力士乐驱动器调试指南
中文力士乐03系列DKC伺服驱动器参数手册
前言本说明书由779K于2010年11月15日用谷歌翻译系统完成翻译,对于翻译之准确不做保证,仅供各位同行在不急需时参考。
在本说明书的后半部分,附有英文原版说明书,如遇到不能理解之词汇,读者可以再次翻译更正。
翻译此说明书耗时30多小时,时间匆促,书中错误部分希望各位同仁继续更正发布,因为目前参数中文说明书网上基本没有。
779K于2010年11月15日22时30分德国力士乐伺服驱动器参数说明书ECODRIVE03设备一般自动化本机具有串行实时通信系统,模拟和并行接口。
版权所有 INDRAMAT有限公司,1999传输,以及本文件复制,商业使用或将其内容不得沟通无明确的书面许可。
违反这些规定将要求赔偿。
为实施专利或者发行版权所有注册外观设计。
(德国工业标准34-1)有效期保留所有权利就这个文件的内容和可用性的产品。
出版 INDRAMAT有限公司· Bgm.,博士,纳贝尔- STR基因。
2 ·的D – 97816加尔各答电话09352/40-0 ·发送689421 ·传真09352/40-4885部完(OS/TH)注意:本文件印在无氯漂白纸。
总结文件 - 概述内容1一般资料1-1使用本手册............................................... ................................ 1-1定义................................................. ............................................ 1-22月2日至1日标准参数S - 0 - 0001,NC的周期时间(TNcyc )...................................... ................. 2-1S - 0 - 0002,SERCOS的周期时间(Tscyc )...................................... ..................................... 2-1S - 0 - 0003,最小的AT发送起始时间(T1min)....................... 2-1S - 0 - 0004,发送/接收转换时间(TATMT).................................... ................................ 2-1S - 0 - 0005,最小反馈采集时间(T4min )..................................... ............................ 2-2S - 0 - 0006,在传输开始时间(T1)..................................... ......................................... 2-2S - 0 - 0007,反馈收购启动时间(甲状腺素)..................................... .................................. 2-2S - 0 - 0008,命令的有效时间(T3)的...................................... ................................................. 2-3S - 0 - 0009,开始处理主数据电报...................................... ........................... 2-3S - 0 - 0010,长度主数据电报....................................... ............................................ 2-3S - 0 - 0011,1级诊断......................................... .................................................. ........... 2-3S - 0 - 0012,第2类诊断......................................... .................................................. ........... 2-4S - 0 - 0013,3级诊断......................................... .................................................. ........... 2-5S - 0 - 0014,接口状态.......................................... .................................................. ................. 2-6S - 0 - 0015电类型参数......................................... .................................................. .. 2-7S - 0 - 0016,自定义放大器电报配置清单....................................... ......................... 2-8S - 0 - 0017,国际化域名列表,所有业务数据列表..................................... ..................... .. 2-8S - 0 - 0018,国际化域名列表,对运行数据的CP2名单.................................... ............................... 2-8 S - 0 - 0019,国际化域名列表,为CP3运行数据清单.................................... ................................... 2-8 S - 0 - 0021,国际化域名列表,为商业无效运算数据列表。
