可调焦激光器
万顺兴KC15 光纤切割头说明书

请勿直视激光!请使用符合 DIN EN207和BGVB2标准的护目镜!运动时请不要将身体任何部分与激光头接触!切割后有余温可能会烫伤!激光头为精密产品请勿撞击!01.01020203 020306.080405.10105.506.14 0701. 产品概述1.1产品结构示意图温馨提示:使用前务必详细阅读本手册产品名称:光纤切割头产品特性:产品型号:KC15此切割头在中功率大幅面光纤激光切割应用方面有很强优势。
激光头内部结构完全密封,可避免光学部分受到灰尘污染。
激光头采用两点对中调节,调焦采用凸轮结构,调节精确方便。
保护镜片采用抽屉式安装,更换方便。
可配各种带QBH接头激光器。
温馨提示:使用前务必详细阅读本手册1.2 主要功能介绍1.2.1 组件简介QBH组件与激光器光纤连接的核心连接器,提供行业标准的光纤接入口。
水冷组件所有水冷部件都为不锈钢材质,配备M5*Ф6水管接口,提供足够的冷却水通勤,为余光散射到内壁的热量产生的高温进行冷却,同时冷却QBH组件。
扩束组件扩束器装配于激光头内,包含扩束器腔、扩束镜片组、水平调节系统。
水平调节装置:扩束器内置有光中心调整位置调整装置,用内六角调节在扩束组件前面两个螺丝,即可调节光中心。
聚焦组件聚焦组件装配于激光头内,包含调节结构、锁焦装置、聚焦镜片组、聚焦镜腔和镜片降温的水冷系统。
调焦方式采用凸轮结构,调节精确方便。
保护镜组件保护镜片采用抽屉式安装,更换方便。
用4-M4螺丝固定于调焦组件下方。
保护镜为耐压设计能承受气体的高压冲击。
传感器组件传感器组件位于激光头最末端,用4-M4螺丝与机身连接;传感器为调高系统提供电容信号;陶瓷环和喷嘴喷嘴及陶瓷部件为高精密制造,在部件更换时能保证最低的同心度误差,从而减少调整甚至是不用调整。
与传感器相配合,提供电容信号搜集和不同切割需求的调节作用。
1.2.2 设计与功能本激光头以光纤激光器为光源,在受控距离下在平面机床上对金属进行切割。
New Focus可调谐激光器选型指南
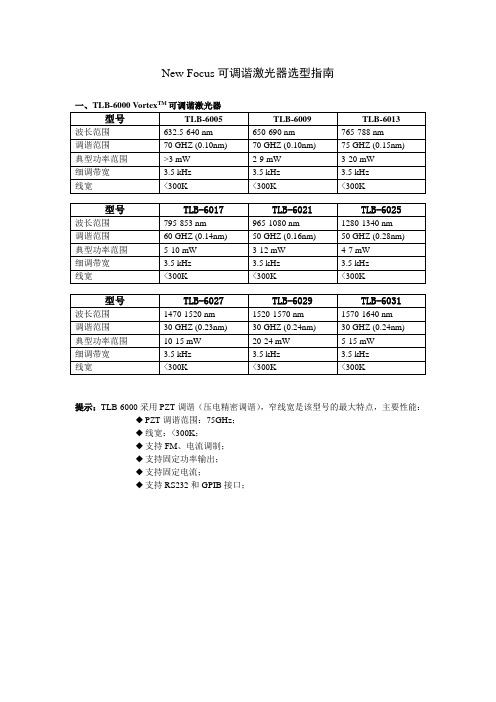
New Focus可调谐激光器选型指南一、TLB-6000 Vortex TM可调谐激光器提示:TLB-6000采用PZT调谐(压电精密调谐),窄线宽是该型号的最大特点,主要性能:◆PZT调谐范围:75GHz;◆线宽:<300K;◆支持FM、电流调制;◆支持固定功率输出;◆支持固定电流;◆支持RS232和GPIB接口;二、TLB-6300 Velocity TM可调谐激光器提示:TLB-6300采用DC调谐(直流电机调谐)+ PZT调谐(压电精密调谐),灵活的波长和功率选择是该型号的最大特点,PZT细调分辨率:0.02nm,DC粗调范围:>80nm,实现真正实时、线性、无跳模波长扫描,支持扫描、单步和精密调谐,支持FM、电流调制,支持恒功率、恒电流输出,支持RS232和GPIB接口。
三、TLB-6600 Venturi TM可调谐激光器1、无综合选项(5)的基准模块;2、最大测量功率;3、用0.1nm带宽测量的信号(载波) /自发辐射噪声(ASE)比,距离载波1-3nm处信号/最大自发辐射噪声(ASE)比;4、无综合选项(5);5、WR =波长基准,VOA =可调衰减器,PC =偏振控制器,PS =偏振扰频器综合选项提示:TLB-6600是调谐速度最快的产品,有高功率和低噪声不同选择,主要性能:◆波长范围:C+L波段(1550nm)和O波段(1330nm);◆调谐速度:2000nm/s;◆调谐范围:>110nm;◆波长精度:<±30pm;◆波长稳定性:<±15pm;◆ASE噪声:>70dB;◆通过OEM-Proven 24/7可靠性论证;◆支持以太网、USB和GPIB接口;提示:TLB-7000是波长稳定性最好的产品,高功率有突破,主要性能:◆波长范围:630nm-1650nm;◆波长稳定性:<±1pm/连续12小时;◆PZT调谐范围:150GHz;◆线宽:<500K;提示:TLB-3900是为DWDM测试而专门设计的宽范围不连续调谐激光器,主要性能:◆20mW的高光功率输出;◆25GHz或更高频道空隙的全波长锁定;◆内置DSP(数字信号处理器)和电子控制器;◆良好的性能/价格比;。
激光器说明书
大功率激光器说明书KEEN-EYES大功率激光器是我公司根据刑侦工作的需要开发研制的专用痕迹提取设备。
采用国际最新大功率激光技术。
先进的石英光纤传输,具有输出功率大,色谱纯正,操作简单,携带方便等特点。
一;技术指标:1电源电压交流220V。
输入功率300瓦。
2可分离式电源盒,直流12V,35安时锂电池组。
可连续使用1.5小时。
3输出光功率8W;激光颜色,绿色.。
4光缆长度3米。
5可调焦镜头。
二;使用说明:1钥匙开关拧到1位置,为交流供电。
或将主机安装到电池盒上,钥匙开关拧到2位置,为直流供电。
2插上220V电源插头,将光缆拧紧到光缆座上,(光缆座带保护功能,不接光缆没有光输出)。
将手柄上调光插头,插入面板上的调光插座。
3打开钥匙开关,电源接通后,红色指示灯点亮。
主机处于预热过程中。
蓝色指示灯亮起表示预热结束。
然后按动前面板上的启动按钮,绿色指示灯亮起,激光输出。
4激光器启动时为最大功率输出。
旋转面板上,或镜头上的黑色调光旋钮,可以调节输出功率大小,顺时针增大,逆时针减小。
数码屏显示为即时功率值。
5旋转镜头外套可以调节光斑大小。
及光斑外缘清晰。
6按动电源盒前面按钮可显示电池容量。
指示条只剩红色灯亮,表示电量不足应及时充电。
7电池充电应使用本机专配充电器,不可使用其他充电器。
充电器接通220V交流电源红色电源指示灯常亮。
充电时,充电指示灯红色。
充电指示灯变为绿色表示电池已满,充电结束。
