关于啤酒品质的检测分析
啤酒中风味物质的检测分析
啤酒中风味物质的检测分析啤酒是一种古老的饮料,已有数千年的历史。
它不仅是一种受人们喜爱的饮品,同时也是一种具有丰富风味物质的产品。
啤酒中的风味物质是啤酒口感和风味的主要来源,它们直接影响着啤酒的品质和口感。
对啤酒中的风味物质进行检测分析,可以帮助生产商掌握产品质量,不断改进生产工艺,并提高啤酒的口感和品质。
本文将对啤酒中风味物质的检测分析进行探讨。
啤酒中的风味物质主要包括酒精、酯类、酚类、醛类、酮类、氨基酸、多糖类等。
这些风味物质是在啤酒发酵和熟化过程中产生的,它们会赋予啤酒特有的风味和口感。
而这些风味物质的种类和含量,直接影响着啤酒的口感和品质。
对啤酒中的风味物质进行检测分析,有利于了解产品质量和改进生产工艺。
对啤酒中的酒精含量进行检测分析。
酒精是啤酒中的主要风味物质,其含量直接影响着啤酒的酒体和口感。
啤酒中的酒精含量通常通过比重法或气相色谱法进行检测分析。
比重法是通过测定啤酒的比重和酒精浓度之间的关系,计算出酒精含量。
而气相色谱法则是通过气相色谱仪分离和测定啤酒中的乙醇、丙醇等酒精成分的含量。
这些方法可以准确地检测出啤酒中的酒精含量,帮助生产商掌握产品质量和改进生产工艺。
对啤酒中的酯类风味物质进行检测分析。
酯类是啤酒中的重要风味成分,它们不仅赋予啤酒水果香味和芳香味,同时也是啤酒的口感和风味的主要来源。
常见的啤酒酯类主要包括乙酸乙酯、乙酸异戊酯、乙酸丁酯等。
这些酯类风味物质通常通过气相色谱-质谱联用技术进行检测分析。
该技术可以将啤酒中的酯类成分进行分离和鉴定,测定出各种酯类的含量。
通过对酯类风味物质的检测分析,可以了解啤酒的风味特点和改进生产工艺,提高产品的口感和品质。
啤酒质量检测标准化现状分析
啤酒质量检测标准化现状分析作者:岑翠芹来源:《中国食品》2021年第23期2019年,《中共中央國务院关于深化改革加强食品安全工作的意见》公开发布。
意见指出,必须深化改革创新,用最严谨的标准、最严格的监管、最严厉的处罚、最严肃的问责,进一步加强食品安全工作,确保人民群众“舌尖上的安全”。
从这句话我们可以看出,严谨的标准是保证食品安全的一条必要条件。
只有保证了食品标准的严格、严禁,才能保证进入市场流通、消费的食品是安全的、高质量的、品质好的。
本文从其中一种食品——啤酒的质量标准化着手,以P啤酒企业为例,结合工作实际,分析国内啤酒检测标准在企业的执行情况。
一、最新《食品安全法》、国家标准中对检测的要求根据最新《食品安全法》第五章、第八十九条规定,食品生产企业可以自行对所生产的食品进行检验,也可以委托符合本法规定的食品检验机构进行检验。
这表明,法律明文规定,食品生产企业必须对其生产的食品进行检验,所有食品生产企业必须按条例执行。
GB14881-2013《食品安全国家标准食品生产用卫生规范》中的9.1规定,应通过自行检验或委托具备相应资质的食品检验机构对原料和产品进行检验,建立食品出厂检验记录制度。
9.2规定,自行检验应具备与所检项目适应的检验室和检验能力;由具有相应资质的检验人员按规定的检验方法检验。
