切削温度测量方法概述..
切削力、切削温度实验1

正交实验法 经过9个点切削过 程后,获得相关 的数据,此时可 以得到最后的三 向切削力综合实 验公式
切削温度测量实验
了解车削时自然热电偶的构成以及采用自然热 电偶进行切削温度实验的原理和方法;
进行切削温度单因素实验或正交实验,了解切 削用量对切削温度的影响规律,获得切削温度 的实验公式; 认知计算机辅助实验硬、软件的系统构成,并 熟悉切削温度实验软件的具体操作。
xFC aSP xFf F f CFf aSP xFsp Fsp CFsp aSP
F Fc CFC
c
(1) ( 2) (3)
数据处理:
单因素实验数据处理 在改变背吃刀量单因素切削力实 验结束后将得到如下的公式:
Fc
同样在进行改变进给量单因素切削力实验和改变切削速 度单因素切削力实验完成后也将得到相类似的公式。
切削力、切削温度
测量实验
机械学院实验中心
切削力测量实验
一、实验目的要求
1.
了解切削测力仪的工作原理、测力方法和实验 系统;
掌握背吃刀量进给量和切削速度对切削力的影 响规律,通过实验求取切削力实验公式; 了解三向切削测力仪软、硬件系统构成,了解 现代化的计算机辅助的实验系统。
2.
3.
金属切削原理与刀具 课题13 切削温度的分布

切削温度的测量方法
2、辐射测温法
辐射测温法是一种非接触式测量方法。它是利用高温辐射能 量来测量工件表面温度的。 作为测量用的传感器有光电传感器及热敏射测温法
光电传感器可以用锗光电二极 管或硫化铅光电池。在刀片上 打一个小的锥孔,一直通到刀 具的前面上,从切屑底面测定 辐射能,通过标定求得切屑底 面该点的温度。
(1)自然热电偶法
热电偶的热端
切削过程中,工件、刀具通常是由两种不同的金属材料组成的。 在刀具与切屑和刀具与工件接触区总存在着相当高的切削温度
热电偶的冷端 离接触区较远的工件与刀具处一般保持在室温状态
切削温度的测量方法
1、热电偶法 热电偶法包括自然热电偶法和人工热电偶法。
(1)自然热电偶法
可用导线将工件与刀具的冷端接到仪表上,即可将切削热电势显示和 记录下来。根据事先作出热电偶的标定曲线(温度与毫伏值的对应关 系曲线),即可求得刀具与切屑和刀具与工件接触面的平均温度,即 切削温度。
1—激光管; 2—光栅; 3、4—透镜; 5—光敏元件; 6—刀片; 7—刀体
用光电传感器测量刀具与切屑接触面 温度分布的示意图
切削温度的测量方法
用辐射测温法测量工件与刀具侧面的 温度分布的示意图
热敏电阻传感器
优点 测定区域的直径只有0.15 mm,因此, 可缩小不同测定点之间的距离。
缺点 只能测量刀具侧面的温度而不能测量垂 直切削刃工作部位中间剖面的温度。
切削温度
切削温度是指切削区域的平均温度。 切削温度的高低取决于产生热量的多少和热量传散的快慢。
切削温度
(1)切削温度计算
用实验方法得到的计算切削温度的指数公式为:
C
v z c
第三章切削力与切削温度
3.1.4 影响切削力因素
•刀具几何角度影响
•◆ 前角γ0 增大,切削力减小。 •◆主偏角κr 对主切削力影响不大,对吃刀抗力和走 刀抗力影响显著( κr ↑—— Fy↓,Fx↑)
•切削力F •切 削 力 / N
•γ0 - Fz
•γ0 – Fy •γ0 – Fx
•前角γ0
•图3-17 前角对γ0切削力的影响
PPT文档演模板
第三章切削力与切削温度
3.1.1 切削力及切削分力
•切削力分解(假设总切削力在主剖面P0内)
•F
z
•κr
•F
x
•F •Fxy
y
PPT文档演模板
•v •Fxy
•f •F
r
•吃刀抗力 •F
y •Fxy
•F •走刀抗力
x
•Fz•主切削力
•F •总切削力
r
•图3-1 切削力的分解
第三章切削力与切削温度
PPT文档演模板
第三章切削力与切削温度
•3.2.3 影响切削温度的主要因 素
•刀 具 几 何 参 数 的 影 响
➢ 前角o↑→切削温度↓
➢ 主偏角r↑→切削温度↑
PPT文档演模板
第三章切削力与切削温度
•3.2.3 影响切削温度的主要因 素
•其它因素的影响
• 1. 刀具磨损的影响 • 刀具后面磨损量增大,切削温度升高 •
PPT文档演模板
•220
•0180
•κr - Fz
•表3-6
•0140
•0100
•κr – Fx
0
•60
•κr – Fy
0 •20
0
•30 •45 •60 •75 •90
切削温度测量方法

切削温度测量方法
嘿,你问切削温度咋测量啊?这事儿咱得好好聊聊。
先说说热电偶法吧。
这就像给切削过程装个小温度计。
找个合适的热电偶,把它放在切削的地方附近。
热电偶能感应温度变化,然后把温度信号传出来。
不过放的时候可得小心,不能影响切削过程,也不能被切坏喽。
而且还得选对热电偶的类型,不然测出来的温度可不准。
还有辐射测温法。
就像用个小望远镜看切削时发出的热辐射。
