内外螺纹的加工工艺
NPT螺纹以及检测方法详解

N P T螺纹以及检测方法详解Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。
二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为通用管螺纹和国家标准GB/T12716-2011。
三、目录1、NPT和NPTF介绍2、螺纹技术参数参数讲解3、NPT与NPTF加工工艺4、NPT和NPTF的检测方法四、内容:NPT和NPTF螺纹介绍NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管密封螺纹,用於北美地区,美国标准为13)通用管螺纹.国家标准可查阅GB/T12716-2011。
NPTF:美制干密封圆锥管螺。
NPTF = National PipeThread Fine称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。
NPTF螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、牙顶和牙底同时接触,来达到密封的目的。
它们两者的牙型角、斜度等指标都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是不一样的。
NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。
干密封管螺纹规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。
这种螺纹有较高的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断裂现象。
NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺纹是过渡配合。
NPTF螺纹主要用于高温高压对密封要求严格的场所。
NPT内外螺纹均为圆锥,而NPTF外螺纹是圆锥,内螺纹则有圆锥、圆柱两种;NPT有右旋也有左旋,NPTF只有右旋一种旋向。
用NPTF丝锥在攻NPT螺纹是可以接受的,但是NPT丝锥不能用于NPTF螺纹,因为它生产的螺纹会漏气。
第一章内螺纹管成型工艺
♠ 高频电机带动套环1高速旋转,套环内的钢球绕铜管滚动,管内衬 有带螺纹沟槽的芯头,管材在拉力牵引下前进,从而实现旋压成 形过程。高频电机的转速、管材拉伸速度、钢球和套环的尺寸都 对工艺过程和产品质量有重大影响。
♠ 管材的表面粗糙度与钢球的大小、数目、旋压 速度以及拉伸速度有关。
♥ 钢球的数量越多、钢球直径越大,管材的粗糙度将 越低。 ♥ 拉伸嘟嘟越低、高频电机转速越高,也能改善管材 的表面粗糙度。 ♥ 实际生产中,要注意钢球表面粘铜,应及时清理。
现代铜盘管技术 第一章 内螺纹铜管成型
♠ 内螺纹管的制造方法
♥ 无缝铜管旋压成形 ♥ 带材轧制成形
♠ 游动芯头拉伸,其目的在于建立反推力,平衡成形芯头上由于正压力和 摩擦般为8%~12% ♠ 旋压的目的是使铜管内壁金属充分充填芯头沟槽,旋压加工率一般为 12%~18% ♠ 空拉定径的目的在于改善管材外表面粗糙度,还有稳定整个成形过程的 作用。加工率一般为10%~15%