GB 8952-2016《食品安全国家标准啤酒生产卫生规范》中的9.1规定,应符合GB14881-2013中第九章规定。
这些表明,食品安全国家标准也同样进一步提出食品检验的要求。
在实际的生产过程中,各个食品生产企业须严格遵守《食品安全法》,按要求执行国家标准,严格对食品生产过程加以管理。
但笔者发现,啤酒质量检测涉及的相关标准数量较多,有必要对检测标准进行梳理分析研究,以完善内部检验系统,减少安全风险。
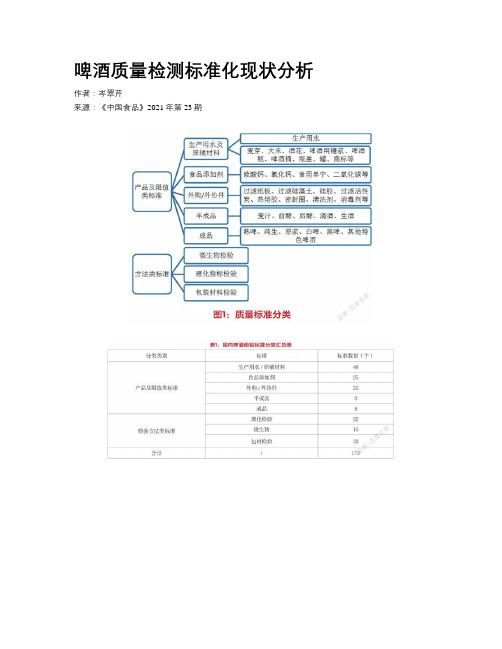
二、现行啤酒质量检测标准概览在涉及到啤酒质量的标准方面,主要有以下几方面:一是原辅材料质量标准;二是外购/外协件质量标准,无论是外包加工零部件和外部协作加工零部件都需要制定标准;三是半成品质量标准,啤酒生产有较多工序,生产出来的半成品(如麦汁、发酵液)的质量会直接影响成品的质量,因此半成品也都必须要有质量标准四是成品质量标准。
啤酒厂内微生物检测要求达标标准
啤酒厂内微生物检测要求达标标准摘要:一、啤酒微生物检测的重要性二、国标中啤酒微生物指标和大肠菌群指标三、啤酒瓶微生物检测标准四、微生物检测方法及其实用性五、如何确保啤酒微生物检测达标正文:啤酒作为一款深受消费者喜爱的饮品,其品质安全至关重要。
在啤酒生产过程中,微生物检测是衡量产品质量的重要环节。
本文将围绕啤酒厂内微生物检测要求,探讨微生物检测的重要性、国标中啤酒微生物指标和大肠菌群指标、啤酒瓶微生物检测标准、微生物检测方法及实用性以及如何确保啤酒微生物检测达标等方面内容。
一、啤酒微生物检测的重要性微生物检测在啤酒生产中具有举足轻重的地位。
通过对啤酒中的微生物数量和种类进行检测,可以确保产品符合卫生和安全标准,降低食品中毒等风险。
此外,微生物检测还有助于啤酒厂及时发现和解决生产过程中的问题,提高产品质量。
二、国标中啤酒微生物指标和大肠菌群指标在我国,啤酒微生物检测标准主要包括生啤酒和熟啤酒的细菌总数和大肠杆菌指标。
生啤酒细菌总数和大肠杆菌数量的标准均为50,熟啤酒细菌总数为50,大肠杆菌数量为3。
这些指标旨在确保啤酒在微生物方面的安全。
三、啤酒瓶微生物检测标准啤酒瓶微生物检测的标准较为简单,通常以每毫升瓶中啤酒的细菌数为指标。
在我国,啤酒瓶微生物检测的标准为每毫升细菌数不超过0个。
四、微生物检测方法及其实用性微生物检测方法多种多样,主要包括计数器法、涂片染色法、平板计数法和稀释法等。
这些方法在实际应用中具有较高的实用性,能够准确、快速地检测啤酒中的微生物数量。
五、如何确保啤酒微生物检测达标为确保啤酒微生物检测达标,啤酒厂应采取以下措施:1.严格把控生产过程中的卫生条件,降低微生物污染的风险。
2.对生产原料、设备表面以及工作人员等进行定期消毒,防止交叉污染。
3.设立专门的微生物检测实验室,并配备专业的检测人员,确保检测结果的准确性。
4.定期进行微生物检测,及时掌握产品微生物状况,发现问题及时解决。
5.加强与检验机构的沟通与合作,了解最新的微生物检测技术和标准。
啤酒生产检测质控标准方法

啤酒生产检测质控标准方法
