胆机输出变压器制作图解学习资料
输出变压器的绕制(单端)
2
二:初级绕组匝数:600*初级电感量开平方值; 三:绕组漆包线直径:按照电流密度计算,通常取值 2.5A;或电流值开平方后*0.7;而电流值 取之屏极工作电流值. 四:次级匝数计算:
先计算初级与次级之间的匝数比值:公式 初级阻抗*0.85 系数/次级阻抗)开平方得数即为
匝数比. 将初级绕制匝数/匝数比=次级匝数. 先计算出阻抗比.然后通过阻抗比,才能计算出初级与 次级的匝数比
关于输出变压器的绕制(单端)摘至中国音响论坛 一般业余绕制输出变压器不必过多注重理论参数和公式计算,但有三项指标必须重视:1. 输出变压器阻抗。2.尽量大的电感量。3 尽量小的分布电容。 对于输出变压器阻抗,理论上讲即变压器阻抗必须和功放管内阻一致,这样才能达到该功放 管的最大设计功率,但实际制作胆机时,往往为了最佳音质而舍弃最佳功率,因而一般都取 变压器阻抗远大于胆管内阻。以 805 管为例,本人一般设计变压器时都取其胆内阻的 3-5 倍,因为有如此大的余量,所以只要按原设计者提供的数据绕制,一般都不会有什么问题。 尽量大的电感量和尽量小的分布电容,电感量大则低频好,分布电容小则高频好,但这本身 就是一对矛盾,因为要电感量大则分布电容必然也大,要分布电容小则电感量也必然会小, 如何解决这一对矛盾,既要电感量大,以保持低频好,又要分布电容小以保持好的高频,这 就是我们绕制输出变压器以保证音质的关键所在。如何解决好这一对矛盾呢?下面详细谈谈 个人的制作体会,不对之处请大家讨论。 1.为保证有尽量大的电感量,一定要选择大规格的铁芯,只有大规格铁芯才是大电感量的重 要保证,市售成品机往往低频下潜不深、缺乏弹性、没有冲击力,速度慢的重要因素都在其 为节约成本选用铁芯太小所致,尤其是单端机,因为要流气缝,铁芯规格小了肯定是不行的, 本人用于 10-20W 的小功率单端机的输出牛铁芯决不会小于舌宽 35mm,叠厚不得小于 65mm, 即 35×65 以上。而大功率单端机的输出牛一般都用舌宽 41mm,叠厚 75mm,也就是 41×75 以上,以保证该输出牛有足够的电感量,从而保证低频有很好的下潜,弹性和速度。
胆机输出变压器制作图解学习资料

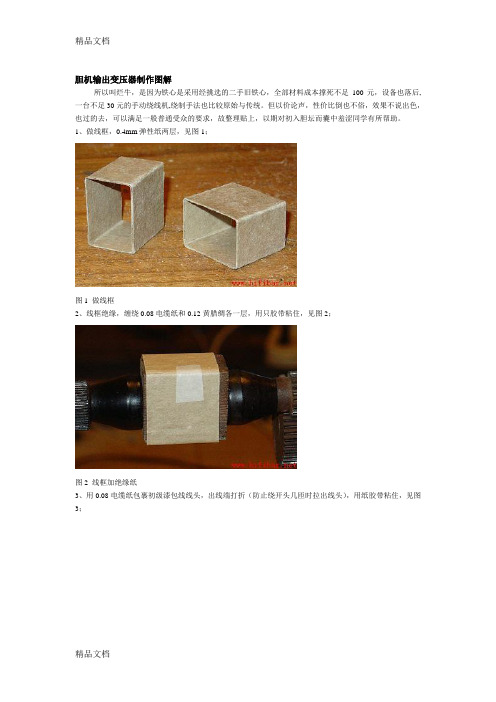
胆机输出变压器制作图解胆机输出变压器制作图解所以叫烂牛,是因为铁心是采用经挑选的二手旧铁心,全部材料成本撑死不足100元,设备也落后,一台不足30元的手动绕线机,绕制手法也比较原始与传统。
但以价论声,性价比倒也不俗,效果不说出色,也过的去,可以满足一般普通受众的要求,故整理贴上,以期对初入胆坛而囊中羞涩同学有所帮助。
1、做线框,0.4mm弹性纸两层,见图1;图1 做线框2、线框绝缘,缠绕0.08电缆纸和0.12黄腊绸各一层,用只胶带粘住,见图2;图2 线框加绝缘纸3、用0.08电缆纸包裹初级漆包线线头,出线端打折(防止绕开头几匝时拉出线头),用纸胶带粘住,见图3;图3 引出线头4、绕初级线圈第一段,等线圈压住线头和纸框绝缘层时,扯掉纸胶带,见图4;图4 初级绕线5、绕满一层后,用纸胶带粘住线尾,在线圈两端用牛皮封箱带裁成的窄胶带粘贴防塌护边,见图5;图5 加防塌贴边6、加层间绝缘0.05电话纸一层,加纸时,先在绝缘纸靠头位置剪一豁口,把漆包线通过豁口拉到上一层开始的一边,用纸胶带粘住绝缘层后,再在绝缘纸靠尾部的位置剪一豁口,引出漆包线绕下一层,这就是所谓的Z型绕法。
