水泥净浆搅拌机 JC/729-2005
仪器设备量值溯源流程和结果确认
产业科技创新 Industrial Technology Innovation42Vol.2 No.33仪器设备量值溯源流程和结果确认孙国华(华设设计集团股份有限公司宁夏分公司,宁夏 银川 750000)摘要:文章主要针对仪器设备的量值溯源流程和结果确认的工作要点进行说明,首先了解仪器设备的量值溯源流程,然后对仪器设备量值溯源结果确认的内容进行介绍,为检验检测工作的质量提供保证。
关键词:检验检测机构;量值溯源流程;溯源结果确认中图分类号:X85 文献标识码:A 文章编号:2096-6164(2020)33-0042-03检验检测数据的准确性和可靠性对判断试验结果合格与否至关重要,不仅影响委托方的利益,同时也影响检验检测机构自身的荣誉和形象。
检验检测机构的仪器设备在投入使用前,必须按照仪器设备的量值溯源流程进行控制,并准确地完成量值溯源结果的确认,才能及时发现溯源机构出具的证书内容是否具备检验检测参数的技术要求,从而确保出具的检测报告科学、公正、准确。
1 量值溯源流程1.1 量值溯源计划的编制仪器设备管理员应根据检验检测机构使用的仪器设备和标准物质的特点,编写检验检测机构的《仪器设备周期溯源计划表》,对检验检测机构需要进行量值溯源的设备列出来,对仪器设备进行溯源的机构应选择检验检测机构合格名录中的溯源机构。
1.2 量值溯源计划的实施①对需要进行溯源的仪器设备,仪器设备管理员应和有关的溯源单位提前沟通确定仪器设备送检时间,并和检验检测机构使用部门及时沟通仪器设备溯源的时间安排。
②仪器设备溯源单位到检验检测机构进行仪器设备溯源活动的控制流程:对仪器设备进行仪器设备溯源活动应提前1 d通知检验检测机构的仪器设备使用部门,以做好准备迎接仪器设备的溯源工作,综合办公室应做好接待仪器设备溯源机构的人员。
仪器设备管理员应根据检验检测机构的《保护客户机密和所有权程序》对仪器设备溯源机构的人员沟通和协调好进入检验检测区域,在仪器设备溯源期间,仪器设备管理员应告知注意要点和安全方面的事宜。
水泥净浆搅拌机间隙过大的调修

增加定 位平面 。
图 1 水 泥 净 浆搅 拌 机 结 构 图
2 间 隙过 大的 一般原 因
按照规定 , 水泥净浆搅拌机的搅拌叶与锅底 、 锅壁间 隙是一 个重 要指 标 , 间隙偏 小必 然刮壁发 生刺 耳 的声 音 ,
故 障分 析 : 先 检查 外 部 环 境 , 是 否有 杂 物 , 限位是 否
故障处理: 更换称重仪表 , 故障排除。 电子汽 车衡产 生故 障相 同 , 故 障产 生原 因不 同 , 地 线 断路、 电源变化、 天气变化、 外部磁场 的干扰等都能使 电 子汽车衡产生故障。在维修 电子汽车衡排除故 障时, 要 分析故障产生的原因 , 根据故障现象仔细判断 , 是仪表本 身, 还是秤 台或限位传感器或接线盒的故障。
参 考 文 献
过小。一切都 良好后 , 拨下仪表背后信号线插头 、 接上模 拟器 , 仪表工作正 常。故障在秤 体方面 , 检查信号接线 盒, 接线盒 内密封差有水气、 接线板受潮 , 导致输 出信号 时 大时小 而 引起 的。
故 障处理 : 用 电吹 风吹干 接线 板 , 更换 干燥 剂 正 。
邓 玉 湖
( 福建省龙岩市计量所 , 福建 龙岩 3 6 4 0 0 0)
摘 要: 水泥净浆搅拌机是制水泥标准稠度净浆的专用设备 , 本文先对其工作原理进行简单介绍 , 并分析其 间隙过大故 障产生的原 因, 最后提 出如何
进行 调修 。 关键词 : 水泥净浆搅拌机间隙原 因调修
l 工 作 原 理
同时减小搅拌叶片 、 搅拌锅 的使用寿命 ; 间隙过大 , 做出
