aida冲床参数
冲床规格参数一览表
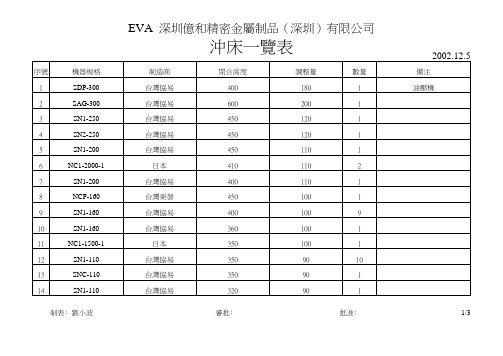
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 台灣協易 台灣協易 台灣協易 台灣協易
日本 台灣協易 台灣東發 台灣協易 台灣協易
日本 台灣協易 台灣協易 台灣協易
閉合高度 400 600 450 450 450 410 400 450 400 360 350 350 350 320
閉合高度 320 360 330 300 300
300 300 270 305 270 270 250
調整量 90 80 80 80 80
70 70 70 70 60 60 60
數量 2 2 12 1 1 5 7 10 1 2 1 7 1 3
2002.12.5
備注
審批﹕______________
批准﹕_______________
2/3
序號 29 30 31 32 33 34 35 36 37 38 39 40 41 42
機器規格 SAP-H-40 JB23-40 OBS35-3
SN1-35 PUX25-KRC
J23-25 SAP-H-20
16T 16T
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 上海二鍛 日本小松 台灣協易
機器規格 NC1-1100-1
NCP-110 SN1-80 SN1-80 NC1-800-1 JB23-63A JB23-63 SN1-60 SNC-60 SN1-60 DOBBY-60 SN1-45 SNC-45 OBS45-3
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 日本 台灣東發 台灣協易 台灣協易 日本 上海二鍛 上海二鍛 台灣協易 台灣協易 台灣協易 日本 台灣協易 台灣協易 日本
冲床技术工艺参数表

冲床技术工艺参数表冲床技术工艺参数表一、概述冲床是一种利用冲压模具将金属板材或带材加工成所需形状的机械设备。
为了保证冲床的正常运行和产品质量,需要对其进行技术工艺参数的设置。
二、机床参数1. 型号:冲床的型号应与生产需求相匹配,一般包括C型、H型、四柱式等。
2. 台面尺寸:台面尺寸应根据生产需求确定,通常分为单台面和双台面两种。
3. 冲程:冲程是指上下模板之间的距离,也就是模具最大可行程。
根据产品要求确定。
4. 行程次数:行程次数是指每分钟内上下模板往返移动的次数,根据生产需要确定。
5. 最大压力:最大压力是指在最大行程下,上下模板之间所施加的压力。
根据产品要求和材料性质确定。
三、模具参数1. 材料:模具材料应符合国家标准或客户要求,常用材料有合金钢、高速钢等。
2. 硬度:硬度是指模具表面硬度,通常根据材料性质和产品要求确定。
