ABR实用工艺工程设计说明书
ABR-人工湿地组合工艺处理生活污水

ABR-人工湿地组合工艺处理生活污水赵大传;杜家伟【摘要】The combined process of anaerobic baffled reactor and constructed wetland was used to treat domestic sewage.The results showed that the optimum HRT for ABR was 12 hours and the average removal efficiency was 76%, while the HRT for constructed wetland was 4 days.The combined process showed excellent removal efficiency with COD 89%,BOD595%, SS above 95% and ammonia nitrogen 66.8%,and the effluent concentrations of COD,BOD5, SS and ammonia nitrogen were 42-51 mg·L-1,11.2 mg·L-1,9.1 mg·L-1 and 15 mg·L-1,respectively.Which could meet the I-class B criteria specified in the Discharge Standard of Pollutants for Municipal Wastewater Treatment Plant(GB18918-2002).These results may provide useful information to the potential applications of the combined process of ABR and constructed wetland for sewage treatmentat rural areas.%研究厌氧折流板反应器(ABR)与人工湿地(constructed wetland)的组合工艺处理低浓度生活污水的运行特点及效果.结果表明:ABR的最佳停留时间(HRT)为12 h,COD的平均去除率为76%;人工湿地的最佳HRT为4d.ABR-人工湿地组合工艺COD总去除率平均为89%,出水COD浓度为42~51 mg·L-1;对BOD5的总去除率达到95%,出水浓度低于11.2 mg·L-1;对SS的总去除率达到95%以上,出水SS浓度平均为9.1 mg·L-1;对氨氮有明显的去除效果,总去除率平均为66.8%,出水氨氮浓度低于15 mg·L-1.各项出水水质除氨氮外均满足GB18918-2002(城镇污水处理厂污染物排放标准>一级B标准.ABR-人工湿地组合工艺可作为农村生活污水的处理工艺推广使用.【期刊名称】《安徽大学学报(自然科学版)》【年(卷),期】2011(035)001【总页数】5页(P97-101)【关键词】厌氧折流板反应器;人工湿地;生活污水;化学需氧量【作者】赵大传;杜家伟【作者单位】山东大学环境科学与工程学院,山东,济南,250100;山东大学环境科学与工程学院,山东,济南,250100【正文语种】中文【中图分类】X703厌氧折流板反应器 (anaerobic baffled reactor,简称为ABR)以其运行方式简单、运行效果稳定、成本低等优点引起了研究者们的注意[1].经过国内外学者几十年的研究发现,ABR对于多种高浓度及难处理废水均有较好的处理效果[2-8].尽管ABR 处理低浓度有机废水的研究也逐年增加,并在实验室中取得了较好的处理效果,然而在实际工程中 ABR工艺的运用仍然较少.近年来,农村生活污水的无组织排放现象愈发成为导致水质恶化的一个重要因素[9].因此急需找到一种适合在农村推广使用的污水处理工艺.该实验研究了ABR-人工湿地组合工艺对生活污水的处理效果,考察了该组合工艺处理低浓度有机废水的可行性及运行特性,以期为实际应用提供可参考的工艺参数及运行条件.1.1 实验装置该实验ABR构造为等体积 6格室,以有机玻璃制成,有效容积为 16.5 L,上下流格室长度比为1∶3,水浴温度控制在(32±1)℃.湿地反应器各级均长 0.9 m、宽 0.5 m,底部为集水区,深度为 0.8 m,采用轻质陶粒滤料代替系统的土壤或者砂石作为基质,填装高度 0.5 m.