通用检验规范标准[详]
打磨、抛光通用检验规范
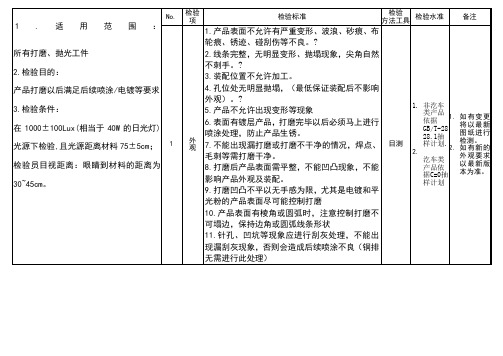
10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.线条完整,无明显变形、抛塌现象,尖角自然不刺手。?
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。?
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。?
电子料进料通用检验规范
将物料引脚浸入松香內 1 秒后,立即浸入温度为 250℃±5℃ 的锡炉內 3~5 秒,上锡面积应不小于浸锡面积;
V
每批只取其中1-2片作检验
材料名称:电阻器
检验
检验仪器
检 验 方 法 及 规 格 要 求
判定缺点类别
备注
项目
设备工具
CRI
MAJ
MIN
1.包装
目视
每一包装箱外及内盒上是否有相应之品名、规格、料号、供货商、出厂日期,物料标示单上月份标签颜色是否正确;
V
METER
5.DF值
LCRMETER
测试其DF值是否与规格承认书相符(记录数据5PCS);
V
6.防爆
直流电源
施加反向电压使其爆裂,检查是否从防爆孔处爆裂.(5Φ以上电解电容);
V
7.E.S.R
LCR
针对特殊要求之低内阻电解电容,测试其内阻必须小于,等于其标准值;
V
8.绝缘阻抗(适用时)
高压机
不得低于标准值(参照承认书);
V
2.外观
目视
目视检查外观是否不洁、变形、氧化.引脚是否有压伤或压痕;
V
目视检查外观是否破损、字体、正负极标示是否正确清楚,OEM兴安规报备物料须检查来料供货商是否为LIST中指之供货商,与样品是否相符;
V
3.尺寸
卡尺
本体长,宽、厚,孔径、脚径、脚距、编带宽、封装形式是否与承认相符;
V
4.电功能测试
1.包装
目视
每一包装箱外及内盒上是否有相应之品名、规格、料号、供货商、出厂日期,物料标示单上月份标签颜色是否正确;
V
有无混料(包括系列、规格、尺寸、颜色、日期)印字须清晰、包装箱变形、破损等情形;
产品通用检验规范
文件制修订记录1) 高压测试失败. ◆2) 无标记或无贴纸◆3) 电源线或电源插头绝缘层破损或裸露带电部份. ◆4) 电源线或电源插头绝缘层只有少许破损而没有裸露带电部份. ◆5) 开机冒烟或着火. ◆6) 因部品变形等问题而存在安全隐患. ◆(二) 电池1) 电池胀气或漏液◆5.4.2 仪器检测: 应根据各产品的<<功能测试>>作业指导书来进行有选择地检测; 现以音箱(喇叭)测试为例.5.4.2.1高压测试[参考于IEC60065]: 具有PSU(电源)的产品需进行高压测试, 但如果内部只含有电池(比如: Corsair耳机V2100)则不需要进行高压测试.5.4.2.1.1 高压参数设置:①﹤150V时高压设置:高压2000V;测试时间60S;漏电流5mA②≧150V时高压设置:高压3500V;测试时间60S;漏电流5mA.如下图1,高压测试失败会自动报警及红灯亮.图15.4.2.2 音箱(喇叭)极性5.4.2.2.1 将测试仪放于工作台面,插上电源,打开电源开关,电源指示灯点亮开始设置.5.4.2.2.2 将麦克风插入话筒输入界面,输出幅度打入到中位置,蜂鸣器打入正极,功能选择打入“极性”位.5.4.2.2.3 各部位设置完毕后,将麦克风对准副机喇叭处,此时极性仪为绿灯亮, 若红灯亮且蜂鸣器叫则为极性反.(备注: 请参考图2.)图25.4.2.3 扫频测试5.4.2.3.1 将扫频信号源的信号线接入测试治具.5.4.2.3.2 将音箱的信号线接入到测试治具.5.4.2.3.3 扫频测试信号强度以<<功能测试>>作业指导书为准, 下表为部分机型的测试信号强度(仅供参考).