紫铜管tp2执行标准
26432117_TP2紫铜管弯制开裂原因分析

均匀(在此状态下进行弯制!铜管不会开裂(
图8 "*#$##% g 退火后的外表面金相组 织( 该组织 为 无 方 向 性 块 状 较 粗 大! 相 M 少 量 粒 状 ! 相!晶粒清 晰 可 见 且 开 始 长 大! 组 织 形 貌 正 常( 在此状态下进行弯制!铜管不会开裂)9*(
开始出现!与该状态下的外表面金相组织一致( 将图 & 与 图 $ 进 行 对 比 可 看 出$ 在 原 始 状 态
下!外表面金相组织与内部金相组织的差异较大! 外表面的拉拔痕迹明显!组织织构程度严重!在此 状态下进行弯制!铜管一定会开裂&在!7% g退火 后!内部金相组织形貌回复较好!但外表面金相组 织仍存在一定的拉拔痕迹和位相!在此状态下进行 弯制!铜管仍会开裂&在##%g'9%%g'9#%g' 7#% g退火后!内部金相组织与外表 面金相组织 基 本一致!外表面的拉拔痕迹消失!在此状态下进行 弯制!铜管不会开裂&在大于9#% g退火后!晶粒
某产品需要加工不同批次的 LH$ 铜管!对弯 制区域先进行火工!再进行弯制(由于原材料铜管 的热处理状态不明确!因此采用相同的工艺进行弯 制后!有的铜管弯曲状态好!有的铜管开裂(铜管 在生产过程中经多道次拉拔产生加工硬化!塑性较 差!不利于后续弯制成型工艺的进行!需要进行退 火处理改善其微观组织及性能(为解决铜管弯制开 裂问题!进行一系列的退火'力学性能和金相组织
第!"卷第#期 ! $%$&年&%月 文章编号&%%%;8:7:"$%$&#%#;%%#%;%!
TP2紫铜管与T2紫铜管性能有什么区别

TP2紫铜管与T2紫铜管性能有什么区别TP2紫铜管与T2紫铜管性能有什么区别相关性能和了解更多加工性能可以百度绿兴金属找到我们。
tp2是磷脱氧铜t2是普通紫铜T2紫铜板为国内牌号T2的纯铜轧制板材,相对应的美国牌号为C11000、日本牌号为C1100。
T2紫铜棒的铜含量极高达到99.90%以上,杂质总含量不大于0.1%。
紫铜外观呈紫红色,具有极高的导电、导热性,良好的耐腐蚀性和易加工性。
因此,根据不同的用途多被加工成板材、带材、箔材、管材、棒材、线材、盘条、异性铜材及铜铸件等。
T2紫铜板就属于铜板材。
铜板材又分为热轧板及冷轧板,热轧板的厚度一般在425mm,冷轧板厚度在0.2mm15mm之间,宽度2500mm,长度可达6000mm。
紫铜板的厚度可达50mm。
紫铜的用途:紫铜具有优良的导电性导热性良好的耐腐蚀性和加工性能,可以熔焊和钎焊。
T1、T2紫铜主要用作导电、导热、耐腐蚀元器件,如电线、电缆、导电螺钉、壳体和各种导管等。
T3紫铜主要用作结构材料使用,如制作电器开关、垫圈、铆钉、管嘴和各种导管等;也常用于一些不太重要的导电元件。
我厂生产经营的紫铜板优势:高纯度,组织细密,含氧量极低。
无气孔、疏松,导电性能极佳,电蚀出的模具表面精度高,经热处理工艺,电极无方向性,适合精打,细打,具有良好的热电道性、加工性、延展性、防蚀性及耐候性等。
有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊,产品畅销全国各地,热诚欢迎广大新老客户来人来电咨询!1:对化学成份有要求,纯铜为T2,对成份中的磷含量没有要求,TP2对磷的成分要求为含磷0.014~0.041%之间。
2:TP2是紫铜,从外观上看就是颜色的区别,从根本上化学成分大有不同!TP2铜管在做完盐雾试验后,为什么由黄色变成变红?3:应该是紫色色变成变铜红色,或者有些锈斑状,盐雾试验后的目的是实验铜管的耐腐蚀能力,铜管的表面已经被氧化,当然就会变色了。