内螺纹接头加工工艺
内螺纹接头加工工艺
内螺纹接头加工工艺是一种常用于连接管道的方法,本文将介绍内螺纹接头的加工工艺步骤和注意事项。
工艺步骤
1. 确定加工材料和要使用的工具。
根据接头的要求,选择适当的材料和工具,如钢材和内螺纹刀具。
2. 对连接管道进行准备。
首先,应清洁管道的表面,确保无杂质和油污。
然后,使用合适的工具,修整管道的末端以获得平整和垂直的面。
3. 进行内螺纹的加工。
使用内螺纹刀具,在管道末端的孔内削出螺纹。
根据接头要求,选择合适的螺距和螺纹规格。
4. 清洁和检查。
用刷子和清洁剂清洁加工后的内螺纹,以去除切削油和碎屑。
然后,使用测量工具检查内螺纹的尺寸和质量。
5. 安装接头。
将加工好的内螺纹与同样规格和螺距的外螺纹接头相互螺合。
根据需要,可以使用适当的密封材料,如垫圈或密封胶。
6. 螺紧接头。
使用扳手或扳手套筒适度螺紧内螺纹接头。
确保螺纹连接紧密,但不过紧,以防损坏接头或管道。
注意事项
- 在加工内螺纹之前,确保管道材料适合进行切削,避免使用难以加工的材料。
- 加工内螺纹时,要控制切削速度和切削深度,以避免刀具损坏或产生质量问题。
- 加工后的内螺纹应进行清洁和检查,确保尺寸和表面质量符合要求。
- 安装接头时,要选择合适的螺距和螺纹规格,并适当使用密封材料,以确保连接的密封性。
- 螺紧接头时,要适度施力,不要过紧,避免导致接头或管道损坏。
以上是内螺纹接头加工工艺的简要介绍,希望对您有所帮助。
(Word count: 217)。
螺纹轴加工与工艺

螺纹轴加工与工艺第一章螺纹轴简述工艺分析与设计1.1 螺纹的简述在轴类零件的加工表面,车出螺旋线形状的相等截面和连续凸起部分叫螺纹,按照工件的形状可分为圆柱螺纹和圆锥螺纹;按其错在工件的位置可分为外螺纹、内螺纹,按照截面压型的形状可分为三角形螺纹、矩形螺纹、梯形螺纹、及其他特殊型螺纹,三角形螺纹主要用于两物体的连接、紧固。
按照螺旋线的分类可分为左旋螺纹和右旋螺纹,加工方向的不同所得到的螺旋线方向不同,按螺旋线的数量可分为单线螺纹、双线螺纹及多线螺纹。
按其使用的场合这些种类功能都不同。
1.2数控加工工艺分析和设计数控加工工艺分析的规程是:充分考虑采取各种措施保证产品质量,以最低的成本保证要求的生产率。
在制定工艺规程时,应尽力做到技术上先进,经济上合理并具有良好的生产条件。
制定工艺规程的工作主要包括准备工作、工艺过程的拟定和工序设计三个阶段,其内容步骤如下:(1)分析零件图和产品装配图;(2)选择毛胚;(3)选择定位基准;(4)拟定工艺路线;(5)确定加工余量和工序尺寸;(6)确定切削用量和时间;(7)确定各工序的设备、刀具夹具量具及辅助工具;(8)确定工序的技术要求及检验方法;(9)确定所有准备的合理性;在准备阶段工作的基础上,拟定以工序为单位的加工工艺过程再对每个工序确定详细内容,将所有步骤反复检查修改。
最后对制定的工艺规程进行综合分析与评价,看能否满足所设计的要求。
本设计零件有端面、倒角、圆弧、锥度、槽、螺纹。
该类零件适合数控车床加工,选择华中系列的数控机床。
加工工艺路线的拟定是制造工艺过程的总体布局,其主要任务是选择各个表面的加工方法,确定各个表面的加工顺序以及整个工艺过程中工序的数目,各个工序内容拟定过程中应首先确定各次加工定位基准和装夹方法。
