中厚板堆垛缓冷工艺制度
中厚板控制冷却技术

中厚板控制冷却技术李嘉欣(辽宁科技大学材料成型及控制工程12级,学号1233010154)[摘要]控制轧制和控制冷却是现代化中厚板厂的主导生产工艺,用于生产优质的中厚钢板。
本文介绍了中厚板控制冷却技术的发展和现状,阐明了控冷对钢材组织性能的影响,对各种冷却方式进行了分析、比较,讨论了影响控制冷却效果的主要因素,并提出了应用控冷技术应该解决的几个问题,掌握这些情况对于中厚板厂选择合适的冷却方式和控冷系统的改造有一定参考作用。
[关键词]中厚板;控制冷却;冷却方式;发展Controlled Cooling Technology for Medium PlateAbstract: The control rolling and control cooling is a dominated process in a modern medium plate, which is used for producing quality medium steel plate. This paper reviews the development and current situation of the technology of controlled cooling for medium plate,and describes the effect of controlled cooling on the structure and properties of medium plate. The performances of all kinds of cooling methods are analyzed and compared. The main factors influencing the effect of controlled cooling are discussed. In addition,some key problems to be solved in the application are also given. It can be used for reference in choosing of suitable cooling methods and the controlled cooling systems.Keywords:medium plate;controlled cooling;cooling mode;development1前言传统的中厚板生产工艺,钢板轧后到精整之前,要经过长时间的自然空冷降温,这不但影响产量,而且还因冷床不足导致钢板在蓝脆温度下剪切,增加了钢板的废品率。
中板生产中除氢工艺的合理应用

图* 钢板厚度、 含氢浓度及钢板缓冷时间的关系 (钢板初始冷却温度为+ ) ) ,)
’ ): 含氢浓度 / ; ; ; ; * & $ & ’ & / $ ! ’ ! / $ # ’ # / $ ( ’ ( / $
松、 缩孔使这种除氢工艺毫无意义。 上述分析表明, 要保证成品钢板中低的氢含 量, 不能仅采用液态钢水除氢工艺, 也不能采用连 铸坯除氢工艺。中板生产在液态钢水除氢的同 时, 还应采用成品钢板堆垛缓冷除氢工艺。该工 艺可有效避免钢板因快速冷却产生的残余应力, 同时可大大降低钢板中氢的含量, 防止裂纹产生。 钢板堆垛缓冷前的温度应高于 ( 堆垛 $ $ ., 缓冷时间依据钢板中氢的含量、 钢板初始温度及 钢板厚度等而定。图#示出了钢板初始冷却温度 为( 钢板厚度、 氢浓度 与 缓 冷 时 间 的 关 $ $ . 时, 系。 国内新建的某中板生产线即按上述理念, 采 万方数据 用了轧后成品钢板堆垛缓冷的除氢工艺, 将缓冷
