门窗制作工艺下料清单
铝合金门窗设计——制作与下料计算

铝合金门窗设计——制作与下料计算今天我们来讲解铝合金门窗设计——制作计算与下料。
根据上节绘制节点图及结合型材汇总图,我们可以在CAD软件里测量到型材的真实尺寸(1:1比例),打开这些图纸便于我们实时使用。
一、首先描述铝合金门窗制作步骤和方法在接到生产任务单之后,工厂一般按如下工序进行生产。
1.下料,是铝合金门窗制作的第一道工序,也是关键的工序。
下料是材料在加工厂工人使用设备切割,材料长度是根据设计要求并参考门窗施工洞口来确定优化得出,要求切割准确;否则,门窗的方正难以保证,下料尺寸误差值应控制在2mm范围内。
一般推拉门窗下料采用直角切割;平开门窗扇下料采用45°角切割;其它类型应根据拼装方式来选用切割方式。
2.钻孔。
铝合金门窗的框扇组装一般采用螺丝连接,因此不论是横竖杆件的组装,还是配件的固定,均需要在相应的位置钻孔。
型材钻孔,可以用小型台钻或手枪式电钻,前者由于有工作台,所以能有效保证钻孔位置的精确度;而后者是因为操作方便。
钻孔前应根据组装要求在型材上弹线定位,要求钻孔位置准确,孔径合适,不可在型材表面反复更改钻孔,因为孔一旦形成,则难以修复。
3.拼装。
将型材根据施工大样图要求通过连接件用螺丝连接组装。
铝合金门窗的组装方式有45°角对接、直角对接和垂直对接三种。
横竖杆的连接,一般采用专用的连接件或铝角,再用螺钉、螺栓或铝拉钉固定。
4.铝合金门窗的组装质量,应符合下列规定:①门窗装饰表面不应有明显的损伤。
每樘门窗局部擦伤、划伤,不应超过表1的规定。
②门窗上相邻构件着色表面不应有明显的色差。
③门窗表面应无铝屑、毛刺、油斑或其它污迹存在。
装配连接处不应有外溢的胶粘剂。
④门窗框尺寸偏差,应符合表2的规定。
⑤门窗框、扇相邻构件装配间隙及同一平面高低差,应符合规范。
二、铝合金门窗下制作单步骤和方法同样先了解基本定义:洞口尺寸: 是按照建筑施工平面图给门窗预留的尺寸。
制作尺寸:窗户制作的实际尺寸。
门窗制作工艺
门窗制作工艺文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)门窗制作工艺产品制作加工:制作流程:算料→下料→划线→冲、铣、钻加工→装配→检验合格→入库出厂开启扇组装(用角片):1、按断热窗型材下料细目表备齐扇料(备齐扇料的同进型材表面是否有划伤):上横扇、下横扇和左右立边扇。
(检查其中一支立边是否符合图纸有执手孔)。
2、按附件细目表备齐附件:其中包括:角码、角片、型材扇角角片、中性密封胶。
3、备齐组装用工具。
(橡胶捶、卷尺、胶枪、清扫铝屑用的毛刷)4、检查所备扇型材料及连接扇附件,不合格者立即更换。
5、在专用工作台上组装。
具体步骤如下:、先将角片贴型材面处均匀抹密封胶,然后插入对应的接口处。
、扇型材45度角切口处面要均匀抹密封胶,然后把角码及角片同时分别插入扇立边对应的45度角对接处,4个角组在一起。
、将组在一起的窗扇需要用铆角机挤角时,组件平稳定位在铆角机上,后端由操作者用双手托扶(如扇尺寸太大需两个操作),启动铆角机前要检查对角缝,如有缝隙不合格的要用橡胶锤校正后、对准角码分别进行挤角加工,合格品待进行下道工序,经过调整还不合格,作为废品处理。
装入胶条:必须长度按尺寸先下料,让胶条有一定伸缩量,安装时不可拉伸胶条,四周装入后,再用3M胶水粘接。
窗框组装(边框组装工艺):1、分别按窗加工细目表备齐已加工合格的框料。