3. 光洁度:光洁度是指模具表面的平整程度和光滑度。
对于高精度产品,模具表面应保持高光洁度。
4. 加工精度:加工精度是指模具的尺寸和形状精确程度。
一般要求加工精度达到国家标准或客户要求。
四、材料参数1. 材料类型:材料类型包括有色金属、黑色金属、塑料等。
2. 厚度:厚度是指材料的厚度,根据产品要求确定。
3. 强度:强度是指材料的抗拉强度或屈服强度,根据产品要求和冲床能力确定。
4. 塑性:塑性是指材料在受力作用下发生塑性变形的能力。
对于需要进行拉伸、弯曲等加工的产品,需要考虑材料的塑性。
五、冲床操作参数1. 冲头直径:冲头直径是指冲头所使用的圆柱形切削刃直径。
通常根据所需切削孔径来选择合适的冲头直径。
2. 冲压速率:冲压速率是指每分钟完成的冲压次数。
根据冲床能力和材料性质确定。
3. 冲床速度:冲床速度是指上下模板往返移动的速度。
根据产品要求和材料性质确定。
4. 冲床工作时间:冲床工作时间是指冲床连续工作的时间,一般为8小时或12小时。
六、结语以上是关于冲床技术工艺参数表的详细介绍。
冲床分类都有哪些呢
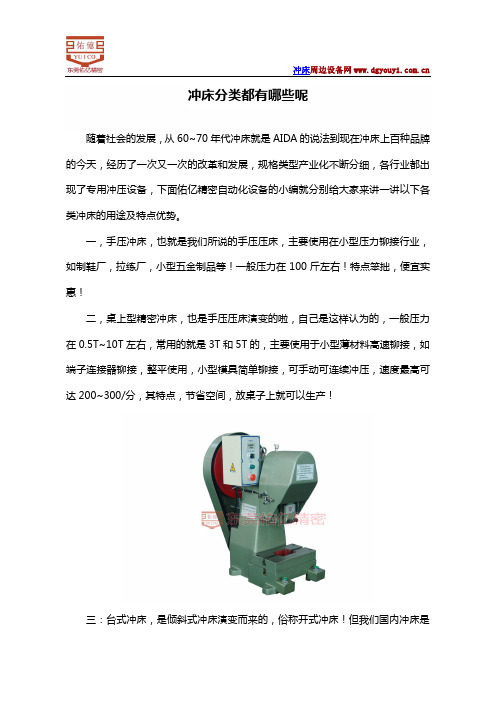
冲床分类都有哪些呢
随着社会的发展,从60~70年代冲床就是AIDA的说法到现在冲床上百种品牌的今天,经历了一次又一次的改革和发展,规格类型产业化不断分细,各行业都出现了专用冲压设备,下面佑亿精密自动化设备的小编就分别给大家来讲一讲以下各类冲床的用途及特点优势。
一,手压冲床,也就是我们所说的手压压床,主要使用在小型压力铆接行业,如制鞋厂,拉练厂,小型五金制品等!一般压力在100斤左右!特点笨拙,便宜实惠!
二,桌上型精密冲床,也是手压压床演变的啦,自己是这样认为的,一般压力在0.5T~10T左右,常用的就是3T和5T的,主要使用于小型薄材料高速铆接,如端子连接器铆接,整平使用,小型模具简单铆接,可手动可连续冲压,速度最高可达200~300/分,其特点,节省空间,放桌子上就可以生产!
三:台式冲床,是倾斜式冲床演变而来的,俗称开式冲床!但我们国内冲床是
最主要不是外型,而是加工工艺和零件成本和精度问题。
四:随着社会的发展和经济的迅速发展,单单的生产已经很落后了,逐渐往速度上提升,渐渐高速精密冲床诞生了,但行业不同所要求的速度也不一样,例如做马达铁芯的,它的冲力要求和模具重量不协和就很难做到高速生产,所以社会上就出现了一些说高不高,说低不低的中速度冲床,一般速度在200~400/分之间,其技术要求比不上真正高速冲床,但也略高于低速冲床,主要使用于矽钢片,硅钢片的冲压生产!但社会上也出现了一些专门针对矽钢片和硅钢片生产的专用冲床!
五、特殊定制机型,私服控制,冲床不规则冲压,如:上升速度快,在下死点方位速度放慢或者停止瞬间,以保证产品材料不反弹变形,主要用在汽车航空行业和高精端电机行业!
