FANUC伺服参数的初始化设置
FANUCS系列数字式主轴驱动器的参数初始化与设定

FANUCS 系列数字式主轴驱动器的参数初始化与设定在数字式主轴驱动器的维修过程中,有时会出现由于偶然性干扰或误操作引起驱动器内部参数的混乱或丢失,在这种情况下,需要进行参数的重新设定与参数的初始化操作进行恢复。
此外,在驱动器出现“A”、“AL~17”等有关CPU、ROM 的原因不明的偶发性报警时,通过参数的初始化操作,往往可以排除故障,恢复驱动器的正常工作。
A06B-6059 系列数字式主轴驱动器参数的初始化操作与参数设定的方法如下:(1)参数的初始化操作FANUCA06B-6059 系列数字式主轴驱动器参数的初始化操作按以下步骤进行:1)切断驱动器电源,将设定端S1 置TEST(在1S~3S 软件版本13B 前将SH 置SET)。
2)接通驱动器电源。
3)同时按住MODE、UP、DOWN、DA TASET4 个键,并保持1s 以上。
4)当显示器由全暗变为“FFFFF”后,松开全部键。
5)同时按住MODE、UP 键,使参数显示FC-22。
6)按住DA TASET 键 1 秒以上,显示器显示“GOOD”,标准参数写入完成。
7)切断驱动器电源,将S1(SH)重新置“DRIVE”。
8)如需要,在接通电源后再进行其他参数的调整和设定。
通过以上操作,可以使参数F41~F53 恢复到出厂设定值,同时清除有关CPUROM 的原因不明的偶发性故障。
(2)参数的显示与写入操作当驱动器参数需要检查或调整时,可以按照以下步骤进行:1)接通驱动器电源。
2)时按住MODE、UP、DOWN、DA TASET 四个键,并保持1s 以上。
3)当显示器由全暗变为“FFFFF”后,松开全部键。
4)同时按住MODE、UP 键,参数号增加:同时按住MODE、DOWN 键,参数号减少。
5)松开MODE、UP(DOWN)键后,显示参数值。
6)在松开MODE 键10s 后,显示回到转速显示方式。
参数的修改步骤如下:1)按以上第1~5 步骤选择需要修改的参数显示。
FANUC系统的伺服调整

小结
通过以上几方面的调整,基本能满足一般 模具加工的加工精度方面需要。当然,如 果对表面光洁度和精度要求比较高,仅依 靠以上的参数调整还不能满足要求,只能 通过提高系统的配置来达到,比如,增加AI 轮廓控制或高速高精度轮廓控制加上DATA SERVER(数据服务器)。系统也要选用 0IMB 或18IMB等高档数控系统。
背隙加速功能的调整
由于机械摩擦和反向间隙的存在, 机床电机在换向时会产生延时, 形成过象限突起或过切,如图所 示:(以铣圆为例, 左图出现突起, 右图出现过切。
调整步骤: 按前述1)—2)步骤调整。 背隙补偿量:1851最好用千分表实测。 背隙加速有效:2003#5=1。 背隙加速量:2048,一般设为600。 背隙加速有效的时间:2071。设定50-100。 如果还有过切,可设定背隙加速停止有效:2009#7;加速停止的时间:2082,
伺服参数初始化设定
首先把3111#0 SVS设定为1, 显现伺服设定和伺服调整画面
翻到伺服参数设定画面,设定 各项(如果是全闭环,先按半 闭环设定)。
1).第一项(初始化位)设定为0,第二项为电机代码。由电机代码 表查出,第三项不设定,第四项CMR=2,(车床的X轴为1)。
2).柔性齿轮比N/M按以下公式计算:
增加前馈功能。 参数设定: PI 控制有效:2003#5 设定为1。 前馈功能有效:2005#1 设定为1 。 前馈因子: 2068 设定为70或7000左右。 速度环前馈因子: 2069设定为50左右。
调整时可通过观察伺服诊断画面的伺服跟随误差,越小表示加工出的工件效果越好。 如果有伺服调试板,可直接观察圆的误差(Circle mode)
伺服波形显示
➢ 参数3112#0=1(调整完后, 一 要 还 原 为 0), 关机 再 开。
Fanuc系统的伺服初始化
日本FANUC数控系统,当系统在初始安装时或现有的伺服驱动、伺服电机更换时,再或因为更换电池等原因,使伺服参数出现错误时,必须对伺服系统进行初始化处理与重新调整。
