无差动花键铣床加工斜齿轮原理及调整计算
铣工工艺学——斜齿圆柱齿轮及其铣削

7、交换齿轮计算
⑴导程Pn 以分度圆直径代入
Pn=πmz / sinβ
⑵交换齿轮计算
z1z 2 / z3z4 = 240 / Pn
8、安铣刀
问题:铣圆柱斜齿轮时,可按M和Z进行选刀?不对
9、对中心 10、选铣削用量 11、铣标记
七、铣削注意事项
小结
1、掌握斜齿圆柱齿轮各部名称、定义、 代号及 基本尺寸计算。 2、掌握当量齿数与铣刀的选择 3、了解圆柱斜齿轮的测量方法 4、明确斜齿轮的铣削步骤
法线分度圆弦齿厚sn=mnz当 sin90°/z当
法线分度圆弦齿高han=mn[1+z当/2(1-cos90°/z当)]
当当量齿数是小数时,可四舍五入,再从表9-7中查得系数, 然后与法面模数相乘就得sn和han 3、公法线长度测量 斜齿轮圆柱齿轮公法线长度只能在法面上测量,故计算斜齿
轮圆柱齿轮公法线长度所用模数、齿形角也应是mn和αn
下图中Pn表示法向齿距,Pt表示端面齿距,βb为螺旋角
即看17页表9-10中,下标为n的是法面参数,下标为t的是端面
参数。
3.模数
斜齿轮有2个模数,2个齿形角。其中法面参数均采用标准 值,如法面齿形角αn = α= 20°,在端面内具渐开线齿形。
斜齿轮有关齿形的尺寸均在端平面内计算,计算要将法向 模数mn换算成端面模数进行。
d=mn z /cosβ =90÷0.866=103.86mm da=d+2mn=103.86+2×5=113.86mm Df=d-2hf=d-2.5mn=103.86-2.5×5=91.36mm
例题:一对啮合斜齿圆柱齿轮的法向模数mn=4mn, 螺旋角β=35°,大齿轮齿数z1=36,小齿轮齿数 z2=20 。求中心距。
齿轮加工机床分解.pptx
4.2 滚齿机
(二)滚刀安装角的调整
第39页/共66页Fra bibliotek第40页/共66页
4.2 滚齿机
(二)滚刀安装角的调整
第41页/共66页
4.3 其它类型齿轮加工机床
一、插齿机
(一)机构
第42页/共66页
4.3 其它类型齿轮加工机床
一、插齿机
(一)插齿原理
第43页/共66页
4.3 其它类型齿轮加工机床
第20页/共66页
4.2 滚齿机
(三)滚齿机的运动合成机构
合成机构动态演示
第21页/共66页
第22页/共66页
第23页/共66页
4.2 滚齿机
(四)加工蜗轮时的运动和传动原理
根据切入进给方法不同,滚切蜗轮的方法有两种:
1.径向进给法
这种加工方法在一般滚齿机上都可进行
2.切向进给法
这种加工方法只在滚刀刀架上具备切向进给溜板的滚切机上方 能进行,同时需要采用带切削锥的蜗轮滚刀。
第59页/共66页
第60页/共66页
4.3 其它类型齿轮加工机床
(二)弧齿锥齿轮铣齿机的传动原理
铣切弧齿锥齿轮的形成运动为:切齿刀盘的旋转运动形成齿线, 它是一个简单运动……主运动;摇台与工件的对滚运动形成渐开线 齿廓,是一个复合运动……展成运动。分度运动为工件周期地转过 一定角度。此外,还有其它一些辅助运动。
由内联系传动链:
回转工作台(工件旋转)—16—15—[合成]—14—13—ux—
12—11—10—纵向工作台(工件直线移动)
外联系传动链:17—18—us—19—11来实现。
前者保证展成运动的运动轨迹,即工件转动与移动之间的严格运
铣齿加工齿形的原理
铣齿加工齿形的原理铣齿加工是一种用铣床进行齿形加工的方法,通常用于制造啮合齿轮、链轮、齿条等传动装置的齿轮。
其原理是利用铣刀在铣削过程中对被加工工件进行切削,并通过不断移动工件和铣刀来形成齿形。
铣齿加工的原理可以简单概括为以下几个步骤:1. 工件夹紧与定位:将待加工的工件夹在铣床的工作台上,并通过夹具和卡盘等装置进行夹紧与定位。