8本机配有伸缩式镜头支架,可以固定镜头及调节镜头高度和角度。
三;注意事项:1使用完毕应及时套上光缆及光缆座防护套,避免进入灰尘。
2光缆折弯半径大于15厘米。
3清洁光缆端面应使用无尘棉签,沾无水乙醇,沿一个方向擦拭。
切不可用手指或油渍接触光缆端面。
否则会造成光缆报废。
4本激光器输出功率强大,切不可直视镜头或对准人眼,否则可造成永久失明。
四;基本配置:1主机一台。
2带镜头光缆一根。
3电池盒一个。
4充电器一个。
5伸缩光缆支架一个。
三维激光切割机的工作机理
三维激光切割机的工作机理三维激光切割机是一种先进的切割设备,通常用于加工金属材料。
它利用高能激光束,对工件进行快速、精确的切割和加工。
与传统的机械切割方法相比,三维激光切割机具有更高的效率和更精确的切割能力。
在工业生产中得到了广泛应用。
三维激光切割机的工作机理主要包括激光发射、激光传输、焦点调节和切割加工等过程。
下面将详细介绍每个过程的工作原理:1. 激光发射:激光切割机通常采用CO2激光器作为光源。
当激活激光器时,激光器中的电流通过放电导致激光气体分子的激发,产生一束高能激光光束。
这束激光光束随即从激光器的输出端口射出。
2. 激光传输:激光切割机通过光纤传输系统将激光光束从激光器传输到切割头。
光纤传输系统由一组精确定位的反射、衍射镜和透镜组成,以确保激光在传输过程中保持稳定和集中。
激光光束通过这些光学元件被反射和聚焦,以确保其准确传输到切割头。
3. 焦点调节:切割头是激光切割机的核心部件,用于将激光束聚焦到工件上。
它通常由一对透镜组成,其中一个透镜用于聚焦激光束,另一个透镜用于调整焦点大小和位置。
通过适当调整透镜的位置和角度,可以实现激光束的聚焦和扩散。
焦点的大小和位置对切割过程的质量和效果至关重要。
4. 切割加工:当激光光束经过聚焦透镜并到达工件上时,它会与工件表面交互。
激光光束的高能量密度会引起工件表面材料的熔化、蒸发和气化,从而形成一个切割沟槽。
激光切割机通常通过移动切割头和工件相对运动来实现切割过程。
通过适当的控制和协调,可以在工件上创造出精确的切割轮廓。
除了以上基本工作原理外,三维激光切割机还可以具有一些附加功能,如自动调焦、喷气冷却和气体保护等。
自动调焦功能可以根据切割材料的类型和厚度自动调整焦点位置,以获得最佳切割效果。
喷气冷却系统可以通过在切割过程中喷洒冷却液体来降低工件温度,以避免过热和变形。
气体保护系统可以通过在切割区域周围喷射惰性气体,如氮气或氩气,来保护切割表面免受氧化和污染。
飞秒激光系统图像调焦装置以及方法

第46卷第6期 2020年12月空间控制技术与应用Aerospace Control and ApplicationVol.46 No.6Dec.2020D O I:10.3969/j.issn. 1674-1579.2020.06.005飞秒激光系统图像调焦装置以及方法#寇千慧\刘华〃,谭明月、陆子凤、张有旋2,王雨时2摘要:飞秒激光直写技术在复杂三维微结构加工领域具有显著优势,而调焦是否精准直接影响了所加工结构的完整度.提出了在光路中临时置入调焦光源和物的图像调焦技术,通过调节物的位置使其成像面与激光聚焦面一致,从而通过清晰可分辨的成像状态间接反映激光聚焦状态.利用Zem ax软件模拟分析了原飞秒激光光路与加入调焦光源和物的调焦光路,二者可实现相同加工物镜后工作距离与良好成像质量,证明了该方法的可行性.通过分析得到该过程的成像误差主要由成像镜头焦深(3.9 ijuii)引起,我们获得的理想调焦精度可达到1/2焦深以内.设计了单层高度为5 ixm的二层圆柱结构,通过多次实验验证了所加工元件高度误差在1. 5 p m范围以内,与理论分析一致,满足飞秒激光系统的调焦要求.关键词:飞秒激光直写系统;调焦技术;光学设计;模拟分析;加工精度中图分类号:043 文献标志码:A文章编号:1674-1579(2020)06-0037-06An Image Focusing Device and Method for Femtosecond Laser System KOU Qianhui*1 ,UU Hua1* ,TAN Mingyue1 ,LU Zifeng' ,ZHANG Youxuan2,WANG Yushi2Abstract:F emtosecond laser direct writing technology has significant advantages in the field of complex three-dimensional microstructure processing,and the accuracy of the focusing directly affects the integrity of the processed structure.This paper presents an image focusing teclinicjue in which light source and ol>-ject are temporarily placed in the optical path.By adjusting the position of the object,the imaging plane is consistent with the laser focusing plane,so that the laser focusing state ran be indirectly reflected by the clear and resolvable imaging state.The Zemax software is used to simulate the processing optical path and the focusing optical