CERI起停式飞剪控制原理
飞剪的原理

10
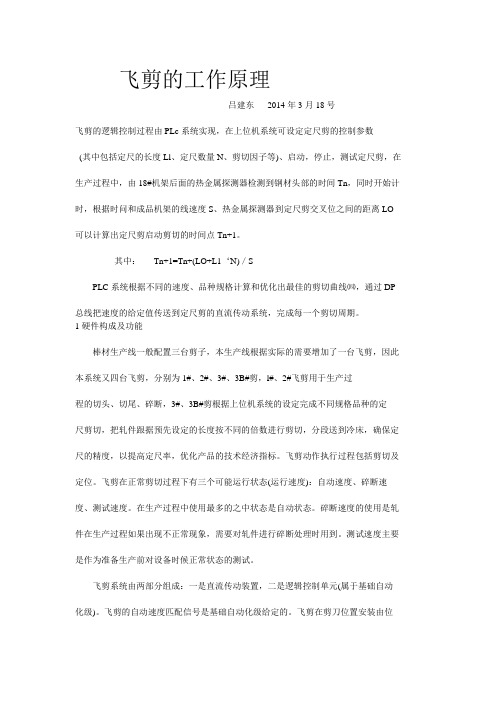
光电装置布置简图
11
二、连续工作制飞剪的调长 当轧件速度V0较大时,起动工作制飞剪难以满足要求,必须采用
连续工作制的飞剪。飞剪与送料辊的驱动可以是用一台电机驱动, 也可以分别驱动如图示。
12
飞剪机与送料辊共用一台电机
7
4、曲柄摇杆式飞剪
这类飞剪用来剪切冷轧 带材,可用于高速下定 尺剪切板带材。上刀架 (连杆)由曲柄带动, 并由上刀架通过铰链带 动下刀架(摇杆)摆动。 剪刃安装在连杆与摇杆 上,当上下剪刃相遇时 产生剪切动作。
8
总结: 除了以上介绍的四种飞剪外,尚有曲柄偏心式飞剪、IHI 摆式飞剪等。飞剪的种类繁多,结构比较复杂,应用十分 广泛,是轧钢机械中一种重要的设备。
35
5
滚筒式飞剪
6
3、曲柄回转杠杆式
工作原理:其上下刀架 分别由偏心套筒带动作 平移运动,以完成剪切 动作;这样切口平直。 当立柱由其下部的曲杆 带动下降,则上下刀不 能相遇,而产生《空 切》,只有当立柱处于 图示实线位置时,上下 刀刃才能相遇产生剪切 动作。
特点:该飞剪动力性能 差,速度较慢。但切口 平直。
即:
v=2πRn/60≡v0
由此可解出: n=60v0/2πR
此时的定尺长度为:L=2πRk
确定基本定尺与基本转速:设k=1,R=Rmax时,nj=nmin , Lmax=Lj ;
实际剪切时,主轴速度n上调定尺L下调,为保持速度同步剪刃回 转半径R成比例下调。n= (1~2)nj,L=(1~0.5)Lj。
3、空切机构
由图知,只有F点处于最 高位置时飞剪才可实现剪切。 机械偏心o3o4由空切变速箱 控制(见图9—33,p326) 与主轴的速比为1:2与1:4 分别实现两倍与四倍的剪切。 当液压偏心o2o3投入运行时, 则可实现大于4倍的剪切。
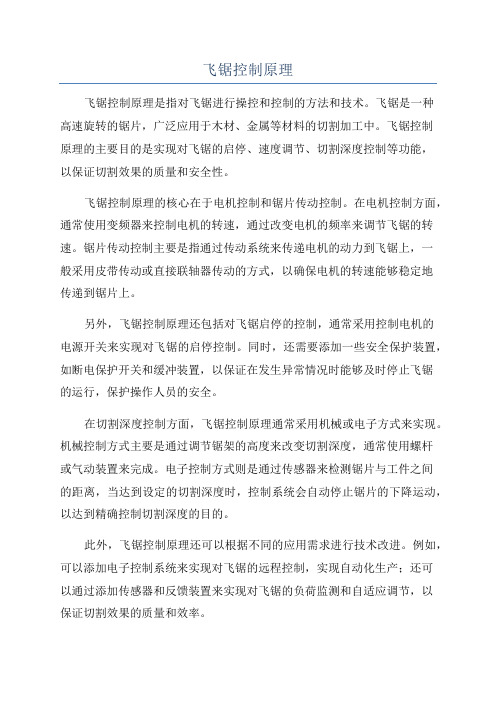
飞锯控制原理

飞锯控制原理飞锯控制原理简介飞锯是现代木材加工行业中常见的一种设备,它可以高效地将原木切割成木材板材、木条等木材制品。
飞锯控制原理是指对飞锯设备进行精确、稳定的控制以实现所需的切割操作。
飞锯控制系统通常由硬件和软件两部分组成。
硬件部分主要包括传感器、执行器和控制器,而软件部分则负责采集、处理和控制信号。
传感器常用于检测原木的尺寸、形状和位置等信息,常见的传感器包括光电传感器、激光测距仪等。
这些传感器能够实时地将检测到的信息转换为电信号,并输入给控制器进行处理。
控制器是飞锯控制系统的核心部分,它负责根据传感器输入的信号进行判断和计算,并控制执行器进行相应的动作。
控制器通常采用嵌入式系统,内部包含了运算单元、存储单元和输入输出接口等。
执行器是飞锯控制系统中的执行部分,它负责根据控制器的指令实施相应动作。
常见的执行器包括电动机、气动元件等。
通过控制执行器的工作状态和动作时间,可以实现对飞锯设备的精确控制。
飞锯控制系统的软件部分主要包括采集、处理和控制信号的算法和逻辑。