参见图6、图7、图16—图18;图6 加层间绝缘纸图7 Z型绕法图16 Z型绕法分解一图17 Z型绕法分解二图18 Z型绕法分解三7、在绕完一段初级还有50匝左右的位置,压入6—8毫米宽对折的电缆纸条。
待绕完后将线尾穿入纸条,把纸条拉紧进行收尾,见图8;图8 初级第一段收尾8、焊接出线焊片,套黄蜡套管,包裹0.08电缆纸绝缘,见图9—图10;图9 引出焊片图10 焊片套黄腊管垫绝缘纸9、组间绝缘,缠绕0.08电缆纸2层,0.12黄蜡绸1层,黄蜡稠夹在电缆只中间,见图11;图11 组间加绝缘纸10、绕次级第一段,用黄蜡套管套住线头和焊片,并包裹电缆纸后再绕,见图12;图12 绕次级第一段11、次级线圈第一段收尾,并用合适宽度和厚度的弹性纸垫平线圈的两段,见图13;图13 次级第一段收尾12、组间绝缘,同步骤9;13、焊接初级上一段,再绕下一段,焊接处2层0.08电缆纸,1层0.12黄蜡绸包裹,黄蜡绸夹在电缆纸中间,见图14;图14 连接初级,绕初级第二段14、每层绕完后均需要贴防塌护边,图15为线圈与防塌护边的效果图;图15 绕组及防塌纸边15、绕完初级第二段后,进行组间绝缘,方法同步骤9;16、连接上一段次级绕组,绕下一段次级线圈,见图19、20;图19次级一二段连接图20 次级连接处加黄腊套管垫绝缘纸17、次级收尾,套管,焊引出焊片,垫平线圈两端,见图21;图21 次级收尾加套管,贴弹性纸垫平18、组间绝缘;19、初接连接,绕最后一段初级线圈,绕好收尾连接,见图22;图22 最后一段初级绕组连接加绝缘纸20、组外绝缘,缠绕0.08电缆纸2层半(半层指纸带接头按排在铁芯窗口内),1层0.12黄蜡稠,线包完成,见图23。
常用胆机电源牛制作数据

常用胆机电源牛制作数据:舌宽25 叠厚40 240V 0。
2A 6。
3V 2A初级用0.35线绕825T,次级高压用0.31的线绕900T,6.3V灯丝1.0线25T 2组舌宽25 叠厚45 或舌宽28 叠厚42 280V 0。
2A 6。
3V 1A X2 5V 2A220V0.37线748T 高压6.3V1A 2组0.72线23T 2组5V2A1.0线18T 1组舌宽25 叠厚45 230V170MA一组,作桥式整流!6.3V1A 6.3V2A初级0.37线900T,230V/0.27线990T,6.3V/0.72线径/27T,6.3V/1.0线/27T,以上总容量60VA,170毫安整流以后最大输出140毫安左右240—0—240V 6.3V 2A 6.3V 1A初级220V用0.35线径220X3.57=785T 次级240X2用0.16线径480X3.75=1800T中心抽头舌宽32.叠厚45 280—0—280 5V 3A 6。
3V 2A 2。
5V 2。
5A初级235V0.55线600T,572T抽头220V,高压0.27线1512T 756T处中心抽头,5V3A1.2线14T,,舌宽32 叠厚50 250—0—250 0。
2A 6。