path respectively.The results show that the two kinds of simulation results can a-chieve the same back working distance and good imaging quality,which proves the feasibility of the method.The analysis shows that the imaging error of this process is mainly caused by the focal depth of the imaging lens (3.9 (JLin) ,anti the ideal focusing accuracy can reach within 1/2 focal depth.A two-layer cylindrical structure with a single-layer height o f5fJim is designed for testing.It is verified through multiple experiments that the height error of the processed components is within the range 1.5 fxm,which is consistent with the theoretical analysis and meets the focus requirements of the femtosecond laser system.Keywords:femtosecond laser direct writing system;focusing technology;optical design;simulation a-nalysis;precision收稿日期:2020-10-19;录用日期:2020-l 1 _22.Manuscript received Oct. 19,2020;accepted Nov. 22,2020.闻家自然科学基金资助项0(6丨875036).Supported by National Nature Science Foundation of China( 61 875036).1.东北师范大学先进光电子功能材料研究中心、紫外光发射材料与技术教育部重点实验室,长存吉钵130024;2.北京控制丁.程研究所,北京100190.1. Advanced Optoelectronic Functional Materials Research Center, Key Laboratory of Ultraviolet Kmitting Materials and Technology Ministry-of Education, Northeast Normal University , Changchun , Jilin , 130024 ;2. Beijing Institule of Control Engineering, Beijing 100190, China.* 通信作者.E-mai丨:***********************0引言现代社会科学技术朝着“微”方向发展,微型器件广泛应用于电子、光学、机械、生物、仿生等各个领域,而高精元件势必对加工方法提出更高要求15 .飞秒激光加x技术因其可加工材料范围广、加工精度高、分辨率高、对加工环境要求低等优点使其在众多三维加工方法中脱颖而出.自从2001年 S u n等利用该技术成功制备“微纳米牛”之后,• 38•空间控制技术与应用第46卷国内外很多相关机构对飞秒激光加工技术展开了深人研究,并成功获得了多种功能型微结构器件.飞秒激光加工技术以其独特的逐点扫描方式实现了极高的加工精度,但因此也存在着加工效率低的问题,加工单个复杂微结构器件可能需要花费数十分钟到几个小时的时间.因此,加工之前准确地找到焦面位置显得尤为重要,这样才能确保每次加[:的成功率并最大程度保证所加工结构的完整度.目前常见的调焦方式主要分3种:镜组调焦,即加人变焦镜组,通过调整镜组间透镜位置改变其间焦距,实现调焦;平面反射镜调焦,光路中加入一块反射镜改变光路方向,并通过改变反射镜位置进行焦面调整;焦面调焦,通过调整焦平面位置使其与像面重合,实现调焦N5_〜.基于实验室飞秒激光系统的具体结构形式,工作中采用了焦面调焦的方式,并在此基础上形成了一种相对简单的、稳 定的图像调焦方法.该方法是通过在光路中加人调焦光源和物,将激光聚焦状态通过成像清晰度表现出来,大幅简化了调焦流程.基于课题组自主搭建的飞秒激光加工系统所提出的图像调焦方法有其独特优势.首先,光路中不再使用二向色镜或半反半透镜作为分光器件,而 是直接在基片正上方安装一显微物镜与C C D连接构成图像监测系统,避免了分光器件引起的激光能量损失.此外,加工用镜头放大倍率为40 x,成像用显微物镜放大倍率为20 x ,两种镜头结合使用,满 足加工需求的同时,扩大成像视场,实现全视场对准.调焦过程中,先通过定标工作确定物面的位置并固定,之后每次加工前,只需微调加工物镜位置使成像条纹清晰即可,操作简单,易于实现.1 图像调焦技术1.1 飞秒激光直写系统图1所示为飞秒激光直写系统的示意图,它主 要由以下几个部分构成:光源系统(飞秒光纤激光器,中心波长为780 mn,重复频率为80 MHz)、光路 传输系统、三维精密移动系统、实时监测系统、软件控制系统.光源发出的激光经扩束后先后通过二维振镜系统,以及由透镜I和透镜2组成的4f光学系统后(4f系统等焦距设计保证偏转后的激光束顺利进人加工物镜,减少截断作用对激光能量的损失),经一 反射镜进人高数值口径的油浸加工物镜丨(40 x,丨.30 N A),聚焦后在光刻胶SU-8中引起双光子聚合反应,实现微结构的加工.