尺寸公差及配合
尺寸公差与配合标准表
尺寸公差与配合标准表公差与配合公差是机械零件制造中不可避免的概念,用于描述零件尺寸的偏差范围。
在机械零件的配合中,公差是一个非常重要的参数。
公差的大小直接影响到零件的互换性、装配性和使用性能。
基本偏差系列及配合种类在机械制造中,基本偏差系列是一系列用于描述零件尺寸的基准值。
在基本偏差系列中,每个基准值都对应着一组公差值,用于描述零件尺寸的允许偏差范围。
根据不同的配合要求,可以选择不同的基本偏差系列和公差等级。
标准公差值及孔和轴的极限偏差值标准公差值是机械制造中常用的公差规范,适用于基本尺寸大于6至500mm的零件。
标准公差值包括了IT5、IT6、IT7、IT8、IT9、IT10、IT11和IT12等公差等级。
这些公差等级分别对应着不同的公差范围,用于描述零件尺寸的允许偏差范围。
孔的极限差值(基本尺寸由大于10至315mm)μm孔的极限差值是机械制造中用于描述孔尺寸的允许偏差范围的参数。
孔的极限差值包括了不同的公差带级,如+77、+50、+93、-9、+120、+43、+32、+40、+50、+60、+72、+85、+100和+110等。
这些公差带级分别对应着不同的公差范围,用于描述孔尺寸的允许偏差范围。
原文中的数字序列是一个尺寸公差表,需要将其改写成完整的句子形式。
尺寸公差表中,每个尺寸级别的公差范围都有所不同,具体的数字可以参考表格中的数据。
例如,在10~18的尺寸级别中,公差范围为▼9至+12.同理,其他级别的公差范围也可以在表格中找到。
需要注意的是,公差范围的单位是mm,表示该尺寸级别内允许的最大偏差值。
这些公差范围是为了保证产品的尺寸精度,生产过程中需要严格遵守。
Shape and n Tolerances (excerpt from GB1182-1184-80)___ Runout___ ______n ExamplesMain Parameter d(D) mm Tolerance Level5.6.10.18.30.50.80.120.180.250.315.400.500Dynamic bearing fit。
尺寸公差配合标准
2
在互换性生产中,需要各种不同性质的配合,即使配合公差确定后, 也可通过改变孔和轴的公差带位置,使配合获得多种的组合形式。为了 简化孔、轴公差的组合形式,统一孔(或轴)公差带的评判基准,进而 达到减少定值刀、量具的规格数量,获得最大的经济效益,国家标准规 定了两种基准制,即基孔制和基轴制。
(1). 基孔制 基孔制是基本偏差为一定的孔(H)的公差带,与不同基本偏差的轴 (a~zc)的公差带形成各种配合的一种制度,如图1-11所示。 基孔制配合中的孔是基准件,称为基准孔,其代号为H,它的基本偏 差为下极限偏差,其数值为零,公差带在零线的上方。
图 1-9 基本偏差
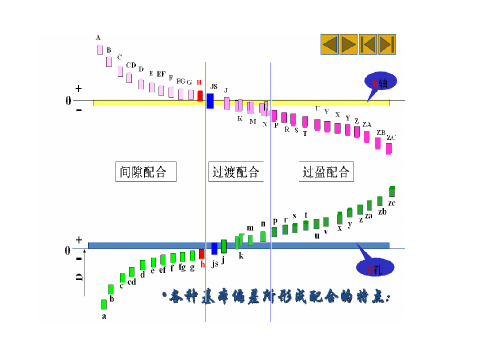
(2). 图1-10所示为基本偏差系列图。 基本偏差的代号用拉丁字母(按英文字母读 音)表示, 大写字母表示孔, 小写字母表示轴。 在26个英文字母中去掉易与其 它学科的参数相混淆的五个字母I、 L、 O、 Q、 W(i、 l、 o、 q、 w)外, 国家 标准规定采用21个, 再加上7个双写字母CD、 EF、 FG、 JS、 ZA、 ZB、 ZC(cd、 ef、 fg、 js、 za、 zb、 zc), 共有28个基本偏差代号, 构成孔(或轴)的基本偏 差系列。 它反映了28种公差带相对于零线的位置。