通过测量辐射的强度啥的,就能算出温度。
这方法不用直接接触切削的地方,挺方便的。
但是得注意周围环境的影响,不能有别的热源干扰。
另外呢,硬度法也可以试试。
切削后看看工件的硬度变化,因为温度会影响材料的硬度。
不过这方法不是特别直接,得通过一些经验公式来推算温度。
还有一种叫金相法。
切削完了看看材料的金相组织,不同温度下金相组织会不一样哦。
这就像给材料做个小体检,通过观察组织变化来判断温度。
但是这方法比较麻烦,需要专业的设备和知识。
我给你讲个事儿吧。
有一次我们车间要测切削温度,一开始大家都不知道咋弄。
后来找了个老师傅,他用热电偶法测了一下,发现温度有点高。
于是大家就想办法调整切削参数,降低温度。
后来再测的时候,温度就正常了。
从那以后,我们就知道了切削温度测量的重要性,也学会了用不同的方法来测量。
总之呢,切削温度测量有好几种方法,你可以根据实际情况选择合适的。
只要你用心去做,肯定能测出准确的温度。
加油吧!。
切削热和切削温度

切削热和切削温度切削过程中产生的切削热对刀具磨损和刀具寿命具有重要影响,切削热还会使工件和刀具产生变形、残余应力而影响加工精度和表面质量。
一、切削热的产生与传导切削热来源于两个方面,一是切削层金属发生弹性和塑性变形所消耗的能量转换为热能;二是切屑与前刀面、工件与后刀面间产生的摩擦热。
切削过程中的三个变形区就是三个发热区域。
切削过程中所消耗能量的98%~99%都将转化为切削热。
切削热由切屑、工件、刀具及四周的介质(空气,切削液)向外传导。
影响散热的主要因素是:(1)工件材料的导热系数工件材料的导热系数高,由切屑和工件传导出去的热量增多,切削区温度就低。
工件材料导热系数低,切削热传导慢,切削区温度就高,刀具磨损就快。
(2)刀具材料的导热系数刀具材料的导热系数高,切削区的热量向刀具内部传导快,可以降低切削区的温度。
(3)四周介质采纳冷却性能好的切削液能有效地降低切削区的温度。
车削加工时产生的切削热多数被切屑带走,切削速度越高,切削厚度越大,切屑带走的热量越多;传给工件的热量次之,约为30%;传给刀具的热量更少,一般不超过5%。
钻削时,由于切屑不易从孔中排出,故被切屑带走的热量相对较少,只有30%左右,约有50%的热量被工件汲取。
二、切削温度的测量测量切削温度的方法许多,有热电偶法、辐射热计法、热敏电阻法等。
目前常用的是热电偶法,它简洁、牢靠、使用便利。
1. 自然热电偶法;2. 人工热电偶法。
三、影响切削温度的主要因素1.切削用量对切削温度的影响、、增大,单位时间内材料的切除量增加,切削热增多,切削温度将随之上升。
但、和对切削温度的影响程度不同,切削速度对切削温度的影响最为显著,次之,最小,缘由是:增大,前刀面的摩擦热来不及向切屑和刀具内部传导,所以对切削温度影响最大;增大,切屑变厚,切屑的热容量增大,由切屑带走的热量增多,所以对切削温度的影响不如显著;增大,刀刃工作长度增大,散热条件改善,故对切削温度的影响相对较小。
切削温度的测量
四、实验报告的要求
(一)实验名称 (二)实验目的 (三)实验条件 (四)数据记录与整理 (五)实验结果 1.切削速度 对切削温度的影响 a. 实验参数:工件直径 ;ap= ;f= ; γo = ; b. 在双对数坐标纸上绘出曲线 c. 计算 2.进给量 对切削温度的影响 a. 实验参数:工件直径 ;ap= ;f= ; γo= ; b.在双对数坐标纸上绘出曲线 c.计算 d.求出经验公式
三、实验内容及步骤
自然热电偶法是利用工件和刀具材料化学 成份的不同,分别将工件、刀具与机床绝缘 后组成热电偶的两极。当工件与刀具接触区 的温度升高后,形成热电偶的热端,工件的 引出端和刀具的尾端保持室温形成热电偶的 冷端,这样在刀具与工件的回路中(见图31)便产生了温差电动势,且热电势的大小 与温度的高低有一定的关系。实验前刀具— 工件热电偶应进行标定,求出温度与热电势 的标定曲线。实验时根椐切削过程中测到的 电动势毫伏值,在标定曲线上即可查出相对 应的温度值。自然热电偶法测到的温度仅是 刀—屑、刀—工件摩檫面的平均温度,不 能测量切削区指定点的切削温度。
1)改变切削速度vC;记录电动势的毫伏值;在标定曲线上 查出对应温度;将数据填入记录表。
2)在双对数坐标纸上画出θ-vC线,求出表达切削区平均温 度同切削速度vC的单项切削温度指数关系:
c(v2)cz
其中: θ -切削温度;cθv-对单因素vC的切削温度公式的系 数;一般, z θ =0.26-0.41,进给量越大, z θ值越小.
123456
(六) 分析 分析比较各因素对切削温度的影响。
1)改变进给量f;记录电动势的毫伏值;将数据填入记录表 ;在标定曲线上查出对应温度。
2)在双对数坐标纸上画出θ -f线,求出表达切削区平均温 度与进给量 的单项切削
高速切削过程测温方法综述