常见的算法包括图像处理算法、运动控制算法等。
通过这些算法,可以准确地识别原木的形状和位置,计算出最佳的切割方案,并生成对应的控制信号。
飞锯控制原理的核心思想是将传感器采集到的信息转化为控制信号,通过控制器对执行器进行精确的控制,从而实现对飞锯设备的精确控制。
这种控制原理不仅可以提高飞锯设备的加工效率和质量,还可以减少人工操作的错误和劳动强度。
总结起来,飞锯控制原理是通过传感器采集信息、控制器计算和控制、执行器实施动作的方式,实现对飞锯设备的精确控制。
它的实现离不开硬件和软件的配合,其中软件部分扮演着重要角色。
通过飞锯控制原理,我们可以实现高效、精确的木材加工,提升生产效率和产品质量。
飞剪的应用与自动控制原理方法
飞剪的工作原理吕建东2014年3月18号飞剪的逻辑控制过程由PLc系统实现,在上位机系统可设定定尺剪的控制参数(其中包括定尺的长度Ll、定尺数量N、剪切因子等)、启动,停止,测试定尺剪,在生产过程中,由18#机架后面的热金属探测器检测到钢材头部的时间Tn,同时开始计时,根据时问和成品机架的线速度S、热金属探测器到定尺剪交叉位之间的距离LO 可以计算出定尺剪启动剪切的时间点Tn+1。
其中:Tn+1=Tn+(LO+L1‘N)/SPLC系统根据不同的速度、品种规格计算和优化出最佳的剪切曲线㈣,通过DP总线把速度的给定值传送到定尺剪的直流传动系统,完成每一个剪切周期。
1硬件构成及功能棒材生产线一般配置三台剪子,本生产线根据实际的需要增加了一台飞剪,因此本系统又四台飞剪,分别为1#、2#、3#、3B#剪,l#、2#飞剪用于生产过程的切头、切尾、碎断,3#、3B#剪根据上位机系统的设定完成不同规格品种的定尺剪切,把轧件跟据预先设定的长度按不同的倍数进行剪切,分段送到冷床,确保定尺的精度,以提高定尺率,优化产品的技术经济指标。
飞剪动作执行过程包括剪切及定位。
飞剪在正常剪切过程下有三个可能运行状态(运行速度):自动速度、碎断速度、测试速度。
在生产过程中使用最多的之中状态是自动状态。
碎断速度的使用是轧件在生产过程如果出现不正常现象,需要对轧件进行碎断处理时用到。
测试速度主要是作为准备生产前对设备时候正常状态的测试。
飞剪系统由两部分组成:一是直流传动装置,二是逻辑控制单元(属于基础自动化级)。
飞剪的自动速度匹配信号是基础自动化级给定的。
飞剪在剪刀位置安装由位置检测编码器和定位接近开关,在剪机前有热会属探测器。
它的基本原理是:当有轧件来时,热金属检测器HMD检测到轧件信号后,飞剪电机经过启动延时,以超前于前一架轧机线速度一定量的速度启动,达到自动剪切速度值,先加速后匀速,运行至剪切点时,剪刃闭合,对轧件进行剪切。
然后,飞剪进入定位过程。
飞锯控制原理
飞锯控制原理飞锯控制原理是指对飞锯进行操控和控制的方法和技术。
飞锯是一种高速旋转的锯片,广泛应用于木材、金属等材料的切割加工中。
飞锯控制原理的主要目的是实现对飞锯的启停、速度调节、切割深度控制等功能,以保证切割效果的质量和安全性。
飞锯控制原理的核心在于电机控制和锯片传动控制。