图3序号机型主机扫频测试信号副机扫频测试信号备注1 ABO582590-2701/270220Hz~7kHz, Max.16V./2 ABN585397-2701 200Hz~10kHz,7.4V./3 ABO170165-2701 20Hz~300Hz, 15V. /4 ABO1705175-2701200Hz~16kHz,7.5V./5 ABO582617-2701/270260Hz~10kHz,7.5V./6 ABO180246-2701 60Hz~10kHz,7.5V./7 ABO597525-2701 20Hz~300Hz,0.8V.4.5V, 200Hz ~ 2KHz 有源音箱表5.4.2.3.45.4.2.3.5 测试步骤a 将主机背板电源开关(或VOLUME钮)打至ON状态,此时LED指示灯亮;b. 将VOL、BASS开到最大,2个副机及低音箱应同时有声音,细听声音是否失真;c. 摇动低音箱及副机是否有断音/杂音;d. 分别转动VOLUME、TREBLE、BASS旋钮(从最小音量到最大音量、再从最大音量到最小音量), 细听声音是否各有变化;e. 插拔、转动所有连接AUDIO INPUT、AUDIO OUTPUT插座的音讯信号线插头2-3次, 细听是否有断音/杂音等;f. 拨动所有开关2-3次, 看是否有INT现象.5.4.2.3.6 敲机检查:在听音检查时,必须震动机身底部2-3次,细听是否有断音INT现象;听机检查完成后,摇机细听是否机内有元件松动或其它异物.5.4.2.3.7单手提产品局部, 确认部件是否有松脱现象.例如: 单手(扣住低音箱回音筒部位) 将低音箱提起来, 看回音筒是否有松脱现象; 单手(提)拉旋钮, 看产品被(提起或)拖动时旋钮是否有松脱.5.4.2.3.8 待机功耗测试: 在不输入信号、额定供电的情况下, 将被测产品接好到功耗测试仪上,在5分钟或2个小时后, 产品应处于待机状态、并且功耗测试仪显示待机功率(如: <<图5.4.2.3.8>>中的0.45W).图5.4.2.3.85.4.2.3.9 包装前设置: 所有测试完成后,对于有电源开关的机型, 将主机电源开关打至OFF状态, 然后将所有旋钮(如BASS 钮、VOLUME钮等)旋至机械中间状态, 若线控盒有开关则应打至ON状态;对于没有电源开关的机型, 将主机线控盒开关打至OFF状态, 然后将所有旋钮如BASS钮、VOLUME钮等)旋至机械中间状态;6.7 <<产品鉴别与追溯程序>>6.8 各产品相关SOP(即生产部作业指导书)等.7. 参考表单7.1 <<出货通知单>>7.2 <<产品送检明细>>7.3 <<质量异常处理单>>7.4 <<OQC产品让步清单>>7.5 <<OQC日常检查报表>>7.6 <<OQC产品出货报告>>7.7 <<IPQC成品巡检日报表>>7.8 <<产品出货最终检验报表>>7.9 <<待确认单>>7.10 <<拒收单>>7.11 <<信赖性测试报告>>7.12 <<来料检查表(电子)>>7.13 <<来料检查表(五金)>>7.14 <<来料检查表(塑胶)>>7.15 <<来料检查表(包材)>>7.16 <<质量异常联络单>>同意以上作业:IPQC: 制造:QA: 仓库:业务:。
外观通用检验规范
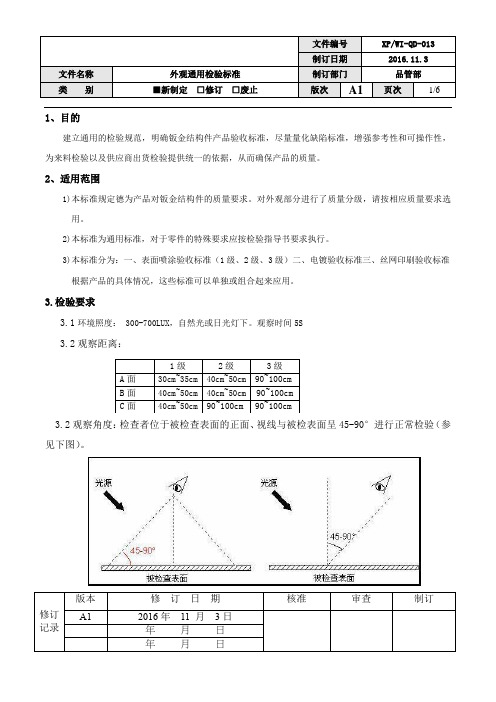
类 别■新制定 □修订 □废止版次A1页次1/6修订记录版本修 订 日 期 核准审查制订A1 2016年 11 月 3日年 月 日 1、目的建立通用的检验规范,明确钣金结构件产品验收标准,尽量量化缺陷标准,增强参考性和可操作性,为来料检验以及供应商出货检验提供统一的依据,从而确保产品的质量。
2、适用范围1)本标准规定德为产品对钣金结构件的质量要求。
对外观部分进行了质量分级,请按相应质量要求选用。