佑亿精密冲床设备用于小型冲床、高速冲床、超精密冲床等工程薄钢板及高速
稳定度要求高的连续冲压作业。
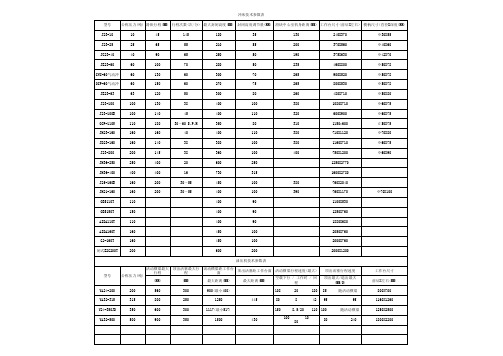
冲压设备参数清单

无 固定 330*250
800*320 无
无 固定 320*280
760*570 无
无 固定 560*420
1100*710 无
有 固定 650*520
1150*700 90*90
无 固定 650*520
1150*700 无
无 固定 1560*580 2040*780 无
无 固定 860*650
1400*840 100*100
240 固定 3450*1500 3450*1500 150/150
250
15 470 84 13
/
400
可移 动
2880*2000
400
可移 动
3500*2200
3000*2000 125/125 3500*2200 150/150
250
15 600 106
250(上) 300(下)
20
600
124
300
20
540
235
330
8 610 44
12 机械 JM36-500 1 810 560
无 固定 2500*1500 2800*1600 无
350
15 800 55 20
/
13 机械 J36-630C 1 1030 650 14 油压机 HPM-600 1 1880 350 15 油压机 HPM-800 1 1800 350
电机总 功率 (KW)
滑块
行程 次数
模柄孔
次/分
3
Φ38
5.5 60 Φ50
7.5 38 Φ60
11
360(上) 210(下)
4
925
11
200(上) 200(下)
冲床技术参数表
顶出活塞最大行 程
(MM)
活动横梁距工作台 面
最大距离(MM)
顶出活塞距工作台面 最大距离(MM)
活动横梁行程速度(最大)
空载下行 / 工作时 / 回 程
200
560
300
900(最小400)
108
20
180
顶出活塞行程速度
顶出最大/退出最大 (MM/S)
85
随活动横梁
工作台尺寸 前后X左右(MM)
Ф50X78
JE23-63
63
120
50
300
80
260
480X710
Ф50X80
J23-100
100
130
38
400
100
380
1080X710
Ф60X75
J23-100B
100
140
45
400
110
320
600X900
Ф60X75
OCP-110N
110
180
30~60 S.P.M
350
80
310
800X700
YA32-315
315
800
250
1250
445
80
8
42 95
95
1160X1260
Y24-350JD
350
600
YA32-500
500
900
300
1117(最小517)
350
1500
150
8.5/20 110 100
随活动横梁
1250X2500
430
100
10
80
80
开式500吨冲床参数表

开式500吨冲床参数表1. 引言开式500吨冲床是一种常用的冲压设备,广泛应用于各个行业,具有高效、精度高等特点。
本文将对开式500吨冲床的参数表进行详细介绍,包括其基本参数、结构参数、工作参数等。
2. 基本参数开式500吨冲床的基本参数是评估其性能和适用范围的重要指标。
以下是一些常见的基本参数:•最大冲压力:500吨•最大冲床行程:200mm•冲床喉口深度:500mm•冲床尺寸:2000mm × 1000mm•冲床净重:10吨•电机功率:30KW3. 结构参数开式500吨冲床的结构参数决定了其稳定性和可靠性。
下面是一些常见的结构参数:3.1 机架•材料:优质铸铁•结构形式:开式•刚性:高3.2 滑块•材料:优质合金钢•结构形式:开式•冲压力传递方式:液压传动3.3 工作台•材料:优质钢板•尺寸:2000mm × 1000mm•固定方式:螺栓固定4. 工作参数开式500吨冲床的工作参数直接影响其冲压效果和生产效率。