力士乐驱动器使用说明
力士乐驱动器参数调试说明本说明书针对非正弦用力士乐驱动器。
主要讲述驱动软件的使用、参数配置、PID调节等。
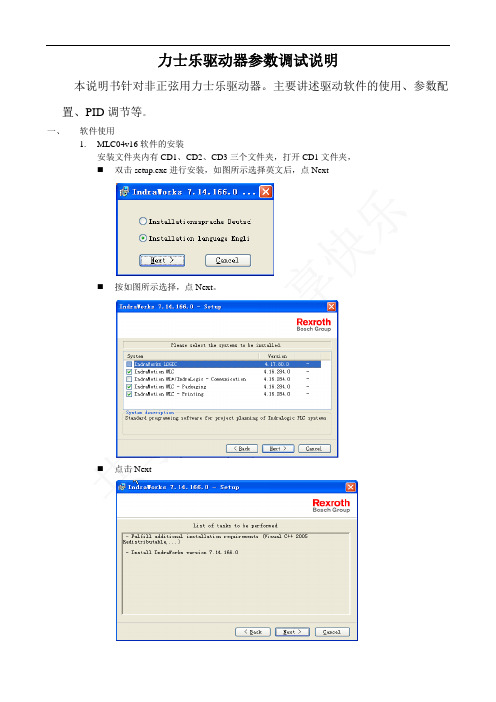
一、软件使用1.MLC04v16软件的安装安装文件夹内有CD1、CD2、CD3三个文件夹,打开CD1文件夹,⏹双击setup.exe进行安装,如图所示选择英文后,点Next⏹按如图所示选择,点Next。
⏹点击Next⏹点击Next⏹选择接受,后点击Next⏹输入名称,点击Next⏹选择安装目录,然后点击Next⏹点Install⏹安装进度如下:真个过程可能要10多分钟,看电脑性能。
⏹完成窗口如下:⏹完成后需要重启。
点”是”自动重启,点”否”则不重启。
2.软件操作⏹打开软件●双击桌面快捷方式,如下图所示。
●通过点击开始菜单->程序->Rexroth->IndraWorks7.14.166.0->Engineering.来打开。
⏹软件使用●工程的使用如下图点击Create an empty project为建立一个新工程。
点击Open project打开一个现有工程。
点击Scan for devices扫描串口总线上的设备点击Restore project把保存的已压缩工程,解压缩。
点击下面快捷按钮,第一个为新建工程,第二个位打开现有工程。
点击File下拉菜单后,New:新建工程;Open:打开工程。
与伺服启动器联机打开工程后变为点黄色图标进入虚拟模式。
点蓝色图标连接实际驱动器。
如果端口配置正常则直接联机,否则会弹出如下窗口。
点击Scan for Device后弹出如下窗口点Next后自动寻找设备。
未找到设备则弹出下面创库示波器功能点Diagnostics下拉菜单,点击Oscilloscope下图所示为示波器窗口。
采集时间配置:点击右上角的Configure后弹出,时间配置。
其中Memory depth,采集的点数Time period:每10ms采集一个点Recording time:前面两项相乘得出的总采样时间。
RexrothMTX简明调试手册
2.2.4 键盘------------------------------------------------------------------------------13 2.2.5 RECO Inline 模块-------------------------------------------------------------14 2.2.6 驱动器---------------------------------------------------------------------------17
修订时间 08 / 2007
前言
首先,欢迎您使用博世力士乐的产品,本手册主要面向机床及相似应用的 OEM 厂商所编制,里面主要介绍了 MTX 在应用方案中的常用配置、接线方式及一个简 单的工程实例,希望对您的设计有所帮助。如果您在设计初期,对安装尺寸有所 需求,可以直接参阅我们在附录中的硬件尺寸介绍。
2.2.2 工控机---------------------------------------------------------------------------7
2.2.3 操作面板------------------------------------------------------------------------10
3. PLC 主程序的编制-----------------------------------------------------------------------------40
5) 编译、下载及运行 PLC 程序--------------------------------------------------------40
六、螺距补偿----------------------------------------------------------------------------------------------56 七、数据的备份与恢复----------------------------------------------------------------------------------58
最新如何使用Drivetop来设置IndraDrive.(力士乐资料)

设置菜单选项----概述
BRCS/BRC; Danny.c.shen*
7
© All rights reserved by Bosch Rexroth AG, as well in cases of trade mark rights applications. All rights of disposal as copy of passing by us.
设置菜单选项----轴名的设置
BRCS/BRC; Danny.c.shen*
8
© All rights reserved by Bosch Rexroth AG, as well in cases of trade mark rights applications. All rights of disposal as copy of passing by us.