来 的水泥 稠度 、 凝 结时 间、 安定 性等实 验数据 不准确 。 搅拌 叶与锅底 、 锅 壁 间 隙检 测 : 先切 断 电源 , 打 开 电
试验室仪器设备检定校准证书和测试报告确认表(公司范本)
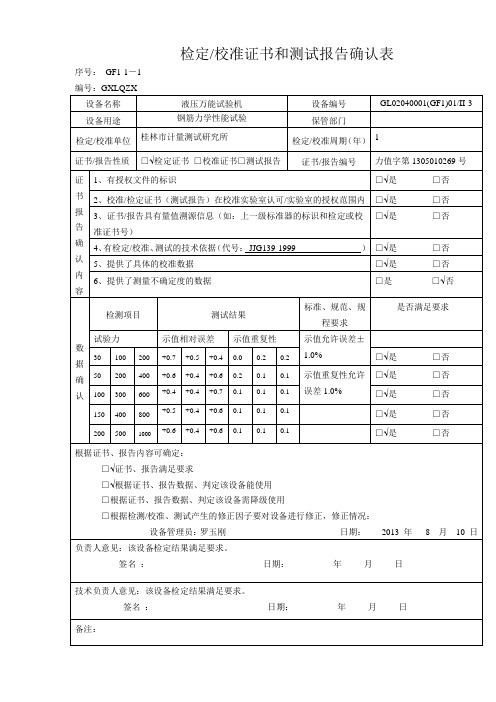
检定/校准证书和测试报告确认表
序号:GF1-1-1
编号:GXLQZX
设备名称
液压万能试验机
设备编号
GL02040001(GF1)01/II-3
设备用途
钢筋力学性能试验
保管部门
检定/校准单位
桂林市计量测试研究所
检定/校准周期(年)
1
证书/报告性质
□√检定证书□校准证书□测试报告
证书/报告编号
力值字第1305010269号
0.0
√是 □否
根据证书、报告内容可确定:
□√证书、报告满足要求
□√根据证书、报告数据、判定该设备能使用
□根据证书、报告数据、判定该设备需降级使用
□根据检测/校准、测试产生的修正因子要对设备进行修正,修正情况:
设备管理员:罗玉刚日期:2013年8月10日
负责人意见:该设备检定结果满足要求。
签名:日期:年月日
800
+0.2
0.1
√是 □否
1000
+0.3
0.1
√是 □否
1200
+0.4
0.1
√是 □否
1600
+0.4
0.1
√是 □否
2000
+0.4
0.1
√是 □否
根据证书、报告内容可确定:
□√证书、报告满足要求
□√根据证书、报告数据、判定该设备能使用
□根据证书、报告数据、判定该设备需降级使用
□根据检测/校准、测试产生的修正因子要对设备进行修正,修正情况:
□√是 □否
6、提供了测量不确定度的数据
□是□√否
数据确认
检测项目
JJG(浙) 114-2011水泥净浆搅拌机检定规程

浙江省地方计量检定规程JJG(浙)114—2011水泥净浆搅拌机Mixer for Cement Paste2011-04-08发布2011-09-01实施浙江省质量技术监督局发布水泥净浆搅拌机JJG(浙)114—2011检定规程Verification Regulation of Mixer for cement paste —————————————————————————————本规程经浙江省质量技术监督局2011年04月08日批准,并自2011年09月01日起施行。
归口单位:浙江省质量技术监督局主要起草单位:金华市质量技术监督检测院参加起草单位:金华市化工建材产品质量监督检测中心浙江省交通厅工程质量监督局本规程委托金华市质量技术监督检测院负责解释本规程主要起草人:王学武(金华市质量技术监督检测院)沈晓民(金华市质量技术监督检测院)施笑琴(金华市质量技术监督检测院)参加起草人:赵德(金华市质量技术监督检测院)胡成群(金华市化工建材产品质量监督检测中心)吕聪儒(浙江省交通厅工程质量监督局)楼云(浙江省交通厅工程质量监督局)目录1范围 (1)2引用文献 (1)3概述 (1)4计量性能要求 (1)5通用技术要求 (2)6计量器具控制 (3)6.1检定条件 (3)6.2检定用仪器技术要求 (3)6.3检定项目 (3)6.4检定方法 (3)6.5检定结果的处理 (5)6.6检定周期 (5)附录A测量间隙专用工具 (6)附录B水泥净浆搅拌机检定原始记录格式 (7)附录C水泥净浆搅拌机检定记录 (8)附录D水泥净浆搅拌机检定证书内页格式 (9)附录E水泥净浆搅拌机检定结果通知书内页格式 (10)水泥净浆搅拌机检定规程1范围本规程适用于水泥净浆搅拌机(以下简称净浆搅拌机)的首次检定、后续检定和使用中检验。