以下是一些常见的工作参数:4.1 冲床速度•快进速度:200mm/s•工作速度:20mm/s•快退速度:200mm/s4.2 冲床模具•类型:单动模•材料:优质合金钢•冲床模具尺寸:根据需求定制4.3 控制系统•类型:PLC控制•控制方式:手动/自动控制•控制精度:高4.4 安全保护•过载保护装置:有•缺相保护装置:有•紧急停机装置:有5. 使用注意事项在使用开式500吨冲床时,需要注意以下事项:1.在操作冲床之前,要确保冲床处于稳定的工作台上,并且固定牢固。
2.使用适当的冲床模具,并确保其安装正确、牢固。
3.在操作过程中,严禁将手指或其他物体伸入冲床的工作区域。
4.定期检查冲床的润滑情况,并及时添加润滑油。
5.遵循冲床的操作规程,不得超负荷使用冲床。
6. 结论通过对开式500吨冲床参数表的详细介绍,我们了解到了该冲床的基本参数、结构参数和工作参数。
了解这些参数对于正确选择和使用开式500吨冲床非常重要。
冲床主要技术规格参数
冲床主要技术规格参数冲床是一种常见的金属加工设备,冲床的技术规格参数是指其在运行时的性能和特点。
下面将详细介绍冲床的主要技术规格参数。
1.冲床的功率参数冲床的功率参数主要包括电机功率、主轴功率和压力参数。
电机功率是指冲床所配备电机的额定功率,决定了设备的驱动能力。
主轴功率是指驱动冲头运动的主轴的额定功率,决定了冲头的运动能力。
压力参数是指冲床最大的压力输出,即设备可以施加的最大压力。
2.冲床的尺寸参数冲床的尺寸参数包括整体尺寸、工作台尺寸和有效冲程。
整体尺寸是指冲床的外形尺寸,决定了设备在工作场所的安装占地面积。
工作台尺寸是指冲床的工作台大小,影响可以加工的工件尺寸。
有效冲程是指冲头运动的可控制范围,决定了设备能够完成的冲压工序。
3.冲床的速度参数冲床的速度参数主要包括移动速度和工作速度。
移动速度是指冲头的进给速度,决定了设备的加工效率。
工作速度是指冲头的工作速度,决定了设备的冲压精度和加工质量。
4.冲床的结构参数冲床的结构参数包括主轴结构、工作台结构和冲头结构。
主轴结构决定了主轴的运动方式和稳定性。
工作台结构决定了工作台的运动方式和加工稳定性。
冲头结构包括冲头类型、冲头数量和冲头曲轴,决定了设备可以实现的冲压形式和冲压效果。
5.冲床的控制参数冲床的控制参数包括控制方式和控制精度。
控制方式分为手动控制和自动控制,决定了设备的操作方式。
控制精度是指冲床的运动控制精度,决定了设备的加工精度和重复精度。
6.冲床的安全参数冲床的安全参数主要包括安全防护装置和安全操作规程。
安全防护装置是用于保护操作人员和设备安全的装置,如防护罩、急停按钮等。
安全操作规程是指设备的安全操作规定和操作流程,用于保证操作人员的安全和设备的正常运行。
冲床的技术规格参数对于设备的性能和使用效果具有重要影响。
了解和掌握冲床的技术规格参数可以帮助用户选择合适的设备,并正确操作和维护设备,以达到预期的加工效果。
机械毕业设计7100吨非液压式冲床的设计说明书

1 绪论1.1 本课题研究的科学意义100吨非液压式冲床是采用偏心拉杆机构作为工作机构的锻压机器。
具有开式机身,与闭式冲床相比有其突出的优点:装模具和操作都比较方便,同时为机械化和自动化提供了良好的条件。
但是也有其缺点:工作时变形较大,刚性较差。
这不但会降低制品精度而且由于机身有角变形会使上模轴心线与工作台面不垂直,以至破坏了上、下模具间隙的均匀性,降低模具的使用寿命。
冲床是板料冲压生产中的主要设备。
可用于冲孔、落料和成型等工序并广泛应用于国防、航空、汽车、电器等部门中。
所以对冲床的研究有很大的科学意义,冲床研究的成功将对冲床行业的发展产生巨大的影响。
1.2 冲床的发展史及国内外的发展概况手压冲床:手压冲床,主要用在小型压力铆接行业,如制鞋厂,拉练厂,小型五金制品等。
通常压力在100斤左右。
特点:笨拙,价格便宜实惠。
