铜管标准
铜管质量的检验
铜管质量的检验铜管质量的检验铜管的检验按照ASTM B88-1996、EN1057-X、GB/T18033-2000标准,主要有以下项目:1、尺寸及偏差各标准所规定的尺寸与偏差均不相同,需以订货时选定的标准执行。
目前与GB/T18033-2000所配套的管件标准不完善,所以此标准使用甚少。
偏差指标包括壁厚及外径,均不得超过标准范围,否则会影响承压与装配。
2、化学成分所有标准均规定:铜+银不低于99.90%,否则会严重影响管道的使用寿命。
3、力学性能检验--抗拉强度与延伸率ASTM B88-M型管需做抗拉强度试验,EN1057-X型管则需增加延伸率的试验项目。
4、水压试验及涡流探伤水压试验按1.5倍管材最大工作压力(可计算或自标准中查得)进行,ASTM 规定80mm 以下铜管必须通过涡流探伤。
5、表面质量管材的内外壁均应光滑、清洁,不应有分层、砂眼、裂纹等缺陷。
但轻微的不超过壁厚偏差的划痕、轻微氧化不作报废依据。
订货方有要求时,管材的内表面应通过碳层试验。
适用供水质量要求较高,如直饮水管道等。
铜管件、焊接辅料的检验铜管件的检验标准有ASME/ANSI B16 、EN1254,GB/T11618-1999标准与铜管标准不配套,不予参考。
1、材质:直接影响供水水质与管路系统寿命,为必检项目。
(1)焊接紫铜配件,成分要求铜管材;(2)DZR防失锌材质铜合金,必须符合ASTM B584 C84400或BS1400 LG2、BS2872/2874 CZ132标准。
2、尺寸与偏差直接影响与管材的配合公差,关系焊接可靠度,配合公差过大的接口,即使水压试验合格交付使用多年后仍会松动漏水!(1)厚度与承插口长度(2)承插口内外径偏差焊接辅料的检验依据EN29453及BS1845无铅焊料标准检验。
为保证供水水质不受污染,所有焊料必须不含重金属,铅含量不得超过0.10%,这一点在国外已成为铜水管焊接施工的常规,但在国内仍未引起重视。
各种铜管标准及其国际对照
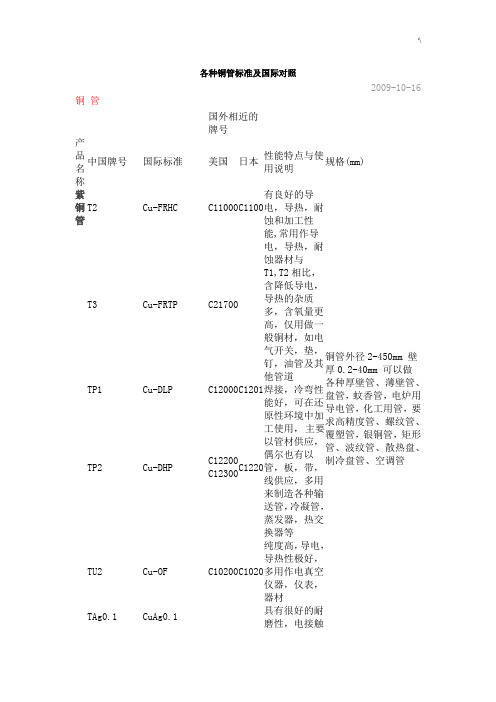
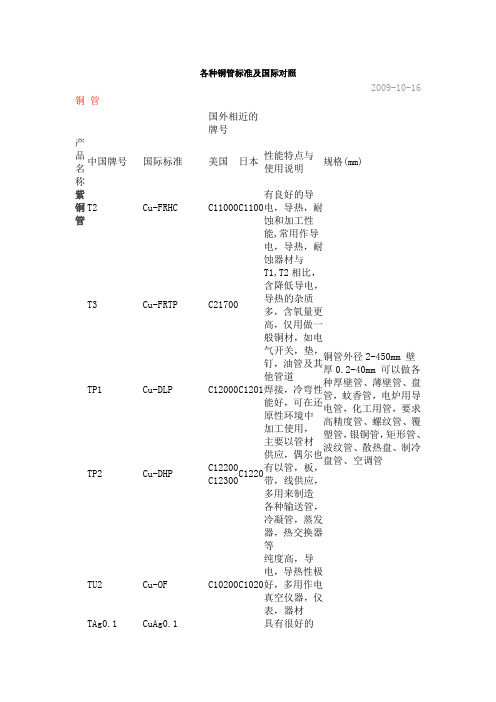
各种铜管标准及国际对照2009-10-16 铜管国外相近的牌号产品名称中国牌号国际标准美国日本性能特点与使用说明规格(mm)紫铜管T2 Cu-FRHC C11000 C1100有良好的导电,导热,耐蚀和加工性能,常用作导电,导热,耐蚀器材与T1,T2相比,含降低导电,导热的杂质多,含氧量更高,仅用做一般铜材,如电气开关,垫,钉,油管及其他管道铜管外径2-450mm 壁厚0.2-40mm 可以做各种厚壁管、薄壁管、盘管,蚊香管,电炉用导电管,化工用管,要求高精度管、螺纹管、覆塑管,银铜管,矩形管、波纹管、散热盘、制冷盘管、空调管T3 Cu-FRTP C21700TP1 Cu-DLP C12000 C1201 焊接,冷弯性能好,可在还原性环境中加工使用,主要以管材供应,偶尔也有以管,板,带,线供应,多用来制造各种输送管,冷凝管,蒸发器,热交换器等TP2 Cu-DHPC12200C12300C1220TU2 Cu-OF C10200 C1020纯度高,导电,导热性极好,多用作电真空仪器,仪表,器材TAg0.1 CuAg0.1具有很好的耐磨性,电接触性和耐蚀性普通黄铜管H96 CuZn5 C21000 C2100强度低,导热,导电性好,镀锡铜管,各类牌号均可,预镀铜层厚H90 CuZn10 C22000 C2200和H96性能相似,强度稍高,可镀金属,各种给排水管,双金属片及奖章,艺术品等H85 CuZn15 C23000 C2300强度较高,塑性良好,适合冷,热加工焊接性及耐蚀性良好,冷凝和散热用管,蛇形管,虹吸管,冷却设备制件H80 CuZn20 C24000 C2400和H85性能类似,强度较高,塑性也较好,耐蚀性较高,薄壁管,皱纹管造纸网及房屋建筑用品H70 CuZn30 C26000 C2600塑性优良,强度较高,切削加工性好,焊接,耐蚀性好,热交换器,造纸用管,机械,电子零件H68 C26200 性能与H70极相似,但冷作时有,“季裂”倾向,复杂的冷冲件和深冲件,如波纹管H68A CuZn30As C26130H65 CuZn35 