在电机控制方面,通常使用变频器来控制电机的转速,通过改变电机的频率来调节飞锯的转速。
锯片传动控制主要是指通过传动系统来传递电机的动力到飞锯上,一般采用皮带传动或直接联轴器传动的方式,以确保电机的转速能够稳定地传递到锯片上。
另外,飞锯控制原理还包括对飞锯启停的控制,通常采用控制电机的电源开关来实现对飞锯的启停控制。
同时,还需要添加一些安全保护装置,如断电保护开关和缓冲装置,以保证在发生异常情况时能够及时停止飞锯的运行,保护操作人员的安全。
在切割深度控制方面,飞锯控制原理通常采用机械或电子方式来实现。
机械控制方式主要是通过调节锯架的高度来改变切割深度,通常使用螺杆或气动装置来完成。
电子控制方式则是通过传感器来检测锯片与工件之间的距离,当达到设定的切割深度时,控制系统会自动停止锯片的下降运动,以达到精确控制切割深度的目的。
此外,飞锯控制原理还可以根据不同的应用需求进行技术改进。
例如,可以添加电子控制系统来实现对飞锯的远程控制,实现自动化生产;还可以通过添加传感器和反馈装置来实现对飞锯的负荷监测和自适应调节,以保证切割效果的质量和效率。
综上所述,飞锯控制原理是指对飞锯进行操控和控制的方法和技术,核心包括电机控制和锯片传动控制。
同时,还涉及到对飞锯启停、切割深度控制和安全保护等方面的控制。
飞锯控制原理的目的是实现对飞锯的高效、精准和安全的控制,以满足不同应用场景的需求。
CERI起停式飞剪控制原理x.ppt

LPP=L/N
– LPP—脉冲当量 – L—HMD-1~HMD-2之间的距离 – N—轧机头部通过HMD-1~HMD-2时记录的脉
冲数
• 计算工作辊径:
Dw=LPP*PPR*i/
4.轧件长度测量及剪切长度控制
• 以上两种方法的优缺点:
– 辊径优先:LPP值稳定不变(优) 辊径估计不准,辊径变化不能自(缺)。 好的工艺师对工作辊径的估计误差为1%左
CERI起停式飞
剪控制原理
(培训提纲)
Final stand
HMD-0 M
HMD-1 M
PG
Start_stop shear skematic diagram
Pinchroll
Shear
HMD-2
M
M PG
PG
T400
CBP profibus
A B Z
A B Z
Siemens S7-300 PLC
4.轧件长度测量及剪切长度控制
• 清除测量记录的几种情况:
– 出口机架切换 – 进入退出模拟剪切 – 轧线长时间停止15以上(可能换辊) – 手动清除:诊断功能,测量记录,清除
5.轧件线速度测量
• 线速度等于脉冲当量乘以脉冲频率 V=LPP*f/1000
– V—线速度(m/s) – LPP—脉冲当量 – f—脉冲频率
• 碎料收集装置:带有剪前转辙器,带有剪 后切废导板,左右料箱,料箱切换溜槽。
3.飞剪控制系统配置
3.2 电气部分 • 检测元件:
– HMD-0、HMD-1、HMD-2 – 轧线出口脉冲编码器 – 电机轴脉冲编码器 – 原位接近开关 – 润滑油压力开关 – 飞轮投入接近开关 – 曲柄投入接近开关
飞锯控制原理
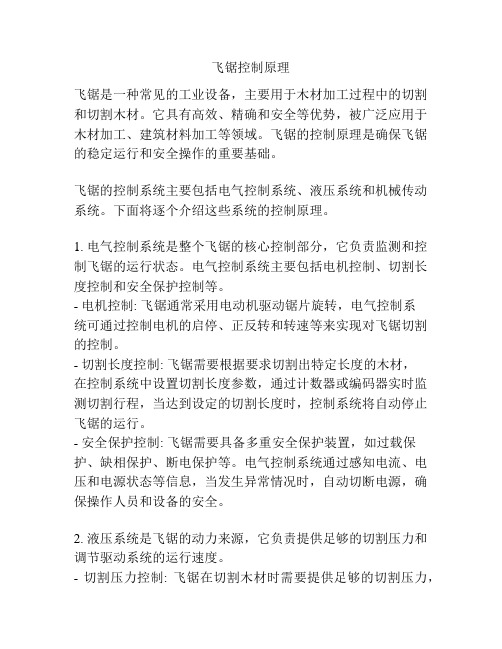