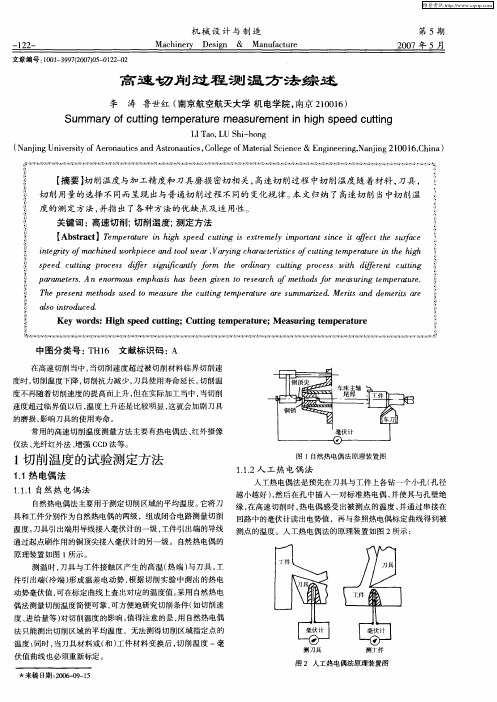
高 速 切 削 过 程 测 温 方 法 综 述
李 涛 鲁 世红 ( 京航 空航 天大学 机 电学院 。 京 20 1 ) 南 南 106
Su mmar fc t n e y o u t g t mp r t r a u e n i p e u t g i e a u e me s r me ti hgh s e d c ti n n
效果 。
光纤红 外测温仪传感 头小 , 电路 简单 , 积小 , 体 价格 经济
测 刀具 测工 件
且易于安装 , 输出信号可直接接 人数据采集器 , 响应时 间快 ( 最 快已达 到 l s o因此 , m 采用光纤红外测温法对高速切削加工中 温度进行实施监测是可行而有效 的 ,它能快速反映工件温度场 的变化 , 其准确度 可达 ±1 完全满足要求。 ℃,
原 理 装置 如 图 1 示 。 所
测 温时 . 刀具与工件接触 区产生 的高温 ( 热端 ) 与刀具 , 工 件引出端 ( 冷端 ) 形成温差 电动势 , 根据切 削实验 中测 出的热 电 动势毫伏值 , 可在标定 曲线上查 出对应的温度值 。 采用 自然 热电 偶法测量切削温度简便可靠 , 可方便地研 究切 削条件 ( 如切 削速 度、 进给量等 ) 对切削温度的影响。 值得注意的是 , 自然热 电偶 用 法 只能测出切 削区域 的平均温度 ,无法测得切削 区域指定点的
合金 和涂层材料 , 钻孔 比较困难 , 因此限定 了该方法 的应用。
可测得温度场的分布和最高温度 的位置。对于特定 的人工热 电
光密介质。 上诉角度称为全反射临界角 , 光就在纤 芯中曲折反射
前 进而不会泄漏f 3 1 。
一
11 .. 3半人 工热 电偶 法
切削测试实验报告总结(3篇)
第1篇一、实验目的本次实验旨在通过切削测试,了解不同切削参数对切削过程的影响,分析切削过程中产生的切削力、切削温度、切削速度、切削深度等参数的变化规律,为切削工艺的优化提供理论依据。
二、实验原理切削实验是在切削过程中,通过测量切削力、切削温度、切削速度、切削深度等参数,分析切削过程中的各种因素对切削效果的影响。
实验原理如下:1. 切削力:切削力是切削过程中产生的阻力,与切削速度、切削深度、刀具几何参数等因素有关。
2. 切削温度:切削温度是切削过程中产生的热量,与切削速度、切削深度、刀具材料、工件材料等因素有关。
3. 切削速度:切削速度是切削过程中工件表面与刀具相对运动的速度,与切削力、切削温度、切削深度等因素有关。
4. 切削深度:切削深度是切削过程中工件表面与刀具之间的距离,与切削力、切削温度、切削速度等因素有关。
三、实验内容1. 实验材料:选用碳素结构钢(Q235)作为工件材料,高速钢(W6Mo5Cr4V2)作为刀具材料。
2. 实验设备:C620-1型车床、传感器、数据采集系统、温度计等。
3. 实验步骤:(1)将工件安装在车床上,调整刀具位置,使刀具与工件接触。
(2)启动数据采集系统,记录切削力、切削温度、切削速度、切削深度等参数。
(3)改变切削速度、切削深度、刀具几何参数等参数,重复步骤(2)。
(4)分析实验数据,总结切削过程中的变化规律。
四、实验结果与分析1. 切削力与切削速度的关系:实验结果表明,切削力随切削速度的增加而增大。
这是因为在高速切削过程中,切削刃的磨损加剧,导致切削力增大。
2. 切削力与切削深度的关系:实验结果表明,切削力随切削深度的增加而增大。
这是因为切削深度越大,切削刃所承受的切削阻力越大,从而导致切削力增大。
3. 切削温度与切削速度的关系:实验结果表明,切削温度随切削速度的增加而增大。
这是因为切削速度越高,切削过程中的热量越多,导致切削温度升高。
4. 切削温度与切削深度的关系:实验结果表明,切削温度随切削深度的增加而增大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热工测量仪表作业切削温度测量方法概述Summary of Cutting Temperature MeasurementMethods作者姓名:王韬专业:冶金工程学号:20101360指导老师:张华东北大学Northeastern university2013年6月切削温度测量方法概述王韬东北大学摘要:高速切削加工现已成为当代先进制造技术的重要组成部分,切削热与切削温度是高速切削技术研究的重要内容。
本文根据国内外高速切削温度测量方法的研究现状,对目前常用的切削温度测量方法进行了分类和比较,主要包括接触式测温、非接触式测温和其他测量方法三种,详细介绍了热电偶法、光辐射法、热辐射法、金相结构法等几种常用切削测温方法的基本原理、优缺点、适用范围及发展状况;介绍了几种新型高速切削温度测量方法。