C27000 C2700有良好的力学性能,能承受冷热加工,用于制作小五金,日用品,螺钉等制件H63 CuZn37C27200 C 2720 有良好的力学性能,热态下塑性良好,切削性良好,焊接性,耐蚀性良好,各种深引伸和弯折的受力件,如销钉,螺帽,气压表弹簧,散热性,环形件H62 CuZn40C28000 C 2800镀银铜管,各类牌号均可,镀锡层厚(μm)≥2,基管规格(mm),宽度10-100厚度0.1-1.0,镀层成分纯锡(Sn) HPb59是一种广泛应用的铅黄铜,具有良好的力学能,是切削加工性好,可承受冷热压力加工,适用于切削加工及冲压加工的各种结构零件,如垫片,衬套等 环保铜铅黄铜管HPb63-3C34500 C 3450 切削加工性能优良,有高的减摩性能,钟表结构件及汽车拖拉机零件HPb63-0.1切削加工性略差,结构零件HPb63-0.8 CuZn37Pb1 C35000 C 3710HPb60-1切削加工性好,强度高,高强度的结构零件HPb59-1 CuZn39Pb1 C37710 C 3771是一种广泛应用的铅黄铜,具有良好的力学性能,且切削加工性好,可承受冷热压力加工,使用于切削加工及冲压加工的各种结构零件,如垫片,衬套等HPb59-3HPb89-2HPb66-0.5HPb62-3锡黄铜管HSn70-1有高的耐腐蚀性,有良好的力学性能,在冷,热态下压力加工性良好,可用于舰船上的耐蚀零件及蒸汽,油类等介质接触的零件及导管HSn62-1 CuZn38Sn1C46400C4620HSn60-1C48600力学性能及切削性良好,俗称海军黄铜与海水接触的船舶零件或其他零件HSn90-1C40400具有高的耐蚀性和减摩性,是唯一可用作减摩合金使用的锡青铜,用作耐蚀减磨零件如衬套等铝黄铜管HAL77-2强度高,硬度高,塑性良好,海水中耐蚀性好,但有腐蚀开裂倾向,船舶等用做冷凝管及其他耐蚀零件HAL67-2.5耐磨性好,对海水耐腐蚀性尚好,海轮抗蚀零件HAL60-1-1CuZn39AL-FeMn C67800强度高,冷态下塑性略差,耐蚀性好,腐蚀开裂敏感,用做各种耐蚀结构零件,如齿轮,轴,料套等HAL66-6-3-2具有高强度,硬度及耐磨性,耐蚀性良好,但塑性教差,大型蜗杆及重荷工作条件下的螺母锰黄铜管HMn57-3-1强度,硬度高,但塑性差,耐蚀性好于普通黄铜,耐蚀的结构零件HMn58-2力学性能良好,导电,导热性低,耐腐蚀性好,有腐蚀开裂倾向,耐腐蚀的重要零件及弱电电工业用的零件HMn55-3-1耐腐蚀结构件铁黄铜管HFe59-1-1C67820强度高,韧性好,减摩性良好,耐蚀性高,用来制造腐蚀状态下摩擦工作的结构零件HFe58-1-1强度高,硬度高,塑性差,切削性好,耐蚀性尚好,高强度耐蚀零件硅黄HSi80-3力学性能良好,切削性良'\铜管好,易焊接和钎焊,导电,导热性低,耐蚀性高,无腐蚀开裂倾向,船舶用零件,蒸汽及水管及管配件镍黄铜管HNi65-5力学性能良好,切削性好,易焊接和钎焊,导电,导热性低,耐蚀性高,且无腐蚀开裂倾向,船舶用零件,蒸汽及水管及配件锡青铜管QSn4-3CuSn4Zn2高的耐摩性,弹性,抗磁性良好,化工设备的耐蚀件,耐磨件,弹簧及各种弹性元件,抗磁元件QSn4-4-2.5高的耐摩性,良好的切削性,焊接性,主要用来制造摩擦条件下工作的轴承轴套,衬套及圆盘等QSn4-4-4CuSnPb4Zn3C54400QSn6.5-0.1CuSn6C51900C5191QSn6.5-0.4CuSn7C51900C5191因含磷量较QSn6.5-0.1要高,抗疲倦强度,弹性,耐磨性均教好,除用作弹簧及耐磨件外,主要用于制造造纸工业用的耐磨铜网 QSn7-0.2 CuSn8 C52100 C 5210 强度高,弹性,耐磨性好,焊接性好耐蚀性好,制作中等负荷,中等滑动速度下承受摩擦的零件,如轴承,轴套,蜗轮等QSn4-0.3 具有高的力学性能,耐腐蚀性和高弹性,多用制作各种压力计用管材料QSn8-0.3QSn1.5-0.2铝青铜管QAL9-2 CuAl9Mn2 既有高强度,热态,不易钎焊,制作弹簧及其他耐蚀元件,如蜗轮等QAL9-4 CuAl10Fe3 C62300 QAL9-5-1-1 C628 QAL10-5-5 C63280 C 6301QAL10-3-1.5 