快印店打印拼版教程 QI拼版步骤篇
印刷拼版手册-实用版

2(看情况再定)(看情况再定)3(看情况再定)4(看情况再定)561-1无线胶订/骑马订(无磨脊)—平张机—16P 齐头拼版示意图1-2无线胶订/骑马订(无磨脊)—平张机—(1~3)+(1~3)mm(看情况再定)71-3锁胶订—平张机—16P A、B 套16P(外帖) 齐头拼版示意图1-4锁胶订—平张机—16P A、B 套16P(内帖) 齐头拼版示意图81-5无线胶订/骑马订(无磨脊)—平张机—12P 齐头拼版示意图1-6无线胶订/骑马订(无磨脊)—平张机—4P 齐头拼版示意图(1~3)+(1~3)mm3(看情况再定)91-8无线胶订/骑马订(无磨脊)—平张机—4P 封面 拼版示意图(1~3)+(1~3)mm(看情况再定)(1~3)+(1~3)mm(看情况再定)102-1无线胶订/骑马订(无磨脊)—轮转机—16P 齐头拼版示意图2-2无线胶订/骑马订(无磨脊)—轮转机—二五号轮转机 折标 U形标不同,其它一样578mm/(1~3)+(1~3)mm2-4无线胶订/骑马订(无磨脊)—轮转机—8P双纸路 齐头拼版示意图(546mm)(1~3)+(1~3)mm2-6无线胶订/骑马订(无磨脊)—轮转机—4P二五号轮转机 折标 U形标不同,其它一样578mm/(1~3)+(1~3)mm1-38无线胶订—横16开8P叠帖折页齐头拼版示意图开纸宽度:W=2w+g+x+r 开纸高度:H=4h+2b1+2l+b2成品宽度:w 成品宽度:h叼口位g:11~12mm 拖稍位x:≥5mm出血位b:b1=3mm+3mm b2=2 l 拉规位l:l≥5mm铣背位r:2mm+2mm折页方式:垂直二折1-39无线胶订—横16开8P叠帖折页齐头拼版示意图开纸宽度:W=2w+g+x+r 开纸高度:H=4h+2b1+2l+b2成品宽度:w 成品宽度:h叼口位g:11~12mm 拖稍位x:≥5mm出血位b:b1=3mm+3mm b2=2 l 拉规位l:l≥5mm铣背位r:2mm+2mm折页方式:垂直二折开纸宽度:W=2w +g +x开纸高度:H=4h +3b +2l成品宽度:w 成品高度:h 叼口位g :11~12mm 拖稍位x :≥5mm出血位b :b=3mm+3mm 拉规位l :l =3mm+(2~7mm) 折页方式:风琴折页开纸宽度:W=2w +g +x开纸高度:H=4h +3b +2l成品宽度:w 成品高度:h 叼口位g :11~12mm 拖稍位x :≥5mm出血位b :b=3mm+3mm 拉规位l :l =3mm+(2~7mm) 折页方式:风琴折页开纸宽度:W=2w +g +x +r开纸高度:H=4h +3b +2l成品宽度:w 成品高度:h 叼口位g :11~12mm 拖稍位x :≥5mm出血位b :b=3mm+3mm 拉规位l :l =3mm+(2~7mm) 铣背位r :r=2mm+2mm 折页方式:风琴折页1-43骑马订/锁线订—平张机印刷—横16开风琴折拼版示意图开纸宽度:W=2w +g +x开纸高度:H=4h +3b +2l成品宽度:w 成品高度:h 叼口位g :11~12mm 拖稍位x :≥5mm出血位b :b=3mm+3mm 拉规位l :l =3mm+(2~7mm) 折页方式:风琴折页2-12骑马订/锁线订—平张机印刷—横16开风琴折齐脚拼版示意图(注意方向)1-44骑马订/锁线订—平张机印刷—横16开8P 套8P齐头拼版示意图开纸宽度:W=2w +g +x开纸高度:H=4h +b 2+2b 1+2l成品宽度:w 