逆变焊机主电路的设计
逆变电焊机原理图的讲解-推荐下载
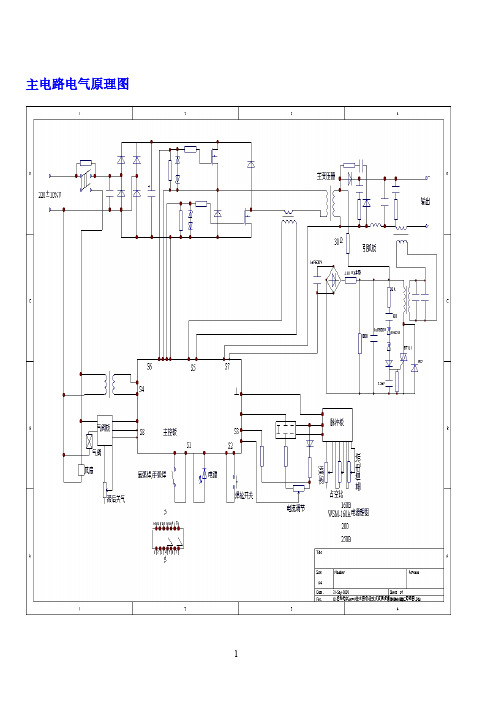
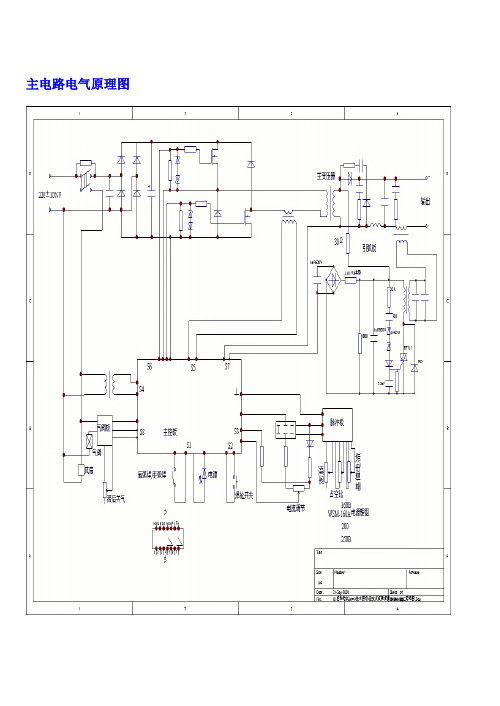
主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性 这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子 1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3) 这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal OxideSemiconductor Field Effect Transistor (金属氧化物半导体场效应管)的缩写。
逆变电焊机原理图的讲解
电路板见图11。所用元器件可参考图12。逆变器用的变压器采用次级为12V、电流为10A、初级电压为220V的成品电源变压器。P沟道MOS场效应管(2SJ471)最大漏极电流为30A,在场效应管导通时,漏-源极间电阻为25毫欧。此时如果通过10A电流时会有2.5W的功率消耗。N沟道MOS场效应管(2SK2956)最大漏极电流为50A,场效应管导通时,漏-源极间电阻为7毫欧,此时如果通过10A电流时消耗的功率为0.7W。由此我们也可知在同样的工作电流情况下,2SJ471的发热量约为2SK2956的4倍。所以在考虑散热器时应注意这点。图13展示本文介绍的逆变器场效应管在散热器(100mm×100mm×17mm)上的位置分布和接法。尽管场效应管工作于开关状态时发热量不会很大,出于安全考虑这里选用的散热器稍偏大。
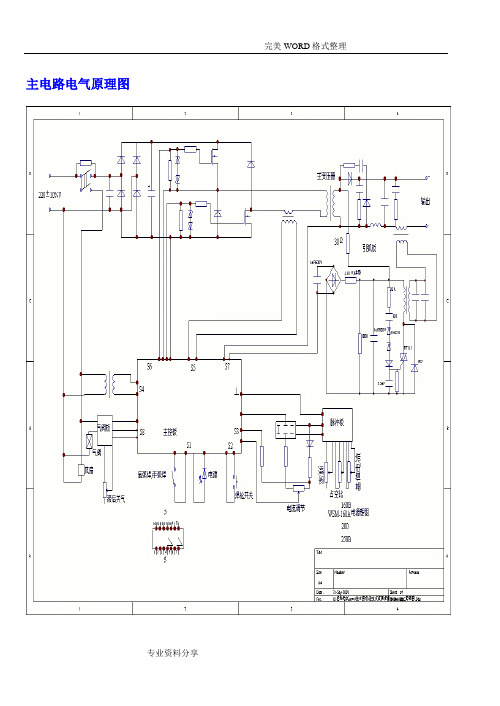
主电路电气原理图
主控制板电器原理图:
逆变触发电路图:
脉冲及时序板原理图:
本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
下面简述一下用C-MOS场效应管(增强型MOS场效应管)组成的应用电路的工作过程(见图9)。电路将一个增强型P沟道MOS场效应管和一个增强型N沟道MOS场效应管组合在一起使用。当输入端为低电平时,P沟道MOS场效应管导通,输出端与电源正极接通。当输入端为高电平时,N沟道MOS场效应管导通,输出端与电源地接通。在该电路中,P沟道MOS场效应管和N沟道MOS场效应管总是在相反的状态下工作,其相位输入端和输出端相反。通过这种工作方式我们可以获得较大的电流输出。同时由于漏电流的影响,使得栅压在还没有到0V,通常在栅极电压小于1到2V时,MOS场效应管既被关断。不同场效应管其关断电压略有不同。也正因为如此,使得该电路不会因为两管同时导通而造成电源短路。
az25kW逆变焊接电源主电路设计
如果把6次谐波脉动电压Ud(6)限制在 的范围内则:
(式中 Id(6) ────6次脉动电流有效值, ───市电网频率,当f =50Hz时, =314rad/s)
确定电解电容时,应首先考虑电网波动±10%,当输出整流输出电压为最低值为
90%U0= ;
且要保证输出功率则 Id(6) ;
(2.1)
整流滤波后电压为:
(2.2)
考虑电网电压波动(±10%波动)则整流滤波最高电压为:
(2.3)
整流滤波最低电压为:
(2.4)
