设备、工装、模具备品备件清单
模具备件清单
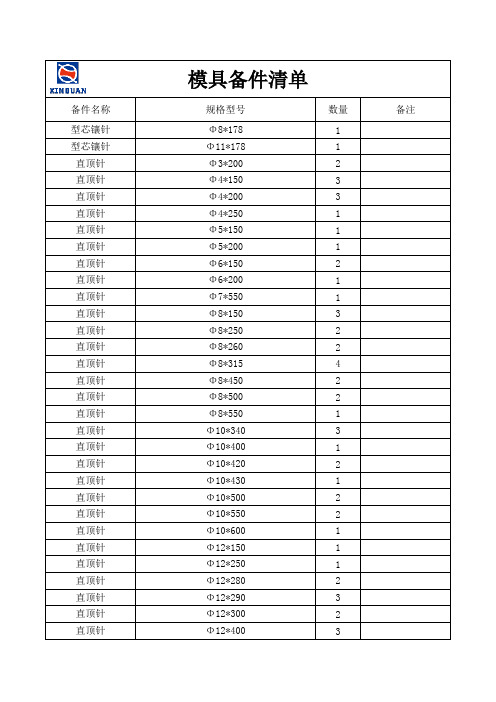
直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 直顶针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 台阶司筒针 扁顶针 扁顶针
Φ 12*450 Φ 12*500 Φ 12*550 Φ 12*650 Φ 12*700 Φ 16*310 Φ 16*350 Φ 16*400 Φ 16*450 Φ 16*500 Φ 16*550 Φ 16*600 Φ 16*650 Φ 16*700 Φ 12(Φ 8)*Φ 6(Φ 3.5)*410(525) *580(745) Φ 12(Φ 8)*Φ 6(Φ 3.5)*420(535) *585(750) Φ 12(Φ 8)*Φ 6(Φ 3.5)*420(535) *587(752) Φ 12(Φ 8)*Φ 6(Φ 3.5)*460(570) *621(785) Φ 12(Φ 8)*Φ 6(Φ 3.5)*460(570) *621(815) Φ 12(Φ 8)*Φ 6(Φ 3.5)*450(560) *618(790) Φ 12(Φ 8)*Φ 6(Φ 3.5)*410(525) *586(748) Φ 12(Φ 8)*Φ 6(Φ 3.5)*360(475) *535(700) Φ 12(Φ 8)*Φ 6(Φ 3.5)*320(435) *500(680) Φ 12(Φ 8)*Φ 6(Φ 3.5)*220(335) *400(580) Φ 12(Φ 8)*Φ 6(Φ 3.5)*230(345) *402(565) Φ 12(Φ 8)*Φ 6(Φ 3.5)*240(345) *407(570) Φ 12*540*220*7.5*8 Φ 121 1 2 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 3 1 1
模具备件清单
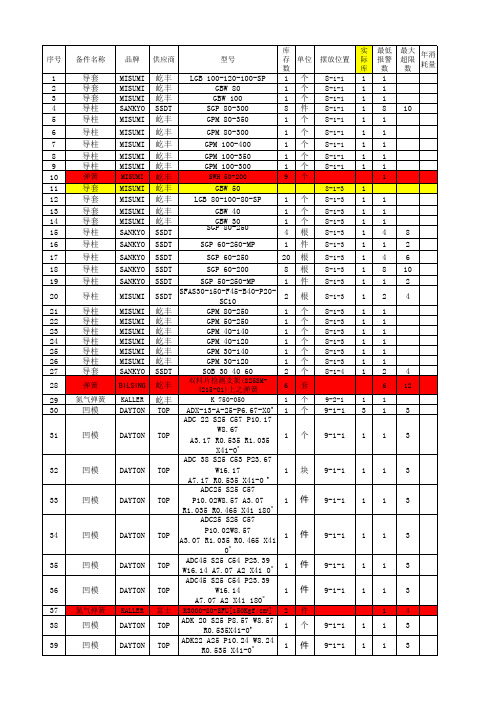
MISUMI MISUMI MISUMI SANKYO MISUMI MISUMI MISUMI MISUMI MISUMI
MISUMI
屹丰 屹丰 屹丰 SSDT 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 SSDT SSDT SSDT SSDT SSDT SSDT 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 SSDT 屹丰 屹丰 TOP TOP
1 1 1 1 1
2
件 个 件 个 个
个
9-1-1 9-1-1 9-1-1 9-1-1 9-1-1 9-1-1 9-1-1
1 1 1 1 1 2 1
1 1 1 1 1
1
3 3 3 3 3 3 3
凹模 凹模
氮气弹簧 氮气弹簧 氮气弹簧
DAYTON DAYTON
KALLER KALLER KAKKER
TOP TOP
凹模 凹模 凹模
氮气弹簧
DAYTON DAYTON DAYTON
KALLER
屹丰 TOP TOP
富士
ADK22-S25 P8.57W8.57 R0.535X0 ADL 22 S25 P8.57W8.57 R0.535 X41-0˚ ADL22-S25 P11.17 W6.17 R0.535 X41-0˚
TOP TOP
富士