3 V 2A X 2 5V 2A初级220V/0.55/572T,次级高压0.31/1350T在675T中心抽头,6.3V 2A 1.0线17T 2组,5V 2A 1.0线14 T1组舌宽32 叠厚50 285V-250V-0-250V-285V 5V3A 6.3V2A 3.15V-0-3.15V1A初级0.55/666T,285V*2组用0.29线1796T的中心抽头250V*2组1576T的中心抽头6.3V 1.0线20T 5V3A 1.2线16T 3.15V*2 0.72线20T中心抽头舌宽32 叠厚50 280—0—280 0.2A 6.3V 3A X 2 5V 3A初级0.41/638T,次级高压,,还有空余窗口面积,可以加绕6.3V3A1组,5V3A1组(1.23/15T)次级280-0-280,0.15A。
图文并茂解析变压器各种绕线工艺!(包含各种拓扑)

图⽂并茂解析变压器各种绕线⼯艺!(包含各种拓扑)⼀、传统变压器篇单路输出 Flyback 及常见的变压器绕组结构红⾊:初级绕组紫⾊:辅助绕组黄⾊:次级绕组特点:辅助绕组位夹在初级、次级中间缺点:1, 临近效应很强,绕组交流损耗⼤2, 初、次级间的漏感较⼤,吸收回路损耗较⼤,效率较低优点:1,⼯艺结构⼗分简单,易于制造2,初级外层接电位静⽌的V+端,易于实现⽆Y改进的 Flyback 变压器绕组结构(简易型)红⾊:初级绕组紫⾊:辅助绕组黄⾊:次级绕组特点:辅助绕组位于线包最⾥层,初级在中间、次级在最外边缺点:临近效应很强,绕组交流损耗⼤优点:1,⼯艺结构⼗分简单,易于制造2,初级外层接电位静⽌的V+端,易于实现⽆Y3,初次级间漏感较⼩,吸收回路损耗较⼩,效率较⾼改进的 Flyback 变压器绕组结构(三明治型)红⾊:初级绕组红⾊:初级绕组紫⾊:辅助绕组黄⾊:次级绕组特点:辅助绕组位于线包最⾥层,然后分别是初级的⼀半,次级全部,初级的另⼀半;缺点:1, 次级临近效应很强,绕组交流损耗⼤2,初级的⼀半绕组没有任何的静电位层供屏蔽⽤,⽆法实现⽆Y优点:1, ⼯艺结构复杂,不利于制造;2, 初次级间漏感较⼩,吸收回路损耗较⼩,效率较⾼3, 初级临近效应较⼩,绕组交流损耗⼩Flyback 多路输出L3 与L4 之间的漏感,引起交叉调整。
实⽤的多路输出型⾼压输出绕组叠在低压绕组之上,双线并绕降低交叉调整功率传输变压器(含正激、推挽、半桥、全桥)合理的绕组结构, 层厚⼩于2Δ红⾊:初级绕组紫⾊:辅助绕组黄⾊:次级绕组实际变压器的模型虚线内为理想变压器脉冲变压器信号传输失真由于原边及幅边漏感,电阻分量的存在,脉冲在经过变压器后,产⽣延迟、斜率变缓、振铃、顶降脉冲电流的分解脉冲电流的分解脉冲电流由基波电流及各⾼次谐波电流组成占空⽐越⼩,基波分量越⼩,⾼次谐波分量越⼤,因此线径的选择(穿透深度*2)不能只考虑基波电流的频率输出功率与频率的关系(EE25 单端变换器为例)理论上,对于指定的磁芯,在相同的磁密下,输出功率与频率呈正⽐,但实际上并⾮如此,原因有:1,频率升⾼,穿透深度下降,需要⽤较⼩的线径,窗⼝利⽤率下降,且绕组层厚与穿透深度的⽐值增⼤,交流电阻⼤增,有效输出功率下降;2,频率增加,绝缘材料的耐压下降,为保证同样的绝缘强度,需要加⼤绝缘层厚度,进⼀步降低窗⼝利⽤率;3,频率到达某⼀程度后,磁芯损耗⼤增,需要适当降底磁通密度(具体请参考磁损表)LLC 变压器LLC 电路结构LLC 集成磁件漏感由原边与副边之间的档墙宽度、磁芯的磁导率、以及中柱长度与窗⼝⾼度的⽐值决定红⾊:初级绕组黄⾊:次级绕组⼩漏感的 LLC 集成磁件个别应⽤中,需要⽤到较⼩的漏感,挡墙的宽度较⼩,安全间距可利⽤下⾯的结构来满⾜。
(整理)胆机输出变压器制作图解
胆机输出变压器制作图解所以叫烂牛,是因为铁心是采用经挑选的二手旧铁心,全部材料成本撑死不足100元,设备也落后,一台不足30元的手动绕线机,绕制手法也比较原始与传统。