2)本标准为通用标准,对于零件的特殊要求应按检验指导书要求执行。
3)本标准分为:一、表面喷涂验收标准(1级、2级、3级)二、电镀验收标准三、丝网印刷验收标准 根据产品的具体情况,这些标准可以单独或组合起来应用。
3.检验要求3.1环境照度: 300-700LUX ,自然光或日光灯下。
观察时间5S 3.2观察距离:3.2观察角度:检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(参见下图)。
1级 2级 3级 A 面 30cm~35cm 40cm~50cm 90~100cm B 面 40cm~50cm 40cm~50cm 90~100cm C 面 40cm~50cm 90~100cm 90~100cm类别■新制定□修订□废止版次A1 页次2/6修订记录版本修订日期核准审查制订A12016年11 月3日年月日4.缺陷定义:Note.1 Note.2 Note.3点状缺陷:线状缺陷:当L>2W时按Note.2d=(a+b)/2 W: width, L:length,当L≤2W时按Note.15.字母定义L:长度,W:宽度,d:直径,D:缺陷间的距离,N:缺陷数量,ΔE:色差值。
6.验收标准6.1表面喷涂验收标准序号检验项目检查面1级2级3级工具1 色差A、B、C ΔE≤1.0 ΔE≤1.5 ΔE≤3.0 色板、色差仪2 涂膜光泽、纹理A、B、C 对比色板,无明显差异目视、色板3 附着力A、B、C 百格测试,剥离面积不可有超过总体面积5%以上。
通用检验规范标准

一、检验目的:为确保成品符合顾客要求,防止不合格品出货。
为成品试做、验证和量产提供检验依据。
二、适用机种模组及模组以下背光三、检验条件3.1、检验环境:温度(20~25℃),湿度(55±10%RH);3.2、检验照度:3.3、画质检验视距:外观检验:看清不良距离为准。
3.4、检验视角:正看正视角:垂直90°侧看侧视角:水平方向±45°(及上下),垂直方向±45°(及左右);3.5、检验工具:点线规、ND filter、塞规、游标卡尺、千分尺等工具;3.6、检验&判定方法:点、线、面不良检验和判断3.7、项目定义:D=大小W=线经(宽度)L=长度N=个数a、单一点不良:大于1/2 sub-pixel计为一个点不良;b、两连点不良=一对点=两个点,如下图:c、亮点:在暗黑画面、灰画面能看到发光的点不良(包括异物、CF不良);d、暗点:在白画面、R\G\B、灰画面可见黑暗的点不良(不包括异物);e、点状不良:f、线状不良:g 、显示区域分为9等分,中间区域为A区(及5区),其它区域为B区。
四、LCM点灯画面:编号显示画面主要检验内容检查方法11、RGB色不均;2、黑点总数;3、CF不良;4、cell 异物;5、线缺陷等不良。
6、点、线,画异等。
1、在红、绿、蓝画面下,用肉眼辨认其黑点欠陷的个数.2、在红、绿、蓝画面下,用肉眼可以辨认的2连续、3连续以上的点欠陷组数.3、肉眼辨认发光异物大小和个数(用放大镜加以确认之)2 34全黑画面1、线缺陷,干扰线;2、亮点(微辉点、CF不良);3、偏光片不良、污迹、条纹;4、cell漏光、色斑(偏光片偏光度),液晶分布不均(PushMura)用点线规和滤光片(根据不同客户和等级的要求选择不同种类的滤光片)判定其等级5全白255全白画面+敲击1、黑点、异物,白点;2、暗线、弱线、干扰线;3、暗影,漏光;4、白块、污等。
结构件通用检验规范

大唐联仪科技有限公司质量体系文件结构件通用检验规范(V 1.0)责任人:吴志雄审核:张钢批准:范炬2013 -11 –8发布2013 –11-9 实施大唐联仪科技有限公司发布目录1 范围 (3)2 规范性引用文件 (3)3 检验依据 (3)4 术语与定义 (3)4.1缺陷定义 (3)4.2表面等级定义 (4)5 检验 (5)5.1 检验环境 (6)5.2检验方式 (6)5.3 检验程序 (6)5.4检验内容及方法 (6)5.4.1文件齐套性检验 (6)5.4.2 形状尺寸检验 (7)5.4.3焊接工艺检验 (8)5.4.4装配性能检验 (9)5.4.5外观检验 (9)1 范围本规程规定了结构件产品的通用检验要求和检验方法。