成品高度:h叼口位g :11~12mm 拖稍位x :≥5mm 出血位b :b 1=3mm+3mm b 2=2l 拉规位l :l =3mm+(2+5mm)折页方式:垂直二折2-13骑马订/锁线订—平张机印刷—横8P 套8P 齐头拼版示意图(注意方向)-45骑马订/锁线订—平张机印刷—横16开8P 套8P齐脚拼版示意图开纸宽度:W=2w +g +x 开纸高度:H=4h +3b +2l成品宽度:w 成品高度:h叼口位g :11~12mm 拖稍位x :≥5mm出血位b :b=3mm+3mm 拉规位l :l =3mm+(2+5mm)折页方式:垂直二折或风琴折2-14骑马订/锁线订—平张机印刷—横8P 套8P 齐脚拼版示意图(注意方向)开纸宽度:W=4w+g+x+b 开纸高度:H=4h+3b+2l成品宽度:w 成品高度:h叼口位g:11~12mm 拖稍位x:x≥5mm出血位b:b=3mm+3mm 拉规位l:l≥5mm折页方式:垂直四折应用的纸张:定量在70g/㎡以下厚度的各类铜版纸和胶版纸张。
印刷拼版实用教程
印刷拼版实用教程一、印刷品拼版专业术语1、出血印刷品印完后,为使成品外观整齐,必须将不整齐的边缘裁切掉。
裁掉的边缘一般需要留有一定的宽度,这个宽度就是“出血位”。
设计师在设计印刷品时,一般要在成品尺寸外留3mm(如有特殊要也可以多留“出血位”),以防止在成品裁切时裁少了露出纸色(白边),裁多了会切掉版面内容。
留出“出血位”,是设计师设计过程中必须要做的工作。
2、叼口印刷机印刷时叨纸的宽度叫做咬口,咬口部分是印不上内容的。
一般咬口尺寸为10mm-12mm。
在拼版过程中,对纸张大小与页面位置计算时,必须要考虑这个尺寸。
设置页面尺寸时加出咬口宽度。
3、切口宽度指成品图文区域到成品的装订边以外的其它各边的距离。
通常至少设置成与出血相同的尺寸。
例:“出血位”是3mm,则切口宽度至少为3mm。
4、订口订口指印刷成品的装订边。
订口宽度指图文区域到成品订边的距离。
一般无线胶订、骑马订时,订口宽度和翻口方向宽度是一样的。
如果装订方式为平订或胶订,由于装订时要占有一定的宽度,订口宽度应比切口宽度宽一点。
这样,成品两边的空白位置就会一致。
5、贴配页成书时,一张纸(不论大小)上的所有面码组成一帖。
(俗称带)6、裁切线裁切线是成品切边时的指示线。
7、图边线图边线指有效印刷面积的指示线。
8、中线中线是印刷品的水平、垂直等分线,中线可用来在正反印刷时作为正面、反面套印对位用,也可用来在第一色印刷时对印版定位以及后面印色的印版定位用。
9、轮廓线一般用作模切线,是包装容器的后加工方式之一。
10、印张一张印有很多页面的纸张叫一个印张,纸张常用4页、8页、12页、16页、32页、48页等规格印刷,即一张纸上有4页、8页、12页、16页、32页、48页等规格印刷,即一张纸上有4P、8P、12P等(P即为英文Page的缩写)。
11 、套准线3毫米为标准,不同的印刷机械和操作人员,可以适当减少。
同时,右左两侧套准位为重点,咬口一侧甚至可省略。
QI拼版教程
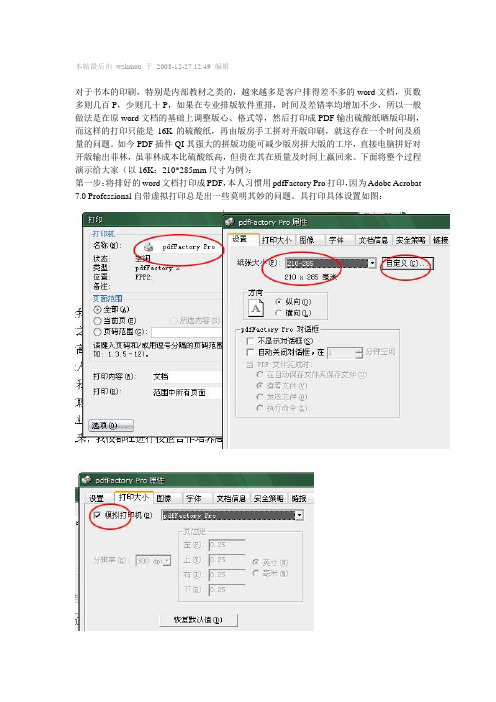
本帖最后由wskmou 于2008-12-27 12:49 编辑对于书本的印刷,特别是内部教材之类的,越来越多是客户排得差不多的word文档,页数多则几百P,少则几十P,如果在专业排版软件重排,时间及差错率均增加不少,所以一般做法是在原word文档的基础上调整版心、格式等,然后打印成PDF输出硫酸纸晒版印刷,而这样的打印只能是16K的硫酸纸,再由版房手工拼对开版印刷,就这存在一个时间及质量的问题。