长 的 时 间 隧 道,袅
用Drivetop来设置IndraDrive.(力nny.c.shen*
2
© All rights reserved by Bosch Rexroth AG, as well in cases of trade mark rights applications. All rights of disposal as copy of passing by us.
驱动器功能----总线的配置2
BRCS/BRC; Danny.c.shen*
12
© All rights reserved by Bosch Rexroth AG, as well in cases of trade mark rights applications. All rights of disposal as copy of passing by us.
力士乐伺服参数设置(用于机床控制)

力士乐伺服参数设置摘要:文中简述了力世乐ECODRIVE03 伺服驱动系统通过并行接口进行位置块(组)操作模式(position block mode)的控制原理,并例举了与伺服驱动相关的故障及其解决方法。
数控机床控制中西门子、法那科伺服驱动系统应用较为普遍,而力世乐ECODRIVE03 伺服系统亦广泛地应用于机械制造、印刷造纸业、食品包装及集装总装等领域。
拥有FWA-ECODR3-SMT-02VS-MS 等系列硬件的ECODRIVE03 伺服系统通过串行、模拟、并行接口,及对系统标准参数(S 型参数)生产参数(P 型参数)的设置,可完成扭矩控制、速度控制、位置控制、插补控制、点动、位置块(组)及步进电机等模式的操作。
且系统带有测量、驱动、暂停、模拟输入/输出、数字输入/输出等多种基本功能并拥有完备的诊断功能。
下面介绍力世乐伺服系统的位置块(组)操作模式的控制原理。
1 位置块(组)操作模式的控制原理1.1 概述位置块(组)操作模式的控制原理位置块(组)操作模式是伺服系统以设定的速度、加速度等参数驱动电机运行到已在程序中预设的目标值的位置控制。
系统根据所处理的不同工艺过程(加工区域)最多可以设置64 个位置块(组)。
应用位置块(组)操作模式时,首先要对操作首要模式参数S-0-0032 进行设置,如设置为0000 0000 0011 х011 时,是通过编码器1 接口进行位置控制。
其中第3 位,bit3=0时代表位移滞后控制,bit3=1 时为无滞后控制;同时要将第二操作模式1 设置为点动模式,即设置参数S-0-0033 为1100 0000 0001 1011。
系统中与之相关的参数为:P-0-4006:加工块的目标位置值P-0-4007:加工块的速度值P-0-4008:加工块的加速度值P-0-4009:加工块的加加速度极值。
当设定为“0”时,极限值不起作用。
无论是绝对值还是相对值控制方式,P-0-4006、P-0-4007、P-0-4008、P-0-4009都有效,且每个参数都可最多设置为64 个数据,分别对应于0-63 数据块(组)的各个值。
力士乐驱动器使用说明教学文案

力士乐驱动器参数调试说明本说明书针对非正弦用力士乐驱动器。
主要讲述驱动软件的使用、参数配置、PID调节等。
一、软件使用1.MLC04v16软件的安装安装文件夹内有CD1、CD2、CD3三个文件夹,打开CD1文件夹,⏹双击setup.exe进行安装,如图所示选择英文后,点Next⏹按如图所示选择,点Next。
⏹点击Next⏹点击Next⏹选择接受,后点击Next⏹输入名称,点击Next⏹选择安装目录,然后点击Next⏹点Install⏹安装进度如下:真个过程可能要10多分钟,看电脑性能。
⏹完成窗口如下:⏹完成后需要重启。
点”是”自动重启,点”否”则不重启。
2.软件操作⏹打开软件●双击桌面快捷方式,如下图所示。
●通过点击开始菜单->程序->Rexroth->IndraWorks7.14.166.0->Engineering.来打开。
⏹软件使用●工程的使用如下图点击Create an empty project为建立一个新工程。