确保工件能够稳定地固定在工作台上,以便后续加工过程中的高速旋转和切削力。
2. 铣刀选取与安装:根据需要加工的齿形和工件的材料等因素,选择适合的铣刀。
铣刀的类型有多种,有单齿和多齿的,有立式和卧式的,还有直齿和斜齿的等等。
选取合适的铣刀后,将其安装在铣床的主轴上。
3. 加工路径设定:根据齿形的要求,在工件上确定铣削的加工路径。
加工路径的设定可以通过CAD/CAM技术进行数控编程,也可以手动进行操作。
需要注意的是,加工路径应考虑到铣刀的尺寸、齿轮的齿数和模数等因素,以确保加工出的齿形准确。
4. 加工过程控制:将加工路径的信息输入到铣床的控制系统中,并设置相关的切削参数,如进给速度、主轴转速、切削深度等。
在铣削过程中,铣刀按照设定的路径进行往复运动,切削工件表面,逐渐形成齿形。
5. 齿形加工结束与检验:根据设定的加工路径和参数,铣刀完成对工件表面的切削,形成齿形。
加工结束后,需要对加工得到的齿形进行检验,检查其形状、尺寸和精度等是否符合要求。
铣齿加工的原理依赖于铣削的切削力与切削力矩,以及工件和铣刀之间的相对运动。
在铣削过程中,铣刀的刃尖与工件表面接触,通过不断执行切削动作,将工件表面的材料移除。
切削过程中,铣刀具有切削力和切削力矩,用于对工件进行切削。
在铣齿加工中,切削时工件的转速与进给速度是两个重要的参数。
转速会影响铣刀切削工件的速度,转速越高,切削速度就越快,切削效果也越好。
进给速度则影响铣刀与工件的相对运动,进给速度越大,铣刀每分钟切削的长度就越长。
此外,铣刀的选择和安装也非常关键。
标准斜齿轮计算公式[3篇]
![标准斜齿轮计算公式[3篇]](https://img.taocdn.com/s3/m/3cb37c23a22d7375a417866fb84ae45c3b35c2f9.png)
标准斜齿轮计算公式[3篇]以下是网友分享的关于标准斜齿轮计算公式的资料3篇,希望对您有所帮助,就爱阅读感谢您的支持。
标准斜齿轮计算公式第一篇第三十一讲讲学时:2 学时课题:第十二章齿轮传动12.3 渐开线标准直齿圆柱齿轮的主要参数及几何尺寸计算目的任务:掌握渐开线标准直齿圆柱齿轮的主要参数及几何尺寸计算重点:渐开线标准直齿圆柱齿轮的主要参数难点:模数公法线教学方法:利用动画演示各种齿轮传动,以及渐开线齿轮啮合特点。
12.3 渐开线标准直齿圆柱齿轮的主要参数及几何尺寸计算12.3.1 齿轮各部分名称及符号12.3.2 渐开线标准直齿圆柱齿轮的基本参数及几何尺寸计算 1 模数齿轮圆周上轮齿的数目称为齿数,用z 表示。
根据齿距的定义知2 压力角3 齿数4 齿顶高系数ha=ha*m5 顶隙系数c=c m 全齿高*(ha*=1)(c*=0.25) h=ha+hf=(2ha*+c*)mhf=(ha*+c*)m标准齿轮是指模数、压力角、齿顶高系数和顶隙系数均为标准值,标准齿轮是指模数、压力角、齿顶高系数和顶隙系数均为标准值,且分度圆上的齿厚等于齿槽表12-2 标准直齿圆柱齿轮的几何尺寸计算公式4. 内齿轮与齿条图示为一内齿圆柱齿轮,内齿轮的轮齿是分布在空心圆柱体的内表面上。
与外齿轮相比有下列几个1)内齿轮的齿厚相当于外齿轮的齿槽宽,内齿轮的齿槽宽相当于外齿轮的齿厚。
2)内齿轮的齿顶圆在它的分度圆之内,齿根圆在它的分度圆以外。
图示为一齿条,它可以看作齿轮的一种特殊型式。
与齿轮相比有下列两个主要特点:1)由于齿条的齿廓是直线,所以齿廓上各点的法线是平行的;传动时齿条是直线移动的,故各点和方向均相同;齿条齿廓上各点的压力角也都相同,等于齿廓的倾斜角。
2)与分度线相平行的各直线上的齿距都相等。
