure and function.First ,the configuration of the production line was explained.Then two key parts of the process control system implementation ——model calculation and communication were illustrated.Implementation process of set-point value calculation and model adaption was shown in part of model calculation.In part of communication ,mechanism of communication between client and server was illustrated ,and the method of data exchange between server and PLC was shown.Finally ,it was explained that the process control system includes five function modules ,which are production queue management ,coil set-point value management ,mill configuration management ,downtime management and report management.The research provides a valuable reference to development of process control system.Key words:process control system ;production management ;PLC communication ;model calculation in cold rolling森吉米尔二十辊轧机过程控制系统分析石宽1,韩家昌1,郑剑1,魏向新1,吕海清2(1.天津电气科学研究院有限公司,天津300180;2.天津光电通信技术有限公司,天津300021)基金项目:天津电气科学研究院有限公司自立项目(GY2020ZL001)作者简介:石宽(1974—),男,本科,高级工程师,Email :***************森吉米尔二十辊轧机是一种较为先进的可逆轧机,通常为单机架布置,其主要特点有:牌坊刚度大、工作辊径小、道次压下率大、成品精度高、板型优良等[1-4]。
20辊森吉米尔轧机辊系运动学分析与计算
1 辊 系 结 构 分 析
2 O辊森 吉米 尔轧机 的辊系呈 塔形 布 置 ( 图1 ) 于 机架梅 花膛 孔 内 , 上 下对 称 。工作 辊 s、 T分 别 支撑 在两个 第一 中间辊 0、 P、 Q、 R上; 第 一 中 间辊 又 分
的 角度 。
将式( 3 ) 转 化为标 量形 式
』 ( F 1 C O s 0 1 + ∞
I( r l s i n 0 l +r 5 s i n 0 5 ) 一r 1 1 s i n 0 l 1 —0
l 1 c ∞ _ 。 ’( 4 )
根据辊 系左 右对 称 的特 性 , 辊 辊 心 必 须在 机 架 垂
一
制 系统 , 获 得高精 度 的 、 板 形优 良的成 品带材 _ 1 ] 。本
文 以某 森 吉米 尔轧 机 辊 系 为研 究 对 象 , 对 辊 系 进 行 运 动学 分 析 , 并计 算 出轧 机调 整关 系 曲线 , 为 板带 轧
制工 艺优 化 、 板 型调 整提 供参 考 。
[ 中 图 分 类 号 ]TG 3 3 3 . 1 7 [ 文 献标 识码 ] :A
2 O辊 森 吉 米 尔 轧 机 是 高精 度 轧 制 核 心 设 备 之
一
,
具有 道次 压下 率 大 、 轧 制力 小 、 运 行成 本低 、 辊 系
变 形小 等特 点 , 应 用 十分 广 泛 。森 吉米 尔 轧 机 具 有 多种调 整机 构 。在 轧 制 过程 中 , 通过 手 动 或 自动 控
设 备 的 研 究 和 设 计
2 4
湖 北 工 业 大 学 学
报
2 0 1 4年 第 4期
森吉米尔二十辊轧机
辊径补偿调整机构示意图
2010-11-9
University of Science and Technology Beijing
10
2010-11-9
University of Science and Technology Beijing