ADX-13-A-25-P6.67-X0˚ ADC 22 S25 C57 P10.17 W8.67 A3.17 R0.535 R1.035 X41-0˚ ADC 38 S25 C53 P23.67 W16.17 A7.17 R0.535 X41-0˚ ADC25 S25 C57 P10.02W8.57 A3.07 R1.035 R0.465 X41 180˚ ADC25 S25 C57 P10.02W8.57 A3.07 R1.035 R0.465 X41 0˚ ADC45 S25 C54 P23.39 W16.14 A7.07 A2 X41 0˚ ADC45 S25 C54 P23.39 W16.14 A7.07 A2 X41 180˚
新设备工装,及量具明细表

块
2
2.铸件周转箱
1280X900X570mm
20只
机械加工
检验量具
见质量保证部
量具明细表
请技术、规划、质保按上述的工装、设备、量具的要求制定设计及制作的进度计划, 并按“新设备、工装、和试验装备检查清单”的要求进行检查。
请工厂领导考虑以上计划是否恰当,并给予支持。
组长:
年月日
新设备、工装,及量具明细表
产品名称
材料
TL011
产品图号
单重
6Kg
表面处理
无
加工要求
无
根据横向协调小组讨论确定为生产该产品需增加以下新设备、工装及量具:
使用类别
设备/工装/量
具名称
规格及组成
数量
预计费用
(万元)
铸造工艺
1.DISAB造型
线用模板
模板尺寸535X650mm
模板和模型用铸铁,浇注
系统用铝合金
模具工装清单
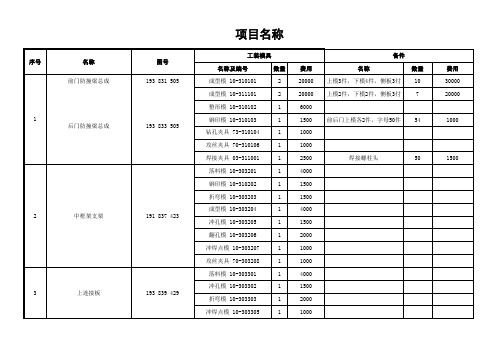
12
左右前门防撞杆总成
S11-6101910/20
焊接夹具 JH-1820L/R-03 点焊模 03-315003 落料模 ML-1821L/R-01
1 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4000 6000 6000 8000 3000 10000 3000 6000 4000 6000 10000 3000 15000 4000 5000 6000 3000 8000 4000 6000 3000 8000 4000
1 1 1 2 3 1 1 4 2 4 2 2 1 2 1 2 2 1 1 1 1 1 1
20000 15000 2500 6000 7500 3000 3000 6000 4000 6000 2000 3000 10000 20000 8000 12000 5000 1500 4000 2000 1500 5000 1500 下电极 9 1800 上电极5件,下电极4件 上模1件,下模1件 上模26件,下模1件 上模 大小钢印各2件 9 2 27 6 4 900 1000 2000 1800 500 上模2件,下模2件 4 3000 上模1件,下模1付 2000
13
左右前门防撞杆前连接内板
S11-6101911/12
成型模 ML-1821L/R-02 冲孔切断模 ML-1821L/R-03 落料冲孔模 ML-1822L/R-01 压筋模 ML-1822L/R-02
14
左右前门防撞杆前连接外板
S11-6101913/14
弯曲模 ML-1822L/R-03 切断冲孔模 ML-1822L/R-04 弯曲模 ML-1822L/R-05 落料冲孔模 ML-1823L/R-01 压筋模 ML-1823L/R-02
工装易损件备品备件一览表(精工)

Φ 22*Φ 24 Φ 6*Φ 3.2 Φ 6转Φ 8 Φ 10转Φ 12 Φ 12接头两通 Φ 12接头一通 Φ 12螺纹接头