: , 4 ’ $ , 1 # + , % B = > = D E 7 2 D F G = D G 1 I D @ 1 7 2 7 J A = B A > 7 = 2 D @ 1 7 2 > 7 I = E E 7 J G D @ = 1 E L @ J 7 > M D > A M B 1 I B 1 E D G 1 = A G 1 L 1 A A = B N H H K < H H H H H C K , A > 7 = 2D 2 A J 1 2 1 E B 1 2 G D @ = E @ D I O 1 2 J 7 > E G 7 M N I 7 7 G 1 2 @ @ B = E D P = @ 1 P = ( % B = > = J 7 > =@ B =B 1 BD A A 1 @ 1 7 2 D G Q D G L =H > 7 A L I @ E < <H < <D < M B 1 I BB D E E = > 1 7 L E > = L 1 > = P = 2 @ 7 J B A > 7 = 2I 7 2 @ = 2 @ I D 2F = > 7 A L I = A ( C K < H : ; ; ; 5 " % 1 . $H G D @ = > 7 A L I @ 1 7 2H 1 = G 1 2 = E @ = = GA = B A > 7 = 2 D @ 1 7 2H > 7 I = E EE @ D I O 1 2 J 7 > E G 7 M N I 7 7 G 1 2 H H K < < < 06
中厚板的控制轧制与控制冷却工艺

中厚板的控制轧制与控制冷却工艺孙洪亮(材料成型及控制工程,1233010149)【摘要】近三十年以来,控制轧制和控制冷却技术在国外得到了迅速的发展,各国先后开展了多方面的理论研究和应用技术研究,并在轧钢生产中加以利用,明显的改善和提高了钢材的强韧性和使用性能,为了节约能耗、简化生产工艺和开发钢材新品种创造了有力条件。
目前国内外大多数宽厚板厂均采用控制轧制和控制冷却工艺,生产具有高强度、高韧性、良好焊接性的优质钢板。
控制轧制和控制冷却工艺的开发与理论研究进一步揭示了热变形过程中变形和冷却工艺参数与钢材的组织变化、相关规律以及钢材性能之间的内在关系,充实和形成了钢材热变形条件下的物理冶金工程理论,为制定合理的热轧生产工艺提供理论依据。
关键词:宽厚板厂,控制轧制,控制冷却【关键词】控制轧制;控制冷却;冷却段长度In the controlled rolling and controlled cooling technology of plate Abstract:For nearly 30 years, controlled rolling and controlled cooling technology obtained the rapid development in foreign countries, and countries successively carried out various theoretical research and applied technology research, and tries to use in the production of steel rolling, the obvious improve and enhance the tenacity of steel and the use of performance, in order to save energy consumption, simplify production process and development of new steel varieties created favourable conditions. Most lenient plate factory at home and abroad adopt controlled rolling and controlled cooling technology, production has high strength, high toughness and good weldability of high qualified steel plate. Controlled rolling and controlledcooling technology development and theory research of further reveals that the thermal deformation in the process of deformation and cooling process parameters and the change of the