然后再将所需的辅助、任务处理等工序插入相应的顺序中,得到工件的加工工艺路线。
1.2.1工艺基准在零件加工、测量和装配过程中所使用的基准,称为工艺基准。
内螺纹加工工艺计算公式
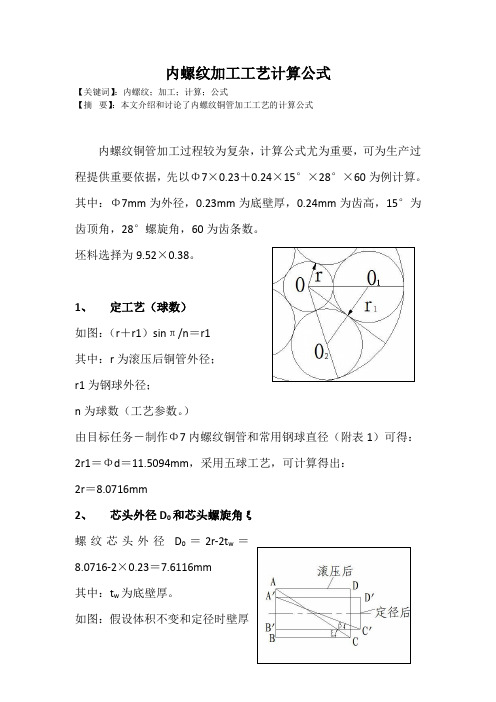
内螺纹加工工艺计算公式【关键词】:内螺纹;加工;计算;公式【摘要】:本文介绍和讨论了内螺纹铜管加工工艺的计算公式内螺纹铜管加工过程较为复杂,计算公式尤为重要,可为生产过程提供重要依据,先以Φ7×0.23+0.24×15°×28°×60为例计算。
其中:Φ7mm为外径,0.23mm为底壁厚,0.24mm为齿高,15°为齿顶角,28°螺旋角,60为齿条数。
坯料选择为9.52×0.38。
1、定工艺(球数)如图:(r+r1)sinπ/n=r1其中:r为滚压后铜管外径;r1为钢球外径;n为球数(工艺参数。
)由目标任务-制作Φ7内螺纹铜管和常用钢球直径(附表1)可得:2r1=Φd=11.5094mm,采用五球工艺,可计算得出:2r=8.0716mm2、芯头外径D0和芯头螺旋角ξ螺纹芯头外径D0=2r-2t w=8.0716-2×0.23=7.6116mm其中:t w为底壁厚。
如图:假设体积不变和定径时壁厚变化不打,可用等面积法分析:S ABCD=S A’B’C’D’则AB×BC=A’B’×B’C’又:AB=BC×tanξA’B’=B’C’×tanβAB=π(2r)A’B’=πd0(d0为目标外径Φ7.0mm)则tanξ=tanβ×(2r/d0)2=tan28°×(8.0716/7)2=0.7070所以:ξ=35.2590°3、确定芯头沟槽顶角θ1如图:AA’为端面方向;BB’为螺旋线垂直方向。
则有:OA×cosξ=OBOA=OO’×tan(θ2/2)OB=OO’×tan(θ1/2)所以:tan(θ1/2)=tan(θ2/2)×cosξ=tan(15°/2)×cos35.2590°=0.1075所以θ1/2=6.1358°θ1=12.2716°4、 成型芯头沟槽间距S 的确定成型芯头采用端面计算方式,如图由图中几何关系可以得出如下等式(D 0/2)×sin (δ/2)=(A +B )×tan(θ2/2)其中:A =(D 0/2)×cos (δ/2)-(D i/2)B =r{[1/sin(θ2/2)]-1}整理以上关系式,得出:02222sin 2sin 1222δsin D D r i ⎪⎭⎫ ⎝⎛-⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛-=⎪⎭⎫ ⎝⎛-θθθ其中δ为中心角r 为齿顶圆弧,r 取0.04mmH f =D 0/2-D i /2,D 0为芯头外径,H f 为齿顶高;可求出中心角δ=2.0054°沟槽间距S ,对应的中心角为ε,则(ε+δ)×N =360° N 为齿数,这里为60则ε+δ=6° ε=3.9946°则沟槽间距S =D 0×sin (ε/2)=0.2653mm5、 螺纹导程长度LL =tan πD 0=33.8054mm 6、 芯头上沟槽切入深度HH =1/2×(D 0-D i )+Δ Δ为经验值,取Δ=0.018~0.02mm=0.24+0.02=0.26mm由以上1~6计算,可得螺纹芯头基本参数为:芯头外径D0=7.6116mm ,取7.68mm (定旋压调节量0.06mm ) 螺旋角ξ=35.2590°,取35°螺纹芯头沟槽顶角θ1=12.2716°,取13°则螺纹芯头规格为Φ7.68×L20×Φ5×0.26×13°×35°×60×R分别为外径×芯头长度×中孔直径×螺纹沟槽深×齿顶角×螺旋角×齿条数×旋向希望通过以上公式推算为生产现场生产提供参考和依据,方便组织生产。