TP2叫做磷脱氧铜!TP2紫铜管与T2紫铜管性能有什么区别文稿提供者:绿兴金属有限公司。
换热器用铜管企业标准
企业标准空调器热交换器用铜管代替:1 围本标准规定了空调器换热器用铜管的分类与命名、技术要求、试验方法、检验规那么与包装、标志、运输和贮存。
本标准适用于空调器热交换器用螺纹铜管和光面铜管〔简称光管〕。
2引用标准以下标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准发布时,所示版本均为有效,所有标准都会被修订,使用本标准的各方应探讨使用以下标准最新版本的可能性。
GB/T 228-2002 金属材料室温拉伸试验法GB/T 241-2007 金属管液压试验方法GB/T 242-2007 金属管扩口试验方法GB/T 244-2021 金属管弯曲试验方法GB/T 246-2007 金属管压扁试验方法GB/T 5121.1~5121.23-2021 铜及铜合金化学分析方法GB/T 5248-2021 铜及铜合金无缝管涡流探伤方法GB/T 17791-2007 空调与制冷用无缝铜管GB/T 8888-2003 重有色金属加工产品的包装、标志、运输和贮存YS/T 347-2004 单相铜合金晶粒度测定方法3术语3.1 圆度管材任一端面上测量的最大直径与最小直径的差值。
3.2 螺纹铜管管材外外表光滑,外表具有一定数量、一定规那么螺纹的铜管。
3.3 光面铜管〔又称光身铜管,简称光管〕管材外外表光滑的铜管,又称光身铜管,简称光管3.3名义壁厚螺纹铜管按每米克重理论值计算出相应公称外径的无缝光面铜管的壁厚值。
3.4直管〔定尺管〕直条状管材。
3.5 盘管绕成一系列相邻圈的整根管子。
4 分类与命名4.1 产品分类空调器热交换器用铜管一般分为光面铜管〔简称光管〕和螺纹管。
4.2 管材的牌号、状态和供货形状管材的牌号、状态和供货形状应符合表1的规定。
标记方法如下:C 来表示,直管为铜管长度+齿高—螺旋角〕标记例如:例如1:外径为9.52mm ,壁厚为0.35mm 、牌号为TP 2M ,生产标准为Q/ZGJZ 2-2021的光管,长度为1645mm ,标记为:光管 TP2M φ9.52×0.35×1645 Q/ZGJZ 2-2021例如2:外径为7.00mm ,底壁厚为0.28mm 、齿高为0.15mm 、螺旋角为18º、牌号TP2 M 、生产标准为Q/ZGJZ 2-2021的螺纹铜盘管标注为:螺纹 TP2M φ7.00×0.28+0.15—18º×C Q/ZGJZ 2-20215 技术要求5.1构造尺寸5.1.1螺纹铜管尺寸及偏差: 螺纹铜管的齿形图示见图1热交换器用螺纹铜管的尺寸及允许偏差应符合表2的规定,表3为本标准推荐规格。
中外铜及铜合金标准对照
中外铜及铜合金标准对照铜业英才网推荐纯铜: 中国标准GB:T2 美国ASTM标准:C11000 美国CDA标准:110 英国BS标准:C102德国DIN标准:ECu-58 德国数字系统:2.0090 日本JIS标准:C1100中国标准GB:无氧铜TU1 美国ASTM标准:C10200 美国CDA标准:102 英国BS标准:C103德国DIN标准:OF-Cu 德国数字系统:2.0040 日本JIS标准:C1020磷脱氧铜:中国标准GB:TP1 美国ASTM标准:C12000C12100 英国BS标准:C106德国DIN标准:SW-CuSF-Cu 德国数字系统:2.0076 日本JIS标准:C1201C1220中国标准GB:TP2 美国ASTM标准:C12200 