机械加工常用未注公差
未注公差汇总

“未注公差”汇总1.机械加工未注公差1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 直线度和平面度未注公差〔GB/T1184-1996〕1.3 垂直度未注公差〔GB/T1184-1996〕取形成直角的两边中较长的一边作为基准,另一边作为被测要素。
1.4 对称度未注公差〔GB/T1184-1996〕取两要素中较长者作为基准,另一要素作为被测要素。
1.5 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差1. 圆度的未注公差值等于标准的直径公差值,但不能大于上表的圆跳动值。
2. 圆柱度的未注公差值不作规定。
它由圆度、直线度和相对素线的平行度误差组成。
3. 同轴度的未注公差值未作规定。
其公差值可使用径向圆跳动值。
4. 线轮廓度、面轮廓度、倾斜度、位置度和全跳动的未注公差均由各要素的注出或未注形位公差、线性尺寸公差或角度公差控制。
2. 冲压件未注公差2.1 尺寸未注公差〔GB/T15055-1994〕2.2 冲裁、成型的圆角半径未注公差〔GB/T15055-1994〕2.3 冲裁、弯曲的角度未注公差〔GB/T15055-1994〕2.4 冲压件形状和位置未注公差2.4.1 同轴度、对称度未注公差〔GB/T13916-1992〕B——要求对称的宽度尺寸。
D——要求同轴的直径尺寸。
L——要求同轴的中心距。
2.4.2直线度和平面度未注公差〔GB/T13916-1992〕L——要求平直的长度尺寸。
H——要求母线直线度的深度尺寸。
D——要求母线直线度的直径尺寸。
3. 接焊结构件未注公差3.1 尺寸与形位未注公差〔GB/T5000.3-1998〕注: 1. 尺寸小于30mm的,偏差为±1mm。
2. 一般选用尺寸偏差B级和形位公差F级的,在图样上可不标注,其他等级均应标注。
3. 列表形位公差指接焊件的未注直线度、平面度和平行度公差。
3.2 角度未注公差〔GB/T5000.3-1998〕注: 1. 公称尺寸以短边为基准边,其长度从图样标明的基准点算起。
机械加工焊接未注尺寸公差
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
f精密级
±
±
±
±
±
±
±
-
m中等级
±
±
±
±
±
±
±
±2
c粗糙级
±
±
±
±
±
±2
±3
±4
v最粗级
-
±
±
±
±
±4
±6
±8
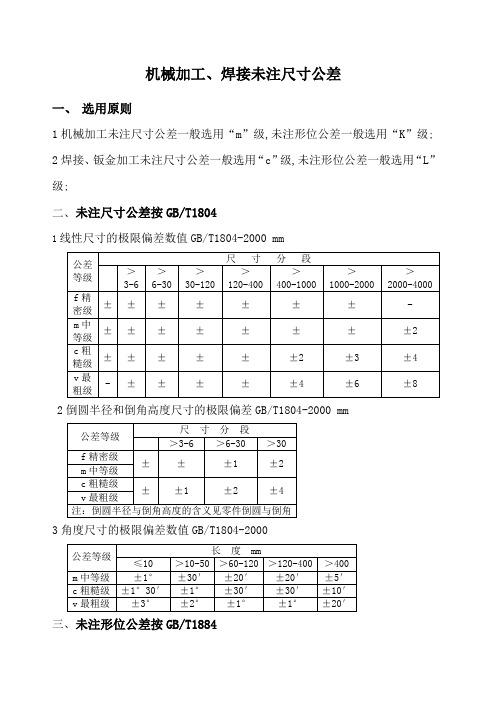
2倒圆半径和倒角高度尺寸的极限偏差GB/T1804-2000 mm
公差等级
尺 寸 分 段
>3-6
>6-30
>30
f精密级
±
±
±1
±2
m中等级
c粗糙级
±
±1
±2
±4
v最粗级
注:倒圆半径与倒角高度的含义见零件倒圆与倒角
3角度尺寸的极限偏差数值GB/T1804-2000
公差等级
长 度 mm
≤10
>10-50
>60-120
>120-400
>400
m中等级
±1°
±30′
±20′
±20′
±5′
c粗糙级
±1°30′
公差等级
圆跳动一般公差值
H
K
L
机械加工、焊接未注尺寸公差
一、选用原则