C63200 具有高的强度及耐摩擦性,不易钎焊,有较高抗氧化性和耐蚀性,制作高温条件下的耐磨件和标准件,如齿轮,轴承,飞轮QAL10-4-4 CuAl10Ni5Fe5 C63300 C A104 具有高强度,高温力学性能两好,良好的减摩性,不易钎焊,抗蚀性良好,制作高强的耐磨零件和高温条件下工件,如轴衬,轴套,法兰盘,齿轮及其他重要耐蚀零件,耐磨零件铍青铜管QBe2 CuBe2 C17200 C1720是一种理论化综合性能优良的合金,热处理后具有高的强度,硬度,弹性,耐磨性,耐热性和耐寒性,无磁性,易于焊接,且抗蚀性良好QBe1.7 CuBe1.7 C17000 C1700与QBe2性能相近,但在弹性,迟滞性,疲劳强度,弹性稳定性QBe1.9硅青铜管QSi1-3强度高,耐磨性极好,切削性,焊接性良好,耐腐蚀性良好,工作条件较差或腐蚀性介质中的零件制造QSi3-1 CuSi3Mn1C65500C65800强度高,弹性,耐磨性,塑性均好,用于制造腐蚀介质中工作的弹性元件。
各种铜管标准及国际对照
各种铜管标准及国际对照2009-10-16 铜管国外相近的牌号产品名称中国牌号国际标准美国日本性能特点与使用说明规格(mm)紫铜管T2 Cu-FRHC C11000 C1100有良好的导电,导热,耐蚀和加工性能,常用作导电,导热,耐蚀器材与T1,T2相比,含降低导电,导热的杂质多,含氧量更高,仅用做一般铜材,如电气开关,垫,钉,油管及其他管道铜管外径2-450mm 壁厚0.2-40mm 可以做各种厚壁管、薄壁管、盘管,蚊香管,电炉用导电管,化工用管,要求高精度管、螺纹管、覆塑管,银铜管,矩形管、波纹管、散热盘、制冷盘管、空调管T3 Cu-FRTP C21700TP1 Cu-DLP C12000 C1201 焊接,冷弯性能好,可在还原性环境中加工使用,主要以管材供应,偶尔也有以管,板,带,线供应,多用来制造各种输送管,冷凝管,蒸发器,热交换器等TP2 Cu-DHPC12200C12300C1220TU2 Cu-OF C10200 C1020纯度高,导电,导热性极好,多用作电真空仪器,仪表,器材TAg0.1 CuAg0.1 具有很好的耐磨性,电接触性和耐蚀性普通黄铜管H96 CuZn5 C21000 C2100强度低,导热,导电性好,镀锡铜管,各类牌号均可,预镀铜层厚H90 CuZn10 C22000 C2200和H96性能相似,强度稍高,可镀金属,各种给排水管,双金属片及奖章,艺术品等H85 CuZn15 C23000 C2300强度较高,塑性良好,适合冷,热加工焊接性及耐蚀性良好,冷凝和散热用管,蛇形管,虹吸管,冷却设备制件H80 CuZn20 C24000 C2400和H85性能类似,强度较高,塑性也较好,耐蚀性较高,薄壁管,皱纹管造纸网及房屋建筑用品H70 CuZn30 C26000 C2600塑性优良,强度较高,切削加工性好,焊接,耐蚀性好,热交换器,造纸用管,机械,电子零件H68 C26200 性能与H70极相似,但冷作时有,“季裂”倾向,复H68A CuZn30As C26130杂的冷冲件和深冲件,如波纹管 H65 CuZn35C27000 C 2700 有良好的力学性能,能承受冷热加工,用于制作小五金,日用品,螺钉等制件H63 CuZn37C27200 C 2720 有良好的力学性能,热态下塑性良好,切削性良好,焊接性,耐蚀性良好,各种深引伸和弯折的受力件,如销钉,螺帽,气压表弹簧,散热性,环形件H62 CuZn40C28000 C 2800 镀银铜管,各类牌号均可,镀锡层厚(μm)≥2,基管规格(mm),宽度10-100厚度0.1-1.0,镀层成分 纯锡(Sn)HPb59是一种广泛应用的铅黄铜,具有良好的力学能,是切削加工性好,可承受冷热压力加工,适用于切削加工及冲压加工的各种结构零件,如垫片,衬套等环保铜铅黄铜管HPb63-3C34500 C 3450切削加工性能优良,有高的减摩性能,钟表结构件及汽车拖拉机零件 HPb63-0.1切削加工性略差,结构零件HPb63-0.8 CuZn37Pb1 C35000 C 3710HPb60-1切削加工性好,强度高,高强度的结构零件 HPb59-1 CuZn39Pb1 C37710 C 3771 