但以价论声,性价比倒也不俗,效果不说出色,也过的去,可以满足一般普通受众的要求,故整理贴上,以期对初入胆坛而囊中羞涩同学有所帮助。
1、做线框,0.4mm弹性纸两层,见图1;图1 做线框2、线框绝缘,缠绕0.08电缆纸和0.12黄腊绸各一层,用只胶带粘住,见图2;图2 线框加绝缘纸3、用0.08电缆纸包裹初级漆包线线头,出线端打折(防止绕开头几匝时拉出线头),用纸胶带粘住,见图3;图3 引出线头4、绕初级线圈第一段,等线圈压住线头和纸框绝缘层时,扯掉纸胶带,见图4;图4 初级绕线5、绕满一层后,用纸胶带粘住线尾,在线圈两端用牛皮封箱带裁成的窄胶带粘贴防塌护边,见图5;图5 加防塌贴边6、加层间绝缘0.05电话纸一层,加纸时,先在绝缘纸靠头位置剪一豁口,把漆包线通过豁口拉到上一层开始的一边,用纸胶带粘住绝缘层后,再在绝缘纸靠尾部的位置剪一豁口,引出漆包线绕下一层,这就是所谓的Z型绕法。
参见图6、图7、图16—图18;图6 加层间绝缘纸图7 Z型绕法图16 Z型绕法分解一图17 Z型绕法分解二图18 Z型绕法分解三7、在绕完一段初级还有50匝左右的位置,压入6—8毫米宽对折的电缆纸条。
待绕完后将线尾穿入纸条,把纸条拉紧进行收尾,见图8;图8 初级第一段收尾8、焊接出线焊片,套黄蜡套管,包裹0.08电缆纸绝缘,见图9—图10;图9 引出焊片图10 焊片套黄腊管垫绝缘纸9、组间绝缘,缠绕0.08电缆纸2层,0.12黄蜡绸1层,黄蜡稠夹在电缆只中间,见图11;图11 组间加绝缘纸10、绕次级第一段,用黄蜡套管套住线头和焊片,并包裹电缆纸后再绕,见图12;图12 绕次级第一段11、次级线圈第一段收尾,并用合适宽度和厚度的弹性纸垫平线圈的两段,见图13;图13 次级第一段收尾12、组间绝缘,同步骤9;13、焊接初级上一段,再绕下一段,焊接处2层0.08电缆纸,1层0.12黄蜡绸包裹,黄蜡绸夹在电缆纸中间,见图14;图14 连接初级,绕初级第二段14、每层绕完后均需要贴防塌护边,图15为线圈与防塌护边的效果图;图15 绕组及防塌纸边15、绕完初级第二段后,进行组间绝缘,方法同步骤9;16、连接上一段次级绕组,绕下一段次级线圈,见图19、20;图19次级一二段连接图20 次级连接处加黄腊套管垫绝缘纸17、次级收尾,套管,焊引出焊片,垫平线圈两端,见图21;图21 次级收尾加套管,贴弹性纸垫平18、组间绝缘;19、初接连接,绕最后一段初级线圈,绕好收尾连接,见图22;图22 最后一段初级绕组连接加绝缘纸20、组外绝缘,缠绕0.08电缆纸2层半(半层指纸带接头按排在铁芯窗口内),1层0.12黄蜡稠,线包完成,见图23。
变压器制作工艺流程教材演示文档
包铜箔
理線
焊錫
a
4
變壓器製作工藝流程---繞線作業流程
圖1:
圖2:
圖3:
羊 毛氈
繞線
磁環
圖4:
套管 銅線從磁環及羊毛毰
中引出,出線處必須
用套管保護,防止刮
傷銅線漆包膜 a
5
變壓器製作工藝流程---繞線作業流程
繞線
繞線:分為密繞、疏繞、平均疏繞、置中密繞、靠PIN端、
頂端密繞.
注意事項及重點:
1. 繞線須平整,不可交叉重疊.
a
11
變壓器製作工藝流程---繞線作業流程
包銅箔
圖1:
圖2:
包繞組銅箔
a
包內銅箔
12
變壓器製作工藝流程---繞線作業流程
包銅箔
包銅箔:銅箔分為繞組銅箔和內銅箔. 繞組銅箔起承受大電流作用,內銅箔起屏蔽作用.