啤酒生产的质控标准方法可以涉及以下几方面的检测:
1. 清洁度检测:包括对原料、设备和容器的清洁度进行检测,确保无杂质和细菌存在。
2. 原料成分检测:对啤酒原材料如麦芽、大米、啤酒花等进行成分分析,包括含水量、脂肪含量、蛋白质含量等。
3. 酒精度测定:使用酒精测定仪器测定啤酒的酒精度,确保符合设定的酒精度要求。
4. pH值检测:使用pH计测定啤酒的pH值,确保在一定范围内,符合口感要求。
5. 苦味检测:使用苦味计测定啤酒中苦味物质含量,以保证苦味在适宜范围内。
6. 色泽检测:使用色度计测定啤酒的颜色深浅,确保色泽符合要求。
7. 保质期测试:对啤酒的保质期进行测定,通过加速试验,模拟啤酒在不同条件下的储存时间,检测品质的变化。
8. 酵母活性检测:使用显微镜等仪器观察酵母菌的活性和数量,确保发酵效果良好。
9. 其他微生物检测:对啤酒中的微生物进行检测,确保无有害微生物存在。
以上只是一些常见的质控标准方法,具体的方法和检测项目还需根据不同的生产工艺和要求进行制定。
怎样判断啤酒的品质

怎样判断啤酒的品质?
判断啤酒的品质可以从多个方面考虑,包括外观、气味、口感、泡沫、味道、酒精度等。
以下是一些判断啤酒品质的方法:
1. 外观:观察啤酒的外观,优质的啤酒应该色泽清澈,没有悬浮物和浑浊。
颜色应该与该类型的啤酒相符,例如淡黄色的普通啤酒、棕红色的啤酒等。
2. 气味:闻一闻啤酒的气味,好的啤酒应该有明显的麦芽香气,没有异味或不良气味。
不同类型的啤酒可能有不同的香气,例如淡淡的水果香、花香或者焦糖香等。
3. 口感:品尝啤酒时,注意其口感。
优质的啤酒应该口感柔和、平衡,不过于苦涩或甜腻。
气泡应该细腻,入口时有一定的刺激感。
4. 泡沫:观察啤酒的泡沫,优质的啤酒泡沫丰富、持久,不容易散去。
5. 味道:品尝啤酒时,注意其味道是否纯正,是否有淡淡的麦香味,是否带有苦涩和甜味的平衡。
不同类型的啤酒可能有不同的风味特点,例如苦味的IPA、清爽的淡啤等。
6. 酒精度:查看啤酒标签上的酒精度,正规的啤酒应该标明准确的酒精度。
7. 生产日期:查看啤酒包装上的生产日期,确保购买的啤酒是新鲜的,以确保品质。
8. 品牌信誉:选择知名度高、口碑好的品牌,有些品牌由于历史和技术积淀,其产品品质通常有保障。
最终,个人的口味和偏好也是影响选择的重要因素,尝试不同口味和类型的啤酒,找到适合自己口味的品质好的啤酒。
啤酒鉴定测评报告范文
啤酒鉴定测评报告范文尊敬的鉴定委员会:经过对多个品牌啤酒进行细致的品味与评估,我们得出了以下关于啤酒的鉴定测评报告。
鉴于啤酒作为一种广泛受欢迎的酒类饮品,我们希望通过此报告,为消费者提供有关啤酒品质与特点的详细信息,以便消费者在选择啤酒时能够根据个人口味和需求做出明智的选择。
首先,我们对啤酒的外观进行了评估。
我们注意到,优质的啤酒应该有明亮的颜色和透明的外观。
我们发现大多数样品都满足了这一标准,但也有少数样品的颜色较为混浊。
在外观上,我们建议消费者选择颜色明亮、透明度高的啤酒。
其次,我们对啤酒的香气进行了评估。
我们发现,香气是影响啤酒品质的重要因素之一。
优质的啤酒应该有清新、纯净、浓郁的香气。