本规程适用于指导各种结构件产品的检验,包括结构零件、结构部件及其他由结构件和非混合组装而成的产品。
本规程适用于各个阶段对于结构件产品实施的检验,包括来料检验、工序检验、整机检验。
本文档为通用文件,当某一或者某些结构件产品有独立成文的检验规范或质量要求时,应以其独立成文的检验规范和质量要求为标准。
2 规范性引用文件下列文件对于本文件的引用是必不可少的,凡是注明日期的标准文件,仅注日期的版本适用于本文件,凡是不注明日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1.1-2009 标准化工作指导第1部分:标准的结构和编写GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差GB/T 1184-96 形状和位置公差未注公差值GB/T 9286-1998 色漆和清漆漆膜的划格试验GB/2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3 检验依据本文档为通用文件,当某一或者某些结构件产品有独立成文的检验规范或质量要求时,应按照独立成文的检验规范和质量要求进行合格与否的判定。
DTM 0.006.211 JG 结构件通用检验规范DTM 0.006.215 JG 面板检验规范结构件外检检验标准9.184 术语与定义4.1缺陷定义致命缺陷(CR):有可能危及顾客生命财产安全的缺陷重缺陷(MA):对产品装配或产品使用性能会造成较大影响的缺陷,如:重要尺寸的超差,重要技术要求的不满足,外观件的表面缺陷等。
注塑件通用检验规范

注塑件通用检验规范--01(总9页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--注塑件通用检验规范福建神州电子有限公司文件类别:检验规范文件标号:SZPG-2010-01更换:发布日期:版本:C页数:1、检验依据进料检验规范;技术图纸;检验样板;原材料规格书2、抽样方案按,一般检查水平II进行抽样检验3、质量合格水平按AQL值:严重缺陷(CRI)AC=0;RE=1,主要缺陷(MAJ)=;轻缺陷(MIN)=4、检测工具及检测条件检测工具游标卡尺、色差计、厚薄仪、点线规污点卡投影片、漆膜划格仪、硬度测试仪、3M600胶带、医用纯酒精(乙醇95%)、耐磨仪、扭力计检测条件1)照度要求:要求在自然光或照度为400~500Lux的近似自然光下检验,如在40W日光灯或60W普通灯泡下。
光源位于被检查表面正上方450范围内,距被测物表面约500~550mm.。
2)检验员要求:要求检验员作业时位于被检查设备的正面,视线与被检查表面呈450~900角进行检验。
检验员须具有正常色感,视力或矫正视力应不低于,检验时不能使用放大镜。
3)不同等级面的检验要求表一不同等级面的检验要求检验条件A级表面B级表面C级表面检查时间(S)1053300~350检查距离(mm)是否旋转上下左右旋转不旋转不旋转1505、注塑件检验规范适用范围:适用于本公司无特殊要求的注塑件(包括喷漆后注塑件)来料检验。
判定总则1)可接收的等级面缺陷不能影响产品的正常装配和功能,否则仍判不合格。
2)有封样或图纸上有特殊要求的零部件,其对应的缺陷优先按其限度样板或技术要求的标准进行判断。
3)对某一缺陷判定有歧异,或者出现本规范中未定义的缺陷时,由IQC工程师进行仲裁判定并签订限度样品。