飞锯控制原理飞锯是一种常见的工业设备,主要用于木材加工过程中的切割和切割木材。
它具有高效、精确和安全等优势,被广泛应用于木材加工、建筑材料加工等领域。
飞锯的控制原理是确保飞锯的稳定运行和安全操作的重要基础。
飞锯的控制系统主要包括电气控制系统、液压系统和机械传动系统。
下面将逐个介绍这些系统的控制原理。
1. 电气控制系统是整个飞锯的核心控制部分,它负责监测和控制飞锯的运行状态。
电气控制系统主要包括电机控制、切割长度控制和安全保护控制等。
- 电机控制: 飞锯通常采用电动机驱动锯片旋转,电气控制系统可通过控制电机的启停、正反转和转速等来实现对飞锯切割的控制。
- 切割长度控制: 飞锯需要根据要求切割出特定长度的木材,在控制系统中设置切割长度参数,通过计数器或编码器实时监测切割行程,当达到设定的切割长度时,控制系统将自动停止飞锯的运行。
- 安全保护控制: 飞锯需要具备多重安全保护装置,如过载保护、缺相保护、断电保护等。
电气控制系统通过感知电流、电压和电源状态等信息,当发生异常情况时,自动切断电源,确保操作人员和设备的安全。
2. 液压系统是飞锯的动力来源,它负责提供足够的切割压力和调节驱动系统的运行速度。
- 切割压力控制: 飞锯在切割木材时需要提供足够的切割压力,液压系统可通过调节液压泵的输出压力和流量来控制切割压力的大小。
- 驱动速度控制: 飞锯的运行速度需要根据切割木材的硬度和切割要求进行调节。
液压系统通过调节液压泵的流量和液压阀的开度,控制驱动系统的运行速度。
3. 机械传动系统是飞锯的核心部分,它将电气和液压系统的动力传递给切割部件,实现木材的切割。
- 锯片驱动: 机械传动系统通过电动机输出的动力,将转动运动传递给切割部件,切割部件通过液压系统提供的切割压力实现对木材的切割。
- 行程控制: 机械传动系统通过传感器或编码器感知锯片的行程和位置,反馈给电气控制系统,实现切割长度的控制。
除了上述的基本控制原理,飞锯的控制系统还可以根据实际需求添加其他功能,如切割角度控制、自动送料等。
CERIS起停式飞剪控制原理解析

CERI起停式飞剪控制原理(培训提纲)PRELOA D STROB1.1STROB1.2OUT1HSCAPMDRIVEA B ZG E90-30 PLCA B ZMM MHMD-1HMD-2REF A OA B ZPGPGPG飞剪控制柜飞 剪夹送辊M HMD-0上游机架起停式飞剪控制系统示意图1.CERIS飞剪系统主要特点:•操作简单•维护方便•工作稳定•剪切精度高•最大的产品收得率2.飞剪控制系统配置2.1 机械部分:•由电机、齿轮减速箱、剪机以及碎料收集装置组成。
•剪机为组合式结构,分三种形式:回转式、曲柄式,曲柄+飞轮。
•碎料收集装置:带有剪前转辙器,带有剪后切废导板,左右料箱,料箱切换溜槽。