是一种广泛应用的铅黄铜,具有良好的力学性能,且切削加工性好,可承受冷热压力加工,使用于切削加工及冲压加工的各种结构零件,如垫片,衬套等HPb59-3 HPb89-2 HPb66-0.5 HPb62-3锡黄铜管 HSn70-1有高的耐腐蚀性,有良好的力学性能,在冷,热态下压力加工性良好,可用于舰船上的耐蚀零件及蒸汽,油类等介质接触的零件及导管HSn62-1 CuZn38Sn1C46400 C 4620HSn60-1C48600 力学性能及切削性良好,俗称海军黄铜与海水接触的船舶零件或其他零件HSn90-1C40400 具有高的耐蚀性和减摩性,是唯一可用作减摩合金使用的锡青铜,用作耐蚀减磨零件如衬套等铝黄铜管HAL77-2强度高,硬度高,塑性良好,海水中耐蚀性好,但有腐蚀开裂倾向,船舶等用做冷凝管及其他耐蚀零件HAL67-2.5耐磨性好,对海水耐腐蚀性尚好,海轮抗蚀零件HAL60-1-1CuZn39AL-FeMn C67800强度高,冷态下塑性略差,耐蚀性好,腐蚀开裂敏感,用做各种耐蚀结构零件,如齿轮,轴,料套等HAL66-6-3-2具有高强度,硬度及耐磨性,耐蚀性良好,但塑性教差,大型蜗杆及重荷工作条件下的螺母锰黄铜管HMn57-3-1强度,硬度高,但塑性差,耐蚀性好于普通黄铜,耐蚀的结构零件HMn58-2力学性能良好,导电,导热性低,耐腐蚀性好,有腐蚀开裂倾向,耐腐蚀的重要零件及弱电电工业用的零件HMn55-3-1耐腐蚀结构件铁黄铜管HFe59-1-1C67820强度高,韧性好,减摩性良好,耐蚀性高,用来制造腐蚀状态下摩擦工作的结构零件HFe58-1-1强度高,硬度高,塑性差,切削性好,耐蚀性尚好,高强度耐蚀零件硅黄铜管HSi80-3力学性能良好,切削性良好,易焊接和钎焊,导电,导热性低,耐蚀性高,无腐蚀开裂倾向,船舶用零件,蒸汽及水管及管配件镍黄铜管HNi65-5力学性能良好,切削性好,易焊接和钎焊,导电,导热性低,耐蚀性高,且无腐蚀开裂倾向,船舶用零件,蒸汽及水管及配件锡青铜管QSn4-3CuSn4Zn2高的耐摩性,弹性,抗磁性良好,化工设备的耐蚀件,耐磨件,弹簧及各种弹性元件,抗磁元件QSn4-4-2.5高的耐摩性,良好的切削性,焊接性,主要用来制造摩擦条件下工作的轴承轴套,衬套及圆盘等QSn4-4-4 CuSnPb4Zn3 C54400QSn6.5-0.1 CuSn6C51900 C 5191QSn6.5-0.4 CuSn7 C51900 C 5191 因含磷量较QSn6.5-0.1要高,抗疲倦强度,弹性,耐磨性均教好,除用作弹簧及耐磨件外,主要用于制造造纸工业用的耐磨铜网QSn7-0.2 CuSn8C52100 C 5210 强度高,弹性,耐磨性好,焊接性好耐蚀性好,制作中等负荷,中等滑动速度下承受摩擦的零件,如轴承,轴套,蜗轮等QSn4-0.3具有高的力学性能,耐腐蚀性和高弹性,多用制作各种压力计用管材料QSn8-0.3 QSn1.5-0.2 铝QAL9-2 CuAl9Mn2既有高强度,青铜管热态,不易钎焊,制作弹簧及其他耐蚀元件,如蜗轮等QAL9-4 CuAl10Fe3 C62300QAL9-5-1-1 C628QAL10-5-5 C63280 C6301QAL10-3-1.5 C63200具有高的强度及耐摩擦性,不易钎焊,有较高抗氧化性和耐蚀性,制作高温条件下的耐磨件和标准件,如齿轮,轴承,飞轮QAL10-4-4 CuAl10Ni5Fe5 C63300 C A104具有高强度,高温力学性能两好,良好的减摩性,不易钎焊,抗蚀性良好,制作高强的耐磨零件和高温条件下工件,如轴衬,轴套,法兰盘,齿轮及其他重要耐蚀零件,耐磨零件铍青铜管QBe2 CuBe2 C17200 C1720是一种理论化综合性能优良的合金,热处理后具有高的强度,硬度,弹性,耐磨性,耐热性和耐寒性,无磁性,易于焊接,且抗蚀性良好QBe1.7 CuBe1.7C17000 C 1700 与QBe2性能相近,但在弹性,迟滞性,疲劳强度,弹性稳定性QBe1.9硅青铜管 QSi1-3强度高,耐磨性极好,切削性,焊接性良好,耐腐蚀性良好,工作条件较差或腐蚀性介质中的零件制造QSi3-1CuSi3Mn1C65500C65800强度高,弹性,耐磨性,塑性均好,用于制造腐蚀介质中工作的弹性元件。
铜管技术标准

¢2.5~15
0.05
0.03
0.04