选取芦苇及香蒲作为湿地植物,均匀种植.ABR与人工湿地串联,其中人工湿地作为二级处理在自然温度条件下运行,其工艺流程如图 1所示.1.2 实验水质与方法实验用水取自济南某居民区生活污水,水质指标如下:pH 6.2~7.3;COD 372~456 mg·L-1;BOD5 187~234 mg·L-1;SS 260~330 mg·L-1;NH3-N 29~45 mg·L-1. 实验中,pH测定采用 (pHS-25型)酸度计,COD、BOD5、NH3-N的测定分别采用重铬酸钾法、稀释接种法和纳氏试剂比色法,SS的测定采用干热恒重法[10].将取自济南某污水处理厂的消化池污泥,滤去较大无机杂质后,在缺氧条件下静置几天,以培养厌氧菌,并逐步将污泥增浓.数日后,将污泥按 ABR高度的 1/2接种,此时污泥浓度为 12~14 g·L-1.实验中采用固定进水浓度(400 mg·L-1)、逐步缩短最佳停留时间 (HRT)的方式对ABR进行启动.经过一周多的连续培养,发现格室污泥中开始有气泡产生,继续运行直至出水稳定,启动完成.另将湿地反应器放置于阳光充足的地方,气温在 20~35℃(春夏),以稀释的生活污水进行连续培养,进水 COD浓度保持在100 mg·L-1,HRT在 7d左右.连续培养 5周后改用 ABR出水为人工湿地的进水继续培养,其他条件不变,发现植物仍生长旺盛,有新植株生长,且出水稳定.说明湿地植物能够适应该废水,启动完成.2.1 HRT对系统的影响2.1.1 HRT对 ABR的影响保持 ABR进水浓度不变,改变 HRT,从36 h逐渐降低到 8 h,分别考察了不同 HRT 对ABR运行性能的影响.实验结果如图 2所示.由图 2可知,COD去除率随着 HRT的降低而有所上升,主要是因为较短的 HRT可以增大水流速度,增强底物与污泥的混合,缓解后部格室基质不足的状况.当 HRT降为 8 h时,COD去除率下降较为明显,分析原因为污泥与进水接触时间过短,基质没有被微生物充分利用,且由于水流速度过快,出现了轻微的污泥流失.HRT在 10~16 h时,COD去除率变化不显著,考虑到进水浓度的波动性及工程实际应用,将 12 h作为最佳水力停留时间.2.1.2 HRT对人工湿地的影响实验中改变 HRT由 7 d逐步减小为 1 d,考察不同 HRT对水生植物处理效果的影响.由图 3可知,当 HRT减少时,COD去除率也随之降低,当 HRT小于 4 d时,COD去除率明显降低,不足 50%.考虑到人工湿地与 ABR的联用,将 HRT=4 d作为人工湿地的最佳停留时间.2.2 ABR-人工湿地系统的运行ABR和人工湿地各自达到稳定运行后,转入系统联用运行阶段.ABR进水改为生活污水原水,COD浓度在 372~456 mg·L-1,ABR进水的 HRT在 12 h,人工湿地的HRT在 4 d,温度条件不变.运行近半个月后,整个系统的处理效果趋于稳定.2.2.1 对 COD的去除效果运行稳定后,ABR的出水 COD浓度范围在89~109 mg·L-1,对 COD的去除率稳定在 76%左右,pH稳定维持在 6.7~7.8之间,运行正常.人工湿地出水 COD保持在42~51 mg·L-1,整个系统对 COD的去除率平均为 89%左右,系统处于稳定的低负荷运行状态.系统稳定运行期间,对 COD的去除效果如图 4所示.2.2.2 对 SS的去除效果系统稳定运行期间,对 SS的去除效果如图 5所示.由图 5可知,实验期间进水 SS浓度波动幅度较大,但从 ABR以及系统出水来看,SS 浓度基本稳定,其中 ABR的 SS去除率平均为 82.6%,说明 ABR对 SS具有良好的去除效果.系统出水 SS浓度一直保持较低数值且比较稳定,平均为9.1 mg·L-1,系统的 SS总去除率达到 95%以上,最高为 98%.由实验可得知,ABR-人工湿地联用系统对 SS具有良好的去除效果,且对进水 SS的大幅度波动具有很强的抗冲击能力,出水可保持稳定.2.3 对氨氮的去除效果系统稳定运行期间,对系统进、出水氨氮浓度变化进行了测定,结果如图 6所示.由图 6可知,ABR-人工湿地系统对氨氮有明显的去除效果,且去除率较高,平均为66.8%.出水氨氮浓度基本稳定,保持在15 mg·L-1以下,说明 ABR-人工湿地系统对氨氮具有较好的去除效率.2.4 对 BOD5的去除效果运行期间,分别对 ABR及人工湿地的进、出水浓度变化进行了测定,结果如图 7所示.由图 7可见,ABR对BOD5有较好的去除效果,去除率稳定维持在 71%左右,最高达到 73%.