否则数控系统与现有的软硬件无法进行“沟通”。
在进行系统及数字伺服初始化前时,应首先确认以下基本数据,以便进行初始化工作。
1,数控系统的型号。
2,伺服电动机的型号、规格、电动机代码。
3,电动机内装的脉冲编码器的型号、规格。
4,伺服系统是否使用外部位置检测器件,如使用,需要确认其规格型号。
5,电动机每转对应的工作台移动距离。
6,机床的检测单位。
7,数控系统的指令单位。
对于FANUC l6/18/20/21系列数控系统,要想进行伺服初始化,必须先将参数PRM3111之零位设定为“1”,使伺服参数页面可以在CRT上显示(此参数关机重开后生效)。
按“SYSTEM”键,选择“系统”显示页面。
再按次序依次操作“软功能键”〖SYSTEM〗→〖>〗→〖SV-PRM〗或〗〖SP-PRM〗。
出现了系统伺服初始化画面!现对各项作简要说明,非常重要!初始设定位:对应系统参数2000.设定时第三位自动变成1,根据脉冲编码器的脉冲数系统自动计算参数2043、2044、2047、2053、2054、2056、2057、2059、2074、2076的值;第一位对是否需要进行初始化设定作出选择;第零位对是否需要对参数2023、2024的值乘以10倍作出选择。
电机ID 号:如同网络一样,数控系统需要知道配套FANUC伺服电机的身份。
具体ID号需查日本FANUC系统资料。
每种电机的型号对应一个ID号。
任意AMR功能:注意该参数只能设定为00000000。
CMR指令倍比:CMR为1/2-1/27 时,设定值=1/CMR+100;CMR为0.5-48时,设定值=2XCMR;进给柔性比N/M(F.FG):太复杂,先只能说N对应参数2084,M对应参数2085.对于全闭环与半闭环系统分别有不同的设定方法。
FANUC伺服电机规格及初始化
额定输出 (kW) 0.05 0.1 0.13 0.2 0.4 0.5 0.75 1.2 1.4 1.8 2.5
堵转转矩 (Nm) 0.16 0.32 0.4 0.65 1.3
2
3.5
7
11 11 20
最高转速 (min-1) 5000 5000 5000 5000 5000 4000 4000 3000 2000 3000 2000
扭矩
+ αiSP 15
(N・m)
160
140Nm
120 30min. 输出区域
βiIP 18/6000
+ βiSVSP 40/40/40-11
扭矩 (N・m)
160
140Nm
15min. 输出区域
120 60min. 输出区域
80 连续输出区域
80 连续输出区域
40
750 0
0
1500 3000 4500
BBEEIJIJININGG--FFAANNUUCC
2
ββiSiS伺伺服服电电机机
• 外形紧凑适用于小型机械 • 电机平滑旋转实现高精度切削 • 高可靠性、高性价比 • 小型·高分辨率的βi 脉冲编码器(131,072 / rev) • ID信息、温度信息输出到CNC • 高精度工作机械用伺服电机( biS2 ~ biS22 ) • 0i-C, 0iMate-C系统使用
βiI 3/10000
输出
(kW) 60分输出区域 15分输出区域
5.5
10000
3.7
0
3kW
连续输出区域
2.2kW
2000
1500 4500 (min -1) 10000
4
bbiIipIp主主轴轴电电机机
发那科数控系统的基本参数设定一

图3-1 回零画面
手动连续进给速度由参数1423 设定。按快 速移动开关,以1424 设定的速度移动机床。
机床移动的最小距离是最小增量单位。每一步可以 是最小输入增量单位的1 倍、10 倍、100 倍或 1000 倍。当没有手摇时,此方式有效。如图3-3.
用开关选择移动轴和倍率。如图3-4
当系统第一次通电时,需要进行全清处理,(上电时,同时按 MDI 面板上RESET+DEL)。
参数设定支援画面显示方法: 通过以下步骤可显示该画面。 操作步骤:按下功能键[SYSTEM]后,按继续菜单键[+]数次,显
示软键[PRM 设定]。 按下软键[PRM 设定],出现参数设定支援画面。
精品课件!
精品课件!