电源输出功率为Pd=2kW,考虑设整流器、斩波器、逆变器的效率的都为%98,以及高频变压器的效率都为90﹪,并假设电源的功率因数为0.95,设计最大整流输出功率为:
(2.5)
②二极管的过电压保护:
整流二极管的过电压保护,通常是在二极管元件两端并联RC电路,如图所示。整流二极管过电压保护电路RC的选择:
电容
电容耐压 ,电阻R一般取R=10~30 ,对于整流管取下限值。其功率满足:
——二极管额定电流(A)
——整流输出额定电压(V)
——二极管两端电压峰值。
10
20
50
100
200
综合比较串联谐振逆变器和并联谐振逆变器的优缺点,从适合高频小功率应用的角度,本设计选用串联谐振逆变器电路拓扑。
2.2串联谐振式逆变电源稳压调节方式
因为电网电压波动10%,所以要通过稳压调节稳定高频变压器原流I10,从而稳定高频变压器输出电压使负载正常工作。串联谐振式逆变电源的调压主要方法是直流侧调压。直流调压通常采用相控整流或直流斩波来改变逆变器的输入直流电压的大小。
500
1000
0.1
逆变焊机主电路原理详细分析
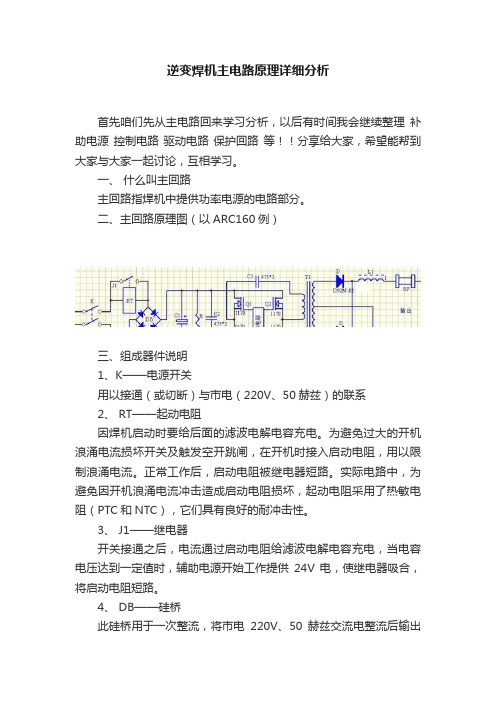
逆变焊机主电路原理详细分析首先咱们先从主电路回来学习分析,以后有时间我会继续整理补助电源控制电路驱动电路保护回路等!!分享给大家,希望能帮到大家与大家一起讨论,互相学习。
一、什么叫主回路主回路指焊机中提供功率电源的电路部分。
二、主回路原理图(以ARC160例)三、组成器件说明1、K——电源开关用以接通(或切断)与市电(220V、50赫兹)的联系2、 RT——起动电阻因焊机启动时要给后面的滤波电解电容充电。
为避免过大的开机浪涌电流损坏开关及触发空开跳闸,在开机时接入启动电阻,用以限制浪涌电流。
正常工作后,启动电阻被继电器短路。
实际电路中,为避免因开机浪涌电流冲击造成启动电阻损坏,起动电阻采用了热敏电阻(PTC和NTC),它们具有良好的耐冲击性。
3、 J1——继电器开关接通之后,电流通过启动电阻给滤波电解电容充电,当电容电压达到一定值时,辅助电源开始工作提供24V电,使继电器吸合,将启动电阻短路。
4、 DB——硅桥此硅桥用于一次整流,将市电220V、50赫兹交流电整流后输出308V的直流电。
5、 C1——电解滤波电容整流后输出的308V的直流电为脉动直流,此电容起滤平作用6、 R——放电电阻在关机以后,滤波电容中存有很高电压,为了安全,用此电阻将存电放掉。
7、 C2——高频滤波电容在高频逆变中,需要给开关管提供高频电流,而电解滤波电容因本身电感及引线电感的原因,不能提供高频电流,因此需要高频电容提供。
8、 Q——开关管开关管Q1、Q2、Q3、Q4组成全桥逆变器,在驱动信号作用下,将308V直流转变成100Kz(10万赫兹)交流电的。
9、 C3——隔直电容为避免直流电流流过变压器肇成变压器饱而接入此电容。
10、T1——主变压器变压器的作用是将308V的高压变换成适合电弧焊接所需要的几十伏的低压。
11、D——快速恢复二极管D5、D6的作用是二次整流,即将100KHz的高频交流电流再次转变成直流电流。
12、L1——电抗器电抗器具有平波续流作用,可使输出电流变得连续稳定,保证焊接质量。
逆变电焊机原理图的讲解

主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal Oxide Semiconductor FieldEffect Transistor (金属氧化物半导体场效应管)的缩写。