ES=-ei +Δ, Δ=ITn-ITn-1 = ITh-ITs 。
例 解
11-)5 查标准公差6:0因mH为99孔、轴同级6,0 IMTh99=90.074
2) 计算极限偏差:
基孔制:
,
的基本偏 es = + 0.011 ;
另一偏差 es = ei +IT690=H+90.00101.0+740.074=6+00.m0895 ;
尺寸公差与配合选用方法
入
用一种过度配合
k7 K8/h7
41.5%~ 54.2%
压缩机连杆孔与十字头销,循环泵活塞 与活塞杆
H6/js5 H7/js6
JS6/h5 装
JS7/h6 卸
手 19.2%~
锤 或 木
21.1% 18.8%~
锤 20%
用于频繁拆卸、同轴度要求不高的 地方,是最松的一种过渡配合,大
通用机械中的平键连接,柴油机活塞环与环槽宽,空压机 活塞 与压杆
H11/c11 C11/h11
间隙非常大,用于转动很慢、很松的配合 ;用于大公差与大间隙的外露组件;要求装 配方便的很松的 配合
起重机吊钩,带榫槽法兰与槽径的配合,农业机械中粗加 工或不加工的轴与轴承的配合
H8/g7
柴油机气缸体与挺杆,手电钻中的 配合
H6/f5 H7/f6 H8/f7 H8/f8 H9/f9
F6/h5 F7/h6 F7/h8 F8/h8 F9/h9
精密机床中变速箱、进给箱的传动件的配合,或其他重要 滑动轴承、高精度齿轮轴套与轴承衬套及柴油机的凸轮轴与 衬套孔的 配合
1
基准制的选 用原则: 1.优先采用基 孔制。 2.如有标准件,标准件优先 。 2.一根轴上安装有多个配合要求,采用基轴制 。
2
过渡配合
基孔
基轴
装配 方法
常用优先配合特性及选 用举例
配合特性及 使用条件
应用举例
H6/m5 M6/h5
压缩机连杆头与衬套,柴油机活塞孔与活塞销 的配合
>120~400
± 0.2 ± 0.5 ± 1.2 ± 2.5
常用尺寸公差与配合表

常用尺寸公差与配合表以下是常用的尺寸公差与配合表:1. H 系列公差与配合表:- H6:工件公差为±0.009mm,配合公差为0~0.025mm。
- H7:工件公差为±0.018mm,配合公差为0~0.050mm。
- H8:工件公差为±0.030mm,配合公差为0~0.080mm。
- H9:工件公差为±0.050mm,配合公差为0~0.120mm。
- H10:工件公差为±0.080mm,配合公差为0~0.180mm。
2. JS 系列公差与配合表:- JS6:工件公差为±0.012mm,配合公差为-0.006mm~0.020mm。
- JS7:工件公差为±0.020mm,配合公差为-0.009mm~0.030mm。
- JS8:工件公差为±0.028mm,配合公差为-0.012mm~0.040mm。
- JS9:工件公差为±0.040mm,配合公差为-0.016mm~0.050mm。
- JS10:工件公差为±0.060mm,配合公差为-0.022mm~0.070mm。
3. P 系列公差与配合表:- P6:工件公差为±0.005mm,配合公差为-0.006mm~0mm。
- P7:工件公差为±0.010mm,配合公差为-0.010mm~0mm。
- P8:工件公差为±0.018mm,配合公差为-0.012mm~0mm。
- P9:工件公差为±0.030mm,配合公差为-0.015mm~0mm。