注意事項及重点: 1. 兩銅箔焊點不可重疊,且放置位置須正确(一般放在線包轉角處), 2. 防止線包超胖. 3. 2. 焊銅箔時銅箔焊點須光滑,且不可有冷焊,未焊飽滿等不良現象 4. 3. 銅箔的首尾端是否有絕緣且重疊2-3mm. 5. 4. 點檢烙铁的溫度是否在SOP規定的範圍內.(425℃±5℃)
圖1:
圖2:
密繞
圖3:
疏繞
圖4:
平均疏繞
a
靠PIN端密繞
7
變壓器製作工藝流程---繞線作業流程
包膠帶
圖1:
圖2:
a
8
變壓器製作工藝流程---繞線作業流程
包膠帶
注意事項及重點:
1. 包膠帶的圈数是否與SOP相符,以免安規不良.
2. 包膠帶時膠帶不可有反折,打皺等不良現象.
变压器制作工艺ppt课件
Power transformer
1
一.变压器分类
按用途分类
电源变压器 驱动变压器 脉冲变压器 通讯变压器 互感器
低频变压器 中频变压器 高频变压器 音频变压器
2
按工作频率分类
二. 变压器的制作流程
绕线 理线 焊锡 组装 测试
含浸、烘烤
洗脚
复测
合脚
标签
外观
包装
3
三. 变压器绕组节构
4
四. 工艺说明
43
十四. 校脚:
1、此工序是将变压器针脚校正,校直,以有利于整机装配插板 2、用校脚钳或校脚板校正针脚,校完后的变压器能顺利插入样孔 3、校脚时不能将针脚拔出,不能损伤针脚焊锡及刮伤漆包线,不 能将变压器骨架校裂,不能损害变压顺外观。
44
十五. 贴标签:
45
十六外观检查:
46
十七. 包装:
根据产品工艺标准用综合测试仪器测试半成品变压器的 电感量、电阻,它是对变压器磁芯装配工序工艺好坏的 检验,是保证高频变压器质理的重要控制点之一。
35
3 、高压测试
36
十.含浸、 烘烤:
将绝缘油比例按绝缘油1.5份:天那水分调兑均匀
37
含浸、烘烤
38
d、放气破真空,放下凡立水,再抽真空至65-75cm/kg—2-3分钟后破真空取
出,滴干、抹净多余凡立水后放置于周转车风干
39
十一. 洗脚:
40
十二. 复测:
41
2、电感 、电阻测试
测试频率根据工艺要求制定
根据产品工艺标准用综合测试仪器测试半成品变压器的 电感量、电阻,它是对变压器磁芯装配工序工艺好坏的 检验,是保证高频变压器质理的重要控制点之一。
300b胆机输出变压器制造教程

300b胆机输出变压器制造教程300B管的阳极耗散功率是2A3的2倍,300B的另一特征是阳极电压极限值较高,用于AB1类比挽能够输出更大的功率。
但通常的制造中,300B单端A类功放输出功率只需7~8W,极难抵达10W。
要素之一是300B单端A类输出供电电压常选用400V摆布,阳流-阳压线性区天然受限,当然最大输出功率也必定遭到非线性失真的束缚。
300B即便在阳极电压400V时也可输出更大的功率,只不过非线性失真已恰当大。
依据西电宣告的300B单端A类运用参数,当阳极电压Ua=400V,栅负压Ug=-84V,阳极电流80mA,最好负载阻抗ZL=2.5kOmega;时,输出功率Po=12.5W,非线性失真度THD=5.5%,THD嫌稍大,有违选用300B的初衷。
按通常下降THD 惯用计划,好像可经过输出级参与负反响使其下降到2%以下,但300B功放并不适宜加大环路负反响,或输出级本级负反响。
因为正本此类三极输出管驱动电压现已极为可观,参与负反响后使输出级驱动电压愈加大幅添加,加剧了驱动级的背负,将使非线性失真陡升。
所以,低内阻三极管构成的Hi-Fi拓展器,在输出级失真极小的条件下通常不加负反响,即便在前级电压拓展环路中参与负反响,也不将输出级包含在负反响环路中,且电压拓展环路负反响也不宜过大,通常小于10dB。
其时级选用中低mu;三极电压拓展管时,即便不加负反响也有较佳特性。