我们的测试结果表明,大部分样品香气浓郁,但也有个别样品的香气较为平淡。
因此,在选择啤酒时,消费者可以关注香气的浓郁程度,以获得更好的品味体验。
接下来,我们对啤酒的口感进行了评估。
口感是啤酒品质的重要指标之一。
我们发现,优质的啤酒应该有清爽、醇厚、平衡的口感。
我们的测试结果显示,大多数样品的口感符合这一标准,但也有个别样品的口感稍显平淡。
因此,消费者在选择啤酒时,可以根据个人口感偏好来做出选择。
最后,我们对啤酒的回味进行了评估。
回味是啤酒品质的重要体现。
我们发现,优质的啤酒应该有持久、悠长、丰富的回味。
我们的测试结果显示,大多数样品的回味表现良好,但也有个别样品的回味较为短暂。
因此,为了获得更好的品味体验,消费者可以关注啤酒的回味特点。
综上所述,根据我们的鉴定测评结果,我们建议消费者在选择啤酒时,关注啤酒的外观、香气、口感和回味等方面的特点。
优质的啤酒应该具备颜色明亮、香气浓郁、口感醇厚、回味持久等特点。
我们希望本报告能够帮助消费者更好地了解啤酒的品质,从而做出满意的购买决策。
谢谢!测评团队。
啤酒中风味物质的检测分析

啤酒中风味物质的检测分析啤酒是一种古老的饮料,具有丰富的风味物质。
这些风味物质使得啤酒具有独特的口感和香气,也是啤酒品质的重要标志。
而对于啤酒中风味物质的检测与分析,不仅可以帮助啤酒生产商在生产过程中进行质量控制,还可以帮助消费者挑选适合自己口味的啤酒。
啤酒的风味物质主要来自于麦芽、啤酒花和酵母等原料,同时也受到发酵、烘焙等生产工艺的影响。
啤酒中的风味物质多种多样,包括酯类、醇类、酚类、酸类等。
这些化合物的存在和含量直接影响到啤酒的口感和香气。
为了更好地了解啤酒中的风味物质,科学家们开发了各种检测方法和分析技术。
目前常用的方法主要有气相色谱-质谱联用技术(GC-MS)、液相色谱-质谱联用技术(LC-MS)、气相色谱-嗅觉检测技术(GC-O)等。
这些方法可以准确地分析出啤酒中的各种风味物质,并且能够对其进行定量分析,提供了技术支撑和保障。
在啤酒生产过程中,对风味物质的检测分析尤为重要。
对原料和生产过程中的控制可以保证啤酒中风味物质的稳定性和一致性,从而确保产品的品质。
对成品啤酒进行检测分析可以评估其口感和香气是否符合产品要求,从而对产品质量进行验证。
除了对啤酒生产过程中的检测分析,科学家们还对啤酒中的风味物质进行了深入的研究。
他们发现,不同类型的风味物质在啤酒中的比例和含量会对啤酒的口感和香气产生显著影响。
酯类物质会赋予啤酒果香味和酸味,醇类物质则会赋予啤酒麦香味和酵母味等。
这些研究成果为啤酒行业的产品开发和口感调配提供了重要参考。
在消费者方面,啤酒中风味物质的检测分析也具有一定的意义。
根据个人口味的不同,消费者可以通过对啤酒中的风味物质进行了解和分析,挑选出适合自己口味的啤酒。
这也为啤酒企业提供了市场定位和产品推广的思路。
对啤酒中风味物质的检测分析具有着重要的意义。
它不仅可以帮助啤酒生产商在生产过程中进行质量控制,保证产品的品质和口感,还可以为啤酒行业的产品研发和市场推广提供技术支持。