螺纹的铣削加工详解

随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。
而在数控铣床或加工中心得到广泛应用的今天,采用三轴联动机床进行螺纹加工,改变了螺纹的加工工艺方法,取得了良好的效果。
一、螺旋铣削内孔1.加工范围孔径较大的盲孔或通孔,由于麻花钻加工太慢或不能加工,往往选择螺旋铣削的方式。
而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。
2.加工特点螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方法,螺旋铣孔时有一个特点:每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度。
3.螺纹铣刀的选择选择16mm 的三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。
4.说明这种方法在螺旋铣削内孔上很有特色,其程序编写的实质就是将一个下刀高度作为螺旋线高度编成一个子程序,通过循环调用该螺旋线子程序,完成整个孔的铣削加工。
该方法加工孔不受铣刀规格等因素影响,所以在数控铣床和加工中心上应用比较理想。
5.应用实例及程序编写如图1所示的零件图中,要加工螺纹M36×1.5mm的底孔通孔。
首先,计算螺纹M36×1.5mm的底孔直径为:公称直径-1.0825×P(螺距)=36-1.0825×1.5=33.75mm。
确认该零件的加工毛坯为80mm ×80mm ×30mm的45钢,选定刀具为16mm三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。
圆弧导入点为A(图2),在0A段建立刀补,圆弧导出点为B,在0B段取消刀补。
参考程序编写如下(本文涉及到的参考程序均在FANUC系统中验证使用)。
主程序如下。
%(程序开始符) O0001;(主程序名) T1;(刀具为16mm的立铣刀) G80G40G69 ;(取消固定循环、刀具半径补偿和旋转指令)G90G54G00X0Y0M03S3000;(程序初始化) G43Z50.0 H01;(1 号刀具长度补偿)Z5.0;(快速移动点定位) G01Z0F50;(工进到) G41D01G01X-6.875Y10.0;(D01=8.0,在 0A 段建立刀补) G03X-16.875Y0R10;(圆弧导入 R10) M98P100L16;(调用子程序 O100,调用次数 16 次) G90G03X-6.875Y-10R10.0;(光整轮廓一周)G40G01X0Y0;(取消刀补) G0Z50.0;(退出) M05;(主轴停止) M30;(程序结束并返回程序头) %(程序结束符) 子程序如下。
第六章 螺纹加工