0.05
0.06
0.07
>15~20
0.05
0.04
0.05
0.06
0.07
0.09
>20~30
0.07
————
0.05
0.07
0.09
0.1
>30~80
0.10
————
————
0.09
0.10
0.15
注:1、管材的不圆度和壁厚不均匀度不液压超过外径和壁厚的允差,如果外径与壁厚之比大于32,
2.2 GB/T 242金属管扩口试验方法
2.3 GB/T 246金属管压扁试验法
2.4 GB/T5231加工铜化学成分与产品形状
2.5 GB/T 5121.1~5121.23铜和铜合金化学分析法
2.6 GB/T 17791-2007空调与制冷设备用无缝铜管
2.7 JIS H3300铜及铜合金无缝管
则其短轴尺寸不小于公称尺寸的98%。
2、用于出品产品的铜管,其外径公差、壁厚取上偏差,即下偏差为零,上偏差同上表3
编制
审核
批准
文件标题
铜管技术标准
编号:
TYT-JS-01-0003-001
制定部门
技术部
制定日期:
2012-2-14
项目:
技术要求
3、技术要求
3.4化学成份:管材的化学成分应符合GB5231中T2、TU1、TU2、TP1中相对应合金牌号的规定TP2化学成分规定为Cu≥99.90%、P为0.015%~0.040%,其它成份均按GB5231中的规定。
>19
铜管常用尺寸

铜管常用尺寸
铜管是一种常见的金属材料,广泛用于工业、建筑和家居装饰等领域。
铜管的常用尺寸因不同的应用而有所差异,下面将从直径、壁厚和长度三个方面介绍铜管常见的尺寸。
一、直径
铜管的直径是指管体内径的大小,常用的直径有6mm、8mm、10mm、12mm、15mm、18mm、22mm等。
不同直径的铜管适用于不同的场景,比如较小直径的铜管适用于家庭自来水管道,而较大直径的铜管则适用于工业输送液体或气体。
二、壁厚
铜管的壁厚是指管体壁的厚度,常用的壁厚有0.5mm、0.8mm、1mm、1.2mm、1.5mm、2mm等。
壁厚的选择取决于铜管的使用环境和压力要求。
一般来说,壁厚较大的铜管能够承受更大的压力,适用于工业管道等高压环境,而壁厚较小的铜管则适用于家庭自来水管道等低压环境。
三、长度
铜管的长度是指管体的长短,常用的长度有2m、3m、4m、5m等。
长度的选择取决于具体的使用需求和安装情况。
一般来说,较长的铜管适用于跨越较长距离的管道系统,而较短的铜管则适用于局部的连接和修补。
除了上述常用的尺寸外,铜管还可以根据实际需要进行定制。
不同应用领域对铜管的尺寸要求各不相同,因此在选择铜管时需要根据具体情况进行合理选择。
铜管的常用尺寸包括直径、壁厚和长度三个方面,通过合理选择不同尺寸的铜管,可以满足不同场景的需求。
在使用铜管时,需要根据具体情况进行选择,并确保铜管的质量和安装符合相关标准,以确保使用安全和效果。
三种常用铜水管及管件标准比较

三、异同对比
(一)、材质上,详见下表I
标准 名称 美标 欧标 国标
铜管
T2 或TP2,其中 铜管及符合NSF水质认证的紫铜配件必须为脱氧磷铜。 TP2为脱氧磷铜 成分符合:Cu和Ag含量不小于99.90%,磷含量在 T2,T3或TP2,其 0.015%-0.040% 中TP2为脱氧磷铜 无NSF水质认证的要求 的管件可以采用青铜材 质,锌不得超出16%, 一般为ASTM B584C84400。成分: 81%铜、9%锌、3%锡、 7%铅 无NSF水质认证要求的管 件可以用采用合金铜,但 是不得超过10%,对于含 锌超过10%的管件要求检 验其抗脱锌能力,并于管 件本体刻注其抗脱锌等级: A或B
+0.81
+0.34 +0.81
100
+/-0.050
+/-0.07
+/-0.30
+/-0.06
+0.20
项目
DN
125
铜管平均外径允许偏差 美标
+/-0.050
管件承口内径允许偏差 美标
+0.08 +0.20 +0.08 +0.20 +0.08 +0.18 +0.08 +0.18
铜管、配件允许配合间隙范围 美标
别工程项目做管件的配套 ,标准多执行美标或英标。后来较有实力的企业开始创立自
己的品牌并参照美标和英标制订了铜水管及管件的企业标准, 于1987年国内最早的铜 水管标准GB/T1527-87开始实施,相应的管 件标准也于1989年开始实施。最新的修订 版本为GB/T11618-1999(管件),GB/T18033-2000(铜水管)。本文就上述三种 标准的异 同对比与实际应用情况加以介绍。