2.飞剪控制系统配置2.2 电气部分•检测元件:–HMD-0、HMD-1、HMD-2–轧线出口脉冲编码器–电机轴脉冲编码器–原位接近开关–润滑油压力开关–飞轮投入接近开关–曲柄投入接近开关2.飞剪控制系统配置•PLC–CPU–高速计数器模块HSC–轴定位模块APM–数字输入输出模块DI/DO•全数字直流传动•集中操作台(含HMI)CS,机旁操作箱CB3.轧件长度测量及剪切长度控制•脉冲数与长度的关系—脉冲当量轧件通过长度L=N*LPP–N: 成品轧机编码器输出脉冲增量–LPP:脉冲当量,即单位脉冲对应的轧件长度 mm, 当成品轧机工作辊径不变时,LPP基本为常数。
–L与N成正比,长度测量变成脉冲计数。
3.轧件长度测量及剪切长度控制•从工作辊径计算脉冲当量—辊径优先(理论计算法)LPP= *Dw/(PPR*i)–LPP—脉冲当量–Dw—工作辊径–PPR—编码器每转脉冲数–i—轧机减速箱速比3.轧件长度测量及剪切长度控制•通过两个HMD测量脉冲当量—测量优先(直接测量法)LPP=L/N–LPP—脉冲当量–L—HMD-1~HMD-2之间的距离–N—轧机头部通过HMD-1~HMD-2时记录的脉冲数•计算工作辊径:Dw=LPP*PPR*i/3.轧件长度测量及剪切长度控制•以上两种方法的优缺点:–辊径优先:LPP值稳定不变(优)辊径估计不准,辊径变化不能自(缺)。
飞剪的原理

飞剪的原理
飞剪,又称为飞剪刀,是一种常见的家用剪刀,其原理是利用杠杆原理和剪刀
的刀口设计,使得使用者可以轻松地剪断各种材料。
飞剪的原理非常简单,但却十分有效,下面我们来详细介绍一下飞剪的原理。
首先,飞剪的主要原理是杠杆原理。
杠杆原理是物理学中的一个重要概念,它
指的是利用杠杆的作用,通过施加力臂和阻力臂的不同位置,来实现力的放大或缩小。
在飞剪中,剪刀的两个剪刀刃就是构成了一个杠杆,当我们用手指夹住剪刀柄,施加力后,剪刀刃就会产生一个旋转的作用,从而实现了剪断材料的目的。
其次,飞剪的刀口设计也是其原理的关键。
飞剪的刀口通常是由两个刀刃组成,其中一个刀刃是平直的,另一个刀刃是呈波浪状的。
这种设计有利于在剪断材料时,能够更容易地穿透材料,同时也减小了剪刀刃与材料的摩擦力,使得剪刀更容易切割各种材料。
此外,飞剪的材质和刀口锋利度也是其原理的重要因素。
飞剪通常采用优质不
锈钢制成,这种材质具有优良的硬度和耐腐蚀性,能够保持剪刀长时间的锋利度。
而刀口的锋利度则决定了剪刀的切割效果,一把锋利的飞剪可以轻松地剪断各种材料,而锋利度不足的飞剪则会导致剪刀切割效果不佳。
总的来说,飞剪的原理是基于杠杆原理和刀口设计的,通过施加力臂和阻力臂
的作用,以及刀口的设计和材质选择,使得飞剪能够轻松地剪断各种材料。
因此,在日常生活中,我们可以利用飞剪来剪纸、布料、塑料等各种材料,而且由于其原理简单而有效,所以飞剪也成为了家庭和办公室中不可或缺的工具之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•
7.飞剪剪切周期控制