该机中为了得到输出功率12W、THDlt;1%的方针,选用以下的电路组合如图所示。
1.选用固定栅负压办法。
灯丝由直流5V供电,灯丝并联51Omega;;x;2电阻,使灯丝中点为共地端,对灯丝中点而言构成51Omega;;x;2的并联值25Omega;,和10Omega;电阻构成的自给栅负压电阻。
在零信号状况,灯丝中点对地有35Omega;;x;0.08A=2.8V 的压降,构成300B栅负压的一有些,选用此电阻的意图是维护300B,如因为电路缺点使300B阳极电流增大时,自给栅负压有些压降增大,使阳极电流的增大遭到按捺,对300B的驱动过荷、负载短路均有维护效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胆机输出变压器制作图解胆机输出变压器制作图解所以叫烂牛,是因为铁心是采用经挑选的二手旧铁心,全部材料成本撑死不足100元,设备也落后,一台不足30元的手动绕线机,绕制手法也比较原始与传统。
但以价论声,性价比倒也不俗,效果不说出色,也过的去,可以满足一般普通受众的要求,故整理贴上,以期对初入胆坛而囊中羞涩同学有所帮助。
1、做线框,0.4mm弹性纸两层,见图1;图1 做线框2、线框绝缘,缠绕0.08电缆纸和0.12黄腊绸各一层,用只胶带粘住,见图2;图2 线框加绝缘纸3、用0.08电缆纸包裹初级漆包线线头,出线端打折(防止绕开头几匝时拉出线头),用纸胶带粘住,见图3;图3 引出线头4、绕初级线圈第一段,等线圈压住线头和纸框绝缘层时,扯掉纸胶带,见图4;图4 初级绕线5、绕满一层后,用纸胶带粘住线尾,在线圈两端用牛皮封箱带裁成的窄胶带粘贴防塌护边,见图5;图5 加防塌贴边6、加层间绝缘0.05电话纸一层,加纸时,先在绝缘纸靠头位置剪一豁口,把漆包线通过豁口拉到上一层开始的一边,用纸胶带粘住绝缘层后,再在绝缘纸靠尾部的位置剪一豁口,引出漆包线绕下一层,这就是所谓的Z型绕法。
参见图6、图7、图16—图18;图6 加层间绝缘纸图7 Z型绕法图16 Z型绕法分解一图17 Z型绕法分解二图18 Z型绕法分解三7、在绕完一段初级还有50匝左右的位置,压入6—8毫米宽对折的电缆纸条。
待绕完后将线尾穿入纸条,把纸条拉紧进行收尾,见图8;图8 初级第一段收尾8、焊接出线焊片,套黄蜡套管,包裹0.08电缆纸绝缘,见图9—图10;图9 引出焊片图10 焊片套黄腊管垫绝缘纸9、组间绝缘,缠绕0.08电缆纸2层,0.12黄蜡绸1层,黄蜡稠夹在电缆只中间,见图11;图11 组间加绝缘纸10、绕次级第一段,用黄蜡套管套住线头和焊片,并包裹电缆纸后再绕,见图12;图12 绕次级第一段11、次级线圈第一段收尾,并用合适宽度和厚度的弹性纸垫平线圈的两段,见图13;图13 次级第一段收尾12、组间绝缘,同步骤9;13、焊接初级上一段,再绕下一段,焊接处2层0.08电缆纸,1层0.12黄蜡绸包裹,黄蜡绸夹在电缆纸中间,见图14;图14 连接初级,绕初级第二段14、每层绕完后均需要贴防塌护边,图15为线圈与防塌护边的效果图;图15 绕组及防塌纸边15、绕完初级第二段后,进行组间绝缘,方法同步骤9;16、连接上一段次级绕组,绕下一段次级线圈,见图19、20;图19次级一二段连接图20 次级连接处加黄腊套管垫绝缘纸17、次级收尾,套管,焊引出焊片,垫平线圈两端,见图21;图21 次级收尾加套管,贴弹性纸垫平18、组间绝缘;19、初接连接,绕最后一段初级线圈,绕好收尾连接,见图22;图22 最后一段初级绕组连接加绝缘纸20、组外绝缘,缠绕0.08电缆纸2层半(半层指纸带接头按排在铁芯窗口内),1层0.12黄蜡稠,线包完成,见图23。