美国CDA标准:122德国数字系统:2.00762.0090 日本JIS标准:C1220含银纯铜:中国标准GB:TAg0.08TAg0.1 美国ASTM标准:C13000C12900 美国CDA标准:130 英国BS标准:C101德国DIN标准: CuAg0.1 日本JIS标准: C1271普通黄铜:中国标准GB:H96 美国ASTM标准: C21000 美国CDA标准:210 英国BS标准: CZ125德国DIN标准:CuZn5 德国数字系统:2.0220 日本JIS标准:C2100中国标准GB:H90 美国ASTM标准: C22000 美国CDA标准:220 英国BS标准:CZ101德国DIN标准: CuZn10 德国数字系统: 2.0230 日本JIS标准:C2200中国标准GB:H85 美国ASTM标准:C23000 美国CDA标准:230 英国BS标准:CZ102德国DIN标准:CuZn15 德国数字系统:2.0240 日本JIS标准:C2300中国标准GB:H80 美国ASTM标准:C24000 美国CDA标准:240 英国BS标准:CZ103 德国DIN标准: CuZn20 德国数字系统: 2.0250 日本JIS标准: C2400中国标准GB:H70 美国ASTM标准:C26000 美国CDA标准: 260 英国BS标准:CZ106德国DIN标准: CuZn30 德国数字系统: 2.0265 日本JIS标准: C2600中国标准GB:H68 美国ASTM标准:C26200德国DIN标准:uZn33 德国数字系统: 2.0280 日本JIS标准: C2680中国标准GB: H65 美国ASTM标准:C26800 美国CDA标准:268 英国BS标准:CZ107德国DIN标准: CuZn36 德国数字系统: 2.0335 日本JIS标准: C2700中国标准GB:H63 美国ASTM标准: C27000 美国CDA标准:270CZ108德国DIN标准: CuZn37 德国数字系统: 2.0321 日本JIS标准: C2720中国标准GB: H60 美国ASTM标准: C27200C28000 美国CDA标准:280 英国BS标准: CZ109德国DIN标准:CuZn40 德国数字系统:2.0360 日本JIS标准: C2800C2801铅黄铜:中国标准GB: HPb63-3 美国ASTM标准: C34500C34700 美国CDA标准: 315347 英国BS标准: CZ119 CZ124德国DIN标准: CuZn36Pb1.5CuZn36Pb3 德国数字系统: 2.0331 日本JIS标准:C3560中国标准GB: HPb63-0.1 美国ASTM标准: C34900德国DIN标准:CuZn37Pb0.5德国数字系统: 2.0332中国标准GB:HPb60-2 美国ASTM标准: C36000 英国BS标准: CZ120日本JIS标准: C3713 C3604中国标准GB:HPb59-2 美国ASTM标准: C35300德国DIN标准:CuZn39Pb2 英国BS标准: C3771中国标准GB: HPb59-1 美国ASTM标准: C37800 英国BS标准: CZ122德国DIN标准:CuZn39Pb3 德国数字系统: 2.0380 日本JIS标准: C3710中国标准GB: HPb58-2.5 美国ASTM标准: C38000 英国BS标准: CZ121德国数字系统:2.0401 日本JIS标准: C3603铝黄铜:中国标准GB: HAl77-2 美国ASTM标准: C68700 美国CDA标准:687 