• 位置控制:由T400自动实现 • 速度控制:HMI上速度超前率设定(考虑入切角) • 加速度控制:与剪刃速度平方成正比。 – 剪刃起动距离恒定—便于剪切长度控制 – 剪刃起动距离恒定 S=V2 /2a,使控制简洁,剪切准确。 – 起动力矩T与加速度a成正比。如剪切速度20m/s时,起 动电流为2倍额定电流,剪切速度10m/s时, 起动电流为 0.5倍额定电流。 – 轧制速度下降后,飞剪起动力矩以平方的关系迅速下 降,冲击电流大大减小,可大大减小飞剪起动对传动 装置及机械的冲击,延长设备使用寿命,同时还可以 节省能源。
11.主要诊断功能
• 测长记录
– – – – – – – – 原始测量值 测量平均,辊径导出,实际在用 改写辊径 清除记录 连续及单次记录 剩余长度,调整定尺根数 预测总长,实测总长, 误差及补偿
• 优化监控
12.夹送辊控制
1.夹送辊速度控制
• 夹送辊线速度与转速的关系
N
60000 * i
* Dw * n e
2.CERI飞剪系统主要功能:
2.2 飞剪系统自身基本控制功能
• • • • • •
• • • • • • •
自动测长测速 位置闭环控制 可变加速度控制 模拟剪切功能 传动测试功能 快速原位标定功能
2.3 彩色触模屏人机接口主要功能
全中文界面 飞剪控制功能的选择 飞剪控制参数的设定 飞剪工作状态显示 飞剪辅助诊断功能 润滑压力监控 故障报警功能
3.飞剪控制系统配置
3.1 机械部分: • 由电机、齿轮减速箱、剪机以及碎料收集装 置组成。 • 剪机为组合式结构,分三种形式:回转式、 曲柄式,曲柄+飞轮。 • 碎料收集装置:带有剪前转辙器,带有剪后 切废导板,左右料箱,料箱切换溜槽。
3.飞剪控制系统配置
3.2 电气部分 • 检测元件:
– – – – – – – HMD-0、HMD-1、HMD-2 轧线出口脉冲编码器 电机轴脉冲编码器 原位接近开关 润滑油压力开关 飞轮投入接近开关 曲柄投入接近开关
12.夹送辊控制
2.夹送辊开闭控制
• 两种可选的夹送方式: - 全夹—轧件头部通过HMD-2且短延时结束后闭合,直到 轧件尾部离开HMD-2时打开; - 夹尾—轧件尾部离开HMD-1时闭合,轧件尾部离开HMD-2 时打开。 • 两种方式的适用情况 - 全夹适用于轧件前进阻力比较大,需要牵引的场合; (全夹包括夹尾)。 - 夹尾的目的是满足飞剪切尾控制需要,同时保证轧件尾 部同其它倍尺一样,在离开飞剪时才开始随辊道加速,以 便于冷床停位控制的一致性
– LPP—脉冲当量 – L—HMD-1~HMD-2之间的距离 – N—轧机头部通过HMD-1~HMD-2时记录的脉 冲数
• 计算工作辊径: Dw=LPP*PPR*i/
4.轧件长度测量及剪切长度控制
• 以上两种方法的优缺点:
– 辊径优先:LPP值稳定不变(优) 辊径估计不准,辊径变化不能自(缺)。 好的工艺师对工作辊径的估计误差为1%左 右, 一般的工艺人员对工作辊径的估计误差 一般为3-5%。 工作辊径的变化原因:轧辊压下量调整,轧 辊磨损,轧辊温度变化引起的轧辊变形等等。
CERI起停式飞剪 控制原理
(培训提纲)
Final stand
Pinchroll
Shear
HMD-0
HMD-1 PG T400 MasterDrive
A B Z
CBP
A B Z
A B Z
profibus