图23 加组外绝缘,焊接出线,线包完成21、加挡片(线包挡片用0.4弹性纸做,铁心用0.35玻璃纤维板做),插E字片,见图24;图24 加一字挡片插E字铁心22、插好E片后,安装铁心包角夹铁,放置线包挡片,见图25;图25 Z字铁心装入包角夹铁,放置一字挡片23、放置适当厚度的铜版纸为气隙的宽度,见图26;图26 放置适当厚度的铜板纸为气隙的宽度24、插I字片,见图27;图27 插I字片25、敲紧I片,上包角压铁的底板,见图28。
图28 安装包角夹铁底板上好底板,输出牛接初步完成了。
图29是效果图,然后进行初测,烘干,浸漆.......... 图29牛牛基本做成,然后.......用普通铁心绕制输出变压器的技巧与使用在近两年的时间里,我实验制作了有七、八台胆机。
由于购买输出变压器的费用很高,所以我就琢磨用普通的电源变压器来改制输出变压器的实验。
一开始没经验,只知道输出变压器在制作上的工艺比较复杂,对材料的要求比较高。
但,心里还是在想,如能用普通的材料制作出能达到一定水平的输出变压器就好了,于是,就找了两个铁心,按绕制要求制作了两个输出变压器。
因为缺乏经验,变压器上机后不太理想,当然,比用电源变压器代替的效果要好很多。
后来,经过不懈的努力,终于摸到了一些窍门,总结出一些经验,下面就简单的说一下。
一、铁心的截面积要足够大我第一个绕制成功的变压器使用的铁心是使用约20瓦的普通电源变压器改制的。
截面积为5.6平方厘米,片厚0.5毫米,对铁心的要求是,规矩整齐,无缺损,片间绝缘良好。
最好用EI形铁片,输出功率按5瓦设计,阻抗5.2K:8欧,大家知道,铁心截面积的增加,在相同的初级匝数下,可使初级电感量得到提高,而电感量的提高,可改善低频段的频响特性。
所以,增大铁心面积,对改善频率低端有明显的效果。
二、初级匝数计算时的特殊要求计算输出变压器的方法是采用94年1期无线电中介绍的设计方法。
其中初级匝数的计算公式如下,N1=200√(L×Lc/Sc),200是一个系数。
由于使用的铁心很普通,磁通密度较低,因此,在计算时将它改为220---250 ,按这个系数绕制出的变压器,低端的频率可做到30Hz,20周时也可达到80%左右的输出幅度。
三、绕制工艺与结构以上两点,是为了改善低频段的性能而采取的措施。
用普通的材料来绕制输出变压器,要想使之有较好的性能,光靠上面两点还不够,高频段性能的改善,还要在绕制工艺和结构上下点功夫。
在工艺上也采用分层分段的绕制方法,为了减小高频损耗,初级可分成三段,次级分成四段,采用四夹三的绕制结构。
从结构上可以看出,初级离铁心的距离较大,这样可以最大程度的减小初级对地之间的分布电容,从而减小了高频损耗。
另外,初级分成三段,也进一步减小了匝间的分布电容,这两项措施保证了高频段的频响,使频率的高端可以做到18KHz以上。
另有一种结构,就是将变压器的骨架一分为二,一个骨架里绕初级的一半,次级的全部。
也采用分层分段的绕制方法,次级三层夹初级的两层,两个骨架的绕法完全一样,然后,将两个骨架的初级进行串联,次级进行并联,完成整个变压器的绕制。
这种结构使整个变压器的分布电容进一步减小,输出信号的高端可做到20KHz甚至到22KHz.。
请看下图在绕制初级时,我不主张排线绕制,即绕完一层再绕下一层。
我采取的是乱绕法,一般是采用分段足层叠加,缓慢推进的绕制方法。
一层下来可绕300—500匝,绕制时,要尽量做到线圈表面的平整、均匀,为绕下一组线圈打好基础。
这样可进一步减小匝间的电容,也可进一步的提高频率高段的性能。
一、电路上采取的措施制作一个好的胆机,在电路上采取一定的措施是必要的。
在使用我们自制的输出变压器时,电路中所采取的主要措施就是调整环路负反馈的大小,它可以配合输出变压器展宽整个电路的频带。
在保证电路输入灵敏度的前提下,增加反馈量可补偿变压器的不足,使电路标准达到一定的水平。
负反馈量大小的调整,也可根据个人对听音的喜好进行调整。