点击Open project打开一个现有工程。
点击Scan for devices扫描串口总线上的设备点击Restore project把保存的已压缩工程,解压缩。
点击下面快捷按钮,第一个为新建工程,第二个位打开现有工程。
点击File下拉菜单后,New:新建工程;Open:打开工程。
与伺服启动器联机打开工程后变为点黄色图标进入虚拟模式。
点蓝色图标连接实际驱动器。
如果端口配置正常则直接联机,否则会弹出如下窗口。
点击Scan for Device后弹出如下窗口点Next后自动寻找设备。
未找到设备则弹出下面创库示波器功能点Diagnostics下拉菜单,点击Oscilloscope下图所示为示波器窗口。
采集时间配置:点击右上角的Configure后弹出,时间配置。
其中Memory depth,采集的点数Time period:每10ms采集一个点Recording time:前面两项相乘得出的总采样时间。
Rexroth力士乐伺服电机如何调试
Rexroth力士乐伺服电机如何调试?德国Bosch Rexroth/力士乐伺服电机分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。
Rexroth/力士乐伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。
我们在购买回力士乐伺服电机后,要详细阅读说明书,然后根据说明书进行操作;安装前要对伺服电机进行检查是否完好无损,是否有部件遗漏等。
那么Rexroth力士乐伺服电机如何调试?在调试过程中应该注意哪些细节呢?下面博扬小编将为您介绍德国Bosch Rexroth/力士乐伺服电机的调试方法及步骤:Rexroth力士乐伺服电机一、初始化参数在接线之前,先初始化参数。
在控制卡上:选好控制方式;将PID参数清零;让控制卡上电时默认使能信号关闭;将此状态保存,确保控制卡再次上电时即为此状态。
在伺服电机上:设置控制方式;设置使能由外部控制;编码器信号输出的齿轮比;设置控制信号与电机转速的比例关系。
一般来说,建议使伺服工作中的最大设计转速对应9V的控制电压。
比如,山洋是设置1V电压对应的转速,出厂值为500,如果你只准备让电机在1000转以下工作,那么,将这个参数设置为111。
二、接线将控制卡断电,连接控制卡与伺服之间的信号线。
以下的线是必须要接的:控制卡的模拟量输出线、使能信号线、伺服输出的编码器信号线。
复查接线没有错误后,电机和控制卡(以及PC)上电。
此时电机应该不动,而且可以用外力轻松转动,如果不是这样,检查使能信号的设置与接线。
用外力转动电机,检查控制卡是否可以正确检测到电机位置的变化,否则检查编码器信号的接线和设置三、试方向对于一个闭环控制系统,如果反馈信号的方向不正确,后果肯定是灾难性的。
通过控制卡打开伺服的使能信号。
这是伺服应该以一个较低的速度转动,这就是传说中的“零漂”。
一般控制卡上都会有抑制零漂的指令或参数。
力士乐REXROTH伺服参数设置
力士乐REXROTH伺服参数设置文中简述了力世乐ECODRIVE03 伺服驱动系统通过并行接口进行位置块(组)操作模式(position block mode)的控制原理,并例举了与伺服驱动相关的故障及其解决方法。
数控机床控制中西门子、法那科伺服驱动系统应用较为普遍,而力世乐ECODRIVE03 伺服系统亦广泛地应用于机械制造、印刷造纸业、食品包装及集装总装等领域。
拥有FWA-ECODR3-SMT-02VS-MS 等系列硬件的ECODRIVE03 伺服系统通过串行、模拟、并行接口,及对系统标准参数(S 型参数)生产参数(P 型参数)的设置,可完成扭矩控制、速度控制、位置控制、插补控制、点动、位置块(组)及步进电机等模式的操作。
且系统带有测量、驱动、暂停、模拟输入/输出、数字输入/输出等多种基本功能并拥有完备的诊断功能。
下面介绍力世乐伺服系统的位置块(组)操作模式的控制原理。
