利用VIB07振动分析仪的频谱图来判断设备故障类型
浅谈如何通过振动信号诊断机械设备故障

浅谈如何通过振动信号诊断机械设备故障作者:吴杰来源:《科学与财富》2016年第12期摘要:无论机器大小,精度的高低,在日常工作中都会产生振动,不同的机器故障对应着不同的振动特性,所以对机械设备的振动监测显得尤为重要。
本文主要介绍了几种常用的振动信号分析方法,以及振动诊断的优势,并对它们的发展趋势进行了分析。
关键字:故障振动;振动监测;振动信号一、机械振动与故障设备机械振动是日常工作中最常见的物流现象,一般情况下机械振动都是有害的,振动会破坏机械的正常运作。
振动所产生的动载荷重会对机械本身造成损伤甚至降低机械的使用寿命。
事物都有相对的一面,振动并不是没有优点,比如输送、夯实、脱水、振动筛等振动机就是利用了振动的优点去工作的。
无论机器大小、精度高低,在日常的工作中都会产生不同的振动,振动的大小以及振动成分变化都会直接影响机器的运作,不同的机器对应着不同的振动特点。
正是因为机器普遍存在着振动的这些特性,所以应用振动信号去监测设备故障已经成为了一种方法,一种手段。
二、振动信号的诊断一般的情况下,振动的时域信号总是杂乱无章的,无论是正常状态还是非正常状态,故障信息并不是直接显示出来的,并不是直接表露在外表让我们一眼就可以发现,所以要获得故障信息必须要对信号进行分析处理才可以。
下面介绍几种常用的振动信号的分析方法。
1.时域分析。
时域分析原理简单而且容易实现,它是信号分析方法中最基础的一个。
主要包含时域波形、相关分析、概率密度、滤波处理等。
主要是对振动时域信号的时间历程进程分析,适宜对信号中含有周期信号、谐波信号或短脉冲信号进行分析。
利用时域波形分析可识别出共振现象和拍频现象。
时域分析具有广泛的应用,主要面对的是一些变速、低速、重载的设备。
由于某些机械设备的振动信号所包含的频率成分比较低,受诊断分析仪器的下限、分辨率及分析软件功能的限制,频谱分析的方法运用的就不是特别好。
然而通过时域分析就很容易提取出信号的特征,随之它也成为了最直接、最有效的故障诊断方法。
专用设备的振动分析与故障排除考核试卷
12.下列哪种方法不适合用于专用设备的振动故障预测?()
A.机器学习
B.深度学习
C.专家系统
D.经验判断
13.在振动信号的时域分析中,以下哪个参数通常用于描述信号的波动程度?()
A.均值
B.峰值
C.波动值
D.偏度
14.专用设备的振动故障诊断中,以下哪个环节容易出现误诊?()
A.数据采集
B.数据分析
A.根据数据分析结果确定故障范围
B.通过试验验证可能的故障原因
C.直接根据经验更换怀疑的部件
D.记录故障排除过程以便后续参考
10.以下哪些情况可能表明设备存在潜在的振动问题?()
A.振动幅值逐渐增大
B.振动频率发生变化
C.振动方向发生改变
D.设备运行声音异常
11.在振动监测与故障诊断系统中,以下哪些组件是常见的?()
1.专用设备的振动分析主要包括以下哪些内容?()
A.时域分析
B.频域分析
C.时频域分析
D.环境影响分析
2.以下哪些因素可能导致专用设备产生振动故障?()
A.设备老化
B.安装不当
C.操作失误
D.外部环境变化
3.常用的振动传感器类型包括以下哪些?()
A.加速度传感器
B.速度传感器
C.位移传感器
D.压力传感器
C.标准差
D.峰值
10.关于专用设备的故障排除,以下哪项说法是正确的?()
A.故障排除可以完全依赖经验
B.故障排除应基于数据分析结果
C.故障排除不需要考虑设备的实际工况
D.故障排除可以不考虑设备的维护历史
11.在进行振动监测时性故障
B.慢性故障
C.瞬态故障
LabVIEW机械故障诊断系统的Web实现
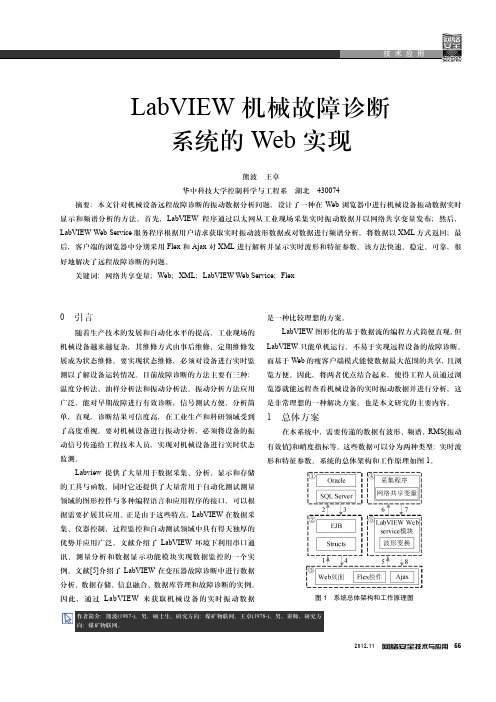