2引用文献本规程引用下列文献:JJF1001—1998通用计量术语及定义JJF1002—1998国家计量检定规程编写规则GB/T1346—2001水泥标准稠度用水量、凝结时间、安定性检验方法JC/T729—2005水泥净浆搅拌机使用本规程时,应注意使用上述引用文献的现行有效版本。
工程试验仪器自校规程 (1)
第一部分水泥类一、水泥净浆搅拌机自校方法1 范围1.1本方法适用于新购、使用中的以及检修后的水泥净浆搅拌机的校验。
1.2水泥净浆搅拌机系用于按《水泥标准稠度用水量、凝结时间、安定性校验方法》GB/T1346-2001标准规定水泥和水混合后搅拌成均匀的试验用净浆、供测定水泥标准稠度、凝结时间及制作安定性试件的专用设备,它的制造应符合《水泥净浆搅拌机》JC/T729-2005的标准要求。
2 技术要求2.1应有铭牌,其中包括名称、制造厂名、型号及出厂编号与合格证。
2.2净浆搅拌机的工作程序:低速搅拌(120±3)s,停15s,高速搅拌(120±3)s。
2.3搅拌机运转时声音正常,锅和叶片不得有明显的晃动现象。
2.4搅拌叶片与搅拌锅之间工作间隙:(2±1)mm。
3 自校项目3.1检查外观。
3.2自动控制程序。
3.3叶片与搅拌锅的工作间隙。
4 环境条件及自校用标准器具4.1环境条件温度20±10℃,环境相对湿度不大于85%,自校现场周围应清洁,无影响工作的振动和腐蚀性气体存在。
4.2自校用标准器具4.2.1秒表:分度值0.1s。
4.2.2塞尺:1.0mm—2.5mm。
5.自校方法5.1开动搅拌机听声音是否正常,看锅和叶片运转是否平稳,目测铭牌是否完整。
5.2自动控制程序:用秒表测量各阶段所需时间,重复两遍。
5.3叶片与搅拌锅的工作间隙测量:人工转动叶片,用塞尺检测间隙,检测点至少为不重复的6点。
6 自校结果处理6.1被自校的搅拌机各项指标均应达到本方法的技术要求,如达不到技术要求,应及时调整或更换。
6.2自校周期为12个月。
二、雷氏膨胀测定仪自校方法1 范围1.1本方法适用于新购、使用中的以及检修后的雷氏膨胀测定仪的校验。
1.2雷氏膨胀测定仪系用于按《水泥标准稠度用水量、凝结时间、安定性校验方法》GB/T1346-2001校验水泥安定性测试膨胀值的专用仪器。
2 技术要求2.1模子座半径20±2mm。
自密实混凝土技术要求(DOC)

成绵乐铁路客运专线眉山至乐山(峨眉山)段CRTSⅢ型板式无砟轨道自密实混凝土暂行技术要求二○一二年二月前言为统一成绵乐铁路客运专线眉山至乐山(峨眉山)段CRTSⅢ型板式无砟轨道自密实混凝土质量标准,指导自密实混凝土设计、生产、施工和质量检验等控制技术要点,确保自密实混凝土工程质量,制订本暂行技术要求。
本技术要求主要依据高速铁路岔区板式无砟轨道系统技术深化研究——岔区板式无砟轨道自密实混凝土材料试验研究的最新成果、《铁路混凝土结构耐久性设计规范》以及国内外相关标准和规范编制而成。
本技术要求由负责解释。
目录1适用范围 (1)2规范性引用文件 (1)3术语 (2)4原材料 (3)4.1 水泥 (3)4.2 矿物掺和料 (3)4.3 细骨料 (4)4.4 粗骨料 (5)4.5 减水剂 (6)4.6 引气剂 (6)4.7 粘度改性材料 (7)4.8 膨胀剂 (8)4.9 拌合水 (8)5性能要求 (9)5.1 一般规定 (9)5.2 性能要求 (9)6配合比 (10)6.1 一般规定 (10)6.2 配合比要求 (10)7施工 (11)7.1 一般规定 (11)7.2 搅拌 (11)7.3 运输 (11)7.4 模板安装 (12)7.5 灌注 (12)7.6 拆模与养护 (12)8质量检验 (14)8.1 一般规定 (14)8.2 施工前检验 (14)8.3 施工过程检验 (15)附录A 水泥净浆粘度比试验方法 (16)附录B 基准混凝土要求 (18)附录C 坍落扩展度、扩展时间T50试验方法 (19)附录D BJ试验方法 (21)附录E H2/Hl试验方法 (23)附录F 竖向膨胀率试验方法 (25)1 适用范围1.0.1本技术要求规定了 CRTSⅢ型板式无砟轨道自密实混凝土的原材料、性能、配合比、施工与质量检验等。