英国BS 标准: CZ110德国DIN标准: CuZn22Al德国数字系统: 2.0460 日本JIS标准: C6870中国标准GB:HAi66-6-3-2美国CDA标准: 670 日本JIS标准: C6872中国标准GB: HAi60-1-1 美国ASTM标准:C67000 美国CDA标准: 678德国DIN标准:CuZn37Al 德国数字系统: 2.0510 日本JIS标准: C6782中国标准GB: HAl59-3-2 美国ASTM标准:C67800德国DIN标准: CuZn35Ni 德国数字系统: 2.0540硅黄铜:中国标准GB:HSi80-3 美国ASTM标准: C69400锰黄铜:中国标准GB: HMn58-2 美国ASTM标准: C67400德国DIN标准: CuZn40Mn 德国数字系统: 2.0572中国标准GB: HMn57-3-1德国DIN标准: CuZn35Ni 德国数字系统: 2.0540铁黄铜:中国标准GB:HFE59-1-1 美国ASTM标准: C67820德国DIN标准:CuZn39Sn 德国数字系统:2.0530 日本JIS标准: C6782锡青铜中国标准GB: QSn4-4-4 美国ASTM标准: C54400 美国CDA标准:544日本JIS标准: C5441中国标准GB:QSn6.5-0.1美国CDA标准: 519 英国BS标准: PB100中国标准GB: QSn7-0.2 美国ASTM标准: C52100 美国CDA标准: 521 英国BS标准:PB104德国DIN标准: CuSn8 德国数字系统: 2.1030 日本JIS标准: C5212标准: PB101德国DIN标准: CuSn2 德国数字系统:2.1010 日本JIS标准:C5212C5101铝青铜:中国标准GB:QAl5 美国ASTM标准:C60600 英国BS标准: CA101德国DIN标准: CuAl5 德国数字系统: 2.0916中国标准GB: QAl7 美国ASTM标准: C60800 英国BS标准: CA102德国DIN标准:CuAl8 德国数字系统: 2.0920中国标准GB: QAl9-2 美国ASTM标准:C61000德国DIN标准: CuAl9Mn 德国数字系统: 2.0960中国标准GB: QAl9-4 英国BS标准: CA103德国DIN标准: CuAl8Fe 德国数字系统: 2.0930中国标准GB:QAl10-3-1.5美国ASTM标准: C61900 英国BS标准: CA106德国DIN标准: CuAl10Fe德国数字系统: 2.0936 日本JIS标准:C6161中国标准GB:QAl10-4-4 美国ASTM标准: C63000C63200 美国CDA标准: 630 英国BS标准: CA104 CA105德国DIN标准:CuAl10Ni 德国数字系统: 2.0966 日本JIS标准: C6301硅青铜:中国标准GB: QSi1-3 美国ASTM标准:C64700 英国BS标准: DTD 498德国DIN标准: CuNi2SiCuNi3Si 德国数字系统:2.0855 2.0857中国标准GB:QSi3-1 美国ASTM标准: C65500 C65800 英国BS标准: CS101德国DIN标准: CuSi3Mn 德国数字系统: 2.1525铬青铜:中国标准GB:QCr0.5 美国ASTM标准: C18100C18200C18400 美国CDA标准: 185 英国BS标准: CC101德国DIN标准: CuCr 德国数字系统: 2.1291铬锆铜中国标准GB:QCr0.5-0.1美国ASTM标准: C18150白铜.中国标准GB:BFe10-1-1.美国ASTM标准: C70600.中国标准GB:BFe30-1-1.美国ASTM标准:C71500.。