- P10:工件公差为±0.048mm,配合公差为-0.018mm~0mm。
这些只是一些常见的尺寸公差与配合表,实际应用中可能会根据具体情况选择其他标准或特殊公差。
2.2公差与配合国家标准

2.2 公差与配合国家标准
标准公差 (表2-4)
标 准 公 差 数 值 表
11
2.2 公差与配合国家标准
2 基本偏差系列
1) 基本偏差(基本偏均指靠近零线的偏差,与公差等级无关)及其
代号 标准对轴和孔各规定了28个公差带位置,分别由28个基本偏 差表示。 基本偏差代号用英文字母表示。小写代表轴,大写代表孔。 在26个字母中去掉5个容易混淆的字母I(i)、L(l)、O(o)、 Q(q)、W(w),增加7个双写字母CD(cd)、EF(ef)、FG(fg) 、JS(js)、ZA(za)、ZB(zb)、ZC(zc),作为基本偏差代号, 共有28个代号。
下偏差 EI/µm
上偏差 ES/µm
基本偏差
JS
基
A B C CD D E EF F FG G H
J
K
M
N
本 基本尺寸 偏 /mm
公
差
等
级
差 大于 至
所有公差等级
6 7 8 ≤8 >8 ≤8 >8 ≤8 >8
数 值 ( 孔
3 +270 +140 +60 +34 +20 +14 +10 +6 +4 +2 0 上 +2 +4 +6 0 0 -2 -2 -4 -4 3 6 +270 +140 +70 +46 +30 +20 +14 +10 +6 +4 0 偏 +5 +6 +10-1+Δ -4+Δ -4 -8 +Δ 0 6 10 +280 +150 +80 +56 +40 +25 +18 +13 +8 +5 0 差 +5 +8 +12-1+Δ -6+Δ -6 -10+Δ 0
尺寸的公差配合
4)在基孔制配合中: H/a-h为间隙配合, H/j-n为过渡配合, H/p-zc为过盈配合。 在基轴制配合中: A-H/h为间隙配合, J-N/h为过渡配合, P-ZC/h为过盈配合。
公差带代号
公差带的代号由基本偏差代号与公差等级代号 组成,如H7、h6、M8、d9等等。在图样上标 注尺寸公差时,可以标注极限偏差,(上偏差 放在基本尺寸的右上角,下偏差放在基本尺寸 0.025 0.025 500 、 500.041 的右下角,例);如: ,也可以 标注尺寸公差带代号,如:ø 50H7、 ø 50f6或 者两者都标注ø 50H7 ( +0.025 0 )、 -0.025 ø 50f6( -0.041 ) 。
2.偏差 1)定义:某一尺寸减去其基本尺寸所得的代数 差(为正或为负,为零 )称为尺寸偏差(简称 偏差)。 2)实际偏差:实际尺寸减去其基本尺寸所得的 代数差称为实际偏差。 3)极限偏差:极限尺寸减其基本尺寸所得的代 数差。
(1)上偏差:最大极限尺寸减去其基本尺寸所 得的代数差称为上偏差。孔的上偏差用ES表 示;轴的上偏差用es表示。 (2)下偏差:最小极限尺寸减去其基本尺寸所 得的代数差称为下偏差。孔的下偏差用EI表 示;轴的下偏差用ei表示。 (3)偏差:某一尺寸减去其基本尺寸所得的代 数差称为偏差
2)基本尺寸分段 GB进行了尺寸分段 ,同一尺寸分段内的所有 基本尺寸,只要公差等级相同就规定了同一 标准公差值. GB将≤500mm的尺寸分成了13个尺寸段。 3)标准公差值 特点:同一尺寸段,随公差等级的下降,数值越 来越大;同一公差等级,随尺寸段的增大,数值 越来越大.