铜管规格标准

铜管规格标准一、铜管尺寸铜管的尺寸以公称直径(DN)表示,常用的有DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100等。
根据标准,铜管的外径(D)一般比公称直径大10%,即D≈1.1×DN。
二、铜管质量铜管的质量应符合相关标准,如GB/T 17791-2008《空调与制冷设备用无缝铜管》。
铜管的质量包括壁厚、外径偏差、耐压性能等指标,具体应符合相应的标准要求。
三、铜管表面处理铜管的表面处理应光滑、无砂眼、裂纹等缺陷。
常见的表面处理方法有抛光、酸洗、镀锡等。
对于不透明的铜管,内部应清洁,无残留物和气孔。
四、铜管端部形式铜管的端部形式主要有平头和螺纹两种。
平头端主要用于焊接和接插件连接,螺纹端主要用于接插件连接和机械加工连接。
铜管的端部应平整,无毛刺、变形等缺陷。
五、铜管用途铜管用途广泛,可用于制冷、空调、液压传动、仪表等领域。
不同用途的铜管在制造工艺、材料、表面处理等方面有不同的要求。
六、铜管标准代号铜管的标准代号以GB/T开头,如GB/T 17791-2008《空调与制冷设备用无缝铜管》。
企业标准以Q开头,如Q/320000 BBBJ 003-2017《无缝精密铜管》。
七、铜管生产企业标准铜管的生产企业标准应符合国家相关法规和标准,同时根据企业的实际情况制定。
企业标准一般包括材料、工艺、质量等方面的要求,是企业进行生产和质量控制的重要依据。
八、铜管牌号铜管的牌号是生产企业根据产品特点、材料成分等因素自行制定的标识符号,用于区分不同种类的铜管。
常用的牌号有TP2、T2等。
九、铜管生产工艺铜管的生产工艺主要包括熔炼、连铸、轧制、拉伸、冷却等环节。
生产工艺的不同会对铜管的质量和性能产生影响。
因此,在选择铜管时,应考虑其生产工艺的特点和使用要求。
十、铜管检验方法铜管的检验方法主要包括外观检查、尺寸检查、质量检查等。
外观检查包括目视和手感检查,尺寸检查包括外径、壁厚、长度等指标的测量,质量检查包括耐压试验、拉伸试验等。
空调用铜管规格及标准
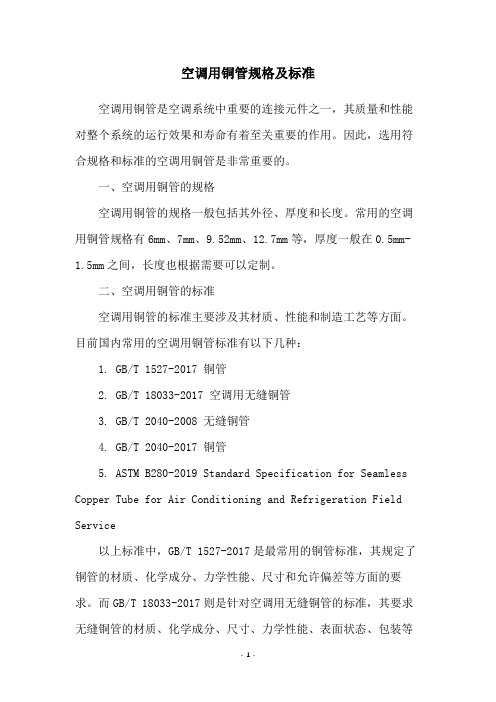
空调用铜管规格及标准
空调用铜管是空调系统中重要的连接元件之一,其质量和性能对整个系统的运行效果和寿命有着至关重要的作用。
因此,选用符合规格和标准的空调用铜管是非常重要的。
一、空调用铜管的规格
空调用铜管的规格一般包括其外径、厚度和长度。
常用的空调用铜管规格有6mm、7mm、9.52mm、12.7mm等,厚度一般在0.5mm-
1.5mm之间,长度也根据需要可以定制。
二、空调用铜管的标准
空调用铜管的标准主要涉及其材质、性能和制造工艺等方面。
目前国内常用的空调用铜管标准有以下几种:
1. GB/T 1527-2017 铜管
2. GB/T 18033-2017 空调用无缝铜管
3. GB/T 2040-2008 无缝铜管
4. GB/T 2040-2017 铜管
5. ASTM B280-2019 Standard Specification for Seamless Copper Tube for Air Conditioning and Refrigeration Field Service
以上标准中,GB/T 1527-2017是最常用的铜管标准,其规定了铜管的材质、化学成分、力学性能、尺寸和允许偏差等方面的要求。
而GB/T 18033-2017则是针对空调用无缝铜管的标准,其要求无缝铜管的材质、化学成分、尺寸、力学性能、表面状态、包装等
方面符合规定。
最后,ASTM B280-2019标准则是国际上通用的无缝铜管标准,也是国内外空调制造厂商常用的标准之一。
总之,选择符合规格和标准的空调用铜管可以提高空调系统的运行效率和稳定性,减少维修和更换的成本,同时也能够确保空调系统的安全和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5、常用铜管的制造方法及性能对照表
表 1 常用铜管的制造方法及性能对照表
制造方法 拉制
挤制