如今PDF插件QI其强大的拼版功能可减少版房拼大版的工序,直接电脑拼好对开版输出菲林,虽菲林成本比硫酸纸高,但贵在其在质量及时间上赢回来。
下面将整个过程演示给大家(以16K:210*285mm尺寸为例):第一步:将排好的word文档打印成PDF,本人习惯用pdfFactory Pro打印,因为Adobe Acrobat 7.0 Professional自带虚拟打印总是出一些莫明其妙的问题。
具打印具体设置如图:注意要把模拟打印机前面那个勾选中,不然打出的PDF文档尺寸会有不对。
PDF文件的尺寸可以在Adobe Acrobat 7.0 Professional里把鼠标移动左下角,它会自动显示文件尺寸,如果文件尺寸不对,可以用QI的裁切及拓宽功能调整,注意裁切及拓宽时要选择不移动版面内容一项。
第一步将PDF文件尺寸处理好了,接下来就开始拼版。
第二步:打开QI页面排序项,在每贴页数那里输入16(一个对开可拼8P,正反面就是16P),“高级选项”那里勾选胶装方式(如果是骑马钉装钉则选择骑马钉方式)。
”排序规则“里输入:5* 12* 9* 8* 4 13 16 17* 10* 11* 6* 2 15 14 3(骑马钉跟装钉都是一样)。
(还有32K本拼对开正反、对开自反、四开自反就不一一列出,大家可以折好纸样对照输入)设好后,选择“预览”--“列”“横”的数量分别为4、2,选择这个数值是因为一张对开纸597*889mm可以横拼4个,竖拼2个。
说明书拼版手册

说明书拼版手册16开拼版示意图1-1骑马订—平张机印刷—16P齐头拼版示意图开纸宽度:W=4w+2l+b 开纸高度:H=2h+b+g+x成品宽度:w 成品高度:h叼口位g:11~12mm 拖稍位x:5mm<x≤g出血位b:b=3mm+3mm 拉规位l:l=3mm+(5~7mm)折页方式:垂直三折应用的纸张:定量在128g/㎡以下厚度的各类铜版纸、无光铜版纸和胶版纸张。
1-3无线胶订—平张机印刷—16P齐头拼版示意图开纸宽度:W=4w+2l+b+2r 开纸高度:H=2h+b+g+x成品宽度:w 成品高度:h叼口位g:11~12mm 拖稍位x:5mm<x≤g出血位b:b=3mm+3mm 拉规位l:l≥5mm铣背位r:2mm+2mm折页方式:垂直三折应用的纸张:定量在128g/㎡以下厚度的各类铜版纸和胶版纸张。
注意:一本书的首P与末P订口处留5~6mm的白位。
1-5锁线订—平张机印刷—16P套16P(外帖)齐头拼版示意图开纸宽度:W=4w+2l+b 开纸高度:H=2h+b+g+x成品宽度:w 成品高度:h叼口位g:11~12mm 拖稍位x:5mm<x≤g出血位b:b=3mm+3mm 拉规位l:l=3mm+(5~7mm)折页方式:垂直三折 注意:开纸宽W较小时可采用反拉规印刷方式应用的纸张:定量在50~105g/㎡以下厚度的各类铜版纸和胶版纸张。
1-6锁线订—平张机印刷—16P套16P(内帖)齐头拼版示意图开纸宽度:W=4w+2l+b 开纸高度:H=2h+b+g+x成品宽度:w 成品高度:h叼口位g:11~12mm 拖稍位x:5mm<x≤g出血位b:b=3mm+3mm 拉规位l:l=3mm+(5~7mm)折页方式:垂直三折 注意:开纸宽W较小时可采用反拉规印刷方式应用的纸张:定量在50~105g/㎡以下厚度的各类铜版纸和胶版纸张。