将光标移动到伺服设定上然后按操作键进 入选择界面,如下图:
在此界面按选择键进入伺服设定画面,如 下图:
在此界面按向右扩展键进入菜单与பைடு நூலகம்换画 面,如下图:
在此界面按切换键进入伺服初始化界面, 如下图:
第一项为机床初始化位,初始化时设定为0,也可以设定参数 1902#0 位为0设置完成后重启,此时应该无任何报警出现,表 示设置完成。
主要是进行伺服的监视,如位置环增益、位置误差、 电流、速度等,按SYSTEM键后按右扩展键出现SV 设 定,图3-12
主要是进行主轴状态的监视,如主轴报警、运行方式、 速度、负载表等。按SYSTEM 键后按右扩展键出现SP 设定,图3-13.
伺服初始化参数的设置,进入初始化界面操作方法:首先连 续按【SYSTEM】键3 次进入参数设定支援画面如图:
任务要求: 1、 了解发那科系统参数设定画面 2、 掌握基本参数的含义 3、 了解基本参数的设定
1. 和机床加工操作有关的画面操作 1.1 回零点方式 回零方式,主要是进行机床机械坐标系的设定,选
伺服参数初始化操作

第三讲伺服参数的初始化FANUC0i-MateD系列画面说明功能键::按此键显示位置显示画面。
:按此键显示偏置/设定画面。
:按此键显示程序画面。
:按此键显示系统画面。
:按此键显示信息画面。
:按此键显示图形画面。
1、伺服参数的作用实现数控系统与机床结构和机床各种功能的匹配,使数控机床的性能达到最佳。
2、伺服参数初始化设定的页面介绍P105(1)在MDI方式下,按下【OFS/SET】,再单击【设定】,选择设定页面,确认“写参数=1”,如图4-1所示。
图4-1 设定画面图4-2 修改参数(2)设置参数#3111.0=1(设1后应关机,再开机)允许显示伺服参数初始化设定页面和伺服参数调整页面。
(3)显示伺服参数初始化设定页面的步骤:1)按功能键【SYSTEM】和软键【+】,出现如图4-4所示画面。
图4-3 系统功能键图4-4 参数界面2)按软键【SV设定】出现如图4-5所示伺服设定画面。
3)伺服参数初始化设定页面与参数的对应关系如图4-6所示。
(4)伺服参数的主要内容FANUC数控系统的伺服参数是很丰富的,具体伺服电机参数可以参考伺服电机参数手册,现在仅介绍参数初始化和微小调整使用的一些参数。
图4-5 a) 伺服设定画面图4-5 b) 伺服设定画面图4-5 c) 伺服设定画面图4-5 d) 伺服设定画面1)初始化设定位NO 2000#0(PLC01):设定为“0”时,检测单位为1μm,FANUC系统使用参数2023(速度脉冲数)、2024(位置脉冲数)。
设定为“1”时,检测单位为0.1μm,把上面系统参数的数值乘10倍。
#1(DGPRM):设定为“0”时,系统进行数字伺服参数初始化设定,当伺服参数初始化后,该位自动变成“1”。
#3(PRMCAL):进行伺服初始化设定时,该位自动变成“1”(FANUC—OC/OD系统无此功能)。
根据编码器的脉冲数自动计算下列参数:PRM2043、PRM2044、PRM2047、PRM2053、PRM2054、PRM2056、PRM2057、PRM2059、PRM2074、PRM2076。
论FANUC数控机床的伺服设定及调整
论FANUC数控机床的伺服设定及调整进入二十一世纪,数控机床在工业上的应用越来越广泛,我国的数控机床占有量已经排名世界前列。
在众多数控系统中,FANUC数控系统是目前国内也是世界上市场占有率最高的数控系统,虽然FANUC数控系统的可靠性非常高,但是由于目前国内的操作工对数控机床的保养及维修技术不够精通,经常出现对数控机床的误操作或者数据的误删除,从而导致数控设备的故障。
伺服报警是FANCU数控机床常见的报警之一,文章通过对伺服系统原理以及伺服参数设定的讲解让操作者对FANUC伺服系统的设定及调整有个基础的认识,从而可以使操作者能对一些常见的伺服报警进行处理。