1机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级;
2焊接、钣金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级;
二、未注尺寸公差按GB/T1804
1线性尺寸的极限偏差数值GB/T1804-2000 mm
机加工倒角、未注公差与表面粗糙度规定
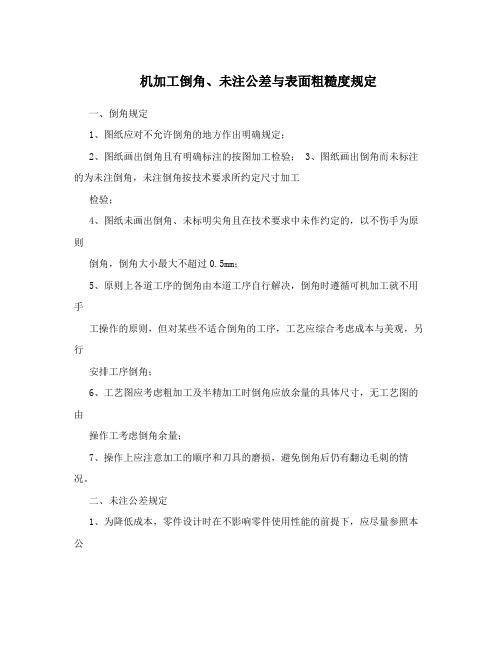
机加工倒角、未注公差与表面粗糙度规定一、倒角规定1、图纸应对不允许倒角的地方作出明确规定;2、图纸画出倒角且有明确标注的按图加工检验;3、图纸画出倒角而未标注的为未注倒角,未注倒角按技术要求所约定尺寸加工检验;4、图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;5、原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑成本与美观,另行安排工序倒角;6、工艺图应考虑粗加工及半精加工时倒角应放余量的具体尺寸,无工艺图的由操作工考虑倒角余量;7、操作上应注意加工的顺序和刀具的磨损,避免倒角后仍有翻边毛刺的情况。
二、未注公差规定1、为降低成本,零件设计时在不影响零件使用性能的前提下,应尽量参照本公司仓库和市场常备材料规格来确定零件外形尺寸,材料规格见服务器temp目录下《仓库与市场常用材料规格》表,同时对精度与外观质量要求不高的零件外形尺寸应尽量选择合适的要求;2、未注公差图纸中有约定的按图纸约定加工检验;3、要求加工的未注尺寸公差图纸中未约定的按《标准公差表》中IT13级加工检验,其中孔类尺寸按正公差、轴类尺寸按负公差、位置尺寸按正负二分之一公差带;4、不要求加工的外形尺寸按《标准公差表》中IT16级加工检验,其中孔类尺寸按正公差、轴类尺寸按负公差、位置尺寸按正负二分之一公差带;5、未注形位公差图纸中未约定的按《形位公差表》中11级加工检验;6、对未注公差尺寸检验科采取抽检方式,当检验发现未注公差尺寸超出上述标准,原则上只有零件功能受到损害时,工件才能判定报废。
三、表面粗糙度1、零件表面粗糙度应满足图纸要求;2、零件表面粗糙度按标准块对比检验。
本主题由 System 于 2009-。
机加工标准公差表
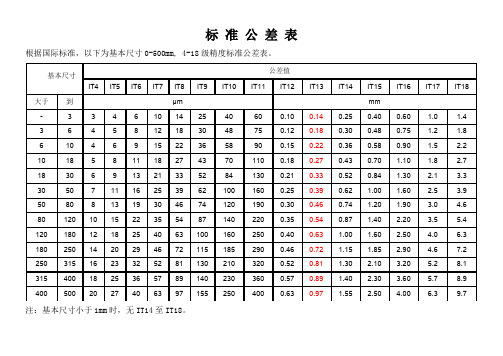
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢
您的支持)。
直径未注公差
直径未注公差
摘要:
1.直径未注公差的概念
2.直径未注公差的影响
3.如何处理直径未注公差
4.总结
正文:
1.直径未注公差的概念
直径未注公差是指在机械零件的图纸中,对于直径尺寸没有明确给出公差的标注。
公差是用来描述零件尺寸偏离理论值的范围,通常包括上限和下限。
在实际生产过程中,由于各种原因,零件的尺寸很难完全精确地达到理论值,因此需要设定公差来允许一定的尺寸偏差。
2.直径未注公差的影响
直径未注公差会对机械零件的加工、装配和使用产生一定的影响。
首先,在加工过程中,由于没有明确的公差要求,加工商会难以控制零件的尺寸精度,可能导致加工出的零件无法满足使用要求。
其次,在装配过程中,由于各零件的尺寸精度不一致,可能会出现零件间的配合问题,影响装配效率和零件的使用寿命。