紫铜管标准规格尺寸
紫铜管标准规格尺寸紫铜管是一种常用的金属管材,具有优良的导热性能和耐腐蚀性,广泛应用于建筑、制冷、空调、供水等领域。
在使用紫铜管的过程中,了解其标准规格尺寸对于工程设计和安装至关重要。
本文将介绍紫铜管的标准规格尺寸,帮助读者更好地了解和选择紫铜管材。
一、外径和壁厚。
紫铜管的外径和壁厚是其最基本的规格参数。
根据国家标准,紫铜管的外径范围通常在6mm至219mm之间,壁厚范围在0.3mm至5.5mm之间。
外径和壁厚的不同组合形成了不同规格的紫铜管,以满足不同工程的需求。
二、长度。
紫铜管的长度一般为5m、6m或者随需定制。
在工程安装中,通常会根据实际需要进行定制长度,以减少接头数量,提高安装效率,同时也能减少材料浪费,降低成本。
三、公称通径和公称壁厚。
紫铜管的公称通径和公称壁厚是根据国家标准设定的统一数值,用于标识紫铜管的规格。
公称通径是紫铜管的标准直径,单位为毫米;公称壁厚是紫铜管的标准壁厚,单位为毫米。
在选用紫铜管时,需要根据实际工程需求选择合适的公称通径和公称壁厚,以确保管道系统的正常运行。
四、表面处理。
紫铜管的表面处理通常包括光亮、毛细、磷化等,不同的表面处理方式影响着紫铜管的外观和性能。
在选择紫铜管时,需要根据具体使用环境和要求来确定合适的表面处理方式,以保证紫铜管的耐腐蚀性和美观度。
五、适用范围。
紫铜管广泛应用于建筑、制冷、空调、供水等领域,具有良好的导热性能和耐腐蚀性,适用于输送冷热水、燃气、空调制冷剂等介质。
在工程设计和选材时,需要根据具体的使用环境和介质要求来选择合适的紫铜管规格,以确保管道系统的安全可靠运行。
六、质量标准。
紫铜管的质量标准是保证其使用性能和安全性的重要依据。
国家标准规定了紫铜管的化学成分、力学性能、尺寸偏差、表面质量等方面的要求,对于生产厂家和使用单位来说,需要严格按照质量标准进行生产和验收,确保紫铜管的质量达到国家标准要求。
七、注意事项。
在使用紫铜管时,需要注意以下几个方面,首先,严格按照规格要求进行选材和安装,避免因规格不符导致的安全隐患;其次,定期检查和维护紫铜管系统,确保其正常运行;最后,严禁在紫铜管系统中使用不符合要求的接头和附件,以免影响整个管道系统的使用效果和安全性。
紫铜管tp2执行标准
紫铜管tp2执行标准紫铜管TP2执行标准紫铜管TP2是一种高品质的铜管材料,具有良好的耐腐蚀性、导热性和可加工性。
它广泛应用于建筑、化工、电力、航空航天等领域。
为了确保紫铜管TP2的质量和性能,国际上制定了一系列的执行标准,本文将对这些标准进行介绍。
1. GB/T 8890-2018《无缝铜管》GB/T 8890-2018是中国国家标准,适用于制造各种用途的无缝铜管,包括紫铜管TP2。
该标准规定了无缝铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.95%,磷含量不超过0.015%,其余杂质含量不超过0.05%。
2. ASTM B88-20《无缝和焊接铜管》ASTM B88-20是美国材料和试验协会制定的标准,适用于制造各种用途的无缝和焊接铜管,包括紫铜管TP2。
该标准规定了铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.90%,磷含量不超过0.015%,其余杂质含量不超过0.10%。