在微结构制作过程中,水平方向由扫描振镜控制激光聚焦点移动,竖直方 向由压电平台控制样品上下移动,构成=维自由度的 精密移动系统,其精度为0. 1|xm.显微镜头2(20 x , 0.4 N A)与C C D相连接,构成实时监测系统,由计 算机软件读取三维加工数据实现整个加工过程的监控.C C D秒激光4=卜反射镜透镜2 透镜1扫描振镜图1飞秒激光直写系统结构图Fig. 1Femtosecond laser direct writing system structure diagram1.2图像调焦技术基本原理1.2.1调焦原理及误差分析调焦的最终目的是将激光聚焦到基片的上表面.然而,通过反复调节激光光斑大小进行调焦,不 仅有时结果会不准确,而且不易掌控,容易引人人工误差.图像调焦原理如图2所示,调节激光聚焦面和调焦光路成像面一致,以图像清晰度作为激光聚焦状态的等效替换判定标准.通过上方镜头所连接的C C D进行观察,若能同时观测到清晰的基片上表面(以表面杂质、灰尘清楚为准)与清晰的成像条纹,说明此时激光恰聚焦到加工基片上表面.Fig. 2图2图像调焦技术原理示意图Schematic diagram of image focusing technology第6期寇千慧等:飞秒激光系统m 像调焦装置以及方法_•39 •190 380 570 760 950 1 140 1 330 1 520 1 710 1 900空间频率/m mPOLYCHROMATIC DIFFRBCTIOH I0 230 460 690 920 1 150 1 380 1 610 1 840 2 070 2 300空间频率/m mPOLyCHRQHRTIC DIFFRACTION MTFFRI RUC 21 2020 DRTO FOR 0.7800 SURFACE: IMACE1 ZMXCONFIGURRTION(r)飞秒激光系统M T F 图像FRI «JC 21 OOTR FOR 0 SURFACE "2020 1.6250 H f t C ETO 0 62502. ZMXCONFIGURATION(d)调焦系统M T F 图像通过分析调焦过程,得出影响调焦精度的主要 w 素是上下两个显微镜的同有焦深,镜头焦深的存 在会导致调焦位置与实际焦面位置存在一定的差 异.已知焦深的汁算公式为IM I其中,1;代表焦深,比例常数k 为工艺因子,一般取 0.8,A 为波长,A M 为镜头数值孔径.已知飞秒激光 加工光源工作波长为780 nm ,现用调焦光源工作波 长为625 nm ,油浸加I :物镜数值孔径为1.3,干燥显 微物镜数值孔径为0.4.将以上数值代入式(丨),M f 计算得出两个镜头的焦深分別为Az , = ±0.369 pm 和Az : = ± 3.9 (xm .显然加工物镜的焦深远小于上 方成像用显微物镜焦深,也就是说,调焦过程中的 误差主要与有关.而图像调焦技术通过人眼判 断成像清晰度,调焦精度一般可精准到焦深的1 /2 (± 1 ■ 95 jjmi )范围以内.1.2.2光路模拟分析图3 ( a )为由Z e m a x 软件模拟的飞秒激光系透镜2-nd透镜im ,^ l l !itiU i ki物+调焦光源 _(a )飞秒激光系统光路模拟分析阁7S O U T . L I H I T I T S 0.0B B 0 0.M B B 0E C统光路图.基于上述调焦原理,将调焦光源与物 放在图3 ( a )透镜1与透镜2组成的4f 系统之 间,构成调焦系统.在Z e m a x 软件中模拟分析此 方式下的光路聚焦情况,结果如图3(b )所示.选 用实验室现有625 n m 面光源作为调焦光源,光 源携带的物面信息经过透镜2和一反射镜后,由加工镜头聚焦.与原飞秒激光光路相比,调焦光 路可实现相同的物镜后工作距离约4.45 mm .将 飞秒激光系统与调焦系统的传递调制函数 (M TF )相比较,如图3 ( c )和图3 ( (1)所示,可见 两系统M T F 曲线相近,说明调焦系统同样能够达 到衍射极限,实现a 好的成像质量.通过上述分析,可见利用外加调焦用面光源成 像反映激光聚焦状态是可行的.也就是说,在实际 操作中,可将调焦光源以及物放置在4f 系统透镜2 之前,搭建调焦光路.另外,图3(a )中,最佳成像状 态对应物距为71. 2 mm ,这也为之后的实际调焦实 验提供了理论依据.透镜20>)调焦系统光路模拟分析图TSB.00M.-S.ewts e .e e e e ^ B.me m its B .e B t e . 5 mee mm987.6.5.4.3.2.1C 0•0.0•0•0•0•0.0•0•ci987654321釤s l om 3飞秒激光系统与调焦系统的光路模拟分析及M T F 图像对比图Fig. 3 Optical path simulation analysis and M T F image comparison charts of the femtosecondlaser system and the focusing system•40 •空间控制技术与应用第46卷1.2.3图像调焦过程图4为基于飞秒激光直写系统的图像调焦系统 结构示意图.具体调焦操作流程如下:R 14基于飞秒激光系统的图像调焦系统结构图Fig. 4 Structure diagram of image focusing system based onfemtosecond laser system(1) 在图像调焦之前,首先需要调节压电确定基片上表面,之后借助激光在记号笔所作墨迹上产 生划痕的方式,调节激光使其恰聚焦到基片上表 面:在洁净基片的上表面无光刻胶的位置用记号笔 作一墨痕,处理完之后将基片固定到加工台上.