人工湿地出水 BOD5浓度始终较低且稳定,平均低于9 mg·L-1,最高为11.2 mg·L-1,系统总去除率达到95%,说明 ABR-人工湿地系统对 BOD5有良好的去除效果且运行稳定.作者建立了 ABR-人工湿地处理生活污水工艺系统,并通过固定进水 COD浓度、缩短 HRT的方式,确定了ABR和人工湿地的最佳 HRT分别为 12 h和 4 d.在 ABR 和人工湿地 HRT分别为 12 h和 4 d的条件下,ABR-人工湿地联用系统处理生活污水可以取得理想的处理效果.在进水 COD、BOD5、SS及氨氮分别为 372~456、187~234、260~330、29~45 mg·L-1时,系统对其去除率可分别达到 89%、85%、95%、66.8%,出水各项指标除氨氮外均能稳定达到《城镇污水处理厂污染物排放标准》一级 B标准.该实验中模拟人工湿地植物种类较为单一,效果与实际应用中人工湿地相比有一定差距,有待进一步改进.【相关文献】[1]王凯军.厌氧工艺的发展和新型厌氧反应器[J].环境科学,1998,19(1):94-96.[2]Boopathy R,Tilche A.Anaerobic digestion of high strength molasseswastewater using a hybrid anaerobic baffled reactor[J].W at Res,1991,25(7):785-790.[3]杨玉楠,胡训杰,石强,等.ABR处理淀粉废水的反应规律研究[J].给水排水,2006,32(10):57-61.[4]王宁,陆少鸣.ABR-UBF-CASS工艺处理肌苷制药废水[J].给水排水,2007,33(9):55-57.[5]徐金兰,黄廷林,王志盈.厌氧折流板反应器处理难降解 PVA废水[J].中国环境科学,2005,25(1):65-69.[6]张玉华,高新红,袁东.ABR-接触氧化 -混凝沉淀工艺处理印染废水[J].给水排水,2007,33(9):63-64.[7]李清雪,范超,李龙和.ABR处理高浓度硫酸盐有机废水的性能[J].中国给水排水,2007,23(15):47-50.[8]徐玫英,方卫,张丽娟,等.生物脱氮新技术在垃圾渗滤液工程化处理中的应用[J].环境科学,2007,28(3):607-612.[9]周正伟,吴军,夏金雨,等.我国南方农村生活污水处理技术的研发现状[J].山东建筑大学学报,2009,24(3):261-266.[10]国家环保局.水和废水监测分析方法[M].3版.北京:中国环境科学出版社,1997.[11]GB18918-2002,中华人民共和国国家标准城镇污水处理厂污染物排放标准[S].。
斜板式厌氧折流板反应器(ABR)装置图
一种污水、污泥共处理减排工艺与系统一、 技术背景(1)污泥处理处置现状大多数污水处理厂普遍采用生物处理工艺(包括厌氧和好氧工艺),这类工艺(尤其是好氧工艺)产生大量的剩余污泥,一般需要定期排放并进行处理。
目前,我国污水处理厂每年排放的污泥量(干重)约140 万吨,且以每年10%以上的速度增长。
污泥产生的环境污染问题日益突出,已造成极大的安全隐患、环境压力和经济负担。
污泥中含有大量的重金属物质、病原菌等有毒有害物质,没有得到安全、环保处理处置的污泥对环境的危害较大。
我国多数污水处理厂采用的技术不能在根本上解决我国目前污水处理的污泥问题,污泥二次污染环境比较严重。
目前国内污泥的处理技术主要有:浓缩、脱水、消化、发酵、干化等。
多数污水处理厂污泥主要的处置方法是土地填埋,其次是污泥土地利用。
污泥填埋占了相当大的比例,但是由于填埋场大多为露天,经过雨水淋滤后,没有稳定和无害化的污泥很快恢复原形,对填埋场地的安全构成严重的危害。
处理不到位的污泥还造成填埋场渗滤系统的严重堵塞,严重污染附近的地下水。
尤其是污泥和垃圾混合填埋时,使得不少垃圾填埋场的寿命大大缩短,给城市垃圾处置带来很大的麻烦。
目前常用的污泥稳定化方法有厌氧消化、好氧消化、发酵、碱法稳定等。
碱法稳定是通过添加化学药剂来稳定污泥,通常投加石灰。
碱法稳定的主要作用是解决污泥的臭气问题和杀死病原菌,碱法稳定降低了污泥的肥料价值,但使污泥更容易脱水。
加石灰后实际上并没有直接降解有机物,且增加了污泥体积,所以本导则不推荐采用。
同其它污泥稳定方法相比,尽管污泥厌氧消化投资较大,但由于其能耗低,且能回收能量,故其投资能较快地得到回收,因而受到人们的青睐。
根据联邦德国的经验,一般当污水处理厂规模超过5000m3/d 时,污泥厌氧消化无疑是最为经济的方法。