11
•
2010-11-9
University of Science and Technology Beijing
3
森吉米尔轧机的结构
二十辊森吉米尔轧机辊系是按1-2-3-4呈塔形布置,上下对称设置在机架 呈塔形布置, 二十辊森吉米尔轧机辊系是按 呈塔形布置 个梅花孔内。 的8个梅花孔内。上下两个工作辊分别靠在两个第一中间辊上;上下两对 个梅花孔内 上下两个工作辊分别靠在两个第一中间辊上; 第一中间辊又支撑在3个第二中间辊上 个第二中间辊上; 第一中间辊又支撑在 个第二中间辊上;而6个第二中间辊则支撑在外层固 个第二中间辊则支撑在外层固 定于梅花孔里的8个支撑辊组上 个支撑辊组上。 定于梅花孔里的 个支撑辊组上。
径向辊形调整机构示意图bc支持辊结构分解图universitytechnologybeijing2015824森吉米尔轧机支持辊示意图asu板形调节6种模式及对应的初始辊形asu2asu3用于控制双边浪中浪asu6用于控制带钢的单边浪而asu4asu5用于控制范围较小的对称的四分之一浪universitytechnologybeijing2015824轧机调整机构辊形调整机构b
径向辊形调整机构示意图
B、C支持辊结构分解图 、 支持辊结构分解图
2010-11-9
University of Science and Technology Beijing
7
二十辊森吉米尔轧机机架强度分析及优化

二十辊森吉米尔轧机机架强度分析及优化
自我国改革开放以来钢铁冶金工业取得了稳定快速的发展。
冷轧带钢的生产能力是评价国家工业水平的重要指标。
目前,伴随着航空航天、机动汽车、家庭电器、机械加工制造、罐装食品等各个领域对板材质量要求的不断提高,要求冷轧高精度的、宽而薄的、极薄的金属带材具有更加良好的力学性能、表面质量和几何精度。
现阶段薄和极薄板的冷带材加工生产过程中大量广泛使用二十辊森吉米儿轧机。
机架是轧机的重要组成部分,其重量约占整个轧机重量的60%以上。
轧机机架不但是主要的零件的装配基体,而且还承受加工生产工作时候的全部载荷。
机架结构的承载能力、变形的大小以及动态性能将会直接影响生产板材的精度和轧辊的使用寿命,故了解改善该轧机机架的机械性将直接影响带材加工和生产产品质量。
本课题以国内某冷轧厂冷轧硅钢生产用ZR22B52″型二十辊森吉米儿轧机机架为研究对象,利用三维建模软件Pro/Engineer建立分析模型,将建立的三维模型导入有限元分析软件ANSYS,并且对二十辊轧机机架的应力、应变、固有频率、振型以及支撑轧辊的力分布进行计算研究,得到了该轧机机架结构强度分布的相关参数。
本论文在得到轧机机架应力、应变等分布情况后,以ANSYS workbench功能强大的优化分析模块为基础,建立机架参数化模型,对机架上与梅花形孔轴线相垂直的送料窗口各个参数进行优化设计,得到了在允许条件下各参数的最优结果。
上述研究的结论将为以后多辊轧机的设计和薄板带材质量的控制提供科学依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20辊森吉米尔轧机辊系结构分析
廿辊森吉米尔轧机是单机架可逆式冷轧机。
其主要特点是:20个轧辊环形叠加式镶嵌在具有“零凸度”的整体铸钢机架内,在轧机机架受力情况下,轧机宽度方向变形均匀且有较小的接触弧长和不易变形的小直径工作辊,使该轧机可以达到大压下量,高速连续轧制薄带钢。
20辊森吉米尔轧机辊系由2个工作辊、4个第一中间辊、6个第二中间辊及8个支承辊组成。
其压下机构和调整机构均采用液压缸或液压马达,通过齿轮、齿条带动与偏心轮连接的齿轮来实现参数的调整。
这样,液压缸或液压马达的推力只需克服轧制分力引起的滑动面间的摩擦力即可,使液压设备和轧机的尺寸大大减小。
1、辊系组成
图1
图2
图1 辊系组成图
图2 压下调整
图中,S、T——工作辊:公称辊径:63.5mm;
最小辊径:58mm,最大辊径:73.5mm;
O、P、Q、R——第一中间辊:公称辊径:102mm;
最小辊径:96mm,最大辊径:105mm;
I、J、K、L、M、N——第二中间辊:公称辊径:173mm;
最小辊径:170mm,最大辊径:173mm;
A、B、C、D、E、F、G、H——支承辊:
公称辊径:300.02mm;
最小辊径:297mm,最大辊径:300.02mm。
该轧机仅第二中间辊为传动辊,其余辊均为自由辊,靠辊间摩擦来转动。
2 、压下调整
轧机的压下调整(见图2)是通过支承辊B、C辊来实现的。