最后对各种测量方法作了比较,探讨了切削温度实验测量方法研究的发展方向。
关键词: 切削温度,测量方法,发展状况Summary of Cutting Temperature Measurement MethodsWang TaoNortheastern universityAbstract: High-speed machining has become an important part of the contemporary advanced manufacturing technology. Cutting heat and cutting temperature is the important content of high speed cutting technology research. This paper gives the background to the measurement of metal cutting temperatures and a review of the practicality of the various methods of measuring cutting temperature while machining metals. Classify the cutting temperature measurement methods, mainly including non-contact temperature measurement, non-contact temperature test of other three kinds of measurement methods; Introduced the thermocouple method, radiation method, radiation method and metallographic structure of the basic principle of several kinds of commonly used cutting temperature measurement method, the advantages and disadvantages, applicable scope and the status of the development; Several new high-speed cutting temperature measurement methods are introduced. Finally discusses the development direction of cutting temperature experiment measurement method research for a variety of measurement methods.Keywords:metal cutting, cutting temperature, measurement method目录摘要 (I)1引言 ................................................................................................................................. - 1 -2接触式测量方法 ................................................................................................................ - 1 -2.1 自然热电偶法 ............................................................................................................ - 1 -2.2 人工热电偶法 ............................................................................................................ - 2 -2.3 半人工热电偶法 ........................................................................................................ - 3 -3 非接触式测温 ................................................................................................................... -4 -3.1 红外辐射法红外 ........................................................................................................ - 4 -3.2 增强CCD 相机法 ..................................................................................................... -5 -3.3 红外—光学法 ............................................................................................................ - 5 -3.4金相结构法 .............................................................................................................. - 6 -4 其他切削温度测量方法 ................................................................................................... - 6 -5 切削测温技术发展方向 ................................................................................................... - 7 -6 总结................................................................................................................................... -7 -参考文献 ............................................................................................................................... -8 -1引言在机械制造业中,虽然已发展出各种不同的零件成型工艺,但目前仍有90%以上的机械零件是通过切削加工制成。
在切削过程中,机床作功转换为等量的切削热,这些切削热除少量逸散到周围介质中以外,其余均传入刀具、切屑和工件中,刀具、工件和机床温升将加速刀具磨损,引起工件热变形,严重时甚至引起机床热变形。
因此,在进行切削理论研究、刀具切削性能试验及被加工材料加工性能试验等研究时,对切削温度的测量非常重要。
测量切削温度时,既可测定切削区域的平均温度,也可测量出切屑、刀具和工件中的温度分布。
已有的高速切削温度测量方法,可以归纳为接触式测温、非接触式测温和其他测量方法三种。
常用的切削温度测量方法主要有热电偶法、光辐射法、热辐射法、金相结构法等。
2接触式测量方法当两种不同材质组成的材料副接近并受热时,会因表层电子溢出而产生溢出电动势,并在材料副的接触界面间形成电位差(即热电势)。
由于特定材料副在一定温升条件下形成的热电势是一定的,因此可根据热电势的大小来测定材料副的受热状态及温度变化情况。
采用热电偶法的测温装置结构简单、测量方便,是目前较成熟也较常用的切削温度测量方法。
根据不同的测量原理和用途,接触式测量方法又可细分为以下几种:2.1 自然热电偶法自然热电偶法的刀具和工件,组成自然热电偶的材料副,通过测量热电偶两端的热电势,确定切削区域的温度。
自然热电偶法主要用于测定切削区域的平均温度。
采用自然热电偶法的测温装置,如图1所示。
图1自然热电偶法测量切削温度示意图它是利用刀具和工件分别作为自然热电偶的两极,组成闭合电路测量切削温度。
刀具引出端用导线接入毫伏计的一极,工件引出端的导线通过起电刷作用的铜顶尖接入毫伏计的另一极。
测温时,刀具与工件引出端应处于室温下,且刀具和工件应分别与机床绝缘。
切削加工时,刀具与工件接触区产生的高温(热端)与刀具、工件各自引出端的室温(冷端)形成温差电势,切削温度越高,该电势值越大。
切削温度与热电势毫伏值之间的对应关系可通过切削温度标定得到。
根据切削实验中测出的热电势毫伏值,可在标定曲线上查出对应的温度值。
其存在的问题是:测得的是刀—工接触面的平均热电势,不太适合于精确测量切削区域的绝对温度,也不能捕捉瞬态的温度分布,在有积屑瘤时,测量结果不准确,要求刀具和工件都能导电,且受刀具和工件材料脆性和电阻率的限制;不适用于工件微熔状态时的温度测量;需要对刀具和工件精确标定,并会产生较大的噪音信号,当材料变换后,必须重新标定。