LabVIEW机械故障诊断系统的Web实现熊波王卓华中科技大学控制科学与工程系湖北 430074摘要:本文针对机械设备远程故障诊断的振动数据分析问题,设计了一种在Web浏览器中进行机械设备振动数据实时显示和频谱分析的方法。
首先,LabVIEW程序通过以太网从工业现场采集实时振动数据并以网络共享变量发布;然后,LabVIEW Web Service服务程序根据用户请求获取实时振动波形数据或对数据进行频谱分析,将数据以XML方式返回;最后,客户端的浏览器中分别采用Flex和Ajax对XML进行解析并显示实时波形和特征参数。
该方法快速、稳定、可靠,很好地解决了远程故障诊断的问题。
关键词:网络共享变量;Web;XML;LabVIEW Web Service;Flex0引言随着生产技术的发展和自动化水平的提高,工业现场的机械设备越来越复杂,其维修方式由事后维修、定期维修发展成为状态维修。
要实现状态维修,必须对设备进行实时监测以了解设备运转情况。
目前故障诊断的方法主要有三种:温度分析法、油样分析法和振动分析法。
振动分析方法应用广泛,能对早期故障进行有效诊断,信号测试方便,分析简单,直观,诊断结果可信度高,在工业生产和科研领域受到了高度重视。
要对机械设备进行振动分析,必须将设备的振动信号传递给工程技术人员,实现对机械设备进行实时状态监测。
Labview提供了大量用于数据采集、分析、显示和存储的工具与函数,同时它还提供了大量常用于自动化测试测量领域的图形控件与多种编程语言和应用程序的接口,可以根据需要扩展其应用。
正是由于这些特点,LabVIEW在数据采集、仪器控制、过程监控和自动测试领域中具有得天独厚的优势并应用广泛。
文献介绍了LabVIEW环境下利用串口通讯、测量分析和数据显示功能模块实现数据监控的一个实例。
文献[5]介绍了LabVIEW在变压器故障诊断中进行数据分析、数据存储、信息融合、数据库管理和故障诊断的实例。
设备故障的振动识别方法及其实例分析

设备故障的振动识别方法及其实例分析引言在工业生产和设备运行过程中,设备故障是不可避免的问题。
而振动识别方法是一种常用的故障诊断手段,通过监测设备振动信号来判断设备的健康状态。
本文将介绍振动识别方法的基本原理,并通过实例分析来说明其在故障诊断中的应用。
振动识别方法的基本原理振动信号是指设备在运行过程中由于不平衡、机械间隙、磨损等原因产生的机械振动信号。
振动识别方法通过对振动信号进行采集、处理和分析,来判断设备的工作状态和存在的故障。
振动信号的采集振动信号的采集可以通过加速度传感器或振动传感器来实现。
这些传感器会将振动信号转化为电信号,并传送给振动分析设备进行后续处理。
振动信号的处理振动信号的处理包括滤波、特征提取和特征选择等步骤。
滤波主要是通过去除噪声和干扰信号,提取出设备故障产生的特征信号。
特征提取是指通过数学方法将振动信号转化为一组特征参数,用于描述设备的振动特性。
常用的特征参数有时间域特征(如均值、方差、峰值等)、频域特征(如功率谱密度、频率谱等)和小波变换特征等。
特征选择是指从提取的特征参数中选择出与设备故障相关性较高的特征进行分析。
常用的特征选择方法有相关性分析、方差分析和主成分分析等。
振动信号的分析振动信号的分析可以通过传统的统计分析方法和机器学习方法来实现。
传统的统计分析方法包括峰值分析、频谱分析、相关性分析等。
这些方法通过对特征参数的分析,来判断设备是否存在故障。
机器学习方法则是通过建立模型来实现振动信号的分类和识别。
常用的机器学习方法有支持向量机(SVM)、决策树、神经网络等。
这些方法可以通过训练样本集来学习设备的正常工作状态和不同故障状态的振动特征,从而实现振动信号的自动分类和识别。
振动识别方法的实例分析以下是一个通过振动识别方法进行设备故障诊断的实例分析。
假设有一台电机,在运行过程中产生了明显的振动。
我们通过加速度传感器采集了电机的振动信号,并对振动信号进行了滤波和特征提取。
如何利用VIB07机械振动分析仪的频谱图来判断设备故障类型?

