4、切削三要素及选择
切削用量 切削用量三要素

切削用量切削用量三要素切削用量是指切削速度v c 、进给量 f (或进给速度v f )、背吃刀量 a p 三者的总称,也称为切削用量三要素。
它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。
它们的定义如下:(一)切削速度v c切削刃上选定点相对于工件的主运动的瞬时速度.计算公式如下v c=(π d w n )/1000 (1-1)式中v c --切削速度(m/s);dw ——工件待加工表面直径( mm );n -—工件转速(r/s ).在计算时应以最大的切削速度为准,如车削时以待加工表面直径的数值进行计算,因为此处速度最高,刀具磨损最快。
(二)进给量f工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。
进给速度v f 是指切削刃上选定点相对工件进给运动的瞬时速度。
v f=fn ( 1-2 )式中v f ——进给速度(mm/s );n -—主轴转速( r/s );f -—进给量( mm )。
(三)背吃刀量a p通过切削刃基点并垂直于工作平面的方向上测量的吃刀量.根据此定义,如在纵向车外圆时,其背吃刀量可按下式计算:a p = (d w — d m ) /2 (1—3 )式中 d w ——工件待加工表面直径(mm );dm —-工件已加工表面直径( mm ).涂层刀片为了提高刀具(刀片)表面的硬度和改善其耐磨性、润滑性,通过化学气相沉积和真空溅射等方法,在硬质合金刀片表面喷涂一层厚度5~12μ m以下的TiC、TiN或Al 2O 3等化合物材料。
TiC 涂层刀片,硬度可达3200HV,呈银灰色,耐磨性好,容易扩散到基体内与基体粘结牢固,在低速切削温度下有较高的耐磨性.TiN 涂层刀片TiN硬度为2000HV,呈金黄色,色泽美观,润滑性能好,有较高的抗月牙洼型的磨损能力,与基体粘结牢固程度较差.Al 2O 3 涂层刀片硬度可达3000HV,有较高的高温硬度的化学稳定性,适用于高速切削。
切削用量三要素讲解

切削用量三要素讲解切削用量是指在机械加工过程中,为了能够获得所需的加工结果,所需要使用的切削刀具的数量。
切削用量的大小直接影响切削加工的效果和成本。
在进行切削加工时,要考虑切削用量的三个要素,即切削宽度、切削深度和进给量。
切削宽度是指刀具沿工件表面的宽度。
切削宽度的大小直接影响切削过程中的切削力、切削温度和切削表面质量。
一般来说,切削宽度越大,切削力越大,切削温度也会相应增加。
此外,切削宽度的大小还决定了每分钟切削量的大小,即工件在单位时间内被切削的体积。
因此,在切削宽度的确定上需要考虑到切削力和切削温度的限制,以及加工效率的要求。
切削深度是指刀具在一次进给中所切下的工件表面的厚度。
切削深度的大小直接影响切削过程中的切削力、切削温度和切削表面质量。
一般来说,切削深度越大,切削力也会相应增加。
此外,切削深度的大小还决定了每分钟切削量的大小。
因此,在切削深度的确定上需要考虑到切削力的限制,以及加工效率的要求。
进给量是指刀具在单位时间内的移动距离。
进给量的大小直接影响切削过程中的切削力、切削温度和切削表面质量。
一般来说,进给量越大,切削力越大,切削温度也会相应增加。
此外,进给量的大小还决定了每分钟切削量的大小。
因此,在进给量的确定上需要考虑到切削力的限制,以及加工效率的要求。
在确定切削用量时,需要综合考虑切削宽度、切削深度和进给量的影响,并找到适合的平衡点。
切削用量的过大或过小都会对切削加工效果产生不利影响。
过大的切削用量会导致切削力过大,加剧刀具磨损和变形,使切削表面质量下降,同时还会增加切削过程中的切削温度,进而影响工件的尺寸精度和表面质量。
而过小的切削用量会使加工效率降低,增加加工时间和成本。
因此,在确定切削用量时,需要根据具体材料、工件形状、加工要求等因素进行综合考虑。
一般来说,在保证切削力、切削温度和切削表面质量在合理范围内的前提下,尽可能选择较大的切削宽度、切削深度和进给量,以提高加工效率。
切削三要素的选取原则

切削三要素的选取原则
切削三要素,那可是机械加工里超级重要的部分啊!切削速度、进给量和切削深度,这三者就像一个默契的团队,相互配合才能达到最佳效果。
咱先说切削速度,它就像赛车的速度一样关键。
要是太快了,刀具磨损得厉害,成本不就上去啦;可要是太慢了,那加工效率又低得让人着急。
所以得根据工件的材料、刀具的材质等好多因素来好好琢磨琢磨,找到那个最合适的速度,这多像给赛车找最适合的速度档啊!