桌上精密冲床:手压压床演变的,一般压力在0.5T~10T左右,常用3T和5T的,主要用于小型薄材料高速铆接加工,如端子连接器铆接加工,整平使用,小型模具简单铆接加工,可手动可连续冲压,速度可达300~400转/分,其特点:节省空间,生产方便。
冲床零部件易损坏。
维修率高。
但维修也是很简单的。
大型桌下倾斜式冲床:叫脚踏式冲床,价格便宜,适合单冲生产,做一些简单的冲压比较合适,如:进行餐具的冲压加工,汽车粗糙零件加工,比较简单和精度要求不高的生产加工。
有油压和气动两种,现在气动较多。
闭式冲床:常见于大吨位冲床,最早是AIDA开发的,一般双轴居多,从110T~3000T 不等,常用于汽车大型部件行业和电脑手机等外壳生产行业。
高速精密冲床:但行业不同所要求的速度也不一样,例如做马达铁芯的,它的冲力要求和模具重量不协和就很难做到高速生产,所以社会上就出现了一些说高不高,说低不低的中速度冲床,一般速度在200~400转/分之间,其技术要求比不上高速冲床,但也略高于低速冲床,主要使用于矽钢片,硅钢片冲压生产中高速冲床:一般速度200~900转/分,主要针对电脑手机汽车等连接器,端子,马达铁芯,EI片生产和引线框架等精密冲压行业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
aida冲床参数
AIDA冲床参数
AIDA冲床是一种高速、高效、高精度的金属成形设备,广泛应用于汽车、电子、家电、建筑等领域。
为了充分发挥AIDA冲床的性能,必须正确设置冲床参数。
本文将介绍AIDA冲床的主要参数及其设置方法。
1. 冲床的压力和速度
冲床的压力和速度是决定冲床加工效率和成形精度的关键参数。
在设置冲床参数时,需要根据工件材料和冲压工艺要求确定合适的压力和速度。
通常,压力和速度的设置要考虑以下因素:
(1)材料的硬度和韧性:硬度较高的材料需要更大的压力和较慢的速度,而韧性较好的材料则需要较小的压力和较快的速度。
(2)工件的形状和尺寸:不同形状和尺寸的工件需要不同的压力和速度。
例如,大尺寸的工件需要更大的压力和较慢的速度,而小尺寸的工件则需要较小的压力和较快的速度。
(3)冲压工艺要求:不同的冲压工艺要求不同的压力和速度。
例如,深冲工艺需要更大的压力和较慢的速度,而浅冲工艺则需要较小的压力和较快的速度。
2. 冲床的行程和停留时间
冲床的行程和停留时间是指冲床在加工过程中上下运动的距离和停留的时间。
这两个参数的设置直接影响到工件的成形效果和加工效率。
在设置冲床参数时,需要根据工件的形状和尺寸、材料的硬度和韧性、冲压工艺要求等因素确定合适的行程和停留时间。
(1)行程的设置:行程的设置需要根据工件的成形要求确定。
一般来说,行程越大,可以加工的工件尺寸越大,但是加工速度会降低。
因此,在设置行程时需要综合考虑行程大小和加工效率之间的关系。
(2)停留时间的设置:停留时间的设置需要根据工件的成形要求和材料的形变特性确定。
一般来说,停留时间越长,可以加工的工件精度越高,但是加工速度会降低。
因此,在设置停留时间时需要综合考虑停留时间大小和加工效率之间的关系。
3. 冲床的进给方式和进给量
冲床的进给方式和进给量是指冲床在加工过程中工件的进给方式和进给量。
这两个参数的设置直接影响到工件的成形效果和加工效率。
在设置冲床参数时,需要根据工件的形状和尺寸、材料的硬度和韧性、冲压工艺要求等因素确定合适的进给方式和进给量。
(1)进给方式的设置:进给方式的设置需要根据工件的成形要求和材料的形变特性确定。
一般来说,进给方式可以分为单向进给和双向进给两种。
单向进给适用于对称的工件,而双向进给适用于非对
称的工件。
(2)进给量的设置:进给量的设置需要根据工件的成形要求和材料的硬度和韧性确定。
一般来说,进给量越大,可以加工的工件尺寸越大,但是加工效率会降低。
因此,在设置进给量时需要综合考虑进给量大小和加工效率之间的关系。
正确设置AIDA冲床的参数可以提高加工效率和成形精度,同时还可以延长设备寿命和降低维护成本。
因此,在使用AIDA冲床时,需要根据具体情况合理设置冲床参数,以达到最佳的加工效果。