常大的裕量和小的径向载荷导致,它对油膜施加一个压力,驱使轴沿轴承运动。油膜涡动可 导致油不对轴润滑。改变油的粘度和压力,和有关负荷也会影响油膜涡动。
频谱如图:
频通常占主导。基本皮带通过频率 FBF 按如下公式计算: FBF = π (D/L) RPM FBF = 基本皮带通过频率 D = 皮带轮直径 L = 皮带长度 RPM =ቤተ መጻሕፍቲ ባይዱ皮带轮 D 的转速(Hz) 频谱如图:
基本皮带频率总是小于 1x RPM。 皮带轮偏心产生高的径向 1x 成分振动,特别在与皮带平行的方向 (径向指从传感器到 皮带轮中心的方向)。 皮带轮对中不良产生轴向 1xRPM 振动和皮带基本波动频率 FBF 的轴向谐频。 如果皮带的张力不正确,皮带产生 固有频率的振动,这个频率在一个大 的范围内取值。 11.风机问题 风机通常在叶片上产生不均颗粒附着,特别是风机工作的介质空气或气体具有高颗粒浓 度的场合,这些不均附着导致不平衡。如果叶片变形,裂纹或断裂,叶片通过频率峰值将增 加。如果叶片数量很多,叶片通过频率有时会出现边频带。 叶片通过频率 , bpf = 叶片数乘以转速 频谱如图:
400‐628‐9668
KM Instrument
12.泵问题 离心泵的一个显著的振动成分发生在叶片通过频率,BPF (叶片数乘以转速)。如果 BPF
振动值增加,可能是由于泵的内部问题,如对中不良或损坏的叶片, BPF 谐频也可能出现。 下面的 FFT 包含高频宽带噪声,表明存在由于低出口压力引起气蚀。 频谱如图:
在无缺陷的齿轮箱,相对主导的音调出现在啮合频率,即齿轮的齿数乘以转速(RPM 频 率)。当齿轮箱使用过一段时间齿轮啮合成分降低,因为齿的边缘被稍微磨圆。然而,继续 磨损会使啮合振动水平再次增加。这个振动水平也受到齿轮轴的对中的影响 。
机械振动信号的频谱分析与故障识别
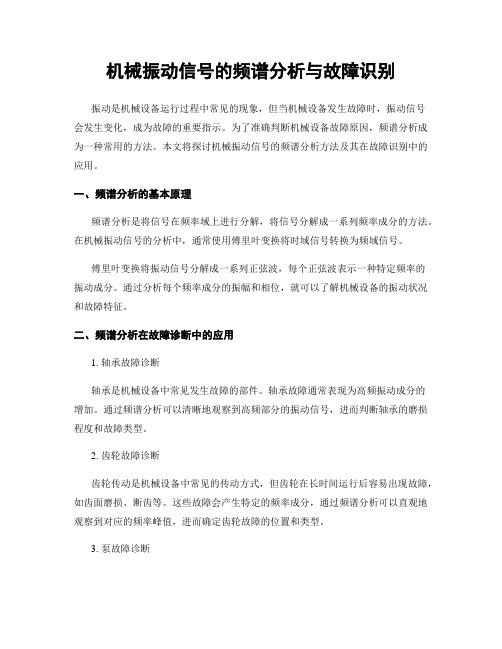
机械振动信号的频谱分析与故障识别振动是机械设备运行过程中常见的现象,但当机械设备发生故障时,振动信号会发生变化,成为故障的重要指示。
为了准确判断机械设备故障原因,频谱分析成为一种常用的方法。
本文将探讨机械振动信号的频谱分析方法及其在故障识别中的应用。
一、频谱分析的基本原理频谱分析是将信号在频率域上进行分解,将信号分解成一系列频率成分的方法。
在机械振动信号的分析中,通常使用傅里叶变换将时域信号转换为频域信号。
傅里叶变换将振动信号分解成一系列正弦波,每个正弦波表示一种特定频率的振动成分。
通过分析每个频率成分的振幅和相位,就可以了解机械设备的振动状况和故障特征。
二、频谱分析在故障诊断中的应用1. 轴承故障诊断轴承是机械设备中常见发生故障的部件。
轴承故障通常表现为高频振动成分的增加。
通过频谱分析可以清晰地观察到高频部分的振动信号,进而判断轴承的磨损程度和故障类型。
2. 齿轮故障诊断齿轮传动是机械设备中常见的传动方式,但齿轮在长时间运行后容易出现故障,如齿面磨损、断齿等。
这些故障会产生特定的频率成分,通过频谱分析可以直观地观察到对应的频率峰值,进而确定齿轮故障的位置和类型。
3. 泵故障诊断泵是常见的机械设备之一,其内部复杂的运动机构容易受到外界因素的影响。
频谱分析可以帮助识别泵的不同故障类型,例如轴承故障、叶片磨损等。