再看看进给量,它就如同走路的步伐大小。
步伐大了,可能会走得不稳;步伐小了,又走得太慢。
得根据实际情况来调整,既要保证加工的质量,又不能让生产效率太低。
这不就跟我们平时走路一样嘛,要根据路况和目的地来决定怎么走。
还有切削深度,它就像是挖掘的深度。
挖得太深,容易出问题;挖得太浅,又达不到要求。
这可得仔细考量,结合工件的形状、尺寸等各种因素来决定,这和挖宝藏的时候要判断挖多深不是很像吗?
在选取这三要素的时候,可不能马虎啊!得像侦探一样细心观察、分析各种情况。
反问一下,要是随便选,能行吗?那肯定不行啊!这就好比做饭,食材、调料和火候都要搭配好,才能做出美味的菜肴。
切削三要素的选取也是一样,只有选对了,才能加工出高质量的工件。
而且啊,不同的加工场景就像是不同的赛道,有的平坦,有的崎岖。
我们得根据这些不同的情况来灵活调整切削三要素。
这可不是一件简单的事儿,但只要我们用心去钻研,就一定能掌握其中的诀窍。
总之,切削三要素的选取原则至关重要,直接关系到加工的质量和效率。
我们要像对待宝贝一样认真对待它们,通过不断的实践和探索,找到最适合的组合,让机械加工变得更加完美!。
切削三要素
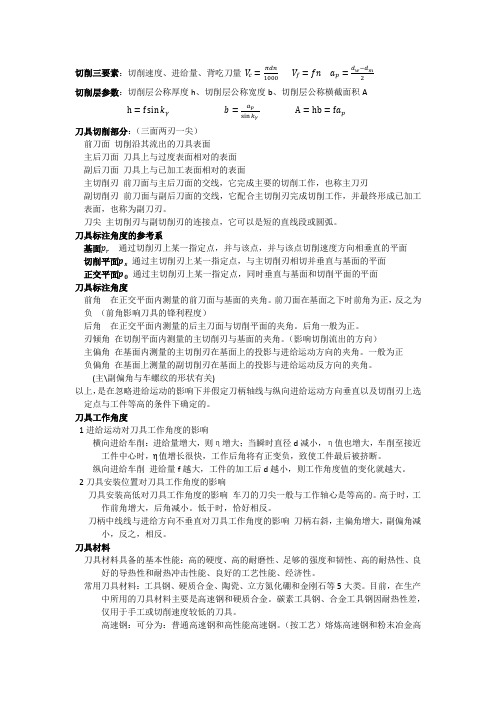
切削三要素:切削速度、进给量、背吃刀量 V c=πdn1000 V f=fn a p=d w−d m2切削层参数:切削层公称厚度h、切削层公称宽度b、切削层公称横截面积Ah=f sin kγ b=a psin kγA=hb=fa p刀具切削部分:(三面两刃一尖)前刀面切削沿其流出的刀具表面主后刀面刀具上与过度表面相对的表面副后刀面刀具上与已加工表面相对的表面主切削刃前刀面与主后刀面的交线,它完成主要的切削工作,也称主刀刃副切削刃前刀面与副后刀面的交线,它配合主切削刃完成切削工作,并最终形成已加工表面,也称为副刀刃。
刀尖主切削刃与副切削刃的连接点,它可以是短的直线段或圆弧。
刀具标注角度的参考系基面p r通过切削刃上某一指定点,并与该点,并与该点切削速度方向相垂直的平面切削平面p s通过主切削刃上某一指定点,与主切削刃相切并垂直与基面的平面正交平面p0通过主切削刃上某一指定点,同时垂直与基面和切削平面的平面刀具标注角度前角在正交平面内测量的前刀面与基面的夹角。
前刀面在基面之下时前角为正,反之为负(前角影响刀具的锋利程度)后角在正交平面内测量的后主刀面与切削平面的夹角。
后角一般为正。
刃倾角在切削平面内测量的主切削刃与基面的夹角。
(影响切削流出的方向)主偏角在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角。
一般为正负偏角在基面上测量的副切削刃在基面上的投影与进给运动反方向的夹角。
(主\副偏角与车螺纹的形状有关)以上,是在忽略进给运动的影响下并假定刀柄轴线与纵向进给运动方向垂直以及切削刃上选定点与工件等高的条件下确定的。
刀具工作角度1进给运动对刀具工作角度的影响横向进给车削:进给量增大,则η增大;当瞬时直径d减小,η值也增大,车削至接近工件中心时,η值增长很快,工作后角将有正变负,致使工件最后被挤断。
纵向进给车削进给量f越大,工件的加工后d越小,则工作角度值的变化就越大。
2刀具安装位置对刀具工作角度的影响刀具安装高低对刀具工作角度的影响车刀的刀尖一般与工作轴心是等高的。
切削用量切削用量三要素
切削用量切削用量三要素
切削用量是指在切削加工过程中,切削刀具与工件之间的相对运动引起的材料去除量。
切削用量的大小直接影响着加工效率、刀具寿命和加工质量。
切削用量的三个要素是进给量、切削深度和切削速度。
1.进给量:进给量是指单位时间内工件在切削方向上的移动量。
进给量的大小直接影响着加工效率和表面质量。
通常情况下,增加进给量可以提高加工效率,但过大的进给量会引起切削力过大、切削温度升高、刀具磨损加剧、表面质量下降等问题。