对消费者来说,了解和分析啤酒中的风味物质也可以帮助他们挑选出适合自己口味的啤酒。
啤酒的品评实验报告
啤酒的品评实验报告引言啤酒作为一种流行的饮品,在全球范围内备受欢迎。
不同种类的啤酒在口感、气味和口味上有所差异。
本实验旨在通过品评的方式,对比不同类型的啤酒并评估它们的特点。
实验方法实验材料- 不同品牌的啤酒(包括淡啤、黑啤、小麦啤等)- 啤酒杯- 评分表实验步骤1. 准备实验材料和评分表。
2. 将不同品牌的啤酒倒入不同的啤酒杯中。
3. 观察每种啤酒的色泽、清澈度和泡沫情况,并记录在评分表中的外观评分栏目内。
4. 闻取每种啤酒的气味,包括香气、酒精感和其他特殊气味,并记录在评分表中的气味评分栏目内。
5. 品尝每种啤酒的口感,包括口感的光滑度、酸度、苦味和甜味,并记录在评分表中的口感评分栏目内。
6. 对不同啤酒进行综合评估,填写评分表中的总体评分栏目。
实验结果外观评价根据实验观察,不同类型的啤酒在外观上存在明显差异。
淡啤酒呈黄色透明,泡沫丰富而持久;黑啤酒呈深褐色,泡沫丰满,融合了一定的红色调;小麦啤酒呈浑浊的金黄色,泡沫丰富且持久。
根据评分表中的外观评分标准,淡啤酒获得了9分,黑啤酒获得了8分,小麦啤酒获得了7分。
气味评价不同类型的啤酒在气味上也有明显区别。
淡啤酒的香气清新,酒精感较低;黑啤酒的香气较浓烈,酒精感较高;小麦啤酒的香气带有一定的麦香和香蕉味。
根据评分表中的气味评分标准,淡啤酒获得了8分,黑啤酒获得了9分,小麦啤酒获得了7分。
口感评价不同类型的啤酒在口感上也有差异。
淡啤酒口感轻柔且光滑,酸度和苦味适中;黑啤酒口感醇厚,苦味较重;小麦啤酒口感清爽,酸度和甜味均匀分布。
根据评分表中的口感评分标准,淡啤酒获得了8分,黑啤酒获得了9分,小麦啤酒获得了8分。
总体评价综合考虑外观、气味和口感三个方面的评分,淡啤酒的总体评分为8.3分,黑啤酒的总体评分为8.6分,小麦啤酒的总体评分为7.3分。
根据评分结果,黑啤酒在这次实验中获得了最高的评分,口感更具特色,气味更浓郁。
结论通过本次实验的品评,我们可以得出以下结论:1. 不同品牌和类型的啤酒具有不同的外观、气味和口感特点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业论文〔设计〕题目啤酒品质的检测分析指导老师专业班级姓名学号2021 年 6 月 2 日摘要本文针对夏季市面上普遍受市民饮用的低度啤酒,分析该类啤酒的品质检测。
随机抽查在兰溪市面上销售的不同品种、不同批次的啤酒。
选取其中的9种品类,依据中华人民共和国标准(GB/T 4928一2001 啤酒分析方法),进行快速品质检测,运用密度瓶法测酒精度并计算出原麦汁浓度,用电位滴定法测总酸的容量,用压力法测二氧化碳的含量,用显色反响测双乙酰的含量。
根据测得的结果,得出所抽查的啤酒的理化品质状况总体良好,达标率较高,但小企业出产的啤酒仍存在质量问题。
通过进一步对各指标的检测方法及发酵原理、生产工艺做了探讨,总结出除了生产问题外,检测误差也能造成结果的偏差,参比各项指标的标准要求及采用的检测方法的不严密性,不能排除检测过程中的误差对结果的影响。