1.0.2本技术要求适用于成绵乐铁路客运专线眉山至乐山(峨眉山)段CRTSⅢ型板式无砟轨道充填层用自密实混凝土。
水泥标准稠度用水量
水泥标准稠度用水量( T 0505 - 2005 )一、目的、适用范围与引用标准本方法规定了水泥标准稠度用水量、凝结时间和体积安定性的测试方法。
本方法适用于硅酸盐水泥、普通硅酸盐水泥、矿渣硅酸盐水泥、粉煤灰硅酸盐水泥、火山灰硅酸盐水泥、复合硅酸盐水泥、道路硅酸盐水泥及指定采用本方法的其它品种水泥。
二、仪器设备1、水泥净浆搅拌机:符合JC/T 729的要求。
2、标准法维卡仪:标准稠度测定用试秆有效长度50㎜±1㎜的圆柱形耐用腐蚀金属制成。
测定凝结时间时取下试杆,用试杆代替试杆。
试杆由钢制成,其有效长度初凝针为50㎜±1㎜、终凝针为30㎜±1㎜、直径为 1.13±0.05㎜的圆柱体。
滑动部分的总质量为300±0.05g。
与试杆、试针联结的滑动杆表面应光滑,能靠重力自由下落,不得有羞涩和旷动现象。
盛装水泥净浆的试模应由耐腐蚀的、有足够硬度的金属制成。
试模深40㎜±0.2㎜、顶内径65±0.5㎜、底内径75±0.5㎜的截面圆锥体,每只试模应配备一个大于试模、厚度大于等于2.5㎜的平板玻璃底版。
3、沸煮箱:有效容积约为410㎜×240㎜×310㎜,箅板结构应不影响试验结果。
4、雷氏夹膨胀仪:由铜制材料制成。
5、量水器:分度值为0.1mL,精度1%。
6、天平:量程1000g,感量1g。
7、湿气养护箱:应能使温度控制在20℃±1℃,相对湿度大于90%。
8、雷氏夹膨胀值测定仪:标尺最小刻度0.5㎜。
9、秒表:分度值1s。
三、试样及用水1、水泥试样应充分拌匀,通过0.9 ㎜方孔筛并记录筛余物情况,但要防止过筛时混进其它水泥。
2、试验用水必须是洁净的淡水,如有争议时可用蒸馏水。
四、实验室温度、相对湿度1、实验室的温度为20℃±2℃,相对湿度大于50%。
2、水泥试样、拌和水、仪器和用具的湿度应与实验室内室温保持一致。
水泥净浆搅拌机校验规程

水泥净浆搅拌机校验规程1、适用方法本方法适用于水泥净浆搅拌机的校准,本方法参照《水泥净浆搅拌机检定规程》【JJG(建材)104-1994】及《水泥净浆搅拌机》【JC/T729——2005】编制。
2技术要求2.1仪器应带有铭牌(包括仪器名称、型号规格、出厂编号、出厂日期、制造厂等)、合格证、使用说明书。
2.2搅拌机外表面不得有粗糙不平、凸起、凹陷,搅拌机非加工表面均应进行防锈处理,外表面油漆应平整、光滑、均匀和色调一致,搅拌机的零件加工面不得有碰伤、划痕和锈斑,在机头醒目位置标有搅拌叶片公转方向的标志,搅拌叶片按顺时针方向自转、逆时针方向公转,运转时声音正常,搅拌锅和搅拌叶片没有明显的晃动现象,搅拌锅应由不锈钢或带有耐锈电镀层的铁质材料制成,搅拌叶片由铸钢或不锈钢制造。
2.3搅拌锅:内径(160±1)mm,深度(139±2)mm.2.4搅拌叶片:总长度(165±1)mm,有效长度(110±2)mm,总宽度(111.0±1)mm,外沿直径(5.0-6.5)mm.2.5搅拌叶片与搅拌锅的工作间隙(2±1)mm.2.6拌和一次的自动控制程序:低速(120±3)s,停(15±1)s,高速(120±3)s。
2.7搅拌叶片低速自转、公转与高速自转、公转的转速应符合下列规定:低速:自转转速为(140±5)r/min,公转转速为(125±5)r/min;高速:自转转速为(285±10)r/min,公转转速为(125±10)r/min.3、校准项目3.1外观检查。