最后,在零件使用过程中,由于尺寸偏差可能导致零件的性能降低,影响设备的运行效率和安全性。
3.如何处理直径未注公差
针对直径未注公差的问题,可以采取以下几种方法处理:
(1)与设计方沟通,明确直径公差要求。
在图纸中补充标注公差范围,以便加工商按照要求进行加工。
(2)加工商在加工过程中,尽量控制零件尺寸精度,以满足使用要求。
可根据经验或相关标准,自行设定合理的公差范围。
(3)装配商在装配过程中,注意检查零件尺寸,确保零件间的配合无误。
如有必要,可进行尺寸调整或更换零件。
(4)使用方在验收过程中,要关注零件尺寸是否符合要求,确保设备正常运行。
4.总结
直径未注公差是机械零件加工、装配和使用过程中常见的问题,会对零件的性能和使用寿命产生影响。
一般公差未注公差的线性和角度尺寸的公差

公差等级
0.5~3
跃3~6
跃6~30
尺寸分段 跃30~120 跃120~400 跃400~1 000 跃1 000~2 000 跃2 000~4 000
f (精密级) 依0.05 依0.05
依0.1
依0.15
依0.2
依0.3
依0.5
-
m (中等级) 依0.1
依0.1
依0.2
依0.3
依0.5
依0.8
依1.2
依2
c (粗糙级) 依0.2
依0.3
依0.5
依0.8
依1.2
依2
依3
依1.5
依2.5
依4
依6
依8
表 圆 倒圆半径与倒角高度尺寸的极限偏差数值
m皂
尺寸分段
公差等级
0.5~3
跃3~6
跃6~30
跃30
f (精密级)
依0.2
依0.5
依1
依2
m (中等级)
c (粗糙级)
依0.4
依1
依2
依4
v (最粗级)
注:倒圆半径与倒角高度的含义参见 GB/T 6403.4。
2.2 角度尺寸 角度尺寸的极限偏差数值见表 3,其值按角度短边长度确定。对圆锥角按圆锥素线长度确定。
中国第一重型机械集团公司 圆园园8原12原01 批准 返回总目录 返回分目录
圆园园8原12原3员 实施
后退
1
GB/T 1804-2000 返回总目录 返回分目录
2 一般公差的公差等级和极限偏差数值
一般公差分精密 f、中等 m、粗糙 c、最粗 v 共 4 个公差等级。按未注公差的线性尺寸和角度尺寸
分别给出了各公差等级的极限偏差数值。
机械加工自由公差表
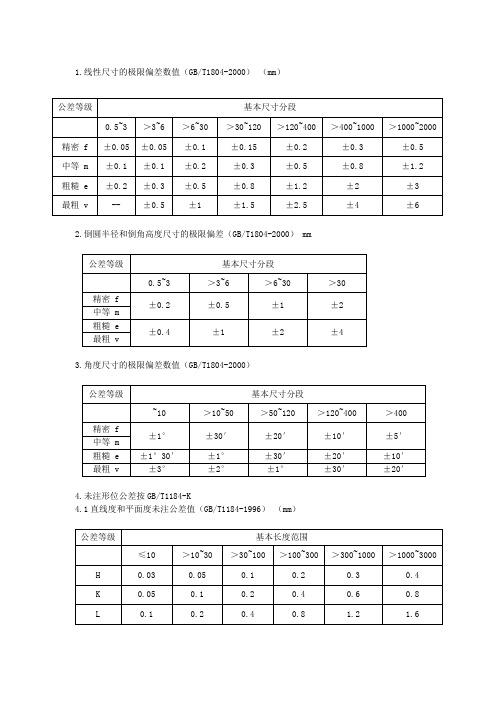
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630。
机械精度设计基础第6组未注尺寸公差

第六组
45120206 李志铭 45120208 宋欣燚 45120210 程勇 45120214 刘永勉
线性尺寸的未注公差
在零件图上,对于在车间一般加工条件下能够 保证的非配合线性尺寸(含倒圆半径、倒角高度尺 寸)的公差和极限偏差可以不标出,而采用 GB|T1804—2000 《一般公差线性尺寸的未注公差》 所规定的线性尺寸一般公差,以简化图样标注。
未注尺寸公差的分类
四个 公差
f mc v
等级
精密级
中等级
粗糙级
最粗级
未注尺寸公差标注
线性尺寸的未注公差要求应写在零件图的技术条件 中,采用GB|T1804—2000的标准号和公差等级符号 表示、例如选用中等级时,在图样上标注为:
线性尺寸的未注公差按GB/T 1804—m
谢谢观赏!