2、按附件细目表备齐附件其中包括:插角、双头螺柱、螺母、抽芯铆钉、六角自钻钉、活动角码、薄角片和厚角片、中性密封胶。
3、备齐组装用工具:内六角手搬、橡胶捶、卷尺、胶枪、手电钻、抽芯铆钉枪进口夹头、梅花搬手、清扫铝屑用的毛刷。
4、按细目表的加工图号检查所备框料及附件,不合格者立即更换。
横框和中挺两端经过铣加工、冲Φ8孔再安装加强筋,其余按加工工艺执行;5、在工作台上组装,检查是否符合以下要求:、先安装中挺两侧插角;、再将横竖框安装薄角片及活动角码,将角片接角型材面均匀涂沫密封胶后和活动角码,同时插在一支横竖框料里。
升降门窗手册第四部份 加工工艺

第四部份加工工艺4.1导轨工艺1.下料尺寸参照表(2-6),导轨下料尺寸确定后,必须根据用料尺寸、数量合理备料。
2.Dc1,Dm1,Dm3中装导轨钻孔参照图4.1.1及表4.1。
3.φ1φ2图4.1.13.Dc1、Dm1、Dm3内,外装导轨钻孔参照图4.1.2,及表4.2。
报警干簧管出线孔4.Dc1有底导轨钻孔时参照图4.1.3,左右导轨钻φ4.1,画90°沉孔尺寸均参照图4.1.3。
10' 45图4.1.35.m1,Dm3导轨安全装置加工尺寸参照图4.1.4。
图4.1.46.Dc1,Dm1,Dm3导轨导向角加工参照图4.1.5。
图4.1.57.钻孔组数参考表4.3,导轨钻孔后去毛刺,铝屑。
4.2底梁工艺1.底梁下料尺寸按表(2-2)执行。
2.有安全锁销时需加工条形孔,条形孔方向根据正、反装而定。
加工条形孔参照图4.2.1。
图4..2.13.无底导轨DCS. DCY底梁锁销加工工艺c参照图4. 2.4.3.门底梁安装安全感应器-2加工工艺尺寸参照下图4..2.3。
AA图4.2.34.3 帘片工艺1.帘片下料尺寸按(表2-2)。
帘片下料尺寸确定后,必须根据用料尺寸、数量合理备料; 2.窗用帘片最上面五块均为无孔帘片,其余为有孔帘片。
3.DCS 选用帘片Jc-2时,第一块帘片选用Gc-2。
4.DCY ,DCD 选用帘片Jc-1,Jc-2,Gc-1最上面几块帘片用Gc-2。
具体数量参照表4.3.1。
表4.3.1图4.3.1图4.3.2。
图4.3.3a 撑簧连接块加工工艺图4.3.3b 撑簧连接块门. 窗选用表图4.3.4 9.DCY自锁块连接帘片端卡铆合参照图4.3.5。
自锁块图4.3.5 10.DCD、撑簧连接帘片端卡铆合参照图4.3.6。
图4.3.6DCD下限位报警磁片安装帘片块数计算参照以下公式,只取整数。
1.无底导轨时=(导轨尺寸-50)÷37;2.有底导轨时=(导轨尺寸-80)÷37。
PVC塑料门窗组装工艺之型材下料
第一章PVC塑料门窗组装工艺第一节型材下料在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对门窗的质量有重要的影响。
为保证门窗良好的使用性能,在下料工序中,要严格按规范操作。
应保证所选型材为合格品,型材的外观及尺寸满足标准要求。
一、下料尺寸依据:1.设计图纸2.订单要求3.洞口尺寸二、框、扇的下料1.设备(1)型材下料设备主要是双角切割锯和任意角度锯。
(2)根据设备使用说明书制定科学的操作规范,并严格执行。
2.切割开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机器本身切割长度是否含有焊接余量。
如果含有,切割时可以不用考虑焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。