三、频谱分析方法频谱分析有多种方法,常见的有傅里叶变换、快速傅里叶变换(FFT)、小波变换等。
1. 傅里叶变换傅里叶变换是一种精确的频谱分析方法,但计算量较大,不适用于实时监测。
可以通过将信号分段,再进行傅里叶变换来解决这一问题。
2. 快速傅里叶变换(FFT)FFT是一种将信号进行快速傅里叶变换的算法,通过采样和插值的方法,可以有效地降低计算时间。
FFT广泛应用于机械振动信号的频谱分析,尤其适用于实时监测和故障诊断。
3. 小波变换小波变换是一种时频分析方法,在处理非稳态信号方面比傅里叶变换更具优势。
机械振动信号的故障识别与分类

机械振动信号的故障识别与分类机械振动信号是指机械系统中由于各种原因引起的振动所产生的信号。
这些信号包含丰富的故障信息,因此对振动信号进行故障识别和分类是非常重要的。
振动信号故障识别与分类的目的是根据振动信号的特征和模式,对机械故障进行准确快速的诊断与分类,从而实现故障的预防和处理。
在机械系统中,故障源可以是机械结构疲劳、零部件磨损、润滑不良等等。
这些故障会导致机械振动信号的频谱、幅值和相位等特征发生变化。
因此,振动信号的故障识别和分类是通过分析这些特征来实现的。
一种常用的方法是利用信号处理技术和机器学习算法对振动信号进行分析和判别。
首先,通过传感器采集到的振动信号经过滤波和采样等处理后,可以得到时域信号或频域信号。
然后,借助信号处理技术,对振动信号进行特征提取,如幅值、频率、相位等特征。
接着,利用机器学习算法,将这些特征输入到模型中进行训练和分类。
最后,根据分类结果可以进行故障的定位和诊断。
在振动信号的故障识别与分类中,特征提取是一个关键的环节。
常用的特征包括时域特征、频域特征和时频域特征等。
时域特征可以反映振动信号的整体变化趋势,如均值、峰值、波形等。
频域特征可以反映振动信号在不同频率上的分布情况,如功率谱密度、频谱峰值等。
时频域特征结合了时域和频域的信息,可以同时分析振动信号的时间和频率变化。
此外,还可以利用故障模式来进行故障识别和分类。
不同的机械故障往往对应着不同的振动模式,如回转故障、轴承故障、齿轮故障等。
通过观察和比对各种故障模式的振动特征,可以针对不同的故障模式设计相应的故障检测算法。
在实际应用中,振动信号故障识别与分类可以广泛应用于机械设备的状态监测和维护中。
通过对振动信号的及时监测和识别,可以准确判断机械设备是否存在故障,并及时采取相应的措施进行修复和调整。
这不仅可以避免机械故障给工作造成的影响,还可以延长设备的使用寿命,提高工作效率。
总之,机械振动信号的故障识别与分类是一项重要的技术,在工业生产和设备维护中具有广泛的应用前景。
VIB07振动分析仪在电机状态监测中的应用

VIB07振动分析仪在电机状态监测中的应用摘要:利用VIB07振动分析仪的数据采集、分析和处理等功能,对传动设备进行离线式检测和趋势跟踪。
它具有便捷性、实用性、准确性和频谱分析等特性。
用于检测、记录和跟踪机器状态,发现设备异常,对常见的机器振动问题进行故障诊断和趋势监测。
关键词:振动诊断;频谱;冲击;电机;传动1 前言电机的可靠性及稳定性,直接关系到生产装置的长期平稳运行。
化工企业的机泵常见故障可分为滚动轴承故障、转子不平衡、不对中、基座或装配松动、转子与定子摩擦、耦合不良和齿轮机构振动等。