渐开线直齿圆柱齿轮的任意圆周上齿厚的计算5.公法线长度测量齿轮公法线长度是检验齿轮精度常用的方法之一。
它具有测量方便、准确和易于掌握的优点。
无差动花键铣床加工斜齿轮原理及调整计算
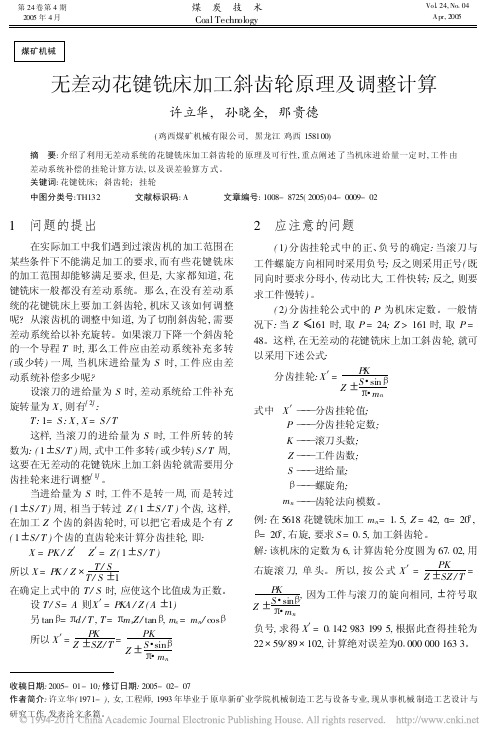
煤矿机械无差动花键铣床加工斜齿轮原理及调整计算许立华,孙晓全,那贵德(鸡西煤矿机械有限公司,黑龙江鸡西158100)摘 要:介绍了利用无差动系统的花键铣床加工斜齿轮的原理及可行性,重点阐述了当机床进给量一定时,工件由差动系统补偿的挂轮计算方法,以及误差验算方式。
关键词:花键铣床;斜齿轮;挂轮中图分类号:TH132 文献标识码:A 文章编号:1008-8725(2005)04-0009-021 问题的提出在实际加工中我们遇到过滚齿机的加工范围在某些条件下不能满足加工的要求,而有些花键铣床的加工范围却能够满足要求,但是,大家都知道,花键铣床一般都没有差动系统。
那么,在没有差动系统的花键铣床上要加工斜齿轮,机床又该如何调整呢?从滚齿机的调整中知道,为了切削斜齿轮,需要差动系统给以补充旋转。
如果滚刀下降一个斜齿轮的一个导程T时,那么工件应由差动系统补充多转(或少转)一周,当机床进给量为S时,工件应由差动系统补偿多少呢?设滚刀的进给量为S时,差动系统给工件补充旋转量为X,则有[2]:T:1=S:X,X=S/T这样,当滚刀的进给量为S时,工件所转的转数为:(1 S/T)周,式中工件多转(或少转)S/T周,这要在无差动的花键铣床上加工斜齿轮就需要用分齿挂轮来进行调整[1]。
当进给量为S时,工件不是转一周,而是转过(1 S/T)周,相当于转过Z(1 S/T)个齿,这样,在加工Z个齿的斜齿轮时,可以把它看成是个有Z(1 S/T)个齿的直齿轮来计算分齿挂轮,即:X=PK/Z Z =Z(1 S/T)所以X=P K/Z T/ST/S 1在确定上式中的T/S时,应使这个比值成为正数。
设T/S=A则X =P KA/Z(A 1)另tan = d/T,T= m s Z/tan ,m s=m n/cos所以X =P KZ SZ/T=PKZS sinm n2 应注意的问题(1)分齿挂轮式中的正、负号的确定:当滚刀与工件螺旋方向相同时采用负号;反之则采用正号(既同向时要求分母小,传动比大,工件快转;反之,则要求工件慢转)。
变速器斜齿计算公式

变速器斜齿计算公式在机械传动系统中,变速器是一种常见的装置,用于改变机械设备的输出转速和扭矩。
而在变速器中,斜齿是一种常见的齿轮形式,用于实现不同齿轮之间的传动。
斜齿的设计和计算是变速器设计中的重要环节,本文将介绍变速器斜齿的计算公式及其应用。
首先,我们需要了解一些基本概念。
斜齿是指齿轮齿面与轴线不垂直的齿轮,它的齿面呈斜面状,与直齿齿轮相比,斜齿齿轮具有更平稳的传动特性和更大的传动比范围。
在变速器中,斜齿齿轮常用于实现不同齿轮之间的传动,以实现变速的目的。
接下来,我们将介绍变速器斜齿的计算公式。
在变速器设计中,斜齿的计算涉及到齿轮的模数、齿数、压力角等参数。
其中,斜齿齿轮的模数m是指齿轮的模数,它是齿轮齿面上的齿数与齿轮直径的比值。
齿数z是指齿轮上的齿数,它表示了齿轮的大小。
压力角α是指齿轮齿面上的齿廓线与齿轮轴线之间的夹角,它影响了齿轮的传动性能。
根据以上参数,变速器斜齿的计算公式如下:1. 齿轮模数m的计算公式为:\[ m = \frac{1}{z} \]2. 齿轮齿数z的计算公式为:\[ z = \frac{\pi \cdot D}{m} \]其中,D为齿轮直径。
3. 齿轮压力角α的计算公式为:\[ \tan \alpha = \frac{\cos \alpha}{\sin \alpha} \]根据以上计算公式,我们可以计算出变速器斜齿齿轮的各项参数,从而实现变速器的设计和制造。