水 平方向手动移动压电平台,使激光正对于无胶无墨 迹的基片表面,通过计算机软件微调压电平台z 向 位置,使C C D 视野中基片上表面清晰.接下来将激 光调到正对墨迹的位置,手动平移压电平台一段距 离使激光在墨迹里刻出划痕,然后通过调节显微镜 z 轴改变激光聚焦位置,直到激光刻出最清晰并连 续的划痕,说明此时飞秒激光恰好聚焦到基片上 表面.(2)确定物的位置并固定:CCD 、压电平台、显微镜位置固定不动,关闭激光光源.在4f 系统透镜2前放置调焦光源和物,调整好高度之后前后改变物的位置,当C C D 视野中观察到图2中所示的最清晰成像条纹时将物固定.此时,我们通过前后两次操 作配合,找到了飞秒激光恰好聚焦到上表面时对应 的调焦光路中物的位置.至此,定标工作完成.(3)后续加工:鉴于不同基片之间会存在几微米的高度差,所以在后续的每一次加工中,固定基 片将上表面调至清晰后,只需要微调显微镜z 轴位 置使条纹成像清晰后即可开始加工,具体操作流程 如图5所示.需要说明的一点是,在整个图像调焦过程中, 所使用照明光源与调焦光源应保持一致.这是易于 实现的,W 为两种光源并不会同时使用,依次取用 即可,如此可避免引人不必要的色差.而文章中提到的调焦光源为625 n m 波长的红光面光源,此光源 也是可以随意更换的.应用其他波长的光源时,只 需要通过定标工作重新找到新的物面位置即可.也 就是说,该调焦方法在保证调焦准确性的同时,对 设备无硬性要求,易于投人使用.定标加工图5罔像调焦技术流程mFig. 5Flow chart of image focusing technology2实验结果与讨论为了探究图像调焦方法的加工精度,设计了ffl 6所示的上下均为5 p m 的二层基础圆柱测试结 构(关于结构的设计,一层圆柱结构足以实现加工 高度的测试工作,二层结构设计的目的在于,如果 出现下层结构缺失的显著调焦误差时,便于对失误 操作进行总结).实验时,需要更换不同基片进行多次加工,并记录每次加1:的结构高度,对底层圆柱的高度误差进行分析.如果平均高度误差小于1.95pm ( 1 /2成像镜头焦深),说明加工所用的图像调焦方法完全满足正常加工系统调焦要求,且能实现较高的加工精度.h 2图6二层圆柱测试结构[冬|F i g . 6 Two-layer cylindrical test structure diagram数次加工结果表明,上层圆柱高度h 与设计高 度相同,因此只需分析下层高度即可.表1为多次加 工记录的下层圆柱高度数据/<,,为了更直观表示7第6期寇T慧等:飞秒激光系统图像凋焦装置以及方法_•41•-1.5加T次数图7圆柱结构表面图与底层圆柱高度误差分析图Fig. 7 Th e surface m a p of the cylindrical structure and the analysis of the height error of the bottom cylinder3结论本文基于传统焦面调焦方式,设计了一种在光路中临时置人调焦光源和物的图像调焦技术.借助激光划过基片表面墨痕的方式找到激光光斑聚焦位置,再以此位置为准,确定调焦光路中物的对应位置并固定,以成像状态清晰度间接反映激光聚焦状态.若C C D在同一位置,既能观测到清晰的基片表面,乂能观测到清晰条纹成像,说明调焦准确.后续加工中,为了弥补不同基片之间的高度差,只需 要微调加工物镜z向位置使条纹清晰即可.实验测试结果表明,应用此调焦方法,可将加工误差控制在 1.5 (x m范围以内,完全满足正常调焦要求,可实 现高精度加工.与传统的调焦方法相比,基于飞秒激光直写系统的图像调焦方式具备以下优点:在基片上方通过显微物镜与C C D连接构成成像监测系统,避 免在光路中加人分光元件对激光能量造成损失;高倍 宇加工物镜与低倍率成像物镜配合使用,满足加工要求的基础上扩大成像视场;调焦用光源可更换,只需 在定标工作中重新确定物面位置即可,实验设备选择灵活;相比于传统调焦方式,操作步骤相对简单,对实 验仪器及实验环境要求不高,易于实现.参考文献[1]W U N,R U S S E L W B. Micro and nano-patterns createdvia electrohydrodynamic instabilities [J ]. N a n o Today ,2009, 4(2):180-192.[2]廉正刚,陈翔,王鑫,等.微结构和集成式功能光纤的制备和潜在应用[J].激光与光电子学进展,2019,56(17):231-242.L I A N Z G,C H E N X,W A N G X,et al. Preparation andpotential applications of microstructured and integratedfunctional optical fibers [ J ]. Laser &OptoelectronicsProgress,2019,56 ( 17) :231 -242.[3]K O D H, T U M B L E S T O N J R, H E N D E R S O N K J,et a l.Biomimetic microlens array with anti reflective ** moth-eye^ surface[J]. Soft Matter, 2011, 7( 14) :6404-6407. [4]刘顺瑞,王丽,孙艳军,等•利用截头圆锥形仿生蛾眼结构提高L E D光提取效率[J].光学学报,2018,38(01 ):277-283.LI U S R,W A N G L, S U N Y J, et al. E n h a n cement oflight extraction efficiency of L E D by bionic moth-eyestructure with frustum of a cone^ J j. Acta Optica Sinica,2018,38(01 ):277-283.