逆变电焊机原理图的讲解之欧阳化创编
主电路电气原理图时间:2021.02.06 创作:欧阳化主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
图3方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡图4信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS 场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal OxideSemiconductor Field Effect Transistor (金属氧化物半导体场效应管)的缩写。
逆变电焊机原理图的讲解

主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供应以新型IGBT为功率开关器件的逆变器进行变频〔20KC〕处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器〔见图〕主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器〔见图3〕这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地防止影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal Oxide Semiconductor FieldEffect Transistor 〔金属氧化物半导体场效应管〕的缩写。
逆变电焊机原理图的讲解
主电路电气原理图主控制板电器原理图:逆变触发电路图:脉冲及时序板原理图:本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
IGBT逆变电焊机工作原理及输出特性这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善图3由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC 。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz 。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
由于方波信号发生器输出的振荡信号电压最大振幅为0~5V ,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V 。
如图4所示。
MOS 场效应管电源开关电路。
这是该装置的核心,在介绍该部分工作原理之前,先简单解释一下MOS场效应管的工作原理。
MOS 场效应管也被称为MOS FET , 既Metal Oxide Semiconductor FieldEffect Transistor (金属氧化物半导体场效应管)的缩写。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
逆变器驱动电路PWM •中频输出整渝0<—<1 -- ---------- OUO电圧反懺*..4逆变焊机主电路的设计4.1逆变焊机的工作原理与特点图4」逆变焊机工作原理框图Fig4」Sch^ma(ic diagram of wdding inverter逆变焊机原理框图如图4.1所示。