organization of the steel, the relevant laws and the internal relations between steel performance, enrich and formed steel thermal deformation under the condition of physical metallurgy engineering theory, to provide theoretical basis for reasonable hot-rolling process. Keywords: generous plate factory, controlled rolling and controlled coolingKey Words:Control rolling; Controlled cooling; Cooling length1引言近代工业发展对热轧非调质钢板的性能要求越来越高,除了具有高强度外,还要有良好的韧性、焊接性能及低的冷脆性。
113_中厚板轧后冷却过程最优温度跟踪控制
n
(3)
式中,常数 a = 17.694(v / wc ) 、 b = 0.37062 、 c = 0.352(v / wc ) , wc = ∑ wi 是单组集
ρ c p ∂T m
∂ 2T = k ∂t i ∂y 2 i
m
(m > 0, 0 < i < H )
'
(1)
对各个节点进行差商处理,设定 T = [T1 − T∞ , T2 − T∞ ……Tn − T∞ ] 定义为节点 温度向量,将有限差分方程联立写成矩阵形式:
τ τ ∂H ∂ϕ 2 ∂H & (T (τ )) − λ (t )) + ∫ δ T '( + λ )dt + δ p ' ∫ dt 0 0 ∂p ∂T ∂T
ˆ = δ T '(τ )( δJ
(6)
ˆ =0, 由 Pontryagin 最小值原理可知,性能指标 J ( p ) 获得最优解的必要条件为 δ J
即:
. l
1. 协态方程: λ = −Q (T (t ) − Td (t )) − [ A + ∑ pi Bi (t )]' λ (t ) ;
i =1
763
第五届先进结构钢及轧制新技术国际研讨会
2008 年 9 月 沈阳
2. 初始条件: T (0) = T0 ; 3. 横截条件: λ (τ ) = S (T (τ ) − Td (τ )) ; 4. 极值条件: pi = −
中厚板压下规程设计

一.制定生产工艺及工艺制度1.生产工艺:选择坯料——原料清理——加热——除鳞——纵轧一道(使宽度接近成品宽度)——转90˚横轧到底——矫直——冷却——表面检查——切边——定尺——表面尺寸形状检查——力学性能试验——标记——入库——发货2.工艺制度:在保证压缩比的条件下,坯料尺寸尽量小。
加热时出炉温度应在1120˚—1150˚,温度不要过高,以免发生过热或过烧现象;用高压水去除表面的氧化铁皮,矫直时选用辊式矫直机矫直,开始冷却温度一般要尽量接近终轧温度,轧后快冷到相变温度以下,冷却速度大多选用5—10˚C或稍高一些。
切边用圆盘式剪切机进行纵剪,然后用飞剪定尺。
二.选择坯料1.根据生产经验和实践,目前生产中厚板选择连铸坯已成为主流,所以选择连铸坯2.坯料尺寸的确定坯。
(1)坯料厚度的确定:根据经验,压缩比在6—10之间较好,本设计取10,由成品厚度h=13mm知H=10h=130mm。
(2)坯料宽度的确定假设先轧两道,压下量分别为20mm和10mm,且设两道轧后其长度等于宽度。
假设轧后金属烧损不计,考虑切头尾,切边。
在我国切头尾一般为500mm—2500mm取Δl=500mm,切边Δb=100mm,由体积不变定理得Bˊ×Lˊ×[H-(20+10)]=(l+2×500)×(b+2×100)×13因为Bˊ=Lˊ所以Bˊ=Lˊ=(9000+2×500)(1900+2×100)×13/[130-(20+10)]=1650mm(3)坯料长度的确定由H,B,Bˊ,Lˊ由体积不变定理得H×B×L=Hˊ×Bˊ×Lˊ得L=1270mm三.变形量分配1.根据经验,中厚板压下量在Δh=12mm左右,这里取Δh=12mm2.