三.基本偏差 定义:用以确定公差带相对于零线位置的上偏 差或下偏差,称为基本偏差。一般为公差带靠 近零线的那个偏差为基本偏差。 1.基本偏差系列 国标对孔轴分别规定了28种基本偏差,其代 号用拉丁字母表示,大写表示孔,小写表示轴。 如图所示
常用尺寸公差与配合表
常用尺寸公差与配合表1. 引言在工程设计和制造过程中,尺寸公差和配合是非常重要的概念。
尺寸公差指的是允许零件尺寸与设计尺寸之间的偏差范围,而配合则是指两个或多个零件之间相互连接、装配时的间隙或紧固程度。
准确地控制尺寸公差和选择适当的配合对于确保产品质量、提高工艺精度以及满足特定要求至关重要。
本文将详细介绍常见的尺寸公差与配合表,包括不同类型的配合和其对应的尺寸公差范围。
同时,还将介绍如何根据实际需求选择适当的配合和确定合适的尺寸公差。
2. 尺寸公差2.1 尺寸公差定义尺寸公差是指允许零件实际尺寸与设计尺寸之间存在的偏差范围。
通过控制尺寸公差可以确保产品质量、满足功能要求以及实现零件之间的可互换性。
尺寸公差通常由上下限值和公差等级来表示。
上下限值分别指的是允许的最大和最小尺寸,而公差等级则用于描述允许的偏差范围。
2.2 常见的尺寸公差类型常见的尺寸公差类型包括线性尺寸、角度尺寸和形状尺寸。
•线性尺寸:用于描述直线距离或长度的公差,如长度、宽度、高度等。
•角度尺寸:用于描述角度测量值的公差,如直角、斜角等。
•形状尺寸:用于描述形状特征或曲面表面的公差,如平面度、圆度、圆柱度等。
2.3 尺寸公差标准在国际标准化组织(ISO)和中国国家标准化管理委员会(GB/T)中,有一系列关于尺寸公差的标准。
这些标准规定了不同类型零件所适用的尺寸公差范围以及相应的公差等级。
常见的国际标准包括ISO 286和ISO 2768。
ISO 286规定了一系列基本制造公差和与之对应的公差等级,适用于各种尺寸范围。
ISO 2768则是一份通用制造公差标准,适用于一般工程零部件。
3.1 配合定义配合是指两个或多个零件之间相互连接、装配时的间隙或紧固程度。
通过选择合适的配合可以确保零件之间的功能性、可靠性和互换性。
3.2 常见的配合类型常见的配合类型包括间隙配合、过盈配合和过渡配合。
•间隙配合:两个零件之间存在一定的间隙,允许有微小的相对位移或转动。
公差与配合基础知识

--公差与配合根底知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.Ф20±0.05中20为根本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸尺寸偏差=某一尺寸-根本尺寸偏差包括:实际偏差=实际尺寸-根本尺寸上偏差=最大极限尺寸—根本尺寸ES〔孔〕、es〔轴〕下偏差= 最小极限尺寸—根本尺寸EI〔孔〕、ei〔轴〕零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系〔根本尺寸相同〕孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙〔含 Xmin =0 〕的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2〔Xmax +Xmin 〕3.过盈配合——具有过盈〔含 Ymin =0 〕的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2〔Ymin +Ymax 〕4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -Xmin ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,假设要配合精度高,那么应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为根本偏差,且数值为零。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0
0
0
0
-9 -13 -21 -33
0 -52
Ú4.5
Ú6.5 Ú10.5
+11 +2
+15 +2
+17 +8
+21 +8
+24 +15
+28 +15
+35 +22
+41 +28Leabharlann +48 +35
+54
+54 +67 +41 +54
+61 +77
+41 +48 +64
30
40
-170 -232
-120 -182
+33 +17
+42 +26
+50 +34
+59 +43
+64 +48
+70 +54
+76 +60
+86 +70
-
50
65
-190 -264
-140 -214
-100
-100
-60
-60
-60
-30
65
80
-200 -274
-150 -224
-146
-174
-90 -106 -134
-49
-30 -60
e7 f7
h7 js7
p6* r6* s6 t6 u6 x6
f7
h7
H8
e8 f8
h8
d9 e9
H9
d8 e8 c9 d9 e9
h8 h9
H10 b9 c9 d9
h5
H6 JS6 K6 M6 N6*
h6
F6 G6 H6 JS6 K6 M6 N6 F7 G7 H7 JS7 K7 M7 N7
h7
E7 F7