标签:FANUC;数控机床;数控维修;伺服参数;伺服调整1 伺服系统基本参数的设置FSSB中文全称为高速串行伺服总线,将CNC控制器和多个伺服放大器通过高速串行伺服总线用一根光缆进行连接,从而提高伺服运行的可靠性。
使用高速串行伺服總线对进给轴进行控制时,需要设定如下的参数:No.1023、No.1905、No.1936、1937、No.14340~14349、No.14376~14391。
设定这些参数的方法有如下3种。
1.1 手动设定1首先设定参数No.1023,从而默认的轴设定完成。
由此就不需要设定参数(No.1905,No.1936、1937,No.14340~14349,No.14376~14391),也不会进行自动设定。
但是此项设定方法设定的参数不完整。
1.2 手动设定2直接输入所有参数(No.1023,No.1905,No.1936、1937,No.14340~14349,No.14376~14391)。
1.3 自动设定进入伺服设定画面,设定轴和放大器的关系,数控系统进行轴设定的自动计算,即自动设定相关参数(No.1023,No.1905,No.1936、1937、No.14340~14349,No.14376~14391)。
2 伺服参数的设置2.1 设定编码器类型和选择设定方式参数1815#5 数控系统是否使用分离型脉冲编码器0:不使用半闭环时1:使用全闭环时参数1902#1 FSSB的设定方式为自动时0:自动设定未完成1:自动设定已完成(1902#O设为0并重启后自动置1)参数1902#0 0:FSSB的设定方式为自动方式1:FSSB的设定方式为手动方式2.2 进入伺服设定画面“伺服设定”页面中各项目含义如下所示。
FANUC伺服参数的初始化设置
FANUC数字伺服参数的初始化设置1-4 数字伺服参数的初始化设置由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM中。
通电时数控系统根据所设定的电机规格号和其它适配参数——如齿轮传动比、检测倍乘比、电机方向等,加载所需的伺服数据到工作存储区(伺服ROM中写有各种规格的伺服控制数据),而初始化设定正是进行电机规格号和其它适配参数的设定。
设定方法如下:1. 在紧急停止状态,接通电源。
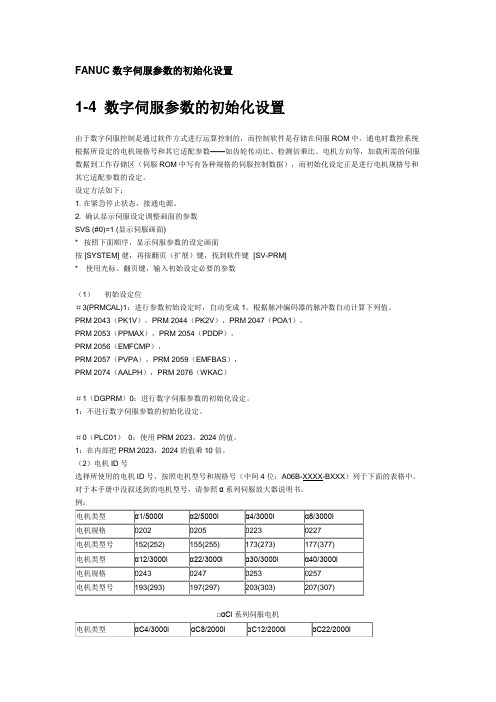
2. 确认显示伺服设定调整画面的参数SVS (#0)=1 (显示伺服画面)* 按照下面顺序,显示伺服参数的设定画面按 [SYSTEM] 健,再按翻页(扩展)键,找到软件键 [SV-PRM]* 使用光标、翻页键,输入初始设定必要的参数(1)初始设定位#3(PRMCAL)1:进行参数初始设定时,自动变成1。
根据脉冲编码器的脉冲数自动计算下列值。
PRM 2043(PK1V),PRM 2044(PK2V),PRM 2047(POA1),PRM 2053(PPMAX),PRM 2054(PDDP),PRM 2056(EMFCMP),PRM 2057(PVPA),PRM 2059(EMFBAS),PRM 2074(AALPH),PRM 2076(WKAC)#1(DGPRM)0:进行数字伺服参数的初始化设定。
1:不进行数字伺服参数的初始化设定。
#0(PLC01)0:使用PRM 2023,2024的值。
1:在内部把PRM 2023,2024的值乘10倍。
(2)电机ID号选择所使用的电机ID号,按照电机型号和规格号(中间4位:A06B-XXXX-BXXX)列于下面的表格中。
对于本手册中没叙述到的电机型号,请参照α系列伺服放大器说明书。
例:□αCi系列伺服电机(3)任意AMR功能(4)CMR(5)关断电源,然后再打开电源。
(6)进给齿轮比N/M(F.FG)。
[例]对检测单位为1μm,指定如下:[例]对旋转轴,机械有一1/10的减速齿轮和设定为1000度的检测单位,则电机每转一转工作台旋转360/10度的移动量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC数字伺服参数的初始化设置