3. JIS H3300-2006《无缝铜管》JIS H3300-2006是日本工业标准,适用于制造各种用途的无缝铜管,包括紫铜管TP2。
该标准规定了无缝铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.95%,磷含量不超过0.015%,其余杂质含量不超过0.05%。
4. EN 1057:2006《铜和铜合金无缝、焊接管和管件》EN 1057:2006是欧洲标准,适用于制造各种用途的无缝和焊接铜管,包括紫铜管TP2。
该标准规定了铜管的尺寸、外观、化学成分、机械性能、耐腐蚀性能等要求。
其中,紫铜管TP2的化学成分要求铜含量不少于99.90%,磷含量不超过0.015%,其余杂质含量不超过0.10%。
5. AS 1432-1993《铜和铜合金无缝管》AS 1432-1993是澳大利亚标准,适用于制造各种用途的无缝铜管,包括紫铜管TP2。
各种铜管标准及国际对照
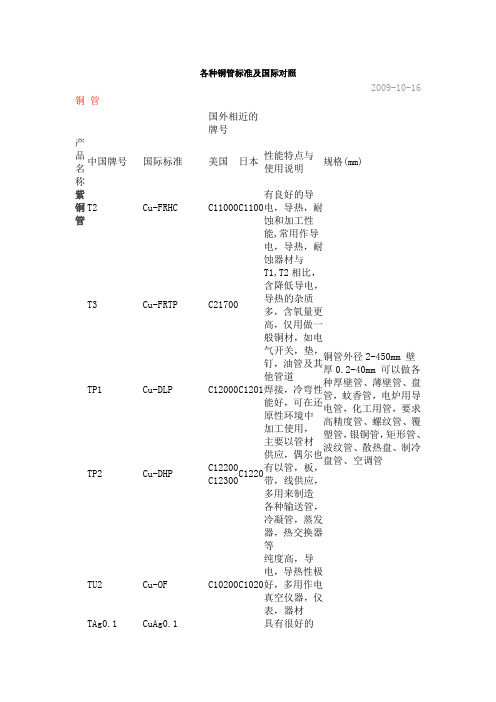
各种铜管标准及国际对照2009-10-16 铜管国外相近的牌号产品名称中国牌号国际标准美国日本性能特点与使用说明规格(mm)紫铜管T2 Cu-FRHC C11000 C1100有良好的导电,导热,耐蚀和加工性能,常用作导电,导热,耐蚀器材与T1,T2相比,含降低导电,导热的杂质多,含氧量更高,仅用做一般铜材,如电气开关,垫,钉,油管及其他管道铜管外径2-450mm 壁厚0.2-40mm 可以做各种厚壁管、薄壁管、盘管,蚊香管,电炉用导电管,化工用管,要求高精度管、螺纹管、覆塑管,银铜管,矩形管、波纹管、散热盘、制冷盘管、空调管T3 Cu-FRTP C21700TP1 Cu-DLP C12000 C1201 焊接,冷弯性能好,可在还原性环境中加工使用,主要以管材供应,偶尔也有以管,板,带,线供应,多用来制造各种输送管,冷凝管,蒸发器,热交换器等TP2 Cu-DHPC12200C12300C1220TU2 Cu-OF C10200 C1020纯度高,导电,导热性极好,多用作电真空仪器,仪表,器材TAg0.1 CuAg0.1 具有很好的耐磨性,电接触性和耐蚀性普通黄铜管H96 CuZn5 C21000 C2100强度低,导热,导电性好,镀锡铜管,各类牌号均可,预镀铜层厚H90 CuZn10 C22000 C2200和H96性能相似,强度稍高,可镀金属,各种给排水管,双金属片及奖章,艺术品等H85 CuZn15 C23000 C2300强度较高,塑性良好,适合冷,热加工焊接性及耐蚀性良好,冷凝和散热用管,蛇形管,虹吸管,冷却设备制件H80 CuZn20 C24000 C2400和H85性能类似,强度较高,塑性也较好,耐蚀性较高,薄壁管,皱纹管造纸网及房屋建筑用品H70 CuZn30 C26000 C2600塑性优良,强度较高,切削加工性好,焊接,耐蚀性好,热交换器,造纸用管,机械,电子零件H68 C26200 性能与H70极相似,但冷作时有,“季裂”倾向,复H68A CuZn30As C26130杂的冷冲件和深冲件,如波纹管 H65 CuZn35C27000 C 2700 有良好的力学性能,能承受冷热加工,用于制作小五金,日用品,螺钉等制件H63 CuZn37C27200 C 2720 有良好的力学性能,热态下塑性良好,切削性良好,焊接性,耐蚀性良好,各种深引伸和弯折的受力件,如销钉,螺帽,气压表弹簧,散热性,环形件H62 CuZn40C28000 C 2800 镀银铜管,各类牌号均可,镀锡层厚(μm)≥2,基管规格(mm),宽度10-100厚度0.1-1.0,镀层成分 