该系统采用双闭环控制系统,图中If为反馈电流,Uf为反馈电压,19为给定电流,Ug为给定电压,UO为实际输出电压。
内环为电流反馈闭环控制,反馈信号由电流霍尔传感器得到。
外环为电压反馈闭环控制,反馈信号由电压霍尔传感器得到。
具体控制过程后做分析•逆变焊机工作时,先将单相220V/50HZ电压整流并滤波后,变为逆变主回路所需的310V左右平滑直流电压。
然后将该直流电压送入逆变主回路,经过大功率电子元件IGBT的交替逆变作用转变成为ZOK左右的中频交流电压,再经过中频降压变压器降压至适合于焊接的几十伏电压,最后经过整流滤波后得到直流焊接输出。
借助于控制电路及反馈回路,以及焊接回路的阻抗,可以得到焊接工艺所需的外特性和动特性。
其交流变换顺序为:工频交流一直流一中频交流一降压一直流。
焊机在“交流一直流一交流”阶段的电压频率发生了改变,所以逆变焊也成为变频焊机。
交流和直流反复转换的目的是为了提高该电压的工作频率。
我们知道,按照正弦波分析时变压器输出有如下公式[60]:(41)U=444拿厂N*S*兔式中,S-/-一铁心截而积;——磁感应强度的瑕大值;变压器的工作频率;■N-——绕组匝数。
駅有(4J)式可得:NS U(4.2)4.44厂乞变压器的体积、重量与Ns有关,而NS与变压器的工作频率f又有直接关系。
当凡一定时,若变压器工作频率从工频(SOHz)提高到20KHZ,则绕组匝数与铁心截面积的乘积NS就减少到原来的1/400 ,而主变压器在逆变焊机中通常所占重量为1/3到2/3,因此提高变压器的工作频率可以使逆变焊机的体积和重量显著的减少。
同时,钢和铁的电能损耗将随所需材料的明显减少而大大降低,焊接质量也有进一步改善。
由于上述原因,逆变焊机与传统的晶闸管式焊机和晶体管式焊机相比,具有众多优点:1)高效节能。
逆变焊机材料的减少使焊机整体损耗大大降低,其效率可达80%到95%,功率因数可提高到0.9以上,空载损耗极小,只有几十瓦,这一点在能源紧张的今天尤为可贵。
2)体积小,重量轻。
这是逆变焊机最明显的优点,主变压器的重量仅为传统弧焊电源工频变压器的几十分之一。
3)动态响应时间短,控制速度提高。
该特征是逆变焊机最重要的特点。
普通晶闸管焊机的控制周期为3.3ms,而逆变焊机的动态响应时间达到百微妙级,和电弧焊接诸物理过程的时间常数相当,故能更精确地控制电弧焊中各种物理现象,焊接的动态控制成为可能。
4)控制能力增强,显著提高工艺性能。
控制能力是与控制速度、控制手段密切相关的。
它直接反映了焊机适应焊接条件和焊接要求的能力。
另一方面,焊机控制能力的增强主要依靠于器件速度的提高、微机的应用及现代化控制力等方法的应用。
4.2常用的主电路拓扑结构目前,弧焊逆变焊机主电路所采用的拓扑主要包括全桥式、半桥式、双管正激式和推挽式四种结构。
1)全桥式逆变电路全桥式电路一般用于大功率逆变电源中,采用四个功率开关组成两组开关对(S1、S4和S2、S3),两组开关管对交替闭合将输入电流电压变成高频交流,加在变压器上。
图4.2为全桥式逆变电路的原理图。
全桥式逆变电路对开关管的耐压要求低,变压器的利用率高,易获得大功率输出。
但其需要至少四个开关器件及相应的驱动电路,因此它的成本较之其它电路高。
全桥式逆变电路是应用最广的,国内外许多厂家如新时代、瑞凌、日本松下、美国林肯等焊机都采用此主电路结构。