3.2搅拌锅内径、深度。
3.3搅拌叶片长度、宽度、搅拌叶片外沿直径。
3.4叶片与搅拌锅的工作间隙。
3.5程序控制。
3.6转速。
4、校准环境及校准器具4.1校准环境:校准工作应在室内进行,环境温度为(20±2)℃,相对湿度不大于85%,校准现场应洁净,周围无影响校准结果的振动、污染、腐蚀性气体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本标准自实施日起代替JC/T729-89(1996)
1 范围
本标准规定了水泥净浆搅拌机(以下简称搅拌机)的技术要求、检验方法、检验规则、标志及包装等内容。
本标准适用于按GB/T1346-2001水泥标准稠度用水量、凝结时间、安定性检验方法及其他试验方法所用的制备水泥净浆的搅拌机。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T1346-2001 水泥标准稠度用水量、凝结时间、安定性检验方法(GB/T1346-2001,eqv ISO9597:1989)
3 结构和类型
水泥净浆搅拌机主要由搅拌锅、搅拌叶片、传动机构和控制系统组成。
搅拌叶片在搅拌锅内做旋转方向相反的公转和自转,并可在竖直方向调节。
搅拌锅可以升降,传动结构保证搅拌叶片按规定的方向和速度运转,控制系统具有按程序自动控制与手动控制两种功能。
4 技术要求
4.1 搅拌叶片高速与低速时的自转和公转速度应符合表1的要求:
4.2 搅拌机拌和一次的自动控制程序:慢速120s±3s,停拌15s±1s,快速120s±3s。
4.3 搅拌锅
4.3.1 搅拌锅由不锈钢或带有耐蚀电镀层的铁质材料制成,形状和基本尺寸如图1所示。
4.3.2 搅拌锅深度:139mm±2mm。
4.3.3 搅拌锅内径:160mm±1mm。
4.3.4 搅拌锅壁厚:≥0.8mm。
4.4 搅拌叶片
4.4.1 搅拌叶片由铸钢或不锈钢制造,形状和基本尺寸如图1所示。
4.4.2 搅拌叶片轴外径为Φ20.0mm±0.5mm ;与搅拌叶片传动轴联接螺纹为M16×1~7H-L定位孔直径为mm,深度≥32mm。
4.4.3 搅拌叶片总长:165mm±1mm;搅拌有效长度:110mm±2mm;搅拌叶片总宽:mm;搅拌叶片翅外沿直径:mm。
4.5 搅拌叶片与锅底、锅壁的工作间隙:2mm±1mm。
4.6 在机头醒目位置标有搅拌叶片公转方向的标志。
搅拌叶片自转方向为顺时针,公转方向为逆时针。
单位:mm
图1 搅拌锅和搅拌叶片的形状和基本尺寸
4.7 搅拌机运转时声音正常,搅拌锅和搅拌叶片没有明显的晃动现象。
4.8 搅拌机的电气部分绝缘良好,整机绝缘电阻≥2MΩ。
4.9 搅拌机外表面不得有粗糙不平及图中未规定的凸起、凹陷。
4.10 搅拌机非加工表面均应进行防锈处理,外表面油漆应平整、光滑、均匀和色调一致。
4.11 搅拌机的零件加工面不得有碰伤、划痕和锈斑。
5 检验方法
5.1 检验条件
5.1.1 检验室内应保持清洁、无腐蚀性气体。
5.1.2 电源电压的波动范围:±10%。
5.2 检验用仪器设备
a. 转速测量仪精度不低于1r/min;
b. 秒表精度不低于0.1s;
c. 深度尺分度值不大于0.02mm;
d. 游标卡尺分度值不大于0.02mm;
e. ф1mm和ф3mm钢丝;
f. 内径千分尺分度值不大于0.02mm;
g. 测厚卡规分度值不大于0.02mm;
h. M16×1螺纹规;
i. 额定直流电压500V,准确度不低于2.5级的兆欧表;
j.其他辅助性工具器具。
5.3 对4.1搅拌叶片转速的检测