而且更为重要的是,污泥厌氧消化工艺所达到的污泥稳定化程度是其它好氧稳定工艺所无法比拟的。
(2)污泥厌氧消化工艺应用现状我国大多数污水处理厂都是采用浓缩脱水来处理污泥,而采用稳定化处理的污水处理厂不到20%。
ABR工艺工程设计

ABR工艺工程设计ABR(Activated Biological Reactor)工艺是一种常用于废水处理的生物处理工艺。
该工艺利用微生物的生物降解能力,将废水中的有机物质转化为可被微生物吸附和降解的结构,从而达到净化废水的目的。
ABR工艺相比传统的水处理工艺具有处理效果好、运行成本低等优点,在工业和城市废水处理中得到广泛应用。
1.废水处理系统设计:ABR工艺的核心是微生物降解反应器,因此设计时需考虑反应器的放置位置和系统的整体布局。
首先需要确定废水处理设施的位置,以确保废水流入处理系统的顺畅性。
其次需设计合理的管道网络,确保废水在处理过程中的流动和转移便利,并且避免产生死角和积聚。
此外,为了便于维护和管理,还应合理设计控制室、操作平台、气体处理系统等设施。
2.设备选择:ABR工艺涉及到多种设备的选择,包括进水泵、搅拌机、曝气设备、出水泵等。
在选择这些设备时,需要考虑其耐腐蚀性、耐用性、能耗等因素。
同时,还需根据处理规模、废水特性和处理效果要求等因素确定设备的尺寸和数量。
3.微生物降解反应器设计:ABR工艺的核心是微生物降解反应器,其设计对废水处理的效果具有重要影响。
一般而言,ABR反应器可分为上下两层,上层为气相区,用于曝气供氧;下层为液相区,主要用于微生物的降解作用。
在设计反应器时,需考虑以下几个方面:-反应器的尺寸:反应器的尺寸应根据处理能力和生物降解速率确定,以保证废水在反应器中的停留时间和接触面积。
-搅拌装置:搅拌装置可以增加反应器中废水的混合和氧气的传递,提高微生物的降解效率。
因此,在反应器设计中需要考虑合适的搅拌装置。
-曝气设备:废水中的有机物质需要氧气参与降解反应,因此需要在反应器中设置曝气装置,以供给足够的氧气。
-排水系统:设计合理的排水系统,可保证反应器中的悬浮物和沉积物及时排出,避免对微生物降解产生干扰。
4.控制与监测系统:总结:ABR工艺的设计涉及到废水处理系统的整体布置、设备选择、微生物降解反应器的设计等方面。
ABR、UASB、AO系统设计计算书
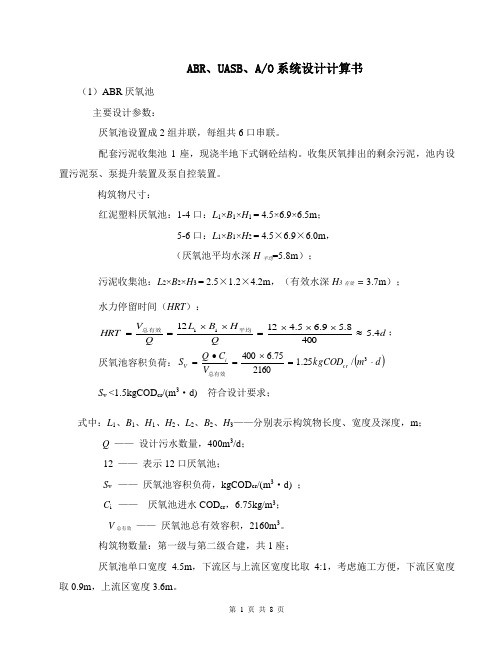
ABR 、UASB 、A/O 系统设计计算书(1)ABR 厌氧池 主要设计参数:厌氧池设置成2组并联,每组共6口串联。
配套污泥收集池1座,现浇半地下式钢砼结构。
收集厌氧排出的剩余污泥,池内设置污泥泵、泵提升装置及泵自控装置。
构筑物尺寸:红泥塑料厌氧池:1-4口:L 1×B 1×H 1 = 4.5×6.9×6.5m ; 5-6口:L 1×B 1×H 2 = 4.5×6.9×6.0m , (厌氧池平均水深H 平均=5.8m );污泥收集池:L 2×B 2×H 3 = 2.5×1.2×4.2m ,(有效水深H 3有效 = 3.7m ); 水力停留时间(HRT ):d Q H B L Q V HRT 4.54008.59.65.4121211≈⨯⨯⨯=⨯⨯==平均总有效; 厌氧池容积负荷:()d m kgCOD V C Q S cr i V ⋅=⨯=•=3/25.1216075.6400总有效S v <1.5kgCOD cr /(m 3·d) 符合设计要求;式中:L 1、B 1、H 1、H 2、L 2、B 2、H 3——分别表示构筑物长度、宽度及深度,m ; Q —— 设计污水数量,400m 3/d ;12 —— 表示12口厌氧池;S v —— 厌氧池容积负荷,kgCOD cr /(m 3·d) ; C i —— 厌氧池进水COD cr ,6.75kg/m 3; V 总有效 —— 厌氧池总有效容积,2160m 3。
构筑物数量:第一级与第二级合建,共1座;厌氧池单口宽度4.5m ,下流区与上流区宽度比取4:1,考虑施工方便,下流区宽度取0.9m ,上流区宽度3.6m 。
厌氧池下流区流速u 下:s mm h m B L Q u /54.0/93.19.09.62242311≈≈⨯⨯==下 厌氧池上流去流速u 上:s mm h m B L Q u /13.0/48.06.39.62242411≈≈⨯⨯==下 当进水COD cr 大于3000mg/L 时,上向流速度宜控制在0.1~0.5m/h ,u 上符合要求。
厌氧折流板反应器abr简介.