运行设备的故障状态判断与趋势发展分析尤为重要,是否停机、何时停机,需要明确的理论依据作为指导。
VIB07振动分析仪相比传统诊断方法,它具有易操作,可直接获取轴承损伤程度、诊断快捷、准确,适合所有电机传动领域的特点。
2 VIB07分析仪VIB07型号的仪器具备如下检测功能:总振动值测量(速度、加速度和位移),轴承状态值(Bg、 Bv和Env),带激光测点指示的红外测温,以及耳机听诊器功能。
VIB07具备振动分析功能,提供400线频谱分析能力。
可分析的频谱为低频速度谱、中频速度谱、高频加速度谱、和解调谱。
仪器可通过USB接口或蓝牙通讯进行巡检任务下载和测试数据上传,利用随机提供的 CM-Trend软件管理机器测点、巡检任务和测量数据,进行报警、趋势监测、故障分析和报告。
3 振动测量方法将振动加速度传感器连接仪器的BNC输入接口,并将传感器通过磁座或螺钉固定在合适的测点位置上。
测量位置的选择应当遵循的3个原则:即设备的直接接触面;信号传递路径;承载区域。
3.1 现场测量测量功能包括如下项目:振动测量、轴承状态、听诊器、温度测量、频谱分析。
进行上述各项测量可在主菜单用上下左右方向键选择对应的测量功能图标,按确定键进入相应测量界面。
每次测量结束后直接退出,不能保存数据。
3.2 路径巡检采集在进行路径采集前,首先由PC 机CM-Trend软件将路径传送到仪器,然后携仪器到区域/机器现场,按照测量定义逐点采集每个机器测点的数据,直到采集完所有预定采集的机器和测点,结束一个路径采集任务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
振动是回传机械运转时的重要特性。
利用数据采集器,如VIB07多功能型机械振动分析仪对机械设备运行状态的振动信息进行采集,然后通过振动频谱分析,可以快速、准确地诊断出如转子不平衡、转轴弯曲、轴承损坏与松动、轴系不对中等故障存在的原因,从而做到故障早期发现、诊断迅速及时、结论定点定量、机理清楚明白之目的。
那怎样才能利用多功能型机械振动分析仪VIB07中的频谱图来判断设备的具体故障类型呢?下面举例来简单介绍下。
旋转设备最常见的故障
包括:●共振●不平衡●不对中●轴弯曲●机械松动
●电动机问题●滑动轴承问题●滚动轴承问题●齿轮问题●皮带问题
●风机问题●泵的问题●压缩机的问题●透平的问题
1.共振
共振是旋转机械常见的问题。
旋转部件如转轴的共振通常叫做临界转速。
共振存在于一个结构的所有部件,甚至在管路和水泥地板等,重要的是要避免机器运行在导致共振的频率上。
识别共振的简单方法是比较同一轴承三个方向水平、垂直和轴向的振动值,如果某一方向的振动大于其它方向的振动三倍以上,机器则可能在该方向存在共振。
频谱如图:
解决共振问题的方法是在可能的条件下改变机器的转速,常用的解决方法是改变机器结构的质量或刚度。
2.不平衡
当旋转部件的重心与旋转中心不一致,即质量偏心时产生不平衡。
不平衡的转子产生离心力使轴承损坏,导致轴承寿命降低。
仅仅百分之几毫米的重心位移可引起非常大的推动力。
不平衡引起明显的转频振动。
频谱如图:
3.不对中
不对中是指两个耦合的轴的中心线不重合,如果州中心线平行称为平行不对中,如果轴中心线在一点相交则称为角不对中,现实中的不对中是两种类型的结合。