4)对同时存在轻缺陷和重缺陷的物料,判断是取重缺陷的AQL值。
5)同一表面不能聚集过多,实际缺陷数量不能超过缺陷允收表规定的缺陷数N。
PCBA焊锡作业标准及通用检验标准
PCBA焊锡作业标准及通用检验标准PCB(Printed Circuit Board)焊锡作业标准是指用于PCB焊接过程中的操作标准和要求。
通用检验标准是指对焊锡作业进行检验的标准和方法。
以下是PCB焊锡作业标准及通用检验标准的详细内容。
一、PCB焊锡作业标准1.焊锡前准备:(1)确认焊锡台的操作规范和安全操作要求。
(2)准备焊锡台所需的工具和材料,如焊锡站、焊锡锅、焊锡丝、镊子等。
(3)检查焊锡台的工作状态,确保温度、电源等参数正常。
2.焊锡:(1)根据焊接要求选择合适的焊锡丝,确认规格和型号是否正确。
(2)将焊锡丝插入焊锡锅中,使其均匀分布,并保持在适当的温度下。
(3)根据焊接要求,调整焊锡锅的温度,以确保焊锡的熔点适合焊接。
(4)将焊锡台置于稳定的桌面上,并调整焊锡锅和焊锡站的位置,使其便于操作。
(5)根据焊接板的连接需要,选择合适的焊锡方式,如点焊、波峰焊等。
(6)将焊锡台插入电源,开启电源,待焊锡锅温度达到预设温度时,即可进行焊锡作业。
3.焊锡操作:(1)根据焊接板的要求,将焊锡丝加热熔化,使其变为液态。
(2)将焊锡丝沿着焊接板的焊盘或焊脚上涂抹,确保焊锡覆盖完整且与焊盘或焊脚接触紧密。
(3)焊锡过程中,保持焊锡锅温度适宜,避免焊锡过热或过冷,影响焊接效果。
(4)焊锡完毕后,用镊子将焊锡丝修剪整齐,确保焊接部位平整、美观。
4.清洁和保养:(1)焊锡作业完成后,及时清洁焊锡台和焊锡锅,以防止焊锡残渣附着和污染。
(2)定期检查焊锡台和焊锡锅的工作状态,维护和保养设备,确保其正常运行。
1.外观检查:(1)检查焊接部位的焊锡覆盖是否均匀,焊接点和焊脚是否有无焊、短路等情况。
(2)检查焊接部位是否有焊渣、焊尖等残留物,以及焊接面是否平整、光滑。
2.尺寸检查:(1)测量焊接部位的焊盘或焊脚的尺寸是否符合设计要求。
(2)检查焊接部位的间距是否一致,焊点与焊点之间是否存在短路现象。
3.电性能检查:(1)使用万用表或特定仪器测量焊接点的电阻值,确认焊接是否牢固,导通性良好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、检验目的:为确保成品符合顾客要求,防止不合格品出货。
为成品试做、验证和量产提
供检验依据。
二、适用机种
模组及模组以下背光
三、检验条件
3.1、检验环境:温度(20~25℃),湿度(55±10%RH);
3.2、检验照度:
3.3、画质检验视距:
外观检验:看清不良距离为准。
3.4、检验视角:
正看正视角:垂直90°
侧看侧视角:水平方向±45°(及上下),垂直方向±45°(及左右);
3.5、检验工具:点线规、ND filter、塞规、游标卡尺、千分尺等工具;
3.6、检验&判定方法:点、线、面不良检验和判断
3.7、项目定义:
D=大小 W=线经(宽度) L=长度 N=个数
a、单一点不良:大于1/2 sub-pixel计为一个点不良;
b、两连点不良=一对点=两个点,如下图:
c、亮点:在暗黑画面、灰画面能看到发光的点不良(包括异物、CF不良);
d、暗点:在白画面、 R\G\B、灰画面可见黑暗的点不良(不包括异物);
e、点状不良:
f、线状不良:
g 、显示区域分为9等分,中间区域为A区(及5区),其它区域为B区。
四、LCM点灯画面:
编号显示画面主要检验容检查方法
1 1、RGB色不均;
2、黑点总数;
3、CF不良;
4、cell 异物;
5、线缺陷等不良。
6、点、线,画异等。
1、在红、绿、蓝画面下,用肉眼辨认其黑点欠陷的个数.2、在红、绿、蓝画面下,用肉眼可以辨认的2连续、3连续以上的点欠陷组数.