除了斜齿的基本参数计算外,变速器斜齿的设计还涉及到齿轮齿面的强度计算。
在变速器工作过程中,齿轮齿面承受着较大的载荷,因此需要进行强度计算以确保齿轮的可靠传动。
斜齿齿轮的强度计算涉及到齿面接触应力、齿根弯曲应力等参数,需要进行详细的计算和分析。
此外,变速器斜齿的设计还需要考虑齿轮的制造工艺和加工精度。
斜齿齿轮的制造工艺包括铣削、齿磨等工艺,需要保证齿轮的精度和质量。
在制造过程中,需要进行齿轮的尺寸测量和齿面质量检测,以确保齿轮的精度和可靠性。
斜齿轮设计计算过程(纯文档公式可编辑)

参考表8.2-90(各类钢材和热处理的特点及使用条件)、表8.2-91(调质及表面淬火齿轮用钢的选择)、表8.2-95(齿轮常用钢材的力学性能)、表8.2-96(齿轮工作齿面硬度及其组合应用举例),选择齿轮的材料为小齿轮:40Cr,调质+高级感应加热淬火,表面硬度320-340HBW大齿轮:40Cr,调质+高级感应加热淬火,表面硬度由图8.2-16和图8.2-29,按.MQ级质量要求取值,查得ζHlim1=1020MPa,ζHlim2=1020MPaζFE1=800MPa,ζFE2=800MPa(2)按齿面接触强度初步确定中心距,并初选主要参数按表8. 2-35α≥476(u+1)KT12ϕaζ2HP u31)小齿轮传递转矩T1:T1=9549*P/n1=9549*80/730=1046N.m2)载荷系数K:考虑齿轮对称轴承布置,速度较低,冲击负荷较大,取K=1.63)齿宽系数ϕa:取ϕa=0.44)齿数比u:赞取u=i=3.115)许用接触应力ζHP按表8.2-35, ζHP=ζHlim/ζHmin,取最小安全系数S Hmin=1.1,按大齿轮计算,ζHP2=ζHlim2/ζHmin=461MPa6)将以上数据代人计算中心距的公式a≥476*(3.11+1)*……=276.67mm圆整为标准中心距a=300mm。
7)确定模数:按经验公式m n=(0.007~0.02)*a=2.1~6mm取标准模数m n=4mm8)初取螺旋角β=9°,cos9° = 0. 988009)确定齿数:z1=2*a*cosβ/m n(u+1)=36.06Z2=z1*u=112.15取z1=36,z2=112实际传动比:i实=z2/z1=3.11110)精求螺旋角β:cosβ=m n(z1+z2)/2a=0.98667所以β=9°22″11)计算分度圆直径:D1=m n*z1/cosβ=145.946mmD2= m n*z2/cosβ=454.053mm12)确定齿宽:b=Φd*a=0.4x300=120mm13)计算齿轮圆周速度:V=π*d1*n1/60/1000=5.58m/s根据齿轮圆周速度,参考表8.2-100和表8.2-102,选择齿轮精度等级为7级(3)校核齿面接触疲劳强度根据表8. 2-37σH=Z H Z E ZβF t1u+1K A K V K HβK Hα1)分度圆上圆周力F t::F t=2T1/d1=14334N2)使用系数K A:参考表8.2-40、表8.2-41,查表8.2-39,K A=1.53)动载荷系数Kv:根据表8. 2-49计算传动精度系数CC L=-0. 50481n(z1)-1. 1441n(mn)+2. 8521n(fpt1)+3.32=-0.50481n(36)-1.1441n (4)+2. 8521n(14)+3 .32=7 .45 c z=-0. 50481n (z1)-1 .1441n(mn))+2. 