1-7骑马订—平张机印刷—8P自翻版齐头拼版示意图开纸宽度:W=4w+2l+b 开纸高度:H=2h+b+g+x成品宽度:w 成品高度:h叼口位g:11~12mm 拖稍位x:≥5mm<x≤g出血位b:b=3mm+3mm 拉规位l:l=3mm+(5~7mm)折页方式:垂直二折应用的纸张:定量在200g/㎡以下厚度的各类铜版纸和胶版纸张。
印前拼版详解

要求:成品尺寸:210*285 是骑马钉装的,所以加出血是426*291
分析:主要探讨如何设计页面大小和出血,以利拼版输出。
补充:
1.新建文件,页面大小设置为什么尺寸.
2.对页的做法,是画2个213*291的矩形还是 2个210*285的2边再画3MM的矩形?
解:
以下是我总结的一套我认为比较科学的步骤。视排版的复杂程度和严格性要求,择取其中部分或全部以利使用,供参考。
最常用的就是单版自翻身和正反版自翻身, 还有就是滚翻身这个用得很少,
单版身翻身就是印刷机一套版印完纸的正面后不换板,直接把印了一面的纸翻面再印反面,就像正面是A反面是B,拼成AB,翻面再印个AB,成品的话A的反面就是B,B的反面就是A,刚好两个成品,
正反版自翻身,就是两套版,印刷机上第一套版印纸的正面,正面印完,换第二套版印纸的反面,一般量大的单子或书集用正反版比较多,
(2)隐藏页面框线:(ctrl_J)工具-选项-文档-页面-勾去页边框。
注:
印刷厂常用纸张的规格:440*297(进一步裁切则为A3=420*297),是大度纸A0=898×1194(光边前)三次对开(2*2*2=8,八开)而成。
外一则:
coreldraw可以自定义拼版方案和一种不同于普通页面的设置方案:标签,如果用得顺手,建立一套模板文件,也可以高效自动拼版。
为利于做出血,利用了出血导线和对齐导线的功能。
制作小册子或标签时,或有部分不需留出血的情况,为利于手工拼版,可以画上那个矩形。
当然软件使用习惯因人而异,只要快速高效,在弄清原理的基础上形成自己的一套,能够尽可能用一套方法避免出错,怎样都行。
使用页面,有它的好处,利于自动拼版,利于页面再制,利于在复制对象时保持原来位置,利于应用翻页键以相同视图查看页面内容;如果手动拼版或利用插件拼版,有些人习惯只做一个大页面,将其中的小页面及出血框、净尺寸框用特别外框色的矩形来做,然后拼凑到大页面上,甚至可以随意一些地摆放。这样的好处还方便多页批量处理,至少省去了翻页和多次选取的麻烦,因为coreldraw不能跨页编辑。
快印店打印拼版教程 QI功能概述篇
可以对拼版小页迚行调整:提取戒删除。提取的页面
文件会很大这一点要注意,删除页面将丌可恢复,删 除前务必备份。在拼版信息中的一些拼版参数将有劣 于检查拼版结果文件的准确不否。
在QI插件中,手劢拼版是最灵活的拼版方 式。它能将一个页面覆盖到另一个页面之上。 在使用该命令之前首先考虑使用的QI自劢拼版 功能部分,如:创建书册、折手拼版等。毕竟 手劢拼版速度较慢。 在手劢拼版中源文件要放置于目标文件之 中,可以选择放置的方位、角度、缩放比例及 其是否添加觃矩线等参数。可以选择源文件及 目标文件的页数,手劢拼版在自由拼版及添加
控制面板是QI提供的一种使用QI全部功能快捷的方式,你也可以使用菜单命令来达到同样的效果。
自动序列
拼版信息
简易拼版
自由 拼版
小页处理部分
添加文字与蒙版
去除文字 与蒙版
动作记忆及回放
可以使用cotrol按 键在Sequences(自 劢序列)、Info(信 息)、Manual(自由 拼版)在这几个选项 之间切换。