3、肉眼辨认发光异物大小和个数(用放大镜加以确认之)
2 3
4
1、线缺陷,干扰线;
2、亮点(微辉点、CF不良);用点线规和滤光片(根据不同客户和等级的要求选择不同种
B区B区B区B区A区B区B区B区B区
全黑画面3、偏光片不良、污迹、条纹;
4、cell漏光、色斑(偏光片
偏光度),液晶分布不均(Push
Mura)
类的滤光片)判定其等级
5
全白 255
全白画面+敲击1、黑点、异物,白点;
2、暗线、弱线、干扰线;
3、暗影,漏光;
4、白块、污等。
5、拖影、残影。
1、从残影画面切换到白画面
后,作业员在远距离检查暗影、
污等面不良;
2、近距离检查异物、暗点等点
不良。
6
50%灰画面判断是否出现Cell MURA
用6% ND Filter;
靠近panel面2cm判定。
五、不良判定规格
5.1、Cell显示不良(标准3-3-5 5-5-8两种方式)
A+级
全无亮点或暗点,且屏无任何缺陷;
A级:
暗点3-3-5标准(B区允许3个单明点或3个单暗点数合起来不超过5个点,B区2连接暗点允许有1组;
B区刺伤:允许有2个(视为2个亮点/暗点)D≤0.3mm H≤0.1,其它异物、污点允许3个(0.3mm<D≤ 0.5mm,N≤4);轻微MURA:(画面显示不均匀)单色画面下8%ND(滤光片)不可见、动态不可见。
A-级:
暗点3-3-5标准(B区允许3个单明点或3个单暗点数合起来不超过5个点,B区2连接暗点允许有1组;
A区允许有1个亮点或暗点:D≤0.5mm;连点:允许2连亮或暗点1组;
偏光片线状伤:0.01mm<W≤0.2mm 2mm<L≤5mm黑色画面隐约可见,其他画面不可见;
轻微漏光:(黑色画面)允许有,6%ND(滤光片)不可见;(热XIAOYUDENGYU2MM L≤5mm,N≤2);
异物、污点:A区允许有2个(0.3mm<D≤0.5mm,L小于等于5mm,N≤4);
暗影/拖影:菜单或PC桌面轻微模糊(动态不可见),6%ND(滤光片)不可见;
MURA(画面显示不均匀):白画面或PC桌面轻微可见(6%ND滤光片不可见),流动画面不可见;
压伤:白画面及PC画面轻微(6%ND滤光片不可见),流动画面不可见;允许有两处(D
≤6mm L≥10mm);
轻微显示粗糙:不可调且流动画面不可见;
气泡/凹痕:0.3mm<D≤0.5mm N≤3.
B级:
超出3-3-5标准,(整个画面超过3个单明点数或3个单暗点数合起来超过5个点);
白斑或亮斑:PC画面可见,流动画面可见;
异物、污点:D≥0.5mm L≤15mm;B区任有一个点,D<2mm;
气泡/凹痕:D≥0.3mm L≤15mm N≥5;
膜脏(线状猫屑/异物类):W≥0.05mm L≥5mm,N≥4;
漏光:L≥3mm N≥3且动态可见NG;
偏光片划伤:W≥0.2mm L≥15mm;
严重压伤、水印、MURA(动态画面很明显),严重显示暗,6%ND可见。
5.2、LCM B/L不良
5.3、外观不良——上POL表面
5.4、外观不良——模组外观
5.4、其它
品味性不良与客户协商,依客户签订样品为准。
制定:永健审核:客户承认:
品质协议
一、目的:
明确玻璃不良处理流程及责任。
二、适用机种:
所有客户提供的玻璃及重要物料
三、我司玻璃检验流程:
我司生产作业与检验会采取相应的静电防护及COF保护措施,对玻璃采取2道检验。
A IQC来料线前检验检验方式为 100%全检或者依客户要求进行比例抽检。
检出不良为:来料不良。
B OQC出货对模组100%检验,上线产生不良分为
1.玻璃外观不良破片刮伤 COF断裂
2.玻璃功能不良暗线色点画异闪屏等不良。
上线不良产生原因说明:
1.外观不良因人员作业失误造成外观损伤,玻璃不可使用。
2.玻璃功能不良不稳定因素,此问题各原厂都无法保证的(如玻璃原厂出厂会200%检验,客户再次检验以及加工厂整机厂生产都会出现玻璃功能不良)。
检验测试版存在差异测试板板与板之间存在差异,如有部分测试板无法检验出色淡暗线亮暗点等。
人员品质意识不强造成漏失综合上述得出以下结论:
玻璃功能不良不稳定+检验测试版差异+人员漏失=导致线前检验不能100检出玻璃功能不良。
.
四、责任归属:
我司责任:
上线后因作业问题造成的外观损伤(如破片 COG损伤刮伤等)因外观损伤导致玻璃功能异常无常使用,造成的损耗此部分责任为我司生产责任,依客户给出的作业不良比例3‰吸收,超出部分损失由我司承担,其它说明。
客户及原厂责任:
未上线IQC检出的来料不良及上线后的功能不良,此部分责任为客户,此部分因玻璃原厂问题造成还需客户找原厂处理,维修或者其它处理方式。
客户承认:
制定:创宇伦背光事业部
审核:
WORD版本。