搅拌叶片转速可在负载也可在空载情况下检测,有争议时以负载为准。
检测时,在搅拌叶片公转轴上贴一块黑色胶布,再在黑色胶布上贴反光片,用反射式表直接检测搅拌叶片公转速度n1, n1′,然后按(1)、(2)式计算出搅拌叶片的自转快、慢转速。
n2=i×n1 ......(1) n2′=i×n1′......(2)
................(3)
式中:n1, n1′—搅拌叶片公转的快、慢转速,单位为r/min;
n2, n2′—搅拌叶片自转的快、慢转速,单位为r/min;
i—搅拌机行星机构的减速比;
z1—行星机构齿圈齿数,单位为个;
z2—行星机构齿轮齿数,单位为个。
5.4 对4.2控制程序的检测:用秒表检测。
5.5 对4.3 搅拌锅的检查和检测:
5.5.1 对4.3.1材质和防绣处理的检查:目测检查。
5.5.2 对4.3.2锅深度的检测:用深度尺检测锅底圆弧最低点至锅口平面的距离。
5.5.3 对4.3.3锅内径的检测:用内径千分尺在圆柱段任意二个相互垂直的位置检测,并取两者的平均值作为最终结果。
5.5.4 对4.3.4锅壁厚的检测:用测厚卡规在锅的上部和下部各测对称的两点。
5.6 对4.4搅拌叶片的检查和检测
5.6.1 对4.4.1材质的检查:目测检查。
5.6.2 对4.4.2、4.4.3搅拌叶片轴外径、定位孔直径、深度、搅拌叶片总长、搅拌有效长度、搅拌叶片总宽、搅拌叶片翅外沿直径的检测:用游标卡尺检测。
5.6.3 对4.4.2联接螺纹的检查:用螺纹规检查。
5.7 对4.5搅拌叶片与锅壁间隙的检测:先切断电源,打开电机后端盖,用手转动电机风叶带动搅拌叶片,使搅拌叶片平面处于与锅壁垂直的状态,在相互对称的6个位置用直径 F 1.0mm和F 3.0mm钢丝检测叶片与锅底、锅壁的间隙。
5.8 对4.6、4.7运行状态的检查:目测检查。
5.9 对4.8绝缘电阻的检测:用兆欧表检测。
5.10 对4.9、4.10、4.11外观和零件的检查:目测检查。
6 检验规则
6.1 出厂检验
出厂检验为第4章除4.1自转速度外的全部内容。
出厂检验的主要项目的实测数据应记入随机文件中。
6.2 型式检验
型式检验为第4章的全部内容。
有下列情况之一时,应进行型式检验:
a. 新产品试制或老产品转厂生产的试制定型检定;
b. 产品正式生产后,其结构设计、材料、工艺以及关键的配套元器件有较大改变可能影响产品性能时;
c. 正常生产时,定期或积累一定产量后,应周期性进行一次检验;
d. 产品长期停产后,恢复生产时;
e. 国家质量监督机构提出进行型式检验要求时。
6.3 判定规则
6.3.1出厂检验
每台搅拌机均符合出厂检验要求时判为出厂检验合格。
其中任何一项不符合要求时,判为出厂检验不合格。
6.3.2 型式检验
当批量不大于50台时,抽样2台,若检验后有1台不合格,则判定该批产品为不合格批;当批量大于50台时,抽样5台,若检验后出现2台或2台以上的不合格品,则判定该批产品为不合格批。
7 标志及包装
7.1 标志
搅拌机应具有铭牌,其内容包括:
a.名称;
b.型号;
c.生产日期;
d.生产编号;
e.制造厂家。
7.2包装
7.2.1装箱前除表面喷漆部分外均须采取防锈措施。
7.2.2 装箱时用螺栓固定在箱底上,机器上方及四周应加以支撑,使其在运输途中不致发生任何方向的移动。
包装箱应满足相应运输方式的要求。
7.3 随包装箱附有产品合格证、检验报告、使用说明书、装箱单、备用件和检测专用工具等。
7.4 包装箱上要清楚标明:
(a) 仪器全称与型号、上下标志、制造厂名及生产编号;
(b) 收货单位及地址;
(c) “请勿倒置”、“小心轻放”、“防潮”等字样;。