组装、拆卸需要大的力气时的配合(大扭矩传动需要键等工具)。 但非铁部件之间的压入力为轻压入程度即可。铁与铁、青铜与铜之 间为标准压入固定。
如果较小的力量的 话可以通过配合的 结合力传导。
弯曲接头轴和齿轮(滑动侧) 高精度配合 吸入阀,阀导向插入
吸入阀,阀导向插入 齿轮和轴的固定(小扭矩) 弯曲接头轴和齿轮(驱动侧)
-480 -610
-300 -430
-190
-190
-110
-110
-110
-56
-56
-56
-17
280 315
-540 -670
-330 -460
-271
-320
-162
-191
-
3
-140 -165
-60 -85
-20 -34
-20 -45
-14 -24
-14 -28
-14 -39
-6 -12
-6 -16
-6 -20
-2 -6
-2 -8
0 -4
0 -6
0 -10
0 -14
0 -25
Ú2
Ú3
Ú5.5
+4 0
+6 0
+6 +2
+8 +2
+8 +4
+10 +4
+12 +6
+16 +10
+9 +4
+12 +4
+13 +8
+16 +8
+20 +12
+23 +15
+27 +19
-
+31 +36 +23 +28
6
10
-150 -186
-80 -116
-40 -62
-40 -76
-25 -40
-25 -47
-25 -61
-13 -22
-13 -28
-13 -35
-5 -11
-5 -14
0 -6
〔技術データ〕 はめあい選択の基礎 / 寸法公差及びはめあい -JIS使い方シリーズ製図マニュアル(精度編)より抜粋 JISB0401(1998)より抜粋-
[技术参数] 配合选择的基础 / 尺寸公差及配合
JIS使用方法系列 节选自制图手册(精度篇) 节选自JIS B 0401(1998)
H6 H7 H8 H9
180
200
-340 -455
-240 -355
+106 +151 +77 +122
200 225
-380 -495
-260 -375
-170 -242
-170 -285
-100 -146
-100 -172
-100 -215
-50 -79
-50 -50 -15 -96 -122 -35
-15 -44
-80
-80
-50
-50
-50
-25
40
50
-180 -242
-130 -192
-119
-142
-75
-89 -112
-41
-25 -50
-25 -64
-9 -20
-9
0
0
0
0
-25 -11 -16 -25 -39
0 -62
Ú5.5
Ú8
Ú12.5
+13 +2
+18 +2
+20 +9
+25 +9
+28 +17
50
0
H6
H7
-50 (Om)
-100
-150
-200
2447 *上表为基准尺寸18mm以上30mm以下的情形。
200 H10 H9 H8
150
100 (Om)
50
0 -50
h5
h6
h6
h7
h8
h9
*上表为基准尺寸18mm以上30mm以下的情形。
〔技術データ〕 常用するはめあいの寸法公差 JISB 0401(1999)より抜粋
H7
F8
H8
h8
D8 E8 F8
H8
D9 E9
H9
D8 E8
H8
h9
C9 D9 E9
H9
B10 C10 D10
P6 P6 * P7 *
R7 S7 T7 U7 X7
[注] *这些配合因尺寸不同有可能发生例外。
[注] *这些配合因尺寸不同有可能发生例外。
1.2 常用基孔制公差带的相互关系
基准孔
H6
配合
H7
-30 -76
-10 -23
-10
0
0
0
0
-29 -13 -19 -30 -46
0 -74
Ú6.5
Ú9.5 Ú15.5
+15 +2
+21 +2
+24 +11
+30 +11
+33 +20
+39 +20
+51 +32
+60 +41
+62 +43
+72 +53
+78 +59
+85 +106 +66 +87
p5 r6 r5 s6
组装、拆卸同上。 大尺寸的零件为烧嵌、冷嵌、强嵌入。
拆卸时可能损坏 零件。
接头和轴 轴承衬套的配合固定
技 術 デ ー
t6
要使相互之间紧密固定,必须强压入,冷嵌、烧嵌,一旦固定后就
u6
不再拆卸,变成永久的装配。轻合金时为轻压入。
x6
配合的结合力可以 吸入阀,阀座插入 传导相当大的力量。 接头法兰和轴固定(大扭矩)
-200 -300
+88 +117 +147 +63 +92 +122
140 160
-280 -380
-210 -310
-145 -208
-145 -245
-85 -125
-85 -148
-85 -185
-43 -68
-43 -43 -14 -83 -106 -32
-14 -39
0 -18
0 -25
h9 特别精密的滑动部位。 不重要的静止部位。
轮圈和柱位的配合。 精密齿轮装置的齿轮配合
h5 h6
js6
js5 k6
k5 m6
可以有一点松动的安装部位。 使用时相互不能活动的高精度定位。 用木锤、铅锤可以组装,拆卸的配合。
组装、拆卸时需要铁锤和手压设备的配合(为防止零件相互间的回转 需要固定键)。 高精度的定位。
0 -20
0 -29
0 -46
0 -72
0 -115
Ú10
Ú14.5 Ú23.5
+24 +4
+33 +4
+37 +17
+46 +17
-
+60 +79 +109 +159 +31 +50 +80 +130
-
-
-
225
250
-420 -535