全桥式逆变电路存在偏磁现象和功率开关管直通问题。
偏磁现象是由于功率开关管的开关时间存在差异,将导致变压器所加正负半波的伏秒乘积不同,经过一定时间积累,会使变压器单线偏磁直至饱和,这是变压器相当于短路,由此产生很大的尖峰电流将烧毁功率开关管。
通常在变压器原边串入一个无极性隔直电容以改善偏磁问题[601[6 ‘I。
2)半桥式逆变电路半桥式逆变电路的拓扑结构如图 4.3所示,这种拓扑结构只需要两个开关器件,驱动电路简单。
但在电流容量相同的情况下,半桥式逆变电路所输出的最大功率只有全桥式的一半,所以一般只适合于中等功率输出的场合。
半桥电路也存在直臂导通的问题。
3)双管正激式逆变电路双管正激式逆变电路的原理图如图 4.4所示。
这种电路控制简单,不存在直臂导通的问题,但开关管所承受的峰值电流和电压较高,同时其高频变压器仅工作在磁滞回线的一侧,故只适合中小功率输出。
4)推挽式逆变电路图4.5为推挽式逆变电路的原理图。
推挽式逆变电路只用两个开关器件就能获得较大的功率输出。
一对功率管的发射极相连,两组驱动电路彼此间无须绝缘,驱动电路简单。
但功率管承受的反压较大,原边绕组只有一半时间工作,高频变压器利用率低,适合用于单相输入的电源中。
表4.1列出了上述四种拓扑结构的主要性能参数指标。
其中所列的公式都是理论 计算值,实际应用时由于变压器漏感等寄生参数的存在,实际情况会与理想情况有所 不同。
比较半桥式和全桥式电路可知,当两者所输入、输出电压和额定功率相同时, 虽然承受都是输入电压 Vin ,但半桥变换器中的开关元件的峰值电流为全桥式变换器的 两倍,而输出电压却只有全桥式变换器的一半。
因此全桥式变换器更适用于大功率的圏4.2全桥送结构T ig4.2 FvIJ-bridgc arc welding inverter图4.3手桥式站构Fig4.3 Half bridge arc welding inverter图44双管正激式结构 图4*5推挽式结构Fi 呂4*4 Double*switch forward arc welding inverter Fig45 Push-pull arc welding inverter场合。
表4」四种变换器的参数捋标4.3本系统的主电路设计方案逆变焊机的主电路承担着转换、传递能量的任务,是整个电源系统的基础。
主电路必须安全、可靠,器件参数的选择应该以极限工作条件为依据,并留有一定余量,保证所选器件工作在安全区域。
本文设计的IGBT逆变焊机输出电流为160A,输出电压为27V,逆变器工作频率为20KHZ,要求系统具有平硬外特性和良好的动特性,电流、电压响应要求迅速由于全桥变换器可以提高变压器的利用率,减小开关元件的电压电流等级,传输主电路主要包括三部分:第一部分,输入整流滤波电路。
二极管DI —D4组成输入整流电路(实际电路用整流模块代替);电解电容CI 一C3和电阻RI、咫组成滤波电路。
第二部分,逆变器。
VTI 一VT4为功率开关管IGBT管,与降压变压器T组成逆变器;RS 一RS、CS 一CS、DS 一DS共同组成VTI 一VT4的RCD吸收网络,减少IGBT 开关过程电流、电压对管子的冲击。
第三部分,输出整流滤波电路。
快速整流二极管Dg、D10和直流电抗器LI共同组成单相全波整流滤波输出电路;电阻R3、R4和电容Cg、C10共同组成Dg、D10的RCD吸收网络。