厌氧折流板反应器ABR简介1、什么是ABR反应器?ABR被称为第三代厌氧反应器,其不仅生物固体截留能力强,而且水力混合条件好。
随着厌氧技术的发展,其工艺的水力设计已由简单的推流式或完全混合式发展到了混合型复杂水力流态。
第三代厌氧反应器所具有的特点包括:反应器具有良好的水力流态,这些反应器通过构造上的改进,使其中的水流大多呈推流与完全混合流相结合的复合型流态,因而具有高的反应器容积利用率,可获得较强的处理能力;具有良好的生物固体的截留能力,并使一个反应器内微生物在不同的区域内生长,与不同阶段的进水相接触,在一定程度上实现生物相的分离,从而可稳定和提高设施的处理效果;通过构造上改进,延长水流在反应器内的流径,从而促进废水与污水的接触。
厌氧折流反应器是在UASB基础上开发出的一种新型高效厌氧反应器,厌氧折流反应器(ABR)的优点:指标优点反应器结构结构简单、无运动部件、无需机械混合装置、造价低、容积利用率高、不易阻塞、污泥床膨胀程度较低而可降低反应器的总高度、投资成本和运转费用低生物量特性对生物体的沉降性能无特殊要求、污泥产率低、剩余污泥量少、泥龄高、污泥无需在载体表面生长、不需后续沉淀池进行泥水分离工艺的运行水力停留时间短、可以间歇的方式运行、耐水力和有机冲击负荷能力强,对进水中的有毒有害物质具有良好的承受力、可长运行时间而无需排泥2、ABR反应器的基本原理及其工艺构造:ABR反应器中使用一系列垂直安装的折流板使被处理的废水在反应器内沿折流板作上下流动,借助于处理过程中反应器内产生的沼气应器内的微生物固体在折流板所形成的各个隔室内作上下膨胀和沉淀运动,而整个反应器内的水流则以较慢的速度作水平流动。
由于污水在折流板的作用下,水流绕折流板流动而使水流在反应器内的流径的总长度增加,再加之折流板的阻挡及污泥的沉降作用,生物固体被有效地截留在反应器内。
由此可见,虽然在构造上ABR可以看作是多个UASB的简单串联,但在工艺上与单个UASB有着显著的不同,UASB可近似看作是一种完全混合式反应器,ABR 则由于上下折流板的阻挡和分隔作用,使水流在不同隔室中的流态呈完全混合态(水流的上升及产气的搅拌作用),而在反应器的整个流程方向则表现为推流态。
ABR的类型及工艺特征

1.4.2 ABR的类型及工艺特征1.4.2.1 ABR反应器的类型ABR反应器自从80年代初诞生以来,科研人员为了进一步提高它的性能或者处理某些特别难降解的废水,对它进行了不同形式的优化改造,其最终目的是为了:提高反应器截留污泥的能力,使进水分布均匀,泥水混合良好,有利于颗粒污泥形成,增强ABR反应器的稳定性。
1981年,Fannin等人[]为了提高推流式反应器截留产甲烷菌的能力,在推流反应器中增加了一些竖向挡板,从而得到了ABR反应器的最初形式(图1.3(A)),结果表明增加了挡板后,在COD容积负荷为1.6Kg/(m3·d)的条件下,气体中甲烷含量由30%提高到了55%。
Bachmann[]等人做了如图(1.3(B))所示的改进,进行了减少降流区宽度及增加导流板折角对反应器性能影响的研究,研究结果表明虽然经过改造后,其处理效率和甲烷的产率都得到了提高,但产生的沼气中甲烷的含量却减少了;减少降流区宽度可以使更多的微生物集中到主反应区(升流区内),有利于厌氧污泥停留在上向流室中,使反应器成为上向流室污泥床,其优点是水流方向与产气上升方向一致,一方面减少了堵塞的机会,另一方面加强了对污泥床的搅拌作用,有利于微生物与进水基质的充分混合,也有助于形成颗粒污泥;折板边缘折起将进水引向流室中心,实现布水的均匀性,导流板增加折角可以使水流流向升流区的中心部分,从而增加水力搅拌作用。
为了提高细胞平均停留时间以有效的处理高浓度废水,Tiche和Yang等人[] 于1987年对ABR反应器作了较大的改动(图1.5(C)),主要体现在:最后一隔室后增加了一个沉降室,流出反应器的污泥可以沉积于此。
Boopathy和Sivers[]在利用ABR反应器处理养猪场废水时,为了降低水流的上升速度,从而减小污泥的流失,设计了一种两隔室的ABR反应器图(1.5(D)),其中第一隔室是第二隔室的两倍,第一隔室体积的增大不仅可以减少水流的上升速度,而且还可以促进水中悬浮物尽可能多的的沉积于此,增加了悬浮物的停留时间,Boopathy将这种经过改造的ABR反应器与另一等体积的三隔室ABR反应器进行了对比研究,结果表明,改造后的两隔室ABR反应器的污泥流失量大大减少,但处理效率却不升反降。
ABR厌氧反应器[方案]
![ABR厌氧反应器[方案]](https://img.taocdn.com/s3/m/8fba2acabcd126fff6050b18.png)