8521n(fpt1)+3·32 =7.26C=int(max {C,C2})=8B=0 .25(C-5)0.667=0.520A=50+56(1.0-B)=76.868K V=(AA+200V)−B=1.2064)接触强度计算的齿向载荷分布系数K Hβ:根据表8. 2-58,装配时检验调整K Hβ=1.12+0.18*(b/d1)+2.3*10-4*b=1.2695)齿间载荷分配系数K Hα:查表8.2-62,因为K A F1/b=1.5*14334/120=179.175N/mm,K Hα=1.1 6)节点仄域系数Z H查图8.2-13,Z H=2.477)弹性系数Z E查表8.2-64,Z E=189.8MPa8)接触强度计算的重合度与螺旋角系数Z eβ当量齿数:z v1=z1/cos3β=36/0.986673=37.5z v2=z2/cos3β=112/0.986673=116.6 当量齿轮的端面重合度εvα:εvα=εαⅠ+εαⅡ查图8. 2-7,分别得到εαⅠ=0.83, εαⅡ=0.91,εvα=0.83+0 .91=1.74 查图8.2-9, εβ=1.55查图8.2-14 , Zεβ= 0.769)将以上数据代人公式计算接触应力ζH=2.47 *189.8 *0.76 *14334120∗145.9463.11+13.11∗1.5∗1.206∗1.269∗1.1=588.79MPa10)计算安全系数S H根据表8. 2-37 ,S H=ζHlim Z NT Z L Z V Z R Z W Z X/ζH 寿命系数Z NT:按式8.2-7,N1=60n1kh=60*730*1*35000=1.533*109,N2=N1/i=1.533*109/3.11=4.93*108。
齿轮加工机床工作原理

齿轮加工机床工作原理轮加工机床的种类繁多,构成各异,加工方法也各不相同,但就其加工原理来说,可分为成形法和范成法(展成法)两类。
(一)成形法加工齿轮成形法加工齿轮时,采用与被加工齿轮齿槽形状相同的成形刀具切削齿轮,即所用刀具的切削刃形状与被切削齿轮的齿槽形状相吻合。
例如,在铣床上使用具有渐开线齿形的盘形铣刀或指状铣刀铣削齿轮。
齿轮轮齿的表面是渐开线柱面。
由于形成母线(渐开线)的方法采用成形法,机床形成母线时不需要运动。
形成导线(直线)的方法是相切法。
因此机床需要两个成形运动:一个是铣刀的旋转B,一个是铣刀沿齿坯的轴向移动A。
铣完一个齿轮后,铣刀返回原位,齿坯作分度运动——转过360º/Z(Z 是被加工齿轮的齿数),然后再铣下一个齿槽,直至全部齿被铣削完毕。
采用成形法加工时,通常采用单齿廓成形刀具加工齿轮,其优点是机床较简单,可以利用通用机床加工;缺点是对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具。
在实际生产中,为了减少成形刀具的数量,每一种模数通常只配有8把刀具,各自适应一定的齿数范围,因而加工出来的齿形是近似的,存在不同程度的齿形误差,加工精度较低;而且,每加工完一个齿槽后,工件需周期性地分度一次,生产率低。
因此,用单齿廓成形刀具加工齿轮的方法,通常多用于修配行业或单件小批生产且加工精度要求不高的齿轮。
用多齿廓成形刀具加工齿轮时,在一个工作循环中即可加工出全部齿槽。
例如,用齿轮拉刀或齿轮推刀加工内齿轮和外齿轮。
采用这种成形刀具,可得到较高的加工精度和生产率,但要求刀具有较高的制造精度且刀具结构复杂。
此外,每套刀具只能加工一种模数和齿数的齿轮,所以机床也必须是特殊结构的,因而加工成本较高,仅适用于大批量生产。
(二)范成法加工齿轮范成法(展成法)加工齿轮应用齿轮啮合的原理。