纯锡(Sn)HPb59是一种广泛应用的铅黄铜,具有良好的力学能,是切削加工性好,可承受冷热压力加工,适用于切削加工及冲压加工的各种结构零件,如垫片,衬套等环保铜铅黄铜管HPb63-3C34500 C 3450切削加工性能优良,有高的减摩性能,钟表结构件及汽车拖拉机零件 HPb63-0.1切削加工性略差,结构零件HPb63-0.8 CuZn37Pb1 C35000 C 3710HPb60-1切削加工性好,强度高,高强度的结构零件 HPb59-1 CuZn39Pb1 C37710 C 3771 是一种广泛应用的铅黄铜,具有良好的力学性能,且切削加工性好,可承受冷热压力加工,使用于切削加工及冲压加工的各种结构零件,如垫片,衬套等HPb59-3 HPb89-2 HPb66-0.5 HPb62-3锡黄铜管 HSn70-1有高的耐腐蚀性,有良好的力学性能,在冷,热态下压力加工性良好,可用于舰船上的耐蚀零件及蒸汽,油类等介质接触的零件及导管HSn62-1 CuZn38Sn1C46400 C 4620HSn60-1C48600 力学性能及切削性良好,俗称海军黄铜与海水接触的船舶零件或其他零件HSn90-1C40400 具有高的耐蚀性和减摩性,是唯一可用作减摩合金使用的锡青铜,用作耐蚀减磨零件如衬套等铝黄铜管HAL77-2强度高,硬度高,塑性良好,海水中耐蚀性好,但有腐蚀开裂倾向,船舶等用做冷凝管及其他耐蚀零件HAL67-2.5耐磨性好,对海水耐腐蚀性尚好,海轮抗蚀零件HAL60-1-1CuZn39AL-FeMn C67800强度高,冷态下塑性略差,耐蚀性好,腐蚀开裂敏感,用做各种耐蚀结构零件,如齿轮,轴,料套等HAL66-6-3-2具有高强度,硬度及耐磨性,耐蚀性良好,但塑性教差,大型蜗杆及重荷工作条件下的螺母锰黄铜管HMn57-3-1强度,硬度高,但塑性差,耐蚀性好于普通黄铜,耐蚀的结构零件HMn58-2力学性能良好,导电,导热性低,耐腐蚀性好,有腐蚀开裂倾向,耐腐蚀的重要零件及弱电电工业用的零件HMn55-3-1耐腐蚀结构件铁黄铜管HFe59-1-1C67820强度高,韧性好,减摩性良好,耐蚀性高,用来制造腐蚀状态下摩擦工作的结构零件HFe58-1-1强度高,硬度高,塑性差,切削性好,耐蚀性尚好,高强度耐蚀零件硅黄铜管HSi80-3力学性能良好,切削性良好,易焊接和钎焊,导电,导热性低,耐蚀性高,无腐蚀开裂倾向,船舶用零件,蒸汽及水管及管配件镍黄铜管HNi65-5力学性能良好,切削性好,易焊接和钎焊,导电,导热性低,耐蚀性高,且无腐蚀开裂倾向,船舶用零件,蒸汽及水管及配件锡青铜管QSn4-3CuSn4Zn2高的耐摩性,弹性,抗磁性良好,化工设备的耐蚀件,耐磨件,弹簧及各种弹性元件,抗磁元件QSn4-4-2.5高的耐摩性,良好的切削性,焊接性,主要用来制造摩擦条件下工作的轴承轴套,衬套及圆盘等QSn4-4-4 CuSnPb4Zn3 C54400QSn6.5-0.1 CuSn6C51900 C 5191QSn6.5-0.4 CuSn7 C51900 C 5191 因含磷量较QSn6.5-0.1要高,抗疲倦强度,弹性,耐磨性均教好,除用作弹簧及耐磨件外,主要用于制造造纸工业用的耐磨铜网QSn7-0.2 CuSn8C52100 C 5210 强度高,弹性,耐磨性好,焊接性好耐蚀性好,制作中等负荷,中等滑动速度下承受摩擦的零件,如轴承,轴套,蜗轮等QSn4-0.3具有高的力学性能,耐腐蚀性和高弹性,多用制作各种压力计用管材料QSn8-0.3 QSn1.5-0.2 铝QAL9-2 CuAl9Mn2既有高强度,青铜管热态,不易钎焊,制作弹簧及其他耐蚀元件,如蜗轮等QAL9-4 