Siemens S7-300 PLC
Start_stop shear skematic diagram
5.轧件线速度测量
• 线速度等于脉冲当量乘以脉冲频率 V=LPP*f/1000
– V—线速度(m/s) – LPP—脉冲当量 – f—脉冲频率
6.剪刃位置控制
• 飞剪剪刃位置控制是由T400模块(含 CERISTAR飞剪控制软件)与传动装置共同 组成的高精度的伺服控制系统。 控制结构上由内到外依次是电流环、速度 环、位置环。 • 剪刃位置检测:飞剪电机轴端增量编码器 与原位标定接近开关共同完成。
*V
N —夹送辊转速标么值
V —夹送辊线速度(m/s) Dw —夹送辊工作辊径(mm) I —夹送辊减速比 Ne —夹送辊电机最高转速(rpm)
12.夹送辊控制
• 夹送辊速度超前率设定 夹送辊闭合前其实际线速度必须大于或等于轧件线速度,为确保上 述条件,必须设置大于1的速度超前率。超前率必须能够覆盖以下误 差: -工作辊径估计的误差 -轧件线速度估计的误差 • 夹送辊与轧机间连钢的条件下速度给定始终迭加有超前率 • 夹送辊与轧机间连钢且夹送辊闭合时其速度被轧机拖住而自动与轧机 同步。 • 夹送辊与轧机不连钢的条件下,且轧件脱离出口轧机时,速度给定不 迭加超前率,夹送辊线速度给定跟随轧机出口速度。
10.应急分段剪切
• 应急最基本的条件:在来自出口机架脉冲信号有故障时或HMD_1或 HMD_2有故障时采用,当轧线速度稳定时,也可获得较好的剪切精 度。 • 轧线出口编码器故障—速度强制 – 轧线出口编码器正常—辊径优先 • 热金属检测器HMD1故障—HMD1离线 • 热金属检测器HMD2故障—HMD2离线 • 下游机架脉冲故障—下游离线(切头切尾剪) • 分段延时时间:系统计算参考时间,根据实际剪切长度适当修正 (分段剪) • 注意事项: – 无优化,注意控制出钢间隔 – 有首根附加长度,可适当调整尾长
飞剪变加速度控制起起制动波形图
V
100%
50%
S
25%
S
t t/2 t
8.分段长度控制
• 成品长度Ld:按实际冷剪定尺长度设定 • 倍尺根数Nd:上冷床长度包含成品长度的 个数 • 附加长度La:按冷剪齐头、齐尾长度及飞 剪剪切误差、HMD1-2间距离测量误差等 因素设定 • 冷缩率K:为轧件冷态长度与热态长度的 比值,0.98~0.99。 • 常规分段长度:Lc=(Ld*Nd+La)/ K
9.模拟剪切
• 目的:全面检验控制系统的完好性 • 条件:出口轧机必须运转(发脉冲) • 参数:轧件通过时间;轧件间隔时间; 轧件线速度(>6m) • 说明:模拟剪切通过后,证明飞剪系统 完好,到现场确认热检位置没偏 移,即具备过钢条件。在速度超 前率合适的情况下,如果出现堵 钢,应查找导槽问题。
4.轧件长度测量及剪切长度控制
• 从工作辊径计算脉冲当量—辊径优先 (理论计算法) LPP=*Dw/(PPR*i)
– – – – LPP—脉冲当量 Dw—工作辊径 PPR—编码器每转脉冲数 i—轧机减速箱速比
4.轧件长度测量及剪切长度控制