1 位置块(组)操作模式的控制原理1.1 概述位置块(组)操作模式的控制原理位置块(组)操作模式是伺服系统以设定的速度、加速度等参数驱动电机运行到已在程序中预设的目标值的位置控制。
系统根据所处理的不同工艺过程(加工区域)最多可以设置64 个位置块(组)。
应用位置块(组)操作模式时,首先要对操作首要模式参数S-0-0032 进行设置,如设置为0000 0000 0011 х011 时,是通过编码器1 接口进行位置控制。
其中第3 位,bit3=0时代表位移滞后控制,bit3=1 时为无滞后控制;同时要将第二操作模式1 设置为点动模式,即设置参数S-0-0033 为1100 0000 0001 1011。
系统中与之相关的参数为:P-0-4006:加工块的目标位置值P-0-4007:加工块的速度值P-0-4008:加工块的加速度值P-0-4009:加工块的加加速度极值。
当设定为“0"时,极限值不起作用。
无论是绝对值还是相对值控制方式,P-0-4006、P-0-4007、P-0-4008、P-0-4009都有效,且每个参数都可最多设置为64 个数据,分别对应于0-63 数据块(组)的各个值。
力士乐驱动器使用说明书
力士乐驱动器参数调试说明本说明书针对非正弦用力士乐驱动器。
主要讲述驱动软件的使用、参数配置、PID调节等。
一、软件使用1.MLC04v16软件的安装安装文件夹有CD1、CD2、CD3三个文件夹,打开CD1文件夹,⏹双击setup.exe进行安装,如图所示选择英文后,点Next⏹按如图所示选择,点Next。
⏹点击Next⏹点击Next⏹选择接受,后点击Next⏹输入名称,点击Next⏹选择安装目录,然后点击Next⏹点Install⏹安装进度如下:真个过程可能要10多分钟,看电脑性能。
⏹完成窗口如下:⏹完成后需要重启。
点”是”自动重启,点”否”则不重启。
2.软件操作⏹打开软件●双击桌面快捷方式,如下图所示。
●通过点击开始菜单->程序->Rexroth->IndraWorks7.14.166.0->Engineering.来打开。
⏹软件使用●工程的使用如下图点击Create an empty project为建立一个新工程。
点击Open project打开一个现有工程。
点击Scan for devices扫描串口总线上的设备点击Restore project把保存的已压缩工程,解压缩。
点击下面快捷按钮,第一个为新建工程,第二个位打开现有工程。
点击File下拉菜单后,New:新建工程;Open:打开工程。
与伺服启动器联机打开工程后变为点黄色图标进入虚拟模式。
点蓝色图标连接实际驱动器。
如果端口配置正常则直接联机,否则会弹出如下窗口。
点击Scan for Device后弹出如下窗口点Next后自动寻找设备。
未找到设备则弹出下面创库示波器功能点Diagnostics下拉菜单,点击Oscilloscope下图所示为示波器窗口。
采集时间配置:点击右上角的Configure后弹出,时间配置。
其中Memory depth,采集的点数Time period:每10ms采集一个点Recording time:前面两项相乘得出的总采样时间。
力士乐简明调试
多轴伺服驱动与系统模块 轴3
编码器 轴4
主电源输入 制动电阻 轴2
CF 卡 以太网 HMI
SERCOSIII
11
Electric Drives and Controls | MY | 2010-07-26 | DCCN/SLC31 | © Bosch Rexroth AG 2011. All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights.
12Leabharlann Electric Drives and Controls | MY | 2010-07-26 | DCCN/SLC31 | © Bosch Rexroth AG 2011. All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights.