安装于轧机牌坊上的两个液压缸带动轴端的两个齿轮,齿轮、偏心轮由键与支撑轴联结,齿轮转动时,偏心轮内心绕偏心环内心转动,完成压下功能,实现辊缝的调整。
图2中:
坐标1:S1=2.574,S2=2.912
A(+400.05,215.9), B(+149.225,400.05)
I(+171.833,167.277),J(0,225.238)
O(+52.879,98.312), S(0,34.662)
T(0,-34.324), R(+53.315,-97.61)
M(0,-234.353), N(+171.818,-167.347)
G(+149.225,-400.05),H(+400.05,-215.9)
坐标2:S1=-3.461,S2=-3.15
A(+400.05,215.9), B(+149.225,400.05)
I(+173.544,159.86), J(0,216.81)
O(+54.722,90.668), S(0,28.595)
T(0,-28.289), R(+55.153,-89.98)
M(0,-215.934), N(+173.524,-159.941)
G(+149.225,-400.05),H(+400.05,-215.9)
图2中坐标1为侧偏心在0位,轧线和压下均为最大开口,As-u辊在中位,
辊径为公称直径时辊系的相对位置关系;坐标2为侧偏心在0位,轧线和压下均为最小开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系。
从图2中可以看出偏心轮偏心量为6.35mm,当辊径为公称通径时,在压下齿条行程范围内(140mm),压下齿轮旋转74.31°,第二中间辊“J”的中心在压下方向位移量为8.425mm,第一中间辊的中心在压下方向位移量为7.644mm,上工作辊的位移量为6.607mm。
由于辊A、D在辊径不变的情况下,中心不变,在J辊压下的同时,辊I、K、O、P的辊中心在压下方向和轧制线方向都要发生位移,以保证各辊的相互接触。
但由于辊之间的接触点始终在两接触辊中心的连线上,因此在辊径、侧偏心量、齿条压下行程一定的条件下,可以确定工作辊的压下量。
3 、As-u辊调整
图3As-u辊调整
As-u辊调整通过7个液压缸带动7个齿条,使辊B、C轴上的偏心环绕支承辊鞍座中心转动,使支撑轴产生弯曲,改变各个支撑轴承间的相对高度达到调节轧辊轴向的辊缝,保证产品的板型。
图3中坐标1、2、3的具体数值如下:
坐标1:S0=0.14
C(149.225,400.05), D(400.05,215.9)
J(0,221.986), K(172.715,163.318)
P(53.262,95.221), S(0,31.89)
坐标2:S0=0.091
C(149.225,400.05), D(400.05,215.9)
J(0,221.663), K(172.78,163.039)
P(53.334,94.928), S(0,31.659)
坐标3:S0=0.343
C(149.225,400.05), D(400.05,215.9)
J(0,222.236), K(172.649,163.602)
P(53.225,95.455), S(0,32.093)
图3中坐标1、2、3表示出了压下在中位、侧偏心在0位、公称辊径时,As-u辊偏心调节分别在位置5、位置10和位置0(即齿条在中位、高位、低位)时的弯轴量。
从图3中的坐标值可以看出,齿条移动5个齿距时,齿轮转动2×16.36°=32.72°,工作轴处的弯辊量为0.434mm,相对尺寸关系与压下调整相似,不同之处只是As-u辊调整为单个轴承而不是整个支撑辊轴承,且支撑辊轴承的转动中心不一样。
As-u辊调整时,内、外中心偏心量为1.016mm的偏心环绕支撑辊鞍座中心转动,使支撑轴承中心产生位移,达到弯辊的目的。
根据图中辊间相对关系可以计算出弯辊量与齿条行程的关系。
4、侧偏心调整
侧偏心调整用来补偿轧辊辊径的变化,其调整通过液压马达带动与具有3.175mm偏心量的偏心轮用键联接在同一轴上的齿轮来实现,偏心轮即轴承绕支撑鞍座中心转动。
从图2可以看出辊A、D、E、H的偏心相对位置,在支撑轴上齿轮转动180°时,侧偏心调整量达到最大值3.175mm。
5 、轧线高度调整
轧线高度调整是通过液压缸带动齿条运动,齿条推动与偏心轮用键一起联结在支撑轴上的齿轮来实现的。
调整原理、结构基本与侧偏心调整相同,不同之处是支撑轴上的齿轮在另一端(操作侧),且偏心量不同。
从图2可以看出:偏心轮的偏心量为6.35mm,齿条移动140mm 时,齿轮(偏心轮)转动74.31°,轧线高度的调整量为6.035mm。