[5]熊耀旭,胡友根,朱朋莉,等.微纳结构柔性压力传感器的制备及应用[J]•化学进展,2019,31( 06 ):800-810.X I O N G Y X,H U Y G,Z H U P L,et al. Fabrication andapplic ation of flexible pressure sensors with micro/nano-structures[ J.Progress in Chemistry, 2019,31(06 ):800-810.[6]曹小文,张雷,于永森,等.飞秒激光制备微光学元件及其应用[】].中国激光,20丨7,44(01 ):52-64.次加工中\实际高度与设计高度之间的偏差,根据 表1绘制了图7所示的加工精度曲线图.测试结果中,在焦面以上的结构之所以能够留存下来并观测到的原因是,加工所用能量较大且严格控制显影时间,使得焦面以上结构在一定误差范围内仍可留存.由图可见,应用图像调焦方法重复加工的圆柱结构,加工误差小于丨.5 (xm,对比之前计算的成像物镜焦深值,加T精度在1/2焦深以内,完全满足飞秒激光系统调焦要求.表1加工高度数据分析Tab. 1Processing height data analysis 加工次数1234567 /I,/jim 3.84 6.54 3.7 3.86S T I / J /y• 42•空间控制技术与应用第46卷C A O X W,Z H A N G L,Y U Y S,et a l.Application of mi-cro-optic-al components fabricated with femtosecond laser[J ]. Chinese Journal of Lasers ,2017 ,44 (01 ):52-64. [7]刘墨南,李木天,孙洪波.3D飞秒激光纳米打印[J].激光与光电子学进展,2018,55( 1 ):丨04-丨16.LIU M N,LI M T,S U N H B.3D Femtosecond laser nan-oprintingL J. Laser & Optoelectronics Progress ,2018 ,55(1) :104-116.[8]位迪,程萍,陈向东,等.基于飞秒激光加工非金属血管支架的工艺研究[J].激光与光电子学进展,2013,50(9):121-126.W E I D, C H E N G P,C H E N X D,et al. Study on femtosecond laser processing of nonmetal vascular stent [J. Laser & Optoelectronics Progress ,2013 ,50 (9 ):121-126. [9]龙江游,吴颖超,龚鼎为,等.飞秒激光制备超疏水铜表面及其抗结冰性能[J ].中国激光,2015,42 (7 ):164-171.L O N G J \ ,W U Y C,G0N G D W,e t al. Femtosecond laser fabricated superhydrophobic copper surfaces andtheir anti-icing properties [ J ].Chinese Journal of L asers ,2015 ,42 (7 ):164-171.[10] D e n g Z,Y a n g Q,C h e n F, et al. Fabrication of large-are-a concave microlens array on silicon by femtosecond laser micromachining[J]. Optics Letters, 2015, 40(9):1928-1931.[11] S A N-B L A S A,M A R T I N E Z-C A L D E R O N M,B U E N-C U E R P O J, et al. Femtosecond laser fabrication ofI.IPSS-based waveplates on metallic surfaces [ J ]. A pplied Surface ence, 2020.[12] N I U L G,W A N G D,J I A N G T, et al. High fill-factormultilevel fresnel zone plate arrays by femtosecond laserdirect writing [J .Optics Communications, 2011, 284(3) :777-781.[13]侯錢红.飞秒激光双光子聚合成形加丁.质量的研究[D].长春:吉林大学,2016.H O U\ H. Study on the processing quality of two photonpolymerization induced by femtosecond laser [D ].Ch a n g c h u n:Jilin University ,2016.[14]姜俊,刘晋桥,徐颖,等.曲面基底衍射光学元件的激光直写技术[J].中国激光,2017,44(6) :91-97.J I A N G J,LIU J Q,X U Y,Y U Y H. Laser direct writingtechnique of diffraction optical element on curved-surfacesubstrate[J J. Chinese Journal of Lasers, 2017,44(6 ):91-97.