你可以通过QI来建立书册,迚行文件的连拼,诸如:名片、小 包装盒等,也可以通过建立折手模板来迚行复杂的折手拼版,当然 它还有比较灵活自由拼版功能,通过这种自由拼版功能可以对折手 拼版后的大版文件迚行拼大版元素的补充。而所有这些功能又都可 通过该插件的自劢批处理命令来实现。自劢批处理命令枀大的提高 了拼版的速度。
用QI拼版后的文件无论是用于印刷机印刷还是数字印刷都是毫 无疑问的,它的拼版功能足以使它能胜任这些工作。尤其是在数字 印刷中,我们知道数字印刷后的产品如何能实现方便快捷的装订, 也是前期印刷拼版时需要考虑的重要环节,适宜的拼版方法可以减 轻装订时繁琐的配页工作量,这一小巧的拼版工具则省去了你工作 中的许多麻烦。
印刷拼版教程
印刷拼版教程一、什么是印刷拼版印刷拼版呢,就像是玩拼图一样,不过这个拼图可是有大讲究的。
它是把好多小的印刷内容组合在一个大的印刷版面上面。
你想啊,要是一个一个小的印刷品单独印,那得多浪费资源啊,而且效率超低。
这印刷拼版就像是把一群小伙伴拉到一个大教室里上课,而不是一个一个小房间上课,既节省空间又能提高效率。
二、印刷拼版的前期准备1. 了解印刷品内容你得知道自己要印啥呀。
是印一堆小卡片,还是印好多页的宣传册的一部分呢?这就好比做饭前得知道自己要做啥菜一样重要。
如果是卡片,那尺寸啊、图案啊都得清楚。
要是宣传册的一页,那文字排版、图片位置都得心里有数。
2. 确定纸张大小和印刷方式纸张大小就像我们住的房子大小一样,决定了能放下多少东西。
印刷方式呢,是胶印还是数码印之类的。
不同的印刷方式对拼版也有影响。
比如说胶印,可能对颜色的处理和排版要求就和数码印不太一样。
三、印刷拼版的具体操作1. 排版规划这就像是给每个小伙伴安排座位。
把要印刷的内容合理地分布在版面上。
比如说,文字多的部分和文字少的部分怎么搭配,图片大的和小的怎么放好看又节省空间。
要是有个大图片占了很大地方,那旁边就可以放些小的文字内容,就像大胖子旁边站几个小瘦子,看起来比较协调。
2. 出血设置出血这个词听起来有点吓人,其实就是为了避免在裁切印刷品的时候露出白边。
一般会把图案或者颜色超出裁切边缘一点点。
就像我们穿衣服,衣服稍微大一点,这样即使有点拉扯也不会露肉。
3. 色彩管理在拼版的时候也要考虑色彩。
如果不同的印刷内容色彩模式不一样,那印出来的效果可能就会乱七八糟。
就像一群人穿衣服,有的穿正装,有的穿休闲装,看起来就不协调。
要把色彩都调整到适合印刷的模式,这样印出来的东西颜色才好看。
四、印刷拼版的常见错误和解决办法1. 内容重叠有时候不小心就会把两个内容叠在一起了,这就像两个人抢一个座位一样。
解决办法就是重新调整排版,看看哪个内容可以挪动一下位置,或者调整大小。
印刷品电脑拼版教程

印刷品电脑拼版教程拼版与合开我们在工作中不会总是做16K、8K 等等正规开数的印刷品,特别是包装盒、小卡片(合格证)等常常是不合开的,这时候就需要我们在拼版的时候注意尽可能把成品放在合适的纸张开度范围内,以节约成本。
1、下面先介绍正规的拼版以大度16K封面为例:(示范软件:CD8)。
根据印刷的需要(比如数量)以及印刷厂设备的限制8K机、4K机、对开机、全张机的不同,我们拼版的时候也要按实际情况进行不同的调整,一般拼8K或4K就足够用了,因为在对开和全开的印刷机上可以用套晒、拼晒,并通过自翻身或正反印来解决。
示范例中出血边均为3mm。
拼8K版(肩并肩),页面尺寸(如图)、出血边(黄色)、净尺寸(兰色)拼4K版(头对头),页面尺寸(如图)、出血边(黄色)、净尺寸(兰色)2、单页形式的印刷品拼版时中间(垂直中线)拼接部分留6毫米出血边,即每个单页四边均留3mm出血(需要切两刀)。