生产工艺流程
熔炼-引铸-下料-加 热-挤压-冷轧/拉伸 -退火-矫直-切头尾
熔炼-引铸-下料-加 热-挤压-切头尾-矫 直
性能
组织致密、均 匀,尺寸精度 高,表面光洁
组织致密、均 匀,尺寸精度较 高,表面光洁
主要用途 零件对产品强度和外观要求相对较 高,一般只用于机加的零件且切削量 较大(多用大直径、壁厚大的铜管) 外观和强度要求高的零件,可用于同 时需要冷弯、冷压力(多用较小壁厚 的铜管)和机械加工的零件
-
≤ 0.005
-
≤ 0.005
-
-
铜 T3 ≥99.7
-
≤ 0.002
-
-
-
-
≤ 0.01
-
- --
铜管的化学成分按 GB/T 5121.1~23《铜及铜合金化学分析方法》的规定执行,允许使用其它能达
到分析精度要求的方法测定铜合金的化学成分,当分析结果有争议时,以化学分析方法为仲裁分析。
7、常用铜及铜合金管的牌号、状态、规格和主要用途及性能 表 4 常用铜及铜合金管的牌号、状态、规格和主要用途及性能 规 格/mm
牌号
状态
圆形
矩(方)形
主要用途及性能
外 径 壁 厚 对边距 壁 厚
T2、T3
软(M)、轻软
(M2)、硬(Y)、特 3~360
拉制
硬(T)
半硬(Y2)
3~100
0.5~15
3~100
密封垫片、电器元件、
1~10
滚筒、铰链等。在还原 气氛中:退火、硬钎焊
或焊接时会变脆
H62、H65 H62
软(M)、轻软 拉制 (M2)、半硬(Y2)、 3~200
1) 砂眼、针孔杂质点(最大 0.2mm):产品的 200mm 长度范围内允许最多不超过 4 个。 2)碰伤(最大 0.3mm×0.8mm):产品的 200mm 长度范围内允许最多不超过 2 处 3) 不允许再有拉(划)痕、裂纹、起皮等缺陷。 4)任意 200mm 长度范围内砂眼、针孔、碰伤等总数不许超过 6 处。
GB/T 242
《金属管 扩口试验方法》
GB/T 246
《金属管 压扁试验方法》
3、定义:无
4、铜管的表面质量 4.1 管材的内外表面应光滑、清洁,不应有分层、针孔、裂纹、起皮、气泡、粗划(拉)道、夹杂和绿 锈等影响使用的缺陷。 4.2 管材表面允许有轻微的、局部的、不使管材外径和壁厚超出允许偏差的细划纹、凹坑、压入物和斑 点等缺陷。轻微的矫直和车削痕迹、环状痕迹、氧化色、发暗、水迹、油迹不作报废依据。 4.3 如对管材的表面质量有特殊要求(如酸洗、除油等),由供需双方协商确定,并在合同中注明。 4.4 后道工序需抛光的铜管应进行试抛检验,试抛时应打砂、清光单边深度为 0.02mm~0.04mm,清光 后产品需达到以下要求:
GB/T 5121.1~23 《铜及铜合金化学分析方法》
GB/T 228
《金属材料 室温拉伸试验方法》
GB/T 4340.1
《金属维氏硬度试验 第 1 部分:试验方法》
GB/T 231.1
《金属布式硬度试验 第 1 部分:试验方法》
GB/T 10567.2
《铜及铜合金加工材残余应力检验方法 氨薰试验法》
Q
九牧集团有限公司企业标准
Q/JMJSJ001022-2008
代替 Q/JMJSJ01012-2008
铜管标准
2008-11-01 发布
2008-12-01 实施
九牧集团有限公司 发 布
©版权所有 Fujian JOMOO Group Co.,Ltd 机密文件
PDF 文件使用 "pdfFactory Pro" 试用版本创建
60~90
55~85
M2
360
H62
Y2
370
25
75~110
70~105
18
85~120
80~115
Y
440
-
≥115
≥110
M
340
35
75~105
70~100
HPb59-1、
M2
370
HPb59-3
Y2
410
20
85~115
80~110
15
100~130
95~125
Y
470
-
≥125
≥120
注 a:维氏硬度试验负荷由供需双方协商确定。软(M)状态的维氏硬度试验仅适用于壁厚≥0.5 ㎜的管材。 注 b:布氏硬度试验仅适用于壁厚≥3 ㎜的管材。
铅 Pb 镍 Ni 锑 Sb
铋 Bi
锌 Zn 杂质总和
铅黄 HPb59-1 铜 HPb59-3
57~60 57~60
≤0.5 0.8~1.9 ≤1.0
-
≤1.0 2.0~3.0 ≤0.5
-