例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身切割长度不含有焊接余量,框下料长度如下:1200+3X2=1206mm……2根;1500+3X2=1506mm……2根。
切割过程中,应保证锯片和工作台清洁,无水、油污、灰尘等杂物,以免影响后续工序的进行。
切割后,做到首件三检,并抽检。
所有构件必须满足以下技术要求:(1)构件长度允差±0.5mm;(2)构件端部角度允差±0.5°;(3)构件切削面与型材两侧面的垂直度应不影响焊接质量,待焊面清洁,无水、油污、料屑等杂物。
二、中梃的下料1.设备选择设备为双角切割锯、任意角度锯及中梃锯。
2.切割根据设计订单上的下料尺寸进行切割,切割后首件三检,并抽检,构件应满足以下技术要求(中梃锯除外):参见图1-1:图1-1(1)保证第一锯切割后型材端部角度为45°,允差±0.5°;(2)保证第二锯切割后型材端部角度为90°,允差±0.5°;(3)切割后型材端部尖角与中心线偏移允差±0.5mm;(4)下料长度符合设计要求,允差±0.5mm;(5)构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物。
门窗制作工艺精编WORD版

门窗制作工艺精编W O R D版IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】门窗制作工艺产品制作加工:制作流程:算料→下料→划线→冲、铣、钻加工→装配→检验合格→入库出厂开启扇组装(用角片):1、按断热窗型材下料细目表备齐扇料(备齐扇料的同进型材表面是否有划伤):上横扇、下横扇和左右立边扇。
(检查其中一支立边是否符合图纸有执手孔)。
2、按附件细目表备齐附件:其中包括:角码、角片、型材扇角角片、中性密封胶。
3、备齐组装用工具。
(橡胶捶、卷尺、胶枪、清扫铝屑用的毛刷)4、检查所备扇型材料及连接扇附件,不合格者立即更换。
5、在专用工作台上组装。
具体步骤如下:5.1、先将角片贴型材面处均匀抹密封胶,然后插入对应的接口处。
5.2、扇型材45度角切口处面要均匀抹密封胶,然后把角码及角片同时分别插入扇立边对应的45度角对接处,4个角组在一起。
5.3、将组在一起的窗扇需要用铆角机挤角时,组件平稳定位在铆角机上,后端由操作者用双手托扶(如扇尺寸太大需两个操作),启动铆角机前要检查对角缝,如有缝隙不合格的要用橡胶锤校正后、对准角码分别进行挤角加工,合格品待进行下道工序,经过调整还不合格,作为废品处理。
5.4装入胶条:必须长度按尺寸先下料,让胶条有一定伸缩量,安装时不可拉伸胶条,四周装入后,再用3M胶水粘接。
窗框组装(边框组装工艺):1、分别按窗加工细目表备齐已加工合格的框料。
2、按附件细目表备齐附件其中包括:插角、双头螺柱、螺母、抽芯铆钉、六角自钻钉、活动角码、薄角片和厚角片、中性密封胶。
3、备齐组装用工具:内六角手搬、橡胶捶、卷尺、胶枪、手电钻、抽芯铆钉枪进口夹头、梅花搬手、清扫铝屑用的毛刷。
4、按细目表的加工图号检查所备框料及附件,不合格者立即更换。
横框和中挺两端经过铣加工、冲Φ8孔再安装加强筋,其余按加工工艺执行;5、在工作台上组装,检查是否符合以下要求:5.1、先安装中挺两侧插角;5.2、再将横竖框安装薄角片及活动角码,将角片接角型材面均匀涂沫密封胶后和活动角码,同时插在一支横竖框料里。
70型铝合金门窗下料尺寸

70型铝合金门窗制作的下料尺寸
一:没有上梁的窗户