因此,在确定进给量时需要考虑工件材料、加工精度要求、刀具耐磨性等因素。
2.切削深度:切削深度是指切削刀具与工件之间在切削方向上的垂直距离。
切削深度的大小对切削用量、加工精度和刀具寿命都有影响。
增加切削深度可以提高加工效率,但过大的切削深度容易导致刀具振动、切削力过大、切削温度升高等问题,甚至会破坏刀具和工件。
因此,在确定切削深度时需要综合考虑刀具的刚性、工件的材料性质、加工精度要求等因素。
3.切削速度:切削速度是指切削刀具在切削过程中与工件相对运动的速度。
切削速度的大小对切削用量、刀具寿命和表面质量都有影响。
增加切削速度可以提高加工效率,但过大的切削速度容易导致切削温度升高、刀具磨损加剧、切削力过大等问题,甚至会破坏刀具和工件。
因此,在确定切削速度时需要考虑工件材料、切削刀具的材料和涂层、刀具的耐磨性等因素。
总之,切削用量的大小需要根据具体加工要求和材料特性来确定,要综合考虑进给量、切削深度和切削速度三个要素,以达到高效、稳定和精确的加工效果。
简述切削三要素

简述切削三要素1. 嘿,机械小伙伴们!今天咱们来聊一个特别有意思的话题——切削三要素!说起这个,那可是加工界的"铁三角",就像是厨师炒菜的火候、调料和刀工一样重要!2. 切削速度就像是"快刀侠"的绝技!它说的就是刀具和工件打照面时的速度。
你想啊,速度太慢,加工效率低,跟蜗牛似的;速度太快,刀具容易发烫变钝,这可都不是咱们想要的!3. 我给大家打个比方,切削速度就像是骑自行车,太慢了累死人不说,还容易摔倒;太快了又容易翻车。
所以啊,得掌握好这个度,这样工件才能加工得又快又好!4. 进给量可是个有意思的东西!它就像是切菜时刀的进给深度。
你看那些大厨切菜,每一刀进给量都拿捏得死死的,切出来的菜才能整整齐齐。
咱们的刀具也是这个道理,进给量把握好了,加工出来的工件表面才会光滑得跟镜子似的!5. 要是进给量太大,那工件表面就跟波浪似的,凹凸不平;太小呢,效率又上不去,这可真是让人犯愁。
所以啊,这个进给量就得像大厨切菜一样,讲究个"恰到好处"!6. 切削深度简直就是"深度控"!它决定着每次切削能吃进去多少料。
这个深度要是控制得好,工件加工起来就特别带劲;控制不好,不是把刀具崩了,就是把工件毁了。
7. 我觉得切削深度就像是吃饭,一口吃太多容易噎着,吃太少又填不饱肚子。
所以这个深度啊,得根据工件材料、刀具强度来定,这样才能又高效又安全!8. 这三个要素之间的关系可有意思了!它们就像是"三个臭皮匠",谁也离不开谁。
速度要是快了,进给量和切削深度就得适当降低;要是想加大切削深度,速度和进给量可能就得放慢点。
9. 你看啊,这三要素配合起来,简直就像是在跳华尔兹,得配合得天衣无缝才行。
要是哪个节奏不对,那加工质量立马就露馅了!10. 在实际操作中,这三要素就像是"调味三件套"。
有时候要突出效率,那就得加快速度;有时候要求表面质量好,那就得控制进给;有时候要求加工余量大,那就得加大深度。
切削三要素及选择

切削三要素及选择
目的:
1借助机械加工手册合理选择Vc、αp 及f
2对应不同的材料合理选择切削速度
重点:
对应不同的材料合理选择切削速度
教程:
一、加工中的三个表面及两种运动
三个表面:已加工表面、待加工表面、过
度表面
两种运动:主运动、进给运动
二、切削三要素
αp、f、Vc
(1)切削深度αp:已加工表面与待加工表面间垂直距离
(2)进给量f:工件每旋转一周,车刀沿进给方向前进的距离(3)切削速度Vc:切屑相对刀具上某一点移动的速度
V c∝n , V c∝d
V c=∏dn/1000
例一 d=20 mm n=1500r/min 求Vc
解:Vc=∏dn/1000=3.14*20*1500/1000=94.2(m/min)
在实际加工中已知切削速度,然后求转速n的大小。
例二、已知Vc=180 m/min d=30mm 求: n=?