供应商
供应商联系人供应商联系电话 最低库存量现存量现存量现存量现存量 现存量
4
4
4
4
10
10
10
5
/
2
2
/
2
2
/
6
手动阀
车间A1-4
7
BWLTE定位销
车间A1-5
8
BWLTE定位销
车间A1-6
9 支架本体钻孔攻丝定位销 车间A1-7
10 五合一箱体定位销 车间A1-8
11
19箱体定位销
车间A1-9
12
XRRU定位销
车间A1-10
13
DRRS定位销
车间A1-11
14 安科主壳体定位销 车间A1-12
15
135RU定位销
备品备件配备规则: 1、根据所有夹具所需易损配件的型号规格进行库存备货; 2、贵重配件如果在30分钟内可以采购到位的不需要备库存;
工装易损件备品备件(易损件安全库存)
版本号:A-0 ; 表单编号:
序号
备件名称
存放库位
1
Hale Waihona Puke 薄型气缸仓库2
薄型气缸
仓库
3
气管
车间A1-1
4
气管接头
车间A1-2
5
气管接头
车间A1-3
车间A1-13
16
气管接头
车间A1-16
17
气管接头
车间A1-17
18
设备模具工装备品备件及焊接消耗品管理程序(含表格)

设备、模具、工装备品备件及焊接消耗品管理程序(IATF16949-2016/ISO9001-2015)1.0目的以保障生产正常运行为基础,为降低采购成本和节约储备资金,通过科学有效的管理提高整体经营绩效,防止浪费并加强设备、工装\模具备品备件及焊接消耗品的管理。
2.0范围本办法适用于公司所有设备、模具\工装备品备件及焊接消耗品的管理及要求。
3.0术语3.1备品备件:在设备、工装\模具维修工作中,为缩短维修间隔期,根据设备、工装/模具的磨损规律和零件使用寿命,将设备、工装/模具中容易磨损的各种零、部件,事先加工、采购和储备好,这些事前按一定数量储备的零、部件,统称为备品备件,主要包含并不局限于以下类别:1、设备说明书、图纸、工装/模具图纸所列出的易损件;2、各种配套件,如:轴承、皮带、油封等;3、传递主要负载而自身又较薄弱的零件,如:联轴器、齿轮等;4、经常摩擦而损耗较大的零件,如:轴套、摩擦片等;5、受冲击负荷或反复载荷的零件;6、因设计结构不良而故障频率较高的零件;7、在高温、高压及腐蚀性环境下工作,易造成变形、腐蚀、破裂、疲劳的零件;8、须整体备用的电机、泵类等。
3.2焊接消耗品:焊接生产过程中容易消耗的辅助材料及工业品,如:焊丝、焊条、电极盖、定位销等。
4.0管理职责4.1保障部是本办法的归口管理部门4.1.1保障部负责设备、工装/模具备品备件清单及焊接消耗品清单的编制及定期更新;4.1.2保障部负责组织制订备品备件及消耗品储备定额标准;4.1.3保障部负责监督、考核库房备品备件及焊接消耗品储备备库情况;4.1.4保障部负责备品备件及焊接消耗品入库验收;4.1.5保障部负责备品备件及焊接消耗品使用情况的技术统计分析;4.1.6保障部负责备品备件及焊接消耗品选型及换型的技术确认;4.1.7保障部维修人员做好备品备件维修更换记录;4.2物流部4.2.1物流部负责按照《搬运、储存、防护管理程序》做好备品备件及焊接消耗品的仓储、防护等物资管理工作;4.2.2物流部负责向PMC计划中心提供备品备件及焊接消耗品低储及高储预警;4.2.3物流部负责备品备件及焊接消耗品的入库报检;4.2.4物流部负责备品备件及焊接消耗品的定期盘点工作;4.3PMC计划中心4.3.1PMC计划中心负责编制需求计划及到货计划,并在K3系统中提出采购申请;4.3.2PMC计划中心负责跟踪、监督、考核需求计划及到货计划执行情况;4.4采购部4.4.1采购部负责安装需求计划及到货计划实施采购4.5生产部4.5.1生产部负责报修申请及做好相关记录4.6质保部4.6.1质保部负责备品备件及焊接消耗品更换后的产品质量跟踪及4M变化点管理工作;4.6.2质保部参与焊接消耗品的选型及换型;5.0参考文件无6.0工作流程内容6.1备库阶段6.1.1清单编制:1) 