ABR厌氧反应器[方案]厌氧处理工艺厌氧处理系统是畜禽粪污水处理工程的核心部分,本项目所采用的厌氧处理系统为ABR+AF(即ABR反应器内添加组合填料)组合式工艺。
因进水流量较小且是间断进水,所以本工程还配有回流泵,对厌氧沼液进行回流以控制上升流速。
该工艺具有以下优点:指标优点结构简单、无运动部件、无需机械混合装置、造价低、容反应器结构积利用率高、不易阻塞、污泥床膨胀程度较低而可降低反应器的总高度对生物体的沉降性能无特殊要求、污泥产率低、剩余污泥生物量特性量少、泥龄高、污泥无需在载体表面生长、不需后续沉淀池进行泥水分离水力停留时间短、可以以间歇的方式运行、耐水力和有机工艺的运行冲击负荷能力强,对进水中的有毒有害物质具有良好的承受力、可很长时间后排泥1、反应器的基本原理及其工艺构造反应器中使用一系列垂直安装的折流板使被处理的废水在反应器内沿折流板作上下流动,借助于处理过程中反应器内产生的沼气使反应器内的微生物固体在折流板所形成的各个隔室内作上下膨胀和沉淀运动,而整个反应器内的水流则以较慢的速度作水平流动。
由于污水在折流板的作用下,水流绕折流板流动而使水流在反应器内的流径的总长度增加,再加之折流板的阻挡及污泥的沉降作用,生物固体被有效地截留在反应器内。
同时折流板的低端设置一个转角,从而促进均匀布水、减少死区,使污水在上向流室中更均匀地分布而促进良好的泥水混合。
2、反应器内水力条件由于上下折流板的阻挡和分隔作用,使水流在不同隔室中的流态呈完全混合态(水流的上升及产气的搅拌作用),而在反应器的整个流程方向则表现为推流态。
从反应动力学的角度来看,这种完全混合与推流相结合的复合型流态十分利于保证反应器的容积利用率、提高处理效果及促进运行的稳定性,是一种极佳的流态形式。
同时,在一定处理能力下,这个复合型流态所需的反应器容积也比单个完全混合式的反应器容积低很多。
3、反应器隔室上升流速的控制为保证良好的泥水混合接触条件,必须合理控制反应器上升流隔室的流速(u)。
ABR-生物接触氧化工艺处理制药废水

第 3 卷 总第 13期 5 8
表 1 设计进 出水水质 ( 单位 m9k ,p ・~ H除外)
T b 1 T e eino w trne a do t t u l y(nt wee ’- p a x e td a. h s f ae il n ul ai u i r mgL I H w s c pe ) d g t eq t s , e
【 摘
要】 文章介绍 了 A R 生物接触氧化工艺 处理 制药废水的工程应用实例 。 B  ̄ 应用结果表 明 : O c O 5 S C Dr D S 、B
的去除率达 8. 9 4%,9. 9 2 8%和 9. 0 5%,最 终出水水质达到广东省地方标准 《 5 水污染物 排放限值》(B 4 620 ) D 4, _ 1 2 0 第二时段一级标准 ,该工艺运行稳定 ,操作 方便 ,出水达标且稳定。
( u n d n i fn n i n n rt t q ime t E gn eigl tdC mp n , a g h u5 0 , hn ) G a g o gJ ge gE vr me t oe up n & n ier mi o ay Gu n z o 0 0 C ia n o P cE n i e 1 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厌氧折流板反应器(Anaerobicba用edreactor,ABR)是McCarty和Bachmann等人于1982年,在总结了第二代厌氧反应器工艺性能的基础上,开发和研制的一种新型高效的厌氧生物处理装置。
其特点是:反应器置竖向导流板,将反应器分隔成几个串联的反应室,每个反应室都是一个相对独立的上流式污泥床系统,其中的污泥以颗粒化形式或絮状形式存在。
水流由导流板引导上下折流前进,逐个通过反应室的污泥床层,进水中的底物与微生物充分接触而得以降解去除。
ABR因其特殊的结构,与其它厌氧生物处理工艺相比,具有许多优点,见表1。
目前,对ABR的研究已成为废水厌氧生物处理方面的热点,其在工程实践中的应用也日益增多。
但在实际工程应用中,ABR设计的一些关键参数主要还依赖于经验和试验研究数据。
本文对ABR在工程设计时需要考虑的结构形式、部件尺寸、操作条件等问题进行了分析讨论,以期为ABR的中试研究和工程设计提供参考。
1结构形式的选择厌氧折流板反应器自产生以来,出现了几种不同结构的形式,如图1所示结构的ABR因具有结构简单、造价低廉等优点,在废水处理工程中得到了很好的应用,本文所述均是基于此基本形式的反应器。
因废水厌氧处理对环境温度要求较高,一般不能低于15~C,故在工程设计时应注意ABR 反应器外部的保温,建议采用半地下式结构。