• 通过两个HMD测量脉冲当量—测量优先 (直接测量法) LPP=L/N
8.分段长度控制
• 常规分段长度的调整方法: – 倍尺根数调整:每段可调,以便最后一段获得 合适长度,用于手动优化。 – 倍尺长度微调:在轧件钢温不匀,出现固定误 差时使用。 – 说明:飞剪剪切精度不是指设定长度与实际长 度的差值,而是钢上冷床对齐后,参差误差。 设定与实际偏差的原因是冷缩率不准、脉冲当 量偏差、出口速度波动等原因造成的。
Shear control cubicle
1.CERI飞剪系统主要特点:
• • • • • 操作简单 维护方便 工作稳定 剪切精度高 最大的产品收得率
2.CERI飞剪系统主要功能:
2.1 工艺控制功能
• • • • • • • • • • • • • • • • 自动切头控制 自动切尾控制 自动碎段控制 倍尺分段剪切控制 分段剪切优化设定控制 分段剪切优化调整控制 棒材尾钢末端伸出控制 脉冲当量突变剔除控制 倍尺根数调整(20段) 倍尺长度调整(20段) 1#热检容错功能 分段飞剪应急剪切 分段飞剪采样控制 单剪切控制 就地点动控制 首根附加长度可变
12.夹送辊控制
3.夹送辊张力控制 • 夹送辊张力控制通过速度环输出电流限幅 实现。 • 夹送辊闭合后且与轧机连钢时自动进入电 流限幅即张力控制状态。 • 夹送辊张力电流整定为额定电流的50%
6.剪刃位置控制
• 剪刃坐标定义:剪刃闭合时为0,原位为 1024,剪刃一周为4096。 • 原位搜索 • 原位标定:搜索原位开关位置,在机旁操 作箱上操作。
6.剪刃位置控制
原位标定步骤
• 当按飞剪投入/原位按钮后,飞剪剪刃位置不在正常位置时,需要进行原位标定。 剪刃位置偏移的原因: 原位接近开关的档板松了 原位接近开关有问题 重新下装了程序 找不到剪刃位置的原因: 找不到接近开关 送到APM模块的脉冲有问题 原位标定步骤: 在就地操作箱上选择就地操作,就地指示灯亮; 按住就地箱上的故障响应钮,再按一下飞剪 “投入/原位” 钮,系统进入原位标定状 态,飞剪 “投入/原位” 灯闪烁; 待系统搜索到剪刃原位接近开关停止后,飞剪 "投入/原位" 灯继续闪烁,操作反点停_正点操作开关,进行正反向点动操作,使剪刃垂直闭合; 再按下飞剪关断按钮,标定结束。 按一下飞剪 “投入/原位” 钮,待系统搜索到剪刃原位接近开关停止后,飞剪 “投 入/原 位" 灯常亮,观察剪刃是正常位置,再按一下单剪切钮,进一步观察剪刃位置。
11.主要诊断功能
• 故障报警 – 灯光及音响(故障响应按钮灯) – 故障响应(音响解除)及复位――双击故障响应按钮 • 报警画面 – 闪动按钮 – 报警内容显示及响应 • 热检诊断 – HMD-0后沿计数 – HMD-1前沿计数 – HSC预设定计数 – HMD-2前沿计数 – STROBE 1计数 – HMD-2后沿计数 – STROBE 2计数
3.飞剪控制系统配置
• PLC
– CPU – 数字输入输出模块DI/DO
• 全数字直流传动 • 集中操作台(含HMI)CS,机旁操作箱CB
4.轧件长度测量及剪切长度控制