分配各道次压下量,计算各道次变形程度,轧件尺寸及轧制道次(1)由H=130mm,h=13mm,取轧制道次n=12(二辊7道四辊五道)(2)第一道,先用展宽轧制把坯料的宽度B轧成b(或接近b)且不考虑长度变化由体积不变定理得B×L×H=B×L×(H-Δh1)得Δh1=17mm则变形程度ε1=Δh/H×100%=13.08%轧后轧件尺寸为113×1900×1270mm同理其余道次压下量分配,变形程度,轧件尺寸如下表所示四.设计变形工具1.设计二辊(1)辊身长度L:由L=bmax+a bmax=1900mm 当b=1000-2500mm a=150-200mm 取a=200mm所以L=1900+200=2100mm(2)辊径尺寸中厚板轧机L/D=2.2-2.8 取L/D=2.6 得D=808mm 取810mm(3)辊颈尺寸查表3-5 取d/D=0.75(轧钢机械邹家祥主编) 得d=608mm取d=600mm辊颈长度l 取d/l=1 得l=600mm(3)辊头设计因为对于中厚板轧机来说轧辊调整行程比较大,倾角在8˚-12˚间所以应选择万向辊头。
中厚板工艺流程简介综述

凉板台架冷却 3#冷床冷却
直接火切
直接火切
直接火切
成品标识
成品堆垛
入成品库
入成品库
热处理生产流程
过跨 抛丸 堆垛
剪切线需热处理钢板
堆垛
剪切线需热处理钢板
待性能 过跨 取样 堆垛 冷却 热处理 装炉
剪切线需热处理钢板
成品入库 成品标识 表面检查
剪切线需热处理钢板
回火 淬火
轧钢
控冷
123456789000
123456789000
矫直,热喷印
剪切线生产流程
扫描钢板轮廓
冷床冷却 PSG
检查台架
123456789000
123456789000
123456789
子板号
不剖分钢板-单 排标识
试样,子板标识
子板号
12345…..890 12345…..890 12345…..890 12345…..890 12345…..890 40 0 37 00
12345…..890
40 0 37 00
剖分钢板-双 排标识
试样,子板标识
废尾
中断
废头
123456789
切头剪切头、尾,中断
123456789000
123456789000
切头剪切头、尾,中断
切边 /剖分 在线探伤
剖分线
废边
切边/剖分
剖分后单块切割
定尺切割
1234567890
1234567890
中厚板工艺流程简介
中厚板生产工艺流程
• 轧机区域 • 剪切线区域 • 特厚板区域 • 热处理区域
热轧区域生产流程
中厚板工艺平面布置示意图
中厚板工艺平面布置示意图
中厚板控轧控冷技术

RAL 中厚板控制轧制与控制冷却技术讲座
为什么进行两相区轧制
RAL Ar3以下压下量与力学性能关系
实验室数据(): 0.17C-1.6Mn钢,
1150℃加热,Ar3为 730℃ 两相区轧制,利用铁素 体的位错亚结构强化
K2.7
RAL 两相区轧制对组织和性能的影响
200织构的 反射强度
K6-2
第三阶段变形量/%
设定要求 • 如果无板凸度调整手段,凸度无法保证,大压下
形同虚设
RAL
比例凸度放松的效果
P 力矩限制 轧制力限制
比例凸度恒定限制
h hn
RAL 板凸度控制手段-双锥度BUR
最大改善30mm
RAL 板凸度调整手段-液压弯辊
BURB WRB
RAL
CVC轧机的凸度调整
等效凸度
横移距离
RAL
PC轧机P的原理与特点
为什么要低温轧制
RAL 轧制温度对组织和力学性能的影响
0.18C-1.36Mn钢 各道次压下量20% 总计9道次轧制到20mm 轧制温度变化范围200℃
K2-3
RAL 热变形奥氏体的温度-压下量-再结晶图
压下量/%
C-Mn钢轧制后1s水冷
K2-13
压下量/%
含铌钢轧制后3s水冷
RAL 900℃以下变形量与韧脆转变温度的关系
* 水幕装置,管层流装置( 直管式, U型管式,气雾式) * 快速响应阀(气动薄膜阀) * 水处理系统 (大流量反冲洗过滤器)
RAL 中厚板控制轧制与控制冷却技术讲座
控轧控冷的基本原理
RAL 2 控轧控冷的基本原理
2.1 控轧控冷机理 2.2 控制轧制
- 轧制温度制度(加热、粗轧、精轧,待温) - 轧制压下制度(粗轧、精轧压下量,方向) - 液压弯辊等板凸度控制制度 2.3 控制冷却ACC - 冷却模式,冷却温度制度 2.4 直接淬火DQ - 淬火温度,回火制度(温度、时间)