1:边框=窗户的高度
2:上下滑=窗户的宽度―2公分
3:勾光启=边框―5.2公分
4;上下方=上下滑÷2+0.5公分(三个扇子的见例外尺寸)5:玻璃高=勾光启―9.3公分
6:玻璃宽=上下方-6公分(三个扇子的中间大扇子-7公分)7:纱扇子高度=边框-5公分
8:纱扇子宽度=上下方+1公分
二:带上梁的窗户
1:边框=窗户的高度
2:上.中.下=窗户的宽度―2公分
3:勾光启=划线的数-1.2公分
4:上下方=上中下÷2+0.5
5:插板.中立=边框-划线数-7公分
6:扣线横长=径里-0.6公分
7:扣线竖长=中立.插板-1公分(扣线切角)
8:玻璃高=划线数-10.5公分(也=勾光启-9.3公分)
9:玻璃宽同上
10:纱扇子高=划线数-0.5公分
11:纱扇子宽同上
三:三个扇子的例外尺寸(非标料要靠自己去量和计算)
1:三扇子的小扇上下方=(下滑+9)÷4-1.8公分
2:三扇子的大扇子上下方=(下滑+9)÷2
3:小扇子的玻璃高同上
4:大扇子的玻璃高同上,宽=上下方-7公分
至于门的制作公式都是自己量料计算出来的,比如单扇门的上下方=门口净里数-1.2,时间长了不用计算从心里就可以记住的,这都是熟能生巧的事情。
希望今天分享的铝合金门窗制作公式,对大家以后在门窗制作方面有帮助。
门窗下料单

1010
×
2820
玻 璃 尺寸 表 数量 玻璃种类
2 3 4 5 6 7 8 9 10 11 12 13 14 15
150
1955
1
安装位置:22#楼1号二层 北西面,扇向内开启。
上固
数量 1
16 17 18 19 20 21
窗
1
序号 配件名称 11 12 13 14 15 16 圆头螺钉 沉头螺钉 保护膜 保护条
***有限公司
门窗立面
内立面
门窗系列
70平开门
门窗代号
数量Βιβλιοθήκη 颜色 外灰内白外形尺寸
下 料 尺 寸 表 序号 构件名称 1 规格代号 长 度 数量 切割角度
1
序号 1 2 3 4 5 6 7 8 9 10 11 12 要求(或说明): 窗 立 面 分 格 尺 寸 表 名称 门 宽 高 宽 高 配 序号 配件名称 1 2 3 4 5 6 50铁片 射钉弹 皮条 滑撑 执手 传动杆 HHRC14 MRSDT ALB-A9-LF 规格代号 单位 数量 片 套 米 支 套 支 技术要求 件 表 外框 0 0 开启扇 0 0 下固 玻璃宽 玻璃高
规格代号 单位 数量 只 只 米 米
技术要求
22 23 24 25 26 27 28
工程名称:
乍埠
图名: 图号: 版号:
设计: 审核: 批准:
33 34 35
****有限公司
***有限公司
下 料 尺 寸 表 备注
铝合金门窗工艺下料清单表格
锁(套)
接单人:
调度人:
下料员/已完成日期
纱窗颜色
防撞垫/堵头
技术员: 框制作人员/已完成日期
框重量
芯重量
角码
组角片
上/下轮
玻璃是否已报/日 期
资料员: 扇制作人员/
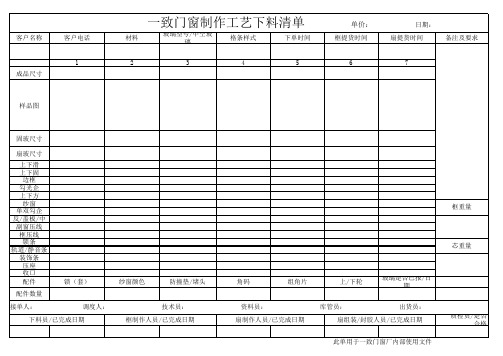
此单用于一致门窗厂内部使用文件
质检员/是否 合格
客户名称
客户电话
1 成品尺寸
一致门窗制作工艺下料清单
材料
玻璃型号/中空玻 璃
格条样式
下单时间
2
3
4
5
单价: 框提货时间
日期:
扇提货时间
备注及要求
6
7
样品图
固玻尺寸
扇玻尺寸
上下滑 上下固 边框 勾光企 上下方 纱窗 单双勾企 反/盖板/中 副窗压线 框压线 锁条 轨道/静音条 装饰条 压座 收口
配件
配件数量