普通 H62 60.5~63.5 ≤0.15 ≤0.08 ≤0.5
-
黄铜 H65
63.5~68 ≤0.10 ≤0.03
3~100 —
垫圈、衬套、管嘴、螺 0.2~7 帽等可切削性好的零
件。有极好的切削、热 锻、热挤性能,强度及 — 冷加工性能好,焊接性 能极差。
注:允许使用其它规格的棒材,具体要求由供需双方在合同中注明
8、常用铜及铜合金管的力学性
2
PDF 文件使用 "pdfFactory Pro" 试用版本创建
表 7 常用黄铜拉制管的力学性能
牌号
状态 M
拉伸试验
抗拉强度 Rm/ MPa 伸长率 A/%
不小于,
不小于
290
43
硬度试验
维氏硬度 a HV
55~85
布氏硬度 b HBW
50~80
M2
360
H65
Y2
370
25
80~115
75~110
18
90~120
85~115
Y
430
-
≥110
≥105
M
300
43
硬(Y)、
0.2~10
挤制(R)
20~300 1.5~42.5
3~100 —
0.2~7 五金件、机械零部件。 有很高的强度,热加工 性好,冷加工性中,可
— 切削性好,易焊接
HPb59-1、 HPb59-3
软(M)、轻软 拉制 (M2)、半硬(Y2)、 3~100
硬(00 1.5~42.5
-
-
- 余量 ≤1.0 - 余量 ≤1.2 - 余量 ≤0.5 - 余量 ≤0.3
表 3 常用纯铜管的材质类别、化学成分
牌号
化学成分(质量分数)(%)
铜+银 Cu+Ag
磷 P 铋 Bi
锑 Sb
砷 As
铁 Fe
镍 Ni
铅 Pb
锡 Sn
硫S
锌氧 Zn O
纯 T2 ≥99.9
-
≤
≤
≤
≤
0.001 0.002 0.002 0.005
PDF 文件使用 "pdfFactory Pro" 试用版本创建
目次
Q/JMJSJ001022-2008
目次……………………………………………………………………………………………………………Ⅰ 前言……………………………………………………………………………………………………………Ⅱ 1. 范围…………………………………………………………………………………………………………1 2. 规范性引用文件……………………………………………………………………………………………1 3. 定义…………………………………………………………………………………………………………1 4. 铜管的表面质量……………………………………………………………………………………………1 5. 常用铜管的制造方法及性能对照表………………………………………………………………………1 6. 常用铜管的材质类别、化学成分…………………………………………………………………………2 7. 常用铜及铜合金管的牌号、状态和规格…………………………………………………………………2 8. 常用铜及铜合金管的力学性 …………………………………………………………………………2~4 9. 常用铜合金拉制管的工艺性能……………………………………………………………………………4 10. 铜及铜合金无缝管材外形尺寸及允许偏差…………………………………………………………4~5 11. 铜管的包装和标识要求……………………………………………………………………………………5 附录 A 韦氏硬度值(W-B75 型硬度计)与布氏硬度值换算表…………………………………………………6
II
PDF 文件使用 "pdfFactory Pro" 试用版本创建
Q/JMJSJ001022-2008
铜管标准
1、范围 本标准规定了铜管的表面质量要求、材质类别、化学成分、牌号、状态、规格、力学性能、工艺
性能、外形尺寸及允许偏差和包装等。 本标准适用于九牧集团有限公司产品所常用到的铜及铜合金管材。
35~60
50~75
45~70
70~100
65~95
95~120
90~115
75~110
70~105
70~100
65~95
≥110
≥150
注(1):特硬(T)状态的抗拉强度仅适用于壁厚≤3 ㎜的管材;壁厚>3 ㎜的管材,其性能由供需双方协商确定。 注(2):维氏硬度试验负荷由供需双方协商确定。软(M)状态的维氏硬度试验仅适用于壁厚≥1 ㎜的管材。 注(3):布氏硬度试验仅适用于壁厚≥3 ㎜的管材。