反应器一般采用钢筋混凝土结构,壁要做适当的防腐处理。
2主要部件的确定2.1填料的选择在反应室上部空问架设填料的ABR称为复合式厌氧折流板反应器(HABR)。
增设填料后,方面利用原有的无效容积增加了生物总量,另外还加速了污泥与气泡的分离,从而减少了污泥的流失。
研究结果表明,加装填料后的ABR在启动期问和正常运行条件下的性能均优于加装前,而添加填料并不会明显增加反应器的造价。
至于填料可能带来的堵塞问题未曾见报道。
因此,建议在ABR设计时考虑增加填料。
常用的填料有铁炭填料、半软性塑料纤维等。
2.2隔室数的选择隔室数的设置,应根据所处理废水的特点和所需达到的处理程度合理地设计。
一股而言,在处理低浓度废水时,不必将反应器分隔成很多隔室,以3~4个隔室为宜;而在处理高浓度废水时,宜将分隔数控制在6~8个,以保证反应器在高负荷条件下的复合流态特性。
2.3上下流室宽度比的选择上流室宽度的设计与选耳义的上升流速有关,应尽量使反应器在一般HRT下处于较好的水力流态。
上流室与下流室的宽度之比一般宜控制在5:1~3:111,9-1q。
2.4单个隔室长宽高的比值研究表明,长宽高的比值会影响反应器的水力流态。
反应器上流室沿水流前进方向的长宽比宜控制在1:1~1:2之间,宽高LL-一般采用1:3,具体的有待于进一步实践研究。
2.5进水管的布置ABR反应器主要有以下儿种进水方式:隔室上部进水,中部进水,下部穿孔管进水。
具体可根据工程需要选用。
2.6产气收集方式的选择集气方式有分格集气和集中集气。
分格集气可使各隔室处于各自的最佳反应条件,利于产气,只是结构比集中集气稍显复杂。
工程中尽量选用分格集气。
2.7折流板结构的选择折流板的折角,一般取45~60。
,折板要伸入上流室的中间,以利于均匀布水,防J_}==沟流。
至于折板距池底的高度,可通过水力计算得到一个比较好的冲击速度,以利于后续隔室的进水。
2.8隔室挡板的结构对于在隔室上部未设填料的ABR,隔室挡板上端建议采用锯齿形结构,以减少污泥流失;同时可增加水流湍动,促进基质在ABR宽度方向上的混合。
隔室挡板的下端可选用图2所示的几种结构。
图2(b)的结构可减少水力死区,降低水力损失,同时可增加竖向挡板的结构强度,应尽量采用。
2.9第一隔室结构的确定与UASB相比,ABR反应器的第一隔室要承受远大于平均负荷的局部负荷,有资料表明,对一个拥有5格反应器的ABR,其第一格的局部负荷约为系统平均负荷的5倍。
一般对于低浓度废水,采用和后边几个隔室相同的尺寸即可;但对于隔室数较多或者进水浓度较高的情况,建议适当增大第一隔室的容积,以便有效地截留进水中的SS。
另外,为抑制反应器第一隔室可能出现的过度酸化现象,可在第一隔室的适当位置设置调节剂加入口,以便加入NaHCO等进行碱度调节。
2.10最后隔室结构的选择最后一个隔室,一般选用如图3所示的结构即可,如果拟处理的废水污泥沉降性能较差,可选用图3(b)所示的结构,以减少污泥流失。
3工艺操作条件的选择3.1启动方式厌氧反应器的启动方式有两种:一是固定进水基质浓度而逐步缩短HRT;一是固定HRT而逐渐增大进水基质浓度。
WPBarber和DCStuckey的研究表明,对于ABR,前种启动方式要优于后者。
建议参用固定进水浓度而缩短HRT的启动方式。
ABR反应器的启动一般采用较低的初始负荷,以利于污泥颗粒或絮体的形成;以较长的HRT启动,反应期气液上升流速小,可减少污泥的流失,并可增加各隔室甲烷菌属的含量。
3.2温度温度是影响厌氧反应的重要影响因素之一。
在一定的围,温度的提高不仅能加快厌氧硝化菌对有机污染物分解速率,而且还可以降低厌氧污泥混合液的粘度,而与粘度相关的污泥沉降性能又直接影响了反应器的出水水质。
SNachaiyasit等研究了低温对ABR性能的影响,结果表明:在中等负荷条件下,反应器温度由35℃降至25℃对COD去除率无明显影响,当温度进一步降至15℃时,反应器的效率明显下降,其主要原因是低温降低了细菌的代速率,使挥发性酯肪酸(VFA)的半饱和降解常数Ks增大,同时可溶性细胞代产物增加。
因此反应器在启动时,应尽可能在气温较高的条件下进行,等反应器成功启动后一般可以在相对低温下持续正常运行。
3.3容积负荷容积负荷直接反应了食物与微生物之间的平衡关系,容积负荷的变化可通过改变进水浓度或水力停留时间来实现。
3.4水力停留时间(HRT)水力停留时问是控制ABR反应器运行的主要参数,它直接影响了ABR中的COD去除91。
不同的HRT决定着不同的上流室上升流速,而上升流速是ABR反应器设计中需要考虑的一个重要因素。