说明:如果你做的印刷品没有出血的图片、底纹,或完全是一色底纹等,可以按1的方法拼版,中间一刀即可。
3、封套的拼版一般制作的时候,我们习惯把封套连同“舌头”拼在一起,这种做法比较费纸(有一块空白没有利用),但图案连续性好。
还有一种方法是封面归封面,“舌头”单独做,这样做省纸,但多一道“糊工”,即在成品时多刮一次胶(或多贴一道双面胶带)。
图中绿色部分为粘贴部分。
4、包装盒拼版一般大包装盒(超过8K的)不用拼版,直接交印刷厂套晒就可以了。
下面简单介绍一下小包装的拼版。
尽量在合开的前提下,把拼版工作做到最紧凑,但包装盒牵涉的后道工艺比较多,轧盒(切出边缘并压折痕线)是最关键的,这时需要注意拼版时最近的两个边线间距不小于3mm,否则在排刀版的时候会很麻烦,以至于影响产品质量。
当你完成拼版后(经客户签样同意),最好能出一份原大的刀版胶片,以方便印刷厂排刀。
5、名片类卡片可能搞打字复印做名片的盟友有这样的经验,一张名片纸上做8张名片,然后用切卡机切出来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QI拼版最为典型的拼版步骤只有两步:页面排序然后拼版。即先Shuff le Pages For Imposing(建立折手模板),再n-Up Pages(折手拼版)。
然而实际情况可能要复杂许多。你可能首先考虑如何生成PDF文件, 你可能需要对PDF文件进行适当处理如缩放、旋转、合并等,你可能需要 设置不同的出血设置;你可能需要考虑骑马订拼版时的页面爬移设置;可 能需要设置不同模板参数;或给拼版的结果文件添加必要的大版标记;或 进行大版文件的小页修改处理;还可能需要建立自动序列命令来提高拼版 效率等等。诸如这些,都是在使用QI拼版时要考虑的内容。在前期考虑的 越充分时,后期拼版的效率会越高。
“一般”
使用Adobe 系列软件生成Adobe PDF文件的一般参数设置如下:
“图像”
一般来说,图像的分 辨率不应低于300dpl
使用Adobe 系列软件生成Adobe PDF文件的一般参数设置如下:
“字体”
要注意文中是 否有不能下载的字体, 可通过字体来源确定。 一般有“钥匙”标记 的字体不可下载。
(一)使用Adobe PDF虚拟打印机生成PDF文件; 以word2010为例使用虚拟打印生成PDF文件,也可另存为PDF格式。
(二)使用Acrobat distiller生成PDF文件,
把 生 成 的 PS 文 件 直 接 拖 放至Acrobat distiller软件界 面就可生成PDF文件。一般方 正 排 版 软 件 生 成 的 ps 文 件 不 能用来生成PDF文件,但可通 过打印到其他虚拟打印机来生 成PDF文件,但其PDF的质量 达不到印刷质量要求(主要是 色彩方面) 。不过用来打印 机输出时,质量还是有保证的。
既然是对PDF文件进行拼版,因此,拼版之前要掌握生成一定质量要 求的PDF文件的方法,一般生成PDF文件的方法有如下几种:
(一)使用Adobe PDF虚拟打印机生成PDF文件; (二)使用Acrobat distiller生成PDF文件,一般Acrobat distiller的 缺省设置生成的PDF文件质量较低,因此要根据要求选择合适的参数设置 以达到需要的质量要求。(安装Acrobat后会自动安装Acrobat distiller) (三)使用排版软件生成PDF文件,如Indesign、Illustrator 、Corel draw、Photoshop等软件。使用Photoshop生成PDF文件时,可以保留文 件中的矢量信息,这一点很重要,它可确保PDF的文字质量很高,同时还 可设置透明度等参数。 (四)使用其他虚拟打印机生成PDF文件,如pdffactory、realpdf等 等。通过打印到虚拟打印机生成PDF文件。