解:由Vc=∏dn/1000 n=1000Vc/∏d=1000*180/(3.14*30)=1910r/min 说明:碳钢 f=0.18时V c=260-290m/min
三、练习:
铝件由Ф30一刀车至Ф26 选取V c=300m/min
求:n=? αp=?
解:αp=(30-26)/2=2mm
n=1000Vc/∏d=1000*300/(3.14*30)=3185 r/min
四、转速和进给量的设定。
简要说明切削用量的含义及其三要素。
简要说明切削用量的含义及其三要素。
下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!简要说明切削用量的含义及其三要素切削用量是指在切削加工过程中所需要的输入条件和参数,它是机械加工中非常重要的概念。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1600~1800 2000~2300
0.16~0.18 0.08~0.12
铝 切断刀 转数 进给率 转数
铁 进给率 0.12~ 0.16 0.06~ 0.1 转数 2000~ 2200 2200~ 2400
铜 进给率 0.22~ 0.3 0.12~ 0.15 铜 进给率 转数 1800~ 2200 进给率
说明:碳钢 f=0.18时 Vc=260-290m/min
三、练习: 铝件由Ф30一刀车至Ф26 选取Vc=200m/min 求:n=? αp=? 解:αp=(30-26)/2=2mm n=1000Vc/∏d=1000*200/(3.14*30)=2123r/min
部分材料的切削速度:
1.
2.
V铝=180米/分
0.28-0.35 0.08-0.15 0.20-0.25 0.06-0.15 0.30-0.35 0.10-0.15 0.25-0.30 0.08-0.15 0.12-0.18 0.08-0.12 0.10-0.15 0.06-0.11
粗车
1600~1800
0.15~0.18
1600~1800
精车
2000~2200
铝
0.06~0.10
1800~2000
铁
螺纹刀
转数
进给率
转数
1600~0~1000
牙距
牙距
铝:400~600(牙距越大,主轴转数越慢)。 铁:150~300
四、转速和进给量的设定 内容 类别 铝 外径 内径 铜 外径 内径 铁 外径 内径 转速(S) 粗车 2500-3000 2300-2600 2600-3000 2500-2800 2000-2400 1800-2200 精车 2800-3200 2500-2800 2800-3200 2600-3000 2200-2600 2000-2400 进给量(F) 粗车 精车
V快削铁=100米/分 3. V中碳钢=80~100米/分
4.
V橡胶(纵)=40~60米/分
(横)=100~250米/分 5. V玻璃钢=60~80米/分
6.
V热塑性塑料=70~140米/分
7. V夹布胶木材料=65米/分
四、转速和进给量的确定
铝 外径刀 转数 进给率 转数 1600~ 1800 2000~ 2200 铁 铁 进给率 0.16~ 0.18 0.06~ 0.1 转数 2200~ 2500 2600~ 2800 铜 铜 进给率 0.25~ 0.3 0.15~ 0.18
切削三要素及选择
目的:
1借助机械加工手册合理选择Vc、αp 及f
2对应不同的材料合理选择切削速度
重点:
对应不同的材料合理选择切削速度
教
程:
一、加工中的三个表面及两种运动
三个表面:已加工表面 、待加工表面、过度表面
两种运动:主运动、进给运动 二、切削三要素 αp、f、 Vc 1. 切削深度αp:已加工表面与待加工表面间垂直距离 2. 进给量f:工件每旋转一周,车刀沿进给方向前进的距离 3. 切削速度Vc:切屑相对刀具上某一点移动的速度 Vc∝n , Vc∝d Vc=∏dn/1000
粗车 精车
1800~2200 2200~2500 铝
0.18~0.24 0.08~0.12
内孔刀
转数
进给率
转数
1600~ 1800 2000~ 2200
进给率
0.12~ 0.16 0.06~ 0.1
转数
2200~ 2500 2600~ 2800
进给率
0.25~ 0.3 0.15~ 0.18
粗车 精车
例一 d=20 mm n=1500r/min 求Vc
解:Vc=∏dn/1000=3.14*20*1500/1000=94.2(m/min) 在实际加工中已知切削速度,然后求转速n的大小 例二、已知Vc=180 m/min d=30mm 求: n=? 解:由Vc=∏dn/1000 n=1000Vc/∏d=1000*180/(3.14*30)=1910r/min