1-4 数字伺服参数的初始化设置
由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM中。
通电时数控系统根据所设定的电机规格号和其它适配参数——如齿轮传动比、检测倍乘比、电机方向等,加载所需的伺服数据到工作存储区(伺服ROM中写有各种规格的伺服控制数据),而初始化设定正是进行电机规格号和其它适配参数的设定。
设定方法如下:
1. 在紧急停止状态,接通电源。
2. 确认显示伺服设定调整画面的参数
SVS (#0)=1 (显示伺服画面)
* 按照下面顺序,显示伺服参数的设定画面
按 [SYSTEM] 健,再按翻页(扩展)键,找到软件键 [SV-PRM]
* 使用光标、翻页键,输入初始设定必要的参数
(1)初始设定位
#3(PRMCAL)1:进行参数初始设定时,自动变成1。
根据脉冲编码器的脉冲数自动计算下列值。
PRM 2043(PK1V),PRM 2044(PK2V),PRM 2047(POA1),
PRM 2053(PPMAX),PRM 2054(PDDP),
PRM 2056(EMFCMP),
PRM 2057(PVPA),PRM 2059(EMFBAS),
PRM 2074(AALPH),PRM 2076(WKAC)
#1(DGPRM)0:进行数字伺服参数的初始化设定。
1:不进行数字伺服参数的初始化设定。
#0(PLC01)0:使用PRM 2023,2024的值。
1:在内部把PRM 2023,2024的值乘10倍。
(2)电机ID号
选择所使用的电机ID号,按照电机型号和规格号(中间4位:A06B-XXXX-BXXX)列于下面的表格中。
对于本手册中没叙述到的电机型号,请参照α系列伺服放大器说明书。
例:
□αCi系列伺服电机
(3)任意AMR功能
(4)CMR
(5)关断电源,然后再打开电源。
(6)进给齿轮比N/M(F.FG)。
[例]
对检测单位为1μm,指定如下:
[例]
对旋转轴,机械有一1/10的减速齿轮和设定为1000度的检测单位,则电机每转一转工作台旋转360/10度的移动量。
对工作台而言,每1度所需脉冲为1000位置脉冲。
电机一转的所需移动量为:
F.FG分子/F.FG分母=36000/1000000=36/1000
[例]
使用0.5-um刻度来检测1-um距离,设定如下:
F.FG分子/F.FG分母=(L/1)/(L/0.5)=1/2
《计算例》
(7)移动方向
+111 正向,-111 负向
(8)速度脉冲数,位置脉冲数
①串行αi脉冲编码器或串行α脉冲编码器时:
(9)参考计数器
参考计数器的设定主要用于栅格方式回原点,根据参考计数器的容量使电机转一转。
所以,参考计数器设定错误后,会导致每次回零的位置会不一致,也即回零点不准。
参考计数器容量设定值是指电机转一转所需的(位置反馈)脉冲数,或者设定为该数能够被整数除尽的分数。
也可以理解为返回参考点的栅格间隔
所以,参考计数器容量=栅格间隔/ 检测单位
栅格间隔=脉冲编码器1转的移动量
《设定举例》
l 将电源关闭,然后再接通。
(10)FSSB显示和设定画面
通过一个高速串行总线(FANUC 串行伺服总线,或FSSB)连接CNC控制单元到伺服放大器,只用用一根光缆,可显著减少机床电气的电缆使用量。
轴设定会根据轴和放大器内部之间关系自动计算并输入到FSSB设定画面。
参数1023,1905,1910-1919,1936和1937会按计算结果自动定义。
具体设定方法见第3部分iB/iC/18i系列FSSB的设置
注意
在设定伺服参数之前,请确认下面的数据是否准备:
<1> 数控系统类型如:0ic
<2> 伺服电机规格号α6/2000
<3> 内装式编码器电机αA1000
<4> 分离型编码器电机Y/N
<5> 电机每转机床移动发出的脉冲数10mm/每转
<6> 机床检测单位0.001mm
<7> 数控指令单位0.001mm。