9 中厚板的控制轧制与控制冷却
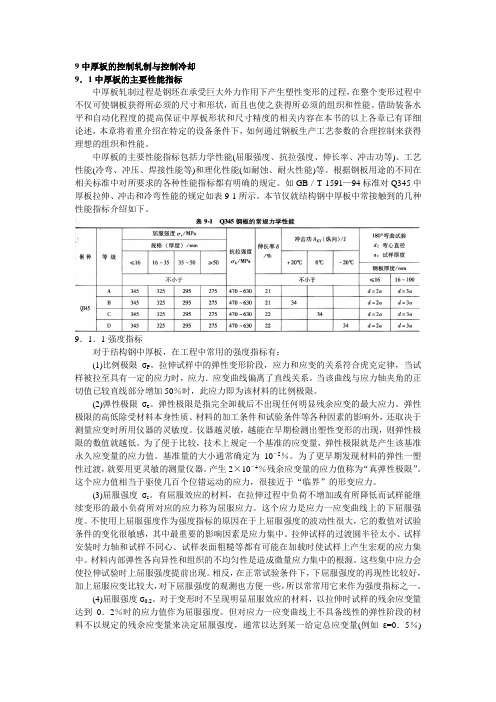
9中厚板的控制轧制与控制冷却9.1中厚板的主要性能指标中厚板轧制过程是钢坯在承受巨大外力作用下产生塑性变形的过程,在整个变形过程中不仅可使钢板获得所必须的尺寸和形状,而且也使之获得所必须的组织和性能。
借助装备水平和自动化程度的提高保证中厚板形状和尺寸精度的相关内容在本书的以上各章已有详细论述,本章将着重介绍在特定的设备条件下,如何通过钢板生产工艺参数的合理控制来获得理想的组织和性能。
中厚板的主要性能指标包括力学性能(屈服强度、抗拉强度、伸长率、冲击功等)、工艺性能(冷弯、冲压、焊接性能等)和理化性能(如耐蚀、耐火性能)等。
根据钢板用途的不同在相关标准中对所要求的各种性能指标都有明确的规定。
如GB/T 1591—94标准对Q345中厚板拉伸、冲击和冷弯性能的规定如表9-1所示。
本节仅就结构钢中厚板中常接触到的几种性能指标介绍如下。
9.1.1强度指标对于结构钢中厚板,在工程中常用的强度指标有:(1)比例极限ζP。
拉伸试样中的弹性变形阶段,应力和应变的关系符合虎克定律,当试样被拉至具有一定的应力时,应力.应变曲线偏离了直线关系。
当该曲线与应力轴夹角的正切值已较直线部分增加50%时,此应力即为该材料的比例极限。
(2)弹性极限ζe。
弹性极限是指完全卸载后不出现任何明显残余应变的最大应力。
弹性极限的高低除受材料本身性质、材料的加工条件和试验条件等各种因素的影响外,还取决于测量应变时所用仪器的灵敏度。
仪器越灵敏,越能在早期检测出塑性变形的出现,则弹性极限的数值就越低。
为了便于比较,技术上规定一个基准的应变量,弹性极限就是产生该基准永久应变量的应力值。
基准量的大小通常确定为10-2%。
为了更早期发现材料的弹性一塑性过渡,就要用更灵敏的测量仪器。
产生2×10-4%残余应变量的应力值称为“真弹性极限”。
这个应力值相当于驱使几百个位错运动的应力,很接近于“临界”的形变应力。
(3)屈服强度ζs。
有屈服效应的材料,在拉伸过程中负荷不增加或有所降低而试样能继续变形的最小负荷所对应的应力称为屈服应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
堆垛缓冷工艺控制
1.范围:防止H元素引起的钢板内部质量不良或材质不良及由此产生的用户质量异
议,钢板在轧制后实施缓冷,为规范执行钢板缓冷工艺特制定本文件。
本文件适用于宽厚板厂生产的特殊类钢板。
2.对象:根据牌号、规格等制定缓冷指示
表1 钢板缓冷工艺要求
备注1:钢板是指用连铸坯或模铸坯轧成的钢板。
备注2:缓冷开始钢板表面温度由精整或热处理作业区人员测定。
备注3:其他未尽事宜按照与客户签订的技术协议或标准执行。
3.工艺控制过程:
钢板堆垛流程严格依据三级系统及生产工艺室下发的相关质量要求执行。
(若三级系统数据与本文件有冲突,以本文件为准)
堆垛前期应结合已轧制出钢板的长度、宽度信息酌情、合理选取垫底和上盖钢板,防止钢板在堆垛期间产生瓢曲现象。
堆垛时精整或热处理作业区人员应随时监测钢板表面温度,合理控制放冷时间,待温度降到堆垛范围内马上将钢板下线进行堆垛缓冷。
堆垛完成后,精整或热处理作业区人员应将此次堆垛钢板的所有信息包括堆垛日期、时间、班别、垛位等记录在案,以备后续工作流程的展开。
针对厚规格钢板堆垛,若出现以下三种情况之一,则需盖上保温罩缓冷。
一、不大于50mm规格钢板,若本班次堆垛钢板少于12片(或堆垛高度低于600mm);
二、大于50mm钢板堆垛高度低于600mm;
三、钢板长度不一,下方钢板外露长度超过1000mm且外露部分高度低于600mm。
根据交接班记录或工作流程表堆垛钢板已到解垛时间,精整或热处理作业区人员自行安排解垛及后续工作。
若钢板需要探伤检验则吊运至就近探伤区并与探伤人员或精整作业区人员做好交接工作,交接记录清楚、明确,备查。
4.注意事项:
堆垛过程中严格控制堆垛垛型,保证垛型整齐;严格控制放冷时间,避免堆垛温度超出规定温度范围;及时解垛避免延误后续工作。
拟制:魏伯审核:李敬民批准:战玉亮实施日期:2010年4月1日部门:生产技术管理室
文件修改履历表。