该主电路工作原理为:单相220V电压经过单相桥式整流后,输出为带纹波的直流电压,再经过电解电容CI 一C3组成的滤波电路滤波后得到310V平直的直流电压。
当控制电路输出相同占空比的PWM脉冲控制IGBT,使它们轮流导通与关断,此时,直流电压被逆变成20K壬12的交流方波电压。
VTI、VT4和VTZ、VT3的轮流导通和关断使中频变压器TI的原边绕组上的电压为正负对称的方波。
变压器的次级绕组感应的交流方波电压大小采用PWM方式进行调节,即改变驱动脉冲的占空比实现。
变压器输出的交流方波电压经过快恢复二极管Dg和D10整流后变成方波直流电压,最后经过滤波电感(直流电抗器LI)滤波后输出较为平直的直流电压[6211631。
此时实现了对输出电流的恒流控制。
当控制电路输出不同占空比的PWM脉冲控制IGBT组VTI、VT4和VTZ、VT3的开通与关断,则逆变器输出频率为20KHZ,幅值相同但平均值不同的交流方波脉冲。
经过变压器降压整流滤波后,可以实现脉冲电流的输出。
可见,改变控制脉冲的占空比就可以调节焊机电源的输出。
PWM脉冲占空比通过软件程序设计,本系统选用相同占空比的PWM脉冲控制IGBT,使焊机输出连续的直流电压。
4.4主电路参数的设计计算4.4.1中频变压器的设计中频变压器主要作用是电压变换(降压)、功率传递和实现输人、输出之间的隔离由于中频变压器工作频率高达ZOKHz,它要求磁芯材料高频损耗尽可能小,此外还要求饱和磁通密度高,随工作温度升高,饱和磁密度的降低尽量小等。
对于上述要求,采用性价比较好的铁氧体材料做变压器磁芯,功率损耗明显减少。
实际制作的变压器磁芯采用双E型磁芯组合而成。
中频变压器一次侧为1组绕组N1 ,,二次侧为2组绕组N2、N3对称串联。
一次电压为方波电压,其幅值为电网输人电压U;经整流滤波后输出的电压,按电网峰值电压计算。
U, =V2 1=1.414x220 = 3114^ (4J)式中U I为中频变压器输入电压的幅值,取320V。
二次测电压U2,参考电机的输出空载电压70V,适量取大,留有一定的调节空间取80V,所以匝数比:n= /N?=32O/8O=4 (4.4)U:=U?N;/N3二32Q/4=80V*45)实际二次电压幅值358Fx21・9“皿(Wl 0.2Txl L8cm 2 x2= 16.6 (43)(4.9)在此选用EE118型铁氧体材料磁芯2组,每组磁芯有效截面积 A 为11.8cm 2,磁 通密度变量△ B 为0.2T 。
因为开关频率设定为 20KHZ ,周期T=50脚,考虑留有一定的 “死区负载”,防止IGBT 直导通。
因此,要求一个周期内导通时间t on <25心。
r rj**7 nt on =—^-x —= —x 25阳超 21.9严 (4.6)沏 6 2 80式中t oN 。
为每只IGBT 在一个周期内导通的最长时间,即最大脉冲宽度;焊机输出电压70V ,U 2为中频变压器二次测电压幅值 80V 。
电网输入电压经过整流后,电压最大值U } =V2x{7,xLlS = L414x220xL15 = 358r(4*7)式中1.15位电网波动系数。
所以变压器一次侧匝数至少为式中N1为中频变压器一次侧匝数,按 20匝算,U1m 为中频变压器输人电压最大值358V(考虑网压15%波动的峰值),空为中频变压器时磁芯磁通密度变量0.2T , A 为磁芯有效截面积 11.8cm 2。
次侧的匝数[9]N 2= N 3= 20/4 = 5 匝 4.4.2逆变器的设计弧焊逆变器是数字化焊机主电路的核心。