9
Electric Drives and Controls | MY | 2010-07-26 | DCCN/SFA2 | © Bosch Rexroth AG 2011. All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.蓝色串口线为易损坏品,请拔下时先离线或者关闭软件
2.软件启动
双击桌面上的图标
3.软件启动后界面如下
如果没有出现左侧的PROJECT EXPLORE请按以下操作如有跳过
在菜单VIEW下选择并单击PROJECT EXPLORE
3.出现左侧的菜单后,点击图片中放大镜图标
出现下图对话框,请按下图选择IndraDrive(Serial RS232),
如果IndraDrive(Serial RS232)未在右侧框内,请在左侧框内找到并选择,然后点击框中间的指向右侧的三角,添加好后即为上图的样子。
并点击NEXT
4.上一步点击NEXT后出现下图对话框,
下图左侧框为目前计算机上现有通讯端口,在其中选择当前与力士乐通讯所用端口并添加到右侧框内,添加方法同上步相同
其他选项同上图。
通讯端口如果不知道具体是那个,就全部添加上。
点击NEXT
5.如果扫描连接成功就会出现下图,如未找到请检查线连接是否正常,端口选择是否正确,
6.单击图片中的小加号展开项目
7.菜单键介绍
上图由左至右作用依次为,驱动器离线,在线,模拟在线,搜索设备,空,空,空,空,空,空,驱动器转为参数模式,驱动器转为操作模式
8.驱动器装态监控
操作方法,右键单击图中菜单中的AXIS在弹出菜单中依次如图中选择即可
出现的窗口数据从上到下依次为,当前位置,当前速度,当前加速度,当前电机负载
忘记截图了。
9.驱动器参数备份,
右键单击菜单中高亮部分,然后如图依次选择,并点击EXPORT,出现下图
单击左上角的三个小点,出现下图
在文件名中键入你想保存的文件名,在保存在中选择保存的路径。
选择后点击保存然后会回到上一个窗口,点击EXPORT会出现
当这个窗口消失后,参数保存完成。
10.驱动器参数恢复(不建议使用)
选择后在下图中找到你保存的文件,点击打开。
出现下图对话框
点击IMPORT。
11.驱动器控制参数设定(建议不要修改)
MASTER COMMUNICATION ADDRESS 驱动器通讯地址BAUDRATE 通讯波特率CYCLE TIME 循环时间LENGTH OF CYCLE REAL TIME CHANNEL 输入字字长LENGTH OF CYCLE COMMAND CHANNE 输出字字长
P4078驱动器状态字,S0051位置反馈,S0040速度反馈
P4077驱动器控制字,S0282位置命令,S0259速度命令
12.轴类型,即转向的修改
双击菜单中的SCALING/UNITS 右上的圈内从上到下依次为,转动轴(主轴),直线轴(进给)右下的圈内改变YES,NO即可改变电机转向
13.螺距,传动比,最大行程范围设定
双击MECHANICAL GEAR ,右侧圈内从上到下依次为,最大行程,螺距,输出齿数,输入齿数
14.操作模式改变
双击OPERATING,点击下拉键,红色框内为欧三项目所用的操作模式,道依茨的DKM029也是这种方法,欧三的DK093以及道依茨项目的其他机床使用的都是高亮的POSITIONING BLOCK MODE LAGESS ENCODER 1
使用第一种方法的各工位位置在PLC程序中修改,第二种方法的需要在右上角红框内的CONFIGURATION中修改,并在程序中找是否有路点,有的也需要修改。
15.零点的设定,设定时请按下急停按钮!
展开菜单中的CREAT POSITION DA TE REFERENCE 双击DATE REFERENCE
点击右侧红框内的SET,即可。
设定时请按下急停按钮!
16.软极限,硬极限,最大速度,最大加速度设定
双击MOTION LIMIT V ALUS ,
右上红框内为软极限,由上到下依次为:当点位置(不可改),正极限位置,负极限位置,通常的设定方法为:加工位置的最大位置加上0.5,最小位置减去0.5
右中红框内为硬极限,点击方框后激活,如果极限开关接的闭点选择N/C,如果接的开点选N/O
右下的红框中上面的是最大速度,下面是最大加速度,某些机床可能限制速度了,如果节拍不够程序修改时提不上速度,请检查这个参数。