[15]李朝辉,王智,乔克,等.三线阵立体测绘相机高精度调焦技术及实现[J].光电工程,2009,36(10) :4丨46.LI Z H,W A N G Z,Q I A O K,et al. Focusing technique forthree-line stereo mapping camera and realization;]].Opto-Elec tronic Kngineering,2009 ,36( 10) :41-46.[16]占潜,高云国,于萍.光电探测器调焦机构的设计与精度分析[J].激光与红外,2014,44( 11 ) :1238-1243.Z H A N Q,G A O Y G,YL) P. Design and analysis on focusing m e c h anism of photoelectric detector and i t s precision [J. Laser &Infrared ,2014 ,44( 11):1238-1243. [17]刘达,钟红军,李春江,等.星敏感器调焦方法研究[J].空间控制技术与应用,2015,41 (01 ) =59-62.LIU D,Z H0N G H J,LI C J,et a l. Focusing methods ofstar sensor [ .M -Aerospace Control and Application,2015,41 (1) :59-62[18]魏鑫,何鸿涛,王建永,等.一种调焦机构运动方向与光轴平行性测试方法[J].航天返回与遥感,2019,40(5) :67-74.W E I X, H E H T, W A N G J Y, et al. A measurementmethod of parallel accuracy between the motion directionof the focusing[ Jj . Spacecraft Recovery &Remote Sensing ,2019 ,40 (5 ):67-74.[19]赵志彬.机载光电平台可见光摄像机自动调焦技术研究[D].长春:屮国科学院研究生院长春光学精密机械与物理研究所,2010.Z H A O Z B. Dissertation Applying for a master degree tothe changchun institute of optics, fine mechanics andphysics[ D]. Changchun :Changc hun Institute of Optics,Fine Mechanics and Physics, Chinese A c a d e m y of Sciences ,Cliina ,2010.[20]刘华,卢振武,熊峥,等.绝对式光栅尺母尺刻划曝光系统[J].光学精密工程,2014,22(7) :1814-1819.LIU H,L U Z W,X I O N G Z,et a l. Exposure optical system in lithographic main scale of absolute optic-al encoder [J ] ■Optics and Precision Engineering, 2014,22(7) :1814-1819.作者简介:寇千慧(1997—),女,硕士研究生,研究方向飞秒激光系统丁艺与衍射元件设计;刘华(1976—),女,研究员,研究方向为光学检测、光学设计、衍射光学;谭明月(1993 —),女,博士研究生,研究方向为复合加T.技术在3D微纳中的应用;陆子凤( 1974—),女,讲师,研究方向为光学检测、衍射光学元件的制备;张有旋(1985 —),男,工程师,研究方向为空间光学成像敏感器;王雨时(1993—),男,助理工程师,研究方向为空间光学成像敏感器.。
可调激光器原理

可调激光器原理
可调激光器可以根据需要自动调节激光的频率或波长,是一种常用的光学设备。
其原理基于外界的刺激或内部调谐机制,通过改变激光器中光学谐振腔的长度或光学介质的特性来实现频率调节。
在主动调谐的可调激光器中,通常采用电压调谐方法。
其中一个常见的调谐机制是利用光栅,光栅可以通过改变其周期或折射率来改变光学谐振腔的长度,从而影响激光的输出波长。
当外加电压改变光栅的形态时,光栅的周期或折射率也随之改变,从而引起激光输出波长的变化。
被动调谐的可调激光器则利用温度或应变等外界刺激来实现频率调节。
例如,在一些可调激光二极管中,通过在压力或温控器上施加机械压力或调节温度,可以改变激光二极管中的载流子浓度或能带结构,进而调节激光的频率。
此外,还有一种叫做外共振腔可调激光器的设备,其原理是通过粘附谐振腔镜片的一侧来调节光学谐振腔的长度。
当单一侧面的镜片移动时,光学谐振腔长度随之改变,从而导致激光输出频率的变化。
综上所述,可调激光器可以利用外界刺激或内部调谐机制来改变光学谐振腔的长度或光学介质的特性,实现激光的频率调节。
这种特性使得可调激光器在许多应用领域都得到广泛应用,例如光通信、材料加工和医学诊断等。
808nm激光器

808nm激光器
(cl)808nm激光器在照明领域中应用的最大优势在于激光具有极高的发光效率和发光强度,半导体激光的光电转换效率最高可达80%,大大的降低能耗,增加照明距离。
其中,808nm激光器可轻易实现100-1000米照明距离,满足风光供电监控项目对远距离监控的需要。
如在野外建立监控点,距离一般都比较远。
还在监控夜领域也逐渐被广泛的使用。
技术参数均可按客户实际需要订制。
本产品采用原装进口激光二极管,体积小,光线清晰,出光张角大,直线度高。