频谱如图:
4.轴弯曲
轴弯曲引起的振动类似不对中,轴弯曲可能是电动机转子笼条故障引起的转子受热不均导致的。
如果弯曲发生在轴中心位置,主导振动是1 x RPM,如果弯曲发生在接近、连轴器,主导振动频率会是2 x RPM。
频谱如图:
5.机械松动
有两种机械松动,旋转和非旋转,旋转松动指在机器旋转和固定部件间存在太大的空间;非旋转松动指两个固定部件之间间隙太大。
二者都在三个测量方向产生过大的 1x RPM 谐频振动。
频谱如图:
6.电动机故障
电动机具有与其它旋转机械相同的故障,但是也有一些故障是电动机特有的。
如转子热弯曲、气隙偏心、转子松动、偏心转子、线圈松动、转子笼条故障等。
7. 滑动轴承问题
滑动轴承的问题是经常在小于1 x RPM 的频率产生振动峰值,称作亚同步峰。
有时甚至存在这些峰的谐频,指示磨损非常严重的轴承。
油膜涡动:油膜涡动是激起 0.38 x RPM 至 0.48 x RPM 间频率振动的油膜,振动由异常大的裕量和小的径向载荷导致,它对油膜施加一个压力,驱使轴沿轴承运动。
油膜涡动可导致油不对轴润滑。
改变油的粘度和压力,和有关负荷也会影响油膜涡动。
频谱如图:
8. 滚动轴承故障
轴承引起的振动叫做轴承音调,所有滚动轴承产生一定程度的音调,轴承磨损越严重,轴承音调的程度越高。
各故障轴承产生的振动不是准确的 1 x RPM 的谐频,也就是异步振动成分,除了这些成分,轴承故障产生宽带噪声。
9. 齿轮故障
在无缺陷的齿轮箱,相对主导的音调出现在啮合频率,即齿轮的齿数乘以转速(RPM 频率)。
当齿轮箱使用过一段时间齿轮啮合成分降低,因为齿的边缘被稍微磨圆。
然而,继续磨损会使啮合振动水平再次增加。
这个振动水平也受到齿轮轴的对中的影响。
频谱如图:
磨损或松的皮带产生皮带频率及其谐频的振动,在一个具有两个皮带轮的系统中,二倍频通常占主导。
基本皮带通过频率 FBF 按如下公式计算:
FBF = π (D/L) RPM
FBF = 基本皮带通过频率
D = 皮带轮直径
L = 皮带长度 RPM = 皮带轮 D 的转速(Hz)
频谱如图:
基本皮带频率总是小于 1x RPM。
皮带轮偏心产生高的径向 1x 成分振动,特别在与皮带平行的方向 (径向指从传感器到皮带轮中心的方向)。
皮带轮对中不良产生轴向 1xRPM 振动和皮带基本波动频率 FBF 的轴向谐频。
如果皮带的张力不正确,皮带产生固有频率的振动,这个频率在一个大的范围内取值。
11.风机问题
风机通常在叶片上产生不均颗粒附着,特别是风机工作的介质空气或气体具有高颗粒浓度的场合,这些不均附着导致不平衡。
如果叶片变形,裂纹或断裂,叶片通过频率峰值将增加。
如果叶片数量很多,叶片通过频率有时会出现边频带。
叶片通过频率 , bpf = 叶片数乘以转速
频谱如图:
离心泵的一个显著的振动成分发生在叶片通过频率,BPF (叶片数乘以转速)。
如果 BPF 振动值增加,可能是由于泵的内部问题,如对中不良或损坏的叶片, BPF 谐频也可能出现。
下面的FFT 包含高频宽带噪声,表明存在由于低出口压力引起气蚀。
频谱如图:
齿轮泵通常在齿轮啮合频率具有突出的振动成分,即齿数乘以转速。
如果啮合频率振动大水平变化,例如谐频或边带出现,可能是断或齿损坏的信号。