在切齿过程中,模拟齿轮副的啮合过程,把其中的一个齿轮特化为刀具,强制刀具和工件作严格的啮合运动,由刀具切削刃的位置连续变化范成出齿廓。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤矿机械
无差动花键铣床加工斜齿轮原理及调整计算
许立华,孙晓全,那贵德
(鸡西煤矿机械有限公司,黑龙江鸡西158100)
摘 要:介绍了利用无差动系统的花键铣床加工斜齿轮的原理及可行性,重点阐述了当机床进给量一定时,工件由差动系统补偿的挂轮计算方法,以及误差验算方式。
关键词:花键铣床;斜齿轮;挂轮
中图分类号:TH132 文献标识码:A 文章编号:1008-8725(2005)04-0009-02
1 问题的提出
在实际加工中我们遇到过滚齿机的加工范围在
某些条件下不能满足加工的要求,而有些花键铣床
的加工范围却能够满足要求,但是,大家都知道,花
键铣床一般都没有差动系统。
那么,在没有差动系
统的花键铣床上要加工斜齿轮,机床又该如何调整
呢?从滚齿机的调整中知道,为了切削斜齿轮,需要
差动系统给以补充旋转。
如果滚刀下降一个斜齿轮
的一个导程T时,那么工件应由差动系统补充多转
(或少转)一周,当机床进给量为S时,工件应由差
动系统补偿多少呢?
设滚刀的进给量为S时,差动系统给工件补充
旋转量为X,则有[2]:
T:1=S:X,X=S/T
这样,当滚刀的进给量为S时,工件所转的转
数为:(1 S/T)周,式中工件多转(或少转)S/T周,
这要在无差动的花键铣床上加工斜齿轮就需要用分
齿挂轮来进行调整[1]。
当进给量为S时,工件不是转一周,而是转过
(1 S/T)周,相当于转过Z(1 S/T)个齿,这样,
在加工Z个齿的斜齿轮时,可以把它看成是个有Z
(1 S/T)个齿的直齿轮来计算分齿挂轮,即:
X=PK/Z Z =Z(1 S/T)
所以X=P K/Z T/S
T/S 1
在确定上式中的T/S时,应使这个比值成为正数。
设T/S=A则X =P KA/Z(A 1)
另tan = d/T,T= m s Z/tan ,m s=m n/cos
所以X =
P K
Z SZ/T=
PK
Z
S sin
m n
2 应注意的问题
(1)分齿挂轮式中的正、负号的确定:当滚刀与
工件螺旋方向相同时采用负号;反之则采用正号(既
同向时要求分母小,传动比大,工件快转;反之,则要
求工件慢转)。
(2)分齿挂轮公式中的P为机床定数。
一般情
况下:当Z 161时,取P=24;Z>161时,取P=
48。
这样,在无差动的花键铣床上加工斜齿轮,就可
以采用下述公式:
分齿挂轮:X =
P K
Z
S sin
m n
式中X 分齿挂轮值;
P 分齿挂轮定数;
K 滚刀头数;
Z 工件齿数;
S 进给量;
螺旋角;
m n 齿轮法向模数。
例:在5618花键铣床加工m n=1 5,Z=42, =20 ,
=20 ,右旋,要求S=0 5,加工斜齿轮。
解:该机床的定数为6,计算齿轮分度圆为67 02,用
右旋滚刀,单头。
所以,按公式X =
PK
Z SZ/T
=
P K
Z
S sin
m n
,因为工件与滚刀的旋向相同, 符号取
负号,求得X =0 1429831995,根据此查得挂轮为
22 59/89 102,计算绝对误差为0 0000001633。
收稿日期:2005-01-10;修订日期:2005-02-07
作者简介:许立华(1971-),女,工程师,1993年毕业于原阜新矿业学院机械制造工艺与设备专业,现从事机械制造工艺设计与研究工作,发表论文多篇。
16Mn钢感应熔敷WC涂层的耐磨性研究
郑光海,王振廷
(黑龙江科技学院机械工程系,哈尔滨150027)
摘 要:在刮板输送机中部槽用16Mn钢板表面感应熔敷镍基WC涂层,对其微观结构进行分析,检测其硬度和耐磨性。