为保证良好的泥水混合接触条件,必须合理控制反应器上升流隔室的流速(Vs)。
但在确定值s时,应根据拟处理废水的不同情况加以区别对待。
对于低浓度废水,建议采用较短的HRT,以增强传质效果,促进水流混合,缓解反应器后部污泥基质不足的问题。
但HRT不宜过短,过短的HRT容易造成沟流现象,不仅影响处理效果,而且会使污泥流失。
处理高浓度废水时,其产气对促进泥水混合的作用占主导地位,因而对上升流速的控制围较宽,且可在很低的s下运行。
故对高浓度废水,建议采用较长的HRT,以防止因产气作用而造成的污泥流失,否则须加装填料以减少污泥流失。
一般而言,当进水COD浓度在3000mg•L以上时,可将s控制在0-3~0.61TI•h~;当处理低浓度废水时,液体流速对泥水混合的促进作用就显得更为重要,宜将其控制在0.6~3.0mg•L。
3.5回流将反应器出水进行回流是提高反应器水力负荷(隔室水流上升速度)的常用方法。
适当回流,可以解决反应器前端隔室因产生较多VFA而引起的pH值降低等问题,并可在处理某些含蛋白质废水时抑制丝状菌的生长,还可稀释进水中的有毒有害物质,从而提高处理效果。
SetiadiT等人采用ABR处理棕榈油生产废水时,在平均负荷15.6gCOD•L1.d。
研究了回流比从5到25变化时对反应器出水的影响。
结果表明,当回流比在15以上时可保证系统的pH高于6.8,从而无需额外的碱度补充。
但另有研究表明,不仅应对回流比加以适当的控制,而且最好不进行回流。
其根据在于:(1)不适当的回流将加剧反应器流体的混合,改变反应器的水力流态,增加死区容积。
Nachaiyasit等人的研究表明[n一4J,当回流比增加到2时,死区容积高达40%,而回流比达4时,导致了突发性的较为严重的污泥流失问题;(2)出水回流将使反应器回复到单相状态,破坏产酸菌和产甲烷菌各自的良好运行环境及其相互协同作用功II,因此而失去ABR所特有的在一个反应器实现产酸和产甲烷相分离的优点。
Bachmann等人的研究发现,由于回流而使产甲烷菌的活性在整个反应器的分布趋于均匀,使后端隔室中的产甲烷菌进入高基质浓度、高H:分压及低pH等不利环境条件下,从而影响处理效果。
Nachaiyasit等人的研究也发现,增加回流比将使产气量和气体中甲烷的含量沿反应各隔室而下降。
可见,目前关于出水回流对ABR反应器效能的影响尚存争论。
是否采用回流要视所处理的废水水质而定,如果原水pH过低而酸化作用过烈、原水含有高浓度的有毒物质或运行需要在高水力负荷下进行,则可考虑出水部分回流。
但对出水回流应持谨慎态度,一般情况下尽量不要采用。
3.6挥发性脂肪酸(V11A)挥发性脂肪酸是厌氧发酵过程中的重要中间产物,它反映了废水可生化性的改变情况。
但VFA的过度积累会抑制甲烷菌的生长,从而使反应器的稳定时间延长。
因此控制反应器VFA 的含量就显得十分重要。
3.7分段进水ABR反应器在较高有机负荷条件下启动时,容易发生VFA积累、pH降低等情况,从而导致运行失败。
为避免这些不利情况,可考虑采用分段进水,如图4所示。
PJSallis等人分别采用普通进水ABR(NFABR)和分段进水ABR(SFABR)对高浓度啤酒废水的处理进行了对比研究。
结果发现,在启动和正常运行时期,SFABR均表现出了优于NFABR 的性能。
采用SFABR可降低废水中毒性物质对前面隔室的冲击,同时可为后面隔室提供足够的微生物营养。
在有机负荷为10.5kgCOD•m。
•d。
条件下,SFABR对C0D的去除率达到了95%。
具体参见.dowater.更多相关技术文档。
3.8pH与碱度pH是厌氧处理系统中重要的工艺控制参数之一,产甲烷过程只有在pH接近中性条件下才能有效进行,pH高于8.0或低于6-3时,产甲烷速率将大大降低。
碱度在系统中的作用是中和产酸阶段生成的VFA,建立有效的酸碱缓冲体系,降低系统pH的变化幅度。
为保证反应器有足够的缓冲能力,可根据需要在进水中投加一定量的NaHCO进行碱度调节。
根据德林等的研究结果,控制出水pH>6.5是确保ABR反应器正常工作的必要条件,为此应保持进水碱度在800mg•L。
以上。
4结论ABR因其特殊的结构,具有水力条件好、抗冲击负荷、构造简单、造价低廉等诸多优点,是一种非常有应用前景的废水厌氧生物反应器。
多年来,ABR在工程实践不断发展,加装填料提高污泥与气泡分离效果、采用合适的挡板结构和部件尺寸,控制好水力停留时间等减少反应器中死区、分段进水和出水回流等手段也提供了技术上的选择性。
已有的工程实例和成功案例也可以为ABR反应器的设计提供参考。
由于废水的多样性和活性污泥形态以及细菌作用的复杂性,ABR反应器设计很大程度上依赖于实验数据,相对而言基础理论研究落后于实践。