机械精度设计与检测
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
八、螺孔与螺栓通孔未注位置度公差(GB/T 1184-1996)
九、未注表面粗糙度
(一)螺纹通孔、长孔和麻花钻或钻尖头加工的孔Ra值不大于25um (二)退刀槽、润滑槽、螺纹、螺纹退刀槽、楔键和平键槽的Ra值不大于3.2um。 (三)内倒圆(倒角)与它相连的精表面相同,外倒圆(倒角)与它相连的粗表面相同。
七、键槽对称度未注公差(GB/T 1184-1996)
键槽宽 公差值 螺栓直径 通孔 螺纹孔 螺栓直径 通孔 螺纹孔
>1-3 0.02 M4 0.5 0.25 M30 3 1.5
>3-6 0.025 M5 0.5 0.25 M36 3 1.5
>6-10 0.03 M6 0.6 0.3 M42 3 1.5
焊接件常用未注尺寸公差(单位:mm) 焊接件常用未注尺寸公差(单位:mm)
一、线性尺寸和形位未注公差(JB/T 5000.3-1998)
公差等级 尺寸偏差(B) >30-120 ±2 >120-400 ±2 >400-1000 ±3 尺寸分段 >1000-2000 >2000-4000 >4000-8000 >8000-12000 >12000-16000 ±4 ±5 ±8 ±10 ±12 4.5 6 8 10 12
机械加工常用未注尺寸公差(单位:mm) 机械加工常用未注尺寸公差(单位:mm)
一、线性尺寸未注公差(GB/T 1804-1992)
公差等级 m 公差等级 m 长度 m
0.5-3 ±0.1 >3-6 ±0.2 >6-30 ±0.3 尺寸分段 >6-30 ±1 >30-120 ±0.4 尺寸分段 >120-400 >400-1000 >1000-2000 >2000-4000 ±0.5 ±0.8 ±1.2 ±2 >4000-8000 ±3
>10-18 0.04 M8 1 0.5 M48 4 2
>18-30 0.05 M10 1 0.5 M56 6 3
>30-50 0.06 M12 1.5 0.75 M64 6 3
>50-120 0.08 M16 1.5 0.75 M72 6 3
>120-250 0.1 M20 2 1 M80 6 3 M24 2 1 M90 6 3
五、垂直度未注公差(GB/T 1184-1996)
≤100 >100-300 >300-1000 >1000-3000 0.2 0.3 0.4 0.5 注:形成直角边中较长的一边为基准,较短的一边为被测要素。
长度范围 公差值(H)
六、同轴度和对称度的未注公差(GB/T 1184-1996)
主参数 ≤1 >1-3 >3-6 D、B、L 0.06 0.08 公差值(H) 0.04 主参数 ≤250-500 >500- 0.6 公差值(H)
>6-10 0.1 >10-18 0.12 >18-30 0.15 >30-50 0.2 >50-120 0.25 >120-250 0.3
>1250-2000 >2000-3150 >3150-5000 >5000-8000 >8000-10000 1.5 2
0.8 1 1.2 注:D:直径,B:槽宽(被测长度),L:孔距。
形位公差(F) 1 1.5 3 注:1、公称尺寸小于30mm,允许偏差±1mm。 2、形位公差指焊接件的未注直线度、平面度和平行度公差。
二、角度未注公差(JB/T 5000.3-1998)
公差等级 B ≤315 ±15′ >315-1000 偏差 ±30′ 尺寸分段(短边长度) >1000 ≤315 ±20′ ±13 >315-1000 偏差 ±9 >1000 ±6
二、倒圆半径与倒角高度尺寸的极限偏差数值
0.5-3 ±0.2 >3-6 ±0.5 >30 ±2
三、未注角度极限偏差(GB/T 1804-1992)
-10 >10-50 >50-120 >120-400 >400 ±1° ±30′ ±20′ ±10′ ±5′ 注:偏差值按角度短边长度确定。圆锥角按圆锥素线长度确定。
四、直线度和平面度的未注公差(GB/T 1184-1996)
长度范围 公差值(H)
≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000 >3000-6000 >6000-10000 0.02 0.05 0.1 0.2 0.3 0.4 0.7 1 注:直线度按其相应长度选择,平面度按其表面较长的一侧或圆表面的直径选择。