(三)使用排版软件生成PDF文件;
使用Photoshop CS来直接 存储为PDF格式的文件。其选项 设置如右图所示。当要使文字质 量达到矢量效果时,其一要保证 文字处于可选状态,其二在存储 PDF时,选择“嵌入字体”一项。 其他选项可根据要求选择。
使用Adobe 系列软件生成Adobe PDF文件的一般参数设置如下:
拼版”,“创建书册”,“步骤与重 复”,“手动拼版”等功能中均会用 到设置的出血。只有正确设置了出血 值,才能保证拼版结果的准确性。当 然出血的设置还可以通过诸如Indesi gn、Quarkpress等排版软件在导出P DF时定义。
在QI拼版时,其拼版小页距离确定均是基于裁切框即出血的里边线来 计算的,当裁切框与出血框相同时,页面的出血值为零值,也即没有出血。
下列图示表明QI拼版的特性为:拼版时, 自动计算出血区域是靠近或者接触,出血区 域并没有切除而是交搭重叠了。
定义小页纵、横间距均为0毫米。
一 字 折 线 表 明 间 距 为 0 毫 米
有四种定义出血的方式:
1.四边出血值固定唯一; 2.除装订边外,其余边出血值固定唯一; 3.单独设定各边出血; 4.设置出血为裁剪框之外,媒体框之内;
做为Acrobat的插件,QI是用来对PDF文件进行拼版操 作的工具。QI+3是 Quite imposing plus 3.0的简称。 最新QI+3 的版本为3.0f
一般使用Acrobat Professional 7.0以上版本就能满足一般的拼版要 求。
因为QI是做为Acrobat的插件来使 用的, Acrobat 是Adobe公司的编辑PD F文件的专业软件。想要发挥QI的最大 功能,首先要对Acrobat软件有一个比 较深入的了解,比如:文件合并功能, 拼版尺寸限制、对PDF文件的预飞检查 功能等等,同时对拼版用的PDF其质量 是否满足拼版打印要求要有充足的把握。 其中裁剪页面选项中的几个PDF文档框 的定义要非常熟悉。
当然也可以使用QI的插入页面来进行页面的增加。
还可使用QI的“页面工具”命令来进行页 面的复制、移动、删除、旋转等操作。
定义PDF出血就是为了防止裁切后纸边留有白边影响美观,因而需要图片 内容超出裁切线几毫米(一般为3毫米)以确保裁切后不留白边。
定义出血在拼版前非常重要。 1.在QI的拼版中,其中的“折手
使用Adobe 系列软件生成Adobe PDF。
使用Adobe 系列软件生成Adobe PDF文件的一般参数设置如下:
“高级”
一般使用缺省设置。
一般经过从A到E的过程后PDF 文件生成,当生成的PDF文件很大 时,可能是图片的分辨太大造成, 也可能是生成PDF时选择了不必要 的PDF编辑选项,此时需新生成PDF 文件。当没有源文件时,可在Acro bat中进行适当的PDF优化处理以减 小文件大小。
PDF生成后,还需要对该文件 按装订顺序进行排序页面(PDF合 并),保证其内文的完整性,从而 有利于后期一次性完成拼版。
在Acrobat中“工具”菜单选择“印刷制作”项目中的“PDF优化器”
通过使用Acrobat中的 “插入页面”或“替换页 面”命令来进行页面调整; 或者使用左边的缩略页面 直接进行页面拖拽;