保障部设备管理员根据设备图纸、设备说明书、维修记录技术统计分析结果编制设备备件清单并制订高、低储备定额;2) 工装管理员根据工装/模具图纸、易损件清单、维修记录技术统计分析结果编制工装/模具备件清单并制订高、低储备定额;3) 焊接工艺员根据控制计划、技术消耗定额、更换记录技术统计分析结果编制焊接消耗品清单并制订高、低储备定额;4) 当工艺更改或其他原因导致备件清单变更,变更后清单需下发至PMC、库房,保障部管理员对更改后的物料进行评审处理,保证更改切换时间点为原备件库存为零。
随机提供备品备件及专用工具清单
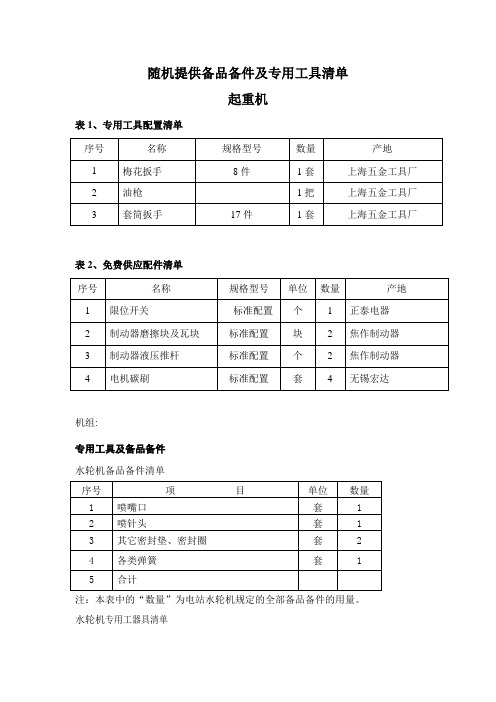
随机提供备品备件及专用工具清单
起重机
表1、专用工具配置清单
表2、免费供应配件清单
机组:
专用工具及备品备件
水轮机备品备件清单
注:本表中的“数量”为电站水轮机规定的全部备品备件的用量。
水轮机专用工器具清单
注:本表中的“数量”为电站水轮机规定的全部专用工器具的用量。
专用工具和备品备件
(1) 专用工具
我公司提供一套全新的优质的端部表面淬火硬化的板手和各种专用板手,工器具、吊具。
(2) 备品备件
我公司随同水轮发电机提供下表所列备品备件。
设备备件清单

常用设备备件清单编号名称系列型号规格数量用途备注1接触器CJ19-4343A/380V0电容补偿柜2接触器CJX1-22E22A/110V2车床3接触器CJX1-22E22A/220V2车床4接触器CJX2/321032A/110V2车床5接触器CJX2/321032A/220V2车床6接触器CJX2/250125A/220V2车床7接触器CJX2/250125A/36V2行车8接触器CJX2/121012A/110V2车床9接触器CJX2/120112A/220V2车床10接触器CJX2/120112A/36V2行车12接触器1314辅助触头CJX2辅助触头F4F4-22215辅助触头CJX2辅助触头F4F4-11216按钮开关NP2-BA25黑1常开+1常闭1设备床用17按钮开关NP2-BA35绿1常开+1常闭2设备床用18按钮开关NP2-BA45红1常开+1常闭2设备床用19按钮开关LA2 绿红1常开+1常闭2铣床20按钮开关LA2 红红1常开+1常闭2铣床21时间继电器JSZ3A5s2通电延时型22时间继电器JSZ3F5s2断电延时型23保险管RT1810A一盒设备床用24保险管RT1410A一盒设备床用25断路器NB1-63/3P63A1配电26断路器NB1-63/3P63A1配电27行程开关YBLX-K11设备床用28电线BVR1m㎡1盘设备维修电线BV1m㎡1盘设备维修绝缘端头叉形 5.5-6一包设备维修绝缘端头叉形 1.5-4一包设备维修以上是长用的设备备件另有些不易损坏的和特殊的元件现购380V低压电容补偿柜改造方案一电容器更换10组容量300以上的电二鉴于更换电容导致检测设备量程不够可以用一下两种方案解决1不改动原有互感器和表的基础上,减少4组电流监控以满足电流表2另购电流互感器和电流表1000 A的量程(原有的表是200的量程太三更换电容后随着电流的增加接触器也需要增加容量(更换43的接触器)四原有的配电线路容量不够需更换10平方以上的电线。