我们可以制作固定焦点同时可以制作可调焦的红光线状激光器,请打零贰玖捌捌柒贰陆柒柒叁客户可以根据各种要求调整焦点。
输出功率:635nm 0.5~30mw
650nm 0.5~200mw
660nm 0.5~300mw
工作电压:2.7~24V DC
工作电流:≤450mA
光束发散度:0.1~1.5mrad
出光张角:10º~135º
光线直径:≤0.5mm @0.5m;≤1.0mm @3.0m;≤1.5mm @6.0m;直线度:≤1.0mm @6.0m
光学透镜:光学镀膜玻璃或塑胶透镜
尺寸:Φ8×25mm;Φ9×35mm;Φ11×37mm;Φ12×40mm;Φ
16×55mm;Φ16×65mm;Φ16×80mm;Φ22×85mm;Φ26×110mm (可定制)
工作温度:-10~75℃
储存温度:-40~85℃
激光等级:Ⅲb。
激光技术调节实验报告
一、实验目的1. 了解激光技术的基本原理和激光器的工作机制。
2. 掌握激光器的调节方法,包括激光束的准直、聚焦、模式分析等。
3. 通过实验,加深对激光技术在实际应用中的理解和应用。
二、实验原理激光技术是20世纪60年代发展起来的一门高新技术,具有高亮度、高方向性、高单色性等特点。
激光器是产生激光的核心设备,其工作原理是利用受激辐射原理,通过光学谐振腔放大光波。
三、实验仪器与设备1. 氦氖激光器2. 光具座3. 分光计4. 平行光管5. 毛玻璃屏6. 望远镜7. 激光束扩束器8. 聚焦镜四、实验内容与步骤1. 激光器调节(1)连接激光器与光具座,确保连接牢固。
(2)打开激光器电源,预热5-10分钟。
(3)调整激光器输出功率,使激光束亮度适中。
(4)将平行光管放置在激光束的出射端,调整平行光管的光轴与激光束的出射方向一致。
2. 激光束准直(1)将望远镜放置在光具座上,调整望远镜的光轴与激光束的出射方向一致。
(2)观察望远镜中的激光束,调整望远镜的位置,使激光束在望远镜中形成清晰的点。
(3)记录激光束的准直情况,分析激光束的准直度。
3. 激光束聚焦(1)将聚焦镜放置在光具座上,调整聚焦镜的位置,使激光束在聚焦镜处形成焦点。
(2)观察聚焦镜处的激光束,调整聚焦镜的位置,使激光束在聚焦镜处形成清晰的焦点。
(3)记录激光束的聚焦情况,分析激光束的聚焦度。
4. 激光器模式分析(1)将毛玻璃屏放置在光具座上,调整毛玻璃屏的位置,使激光束在毛玻璃屏上形成光斑。
(2)观察毛玻璃屏上的激光光斑,分析激光器的模式结构。
(3)记录激光器的模式结构,分析激光器的模式特性。
五、实验结果与分析1. 激光器调节通过实验,成功调节了激光器的输出功率,使激光束亮度适中。
调整平行光管和望远镜的位置,实现了激光束的准直。
2. 激光束聚焦通过实验,成功实现了激光束的聚焦,在聚焦镜处形成了清晰的焦点。
记录了激光束的聚焦情况,分析了激光束的聚焦度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可调焦激光器
本产品采用原装进口激光二极管,体积小,光线清晰,出光张角大,直线度高。
我们可以制作固定焦点同时可以制作可调焦的红光线状激光器,客户可以根据各种要求致零贰玖捌捌柒贰陆期期叁调整焦点。
The laser has original import laser diode, small body and clear beam. The fan angle and line degree is high. We can offer red Line Laser Module with focus adjustable or fixed. Customer also can adjust the focus according various requirements.
输出波长:635nm 650nm 660nm
输出功率:635nm 0.5~30mw
650nm 0.5~200mw
660nm 0.5~300mw
工作电压: 2.7~24V DC
工作电流:≤450mA
光束发散度:0.1~1.5mrad
出光张角:10 º~135º
光线直径:≤0.5mm@0.5m;≤1.0mm@3.0m;≤1.5mm@6.0m;
直线度:≤1.0mm@6.0m
光学透镜:光学镀膜玻璃或塑胶透镜
尺寸:Φ8×25mm;Φ9×35mm;Φ11×37mm;Φ12×40mm;Φ16×55mm;Φ16×65mm;Φ16×80mm;Φ22×85mm;Φ26×110mm(可定制)
工作温度:-10~75℃
储存温度:-40~85℃
激光等级:Ⅲb
Output wavelength: 635nm 650nm 660nm
Output power: 635nm 0.5~30mw
650nm 0.5~200mw
660nm 0.5~300mw
Operating voltage: 2.7~24V DC
Operating current: ≤450mA
Beam divergence: 0.1~1.5mrad
Fan angle: 10 º~135º
Beam diameter: ≤0.5mm@0.5m;≤1.0mm@3.0m;≤1.5mm@6.0m
Line degree: ≤1.0mm@6.0m
Optics: coated glass lens or plastic lens
Size: Φ8×25mm;Φ9×35mm;Φ11×37mm;Φ12×40mm;Φ16×55mm;Φ16×65mm;Φ16×80mm;Φ22×85mm;Φ26×110mm(made as requirement)
Operating temperature: -10℃~75℃
Storage temperature:-40℃~85℃
Laser classification: Ⅲb
lye。