结果表明,熔敷层组织为熔融镍及半熔WC颗粒组成,且其与基体形成良好的冶金结合层。
其耐磨性较16Mn钢板提高近2倍。
关键词:感应熔敷;耐磨性;WC涂层
中图分类号:TD528+.3 文献标识码:A 文章编号:1008-8725(2005)04-0010-03
0 前言
刮板输送机是煤矿生产中的重要运输设备。
其中部槽在苛刻的磨损和腐蚀条件下服役,极易损坏。
既使采用了表面堆焊等方法,使用寿命仍然不高。
一旦因磨损失效,就要更换,不但增加生产成本,而且井下作业难度很大。
如何提高其使用寿命和安全性是我们面临的一个重要课题。
采用表面防护是目前既经济又有效的方法。
目前国内外研究较多的是堆焊、热喷涂、激光熔敷等。
但这些工艺都存在一些不足,比如堆焊引起工件的热变形;喷涂,其涂层与基体结合强度低,有孔隙;激光熔敷生产效率低,成本高。
近年来,感应熔敷耐磨涂层的工艺正在发展中,其明显的优势是显而易见的。
与激光熔敷相比,感应熔覆生产效率高,对于较大尺寸的零件,可以通过制作相应的感应线圈实现加热;设备投入较小,在很多企业,现有的设备就可以实现。
感应熔敷方法,简单说就是在工件表面预先制备陶瓷等粉末涂层(喷涂、刷涂等),然后采用感应加热方法使涂层及基体表面快速熔化,在随后的冷却中得到均匀的涂层和良好的冶金结合层。
其主要用途就是制备耐磨涂层及抗高温涂层。
本文就是利用感应熔覆的方法,在16Mn钢板上制备出镍基WC涂层。
通过对涂层显微组织的分析、硬度和耐磨性的测试,得出结论,涂层与基体间是良好的冶金结合,其耐磨性是16Mn钢板的两倍以上。
可以大大提高刮板输送机中部槽的使用寿命。
1 试验材料及方法
1 1 试验材料
试验所用的基体材料为热轧状态的16Mn钢板,熔敷材料为Ni基自熔性合金粉和碳化钨粉末。
S=0 5必须用精确挂轮,如果用近似挂轮,反过来还需进一步计算分齿挂轮,相对误差值小于十万分之一,直到符合所要求的误差之内。
参考文献:
[1] 霍永明,等 对数挂轮选用表[M].北京:机械工业出版社.
[2] 成大先 机械设计手册[M].北京:化学工业出版社
The Trincitle and Regulat Cal Culation for Precessing Bevel Gear
on Isochronous Spline Miller
XU Li-hua,SUN Xiao-quan,NA Gui-de
(Jixi Coal Mine Machinery Limited Company,Ji xi158100,China)
Abstract:Introduce the principle and possibility of use i sochronous system of spli ne processing beuel gear,stress on whew the feeding is cer tained,change gear calculati on method form isochronous system compensate and error checking calculation for machining workpiece.
Key words:spline miller;bevel gear;change gear
基金项目: 黑龙江省普通高等学校骨干教师创新能力资助计划 项目(1054G046)
收稿日期:2005-01-17;修订日期:2005-02-05
作者简介:郑光海(1970-),男,黑龙江绥棱人,讲师,1992年毕业于中国矿业大学。
主要从事金属材料表面防护的教学和科研工作,发表论文4篇。