CuAl10Fe3 C62300QAL9-5-1-1 C628QAL10-5-5 C63280 C6301QAL10-3-1.5 C63200具有高的强度及耐摩擦性,不易钎焊,有较高抗氧化性和耐蚀性,制作高温条件下的耐磨件和标准件,如齿轮,轴承,飞轮QAL10-4-4 CuAl10Ni5Fe5 C63300 C A104具有高强度,高温力学性能两好,良好的减摩性,不易钎焊,抗蚀性良好,制作高强的耐磨零件和高温条件下工件,如轴衬,轴套,法兰盘,齿轮及其他重要耐蚀零件,耐磨零件铍青铜管QBe2 CuBe2 C17200 C1720是一种理论化综合性能优良的合金,热处理后具有高的强度,硬度,弹性,耐磨性,耐热性和耐寒性,无磁性,易于焊接,且抗蚀性良好QBe1.7 CuBe1.7C17000 C 1700 与QBe2性能相近,但在弹性,迟滞性,疲劳强度,弹性稳定性QBe1.9硅青铜管 QSi1-3强度高,耐磨性极好,切削性,焊接性良好,耐腐蚀性良好,工作条件较差或腐蚀性介质中的零件制造QSi3-1CuSi3Mn1C65500C65800强度高,弹性,耐磨性,塑性均好,用于制造腐蚀介质中工作的弹性元件。
铜管技术标准

¢2.5~15
0.05
0.03
0.04
0.05
0.06
0.07
>15~20
0.05
0.04
0.05
0.06
0.07
0.09
>20~30
0.07
————
0.05
0.07
0.09
0.1
>30~80
0.10
————
————
0.09
0.10
0.15
注:1、管材的不圆度和壁厚不均匀度不液压超过外径和壁厚的允差,如果外径与壁厚之比大于32,
2.2 GB/T 242金属管扩口试验方法
2.3 GB/T 246金属管压扁试验法
2.4 GB/T5231加工铜化学成分与产品形状
2.5 GB/T 5121.1~5121.23铜和铜合金化学分析法
2.6 GB/T 17791-2007空调与制冷设备用无缝铜管
2.7 JIS H3300铜及铜合金无缝管
则其短轴尺寸不小于公称尺寸的98%。
2、用于出品产品的铜管,其外径公差、壁厚取上偏差,即下偏差为零,上偏差同上表3
编制
审核
批准
文件标题
铜管技术标准
编号:
TYT-JS-01-0003-001
制定部门
技术部
制定日期:
2012-2-14
项目:
技术要求
3、技术要求
3.4化学成份:管材的化学成分应符合GB5231中T2、TU1、TU2、TP1中相对应合金牌号的规定TP2化学成分规定为Cu≥99.90%、P为0.015%~0.040%,其它成份均按GB5231中的规定。
>19
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紫铜管tp2执行标准
紫铜管TP2执行标准是GB/T 1527-2017《无缝铜管及无缝铜镍合金管》标准。
该标准规定了TP2无缝紫铜管的化学成分、机械性能、硬度、外观及检查、试验方法、允许偏差等技术要求。
该标准适用于制造静力和动力压力设备、石油化工、化肥、海洋石油平台、轮机船舶、自来水、煤气、空调和制冷等领域的无缝铜管和无缝铜镍合金管。
TP2紫铜管的主要特点是其材质中含有较高的铜含量,铜含量超过了99.5%。
相对于低铜含量的铜合金材料,TP2紫铜管的耐腐蚀性更好、导热性更高、可塑性更强。
TP2紫铜管的应用领域广泛,包括汽车制造、船舶制造、建筑装饰、管道工程、电子工业等领域。
在各种领域中,TP2紫铜管的材质性能优越,操作性好,非常适合用于高压、高热、高强度的环境中的制造和使用。