以上四点,是我们用普通器件制作高性能胆机的前提,只要我们把握好各个环节,用普通元件制作出一款中意的胆机,是不成问题的。
胆机用Hi-Fi输出变压器的制作时间:2007-07-06 来源: 作者:周彦芳点击:6366 字体大小:【大中小】众所周知,胆机上使用的Hi-Fi输出变压器是高保真音响设备中的关键元件,其自制时,相关技术要求、绕制数据、制作工艺以及硅钢片、漆包线等的品质均直接影响胆机的音质效果和音量。
所以,广大音响爱好者倍加重视胆机用Hi-Fi输出变压器的设计与制作工艺是理所当然的。
下面笔者根据胆机输出变压器的工作原理,结合多年来的自制经验和体会,尽可能详尽地介绍其设计与制作工艺问题。
供参考。
一、输出变压器的绕制要求:原则上讲,这种变压器与普通音频输出变压器的绕制要求基本相似,只是在线圈的排列方式上有所不同。
为了增加初级线圈的电感量,保证频率响应向低频端伸展,并同时不减少它的漏感,以使高频特性得到改善,经音响界前辈们的不断努力探索和实践,认为采取初次级交叉分段的独特方式进行绕制,可以满足Hi-Fi的要求(见图1)。
其主要技术性能要求如下:1.在频率范围为20~15000Hz时,失真度应<1dB;2.胆管的屏压UP应为316V,屏流IP为0.08A,反馈系数K为5%,输出功率P2为8.5W;3.变压器的初级阻抗IPP为10kΩ,次级阻抗Z2为0-4-8-16Ω,变压器的效率η为85%。
二、输出变压器的绕制数据:依据上述技术要求,可以运用公式求出变压器及其在绕制变压器时所需掌握的数据。
1、初级线圈的电感量(失真系数m=1.12时):2、铁芯截面积:经查阅常用铁芯规格资料,应选用CIEB22标准铁芯型号,其有效截面积SC=2.2×3.3×0.91≈6.6cm2,磁路长度为LC=12.4cm;3、线圈匝数比(当次级阻抗为4/8/16Ω时):4、初级线圈总匝数:5、中心抽头B+至G2的匝数:6、次级线圈匝数(视次级阻抗而定):N2=N1/n1=3446/46≈75,N2=N1/n2=3446/32.6≈106,N2=N1/n3=3446/23≈150;7、初级线圈平均电流:I1=IP/2=0.08/2=0.04A;8、次级线圈电流(当Z2分别为4/8/16Ω时):9.初级线圈导线直径:初级线圈导线直径(视次级阻抗而定):最终计算结果见附表。
三.输出变压器的绕制工艺:绕制工艺问题是制作Hi-Fi输出变压器的关键工序所在,变压器的铁芯、线圈用漆包线及在制作中所用的材料的选取,都是至关重要的。
1、为了减少和尽可能避免铁芯产生的磁滞损失和涡流损失,在绕制时应优先选用导磁系数较高的互相之间绝缘的薄型硅(矽)钢片或铁铝合金片,使涡流只局限于薄片之间。
如果铁芯质量很好,只是每片之间的绝缘性能不佳,补救的方法是,用香蕉水稀释硝基清漆,喷涂在铁芯片的其中一面,再用烘箱烤干。
若用万用表测量每片之间的绝缘电阻为“∞”,则为绝缘合乎要求。
2、线圈绕组应选取具有良好绝缘的漆包线、沙包线或丝包线,绕制低频音频输出变压器一般采用高强度漆包线,即聚酯薄漆膜QZ-2型,若框架允许时,最好采用厚漆膜QZ-1型漆包线。
3、初级与次级线圈之间应采用无纤维状电缆纸等介电常数小的材料作绝缘,不宜采用介电常数较大的聚酯薄膜等材料作组间绝缘,否则会增大分布电容,影响其正常工作。
4、初级和次级线圈应按同一方向的顺序绕制,初级线圈被夹在两组次级线圈之间,并注意同名端(见"·"符号),如图1所示。
每绕完一组,应注明编号或作好记录。
5、次级绕组有三种情况:(即0-4-8-16Ω),应根据所配接的扬声器阻抗来确定圈数和线径,有关数据见附表。
6、线圈绕制完毕,初级采用串联方式进行连接,次级采用先并联后串联方式连接,连接时应仔细按事先注明的编号进行连接,否则极易造成线圈接头接反或人为短路。