三、梯形螺纹车刀的装夹
螺纹车刀的刀尖应与工件轴线等高,两切削刃夹角的平分 线应垂直于工件轴线,装夹时用梯形螺纹对刀样板校正,以免 产生螺纹半角误差。
四、梯形螺纹车削注意事项
1. 加工梯形螺纹时应采用左右借刀法加工,避免刀具三刃 口同时切削,产生扎刀。 2. 螺纹的牙型角要正确,螺纹牙型两侧面的表面粗糙值要 小。 3. 螺纹加工过程中,应注意不得改变转速,否则会乱牙。
第六章 螺纹加工
在各种机电产品中,螺纹的应用十分广泛,如螺钉、螺 母、螺杆、丝杠等。 用途:它主要用于连接各种机件,也可用来传递运动和载 荷。 主要分类: 按螺纹的牙型——三角形、梯形、锯齿形、圆形等; 按螺纹的外廓形状——圆柱螺纹、圆锥螺纹。
螺纹轴套零件图
第一节 等距螺纹的加工 第二节 多线螺纹的加工 第三节 梯形螺纹的加工
二、运用子程序加工梯形螺纹
上例中的螺纹加工也可用左右切削法,可调用子程序重复 进刀切削。
(下一页续表)
续表
梯形螺纹的加工方法
一、梯形螺纹的一般技术要求
梯形螺纹的轴向剖面形状是等腰梯形。用作传动,精度要 求高,表面粗糙值小,车削梯形螺纹比车削三角螺纹困难。梯 形螺纹的一般技术要求如下: 1. 螺纹的中径必须与基准轴颈同轴,其大径尺寸应小于基 本尺寸。
毛坯为φ45mm×75mm的45钢,用G71、G92指令进行编程, 加工该零件。
实例零件图
一、工艺分析
1. 夹住毛坯φ45mm外圆,伸出大于40mm长→粗车 φ34mm外圆至φ34.5mm→粗车φ24mm外圆至φ24.5mm,精 车外轮廓至尺寸。 2. 换4mm车槽刀加工退刀槽。 3. 换外三角螺纹刀粗、精加工M24×3(1.5)-6g外 螺纹至尺寸。
k :螺纹的牙深。半径值,单位为μm。
螺纹孔的加工步骤
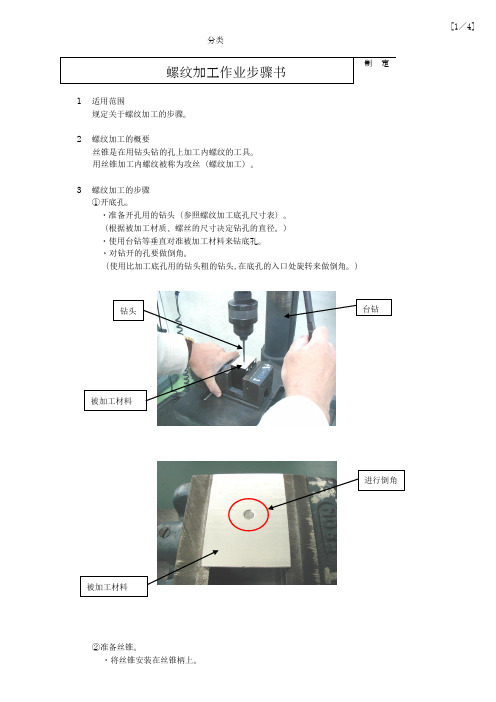
・使用台钻等垂直对准被加工材料来钻底孔。
・对钻开的孔要做倒角。
(使用比加工底孔用的钻头粗的钻头,在底孔的入口处旋转来做倒角。)
②准备丝锥。
・将丝锥安装在丝锥柄上。
・在丝锥的刃部涂上切削油(攻丝油)。
(为了进行快速的螺纹加工和防止切屑堵塞螺纹孔)
③将丝锥咬在被加工材料上。
8要小心地进行操作,以免把丝锥弄断。
6螺纹加工底孔尺寸表(单位mm)
螺丝的尺寸
钢・不锈钢・铜
铝・铸铁・树脂
备注
M2×0.4
φ1.6
φ1.6
M2.6×0.45
φ2.2
φ2.2
M3×0.5
φ2.6
φ2.5
M4×0.7
φ3.4
φ3.3
M5×0.8
φ4.3
φ4.2
M6×1.0
φ5.2
φ5.1
M8×1.25
φ6.9
5注意事项
1加工底孔时(使用台钻时)不要带手套。
2带上防尘眼镜。
3加工底孔时,要先确认使用的是适用于被加工材料的钻头(钻的刀头)。
4根据被加工材料、螺丝的大小来确定钻孔的直径。
5M8以上的螺纹加工,要按照头、二、三锥的顺序进行作业。
6螺纹加工时,一定要在丝锥上涂抹切削油。
7在清除切屑时,不要用手指、抹布,一定要用压缩气、刷子等清除。
・将丝锥穿透被加工材料或到螺丝所需深度为止,将丝锥向左转动,从被加工材料上将丝锥拔出来。
・拔出丝锥后,除去被加工材料的切屑、切削油,并确认内螺纹的加工状态。
・将粘在丝锥刃部的切屑、切削油清除干净。
4丝锥的种类
关于丝锥,如下图所示有三种。