关键词:低度啤酒、品质、检测目录引言 (3)1 材料与方法 (5)材料 (5)、试剂 (6)1.3 实验方法 (6)2 实验结果 (7)同品牌不同麦汁度各质量指标比拟 (7)同麦汁度不同品牌各质量指标比拟 (8)3讨论 (8) (8) (9)总酸的测定 (10) (11) (12)4结论 (14)参考文献 (15)引言啤酒是目前世界上消费量最大的酒类饮料,全球啤酒产量已连续多年稳步增长。
2000 年世界主要啤酒生产国的啤酒总产量约1635 亿公升。
我国的啤酒产量自1993 年到达1190万吨,列美国之后成为世界第二,经过9 年的时间,2002 年到达2386 万吨,超过美国成为世界上啤酒生产和消费量最大的国家。
然而,当我国啤酒业的迅速崛起并超越美国称雄世界的同时,我们发现在其开展过程中还存在一系列问题。
啤酒作为富有营养价值的国际饮品,在国人眼中它却是价格低廉的微利产品,一瓶啤酒尚抵不过瓶装矿泉水的售价,且质量保证方面与国际先进水平存在较大的差距。
我国的啤酒企业即使生产出了质量优良的产品,也可能由于质量保证手段的不完善:如包装材料选用不当、原材料选购和保存不善、新技术和新产品的应用缺乏等而导致产品的质量难于保存较长时间。
产品技术含量低:目前我国国内的高档啤酒市场,80%被国外啤酒品牌占领,国内民族品牌产品从科技水平、质量稳定、外观吸引力、广告宣传等方面都与之不及[1]。
但总体质量还算根本稳定。
啤酒作为酒在淡化,作为饮料在开展,特别是健康饮料在开展,啤酒饮料化是当前啤酒风格开展的大趋势,也是新世纪啤酒开展的一个特点[2]。
啤酒根据麦芽汁浓度可分为三类:6°—8°为低浓度啤酒,酒精含量也最低〔为2%左右〕,最适宜在夏季作为清凉饮料饮用;10°—12°为中浓度啤酒,酒精含量为3.5%左右;14°—20°为高浓度啤酒,酒精含量接近5%,国际上公认12°以上的啤酒为高级啤酒,这种啤酒酿造周期长,耐贮存。
现在江、浙、皖、泸、闽、赣等,市场十分流行低浓度、浅色泽、低苦味值、低总酸的淡色啤酒。
特别是淡爽而有柔和风格,得到新一代消费者的青睐,更适合于在餐桌上饮用,能配合各种菜肴。
淡爽、柔和风格是建立在优良麦芽原料,较多配合辅料〔35%-45%[3]。
随着人民生活水平的提高,对酒类品质的要求会越来越高,酒的卫生与质量关系着饮用者的健康[4]。
啤酒作为酒类中属于快速消费品,产品一旦出厂,在市面上流通时间越短,酒的品质就越易保障。
啤酒原浓度、酒精度、发酵度,色度、黏度和贮存时间对啤酒的浊度存在极显著相关性,pH与浊度有显著相关性[5]。
啤酒中的双乙酰含量又是衡量啤酒风味成熟与否的决定性指标,其含量超过其味阈值,会给啤酒带来不愉快的馊饭味,影响啤酒的风味[6]。
而人们又往往十分关注品牌效应,绝大多数的消费者他们购置的啤酒品牌都是知名度较高的品牌,从这一点也可以说明品牌效应的重要性,品牌的知名度在很大程度上影响人们的购置行为。
1 材料与方法1.1 材料表1 实验材料仪器试剂PHS-ZC型精密酸度计:上海雷磁仪器厂78HW-1型恒温磁力搅拌器:杭州仪表电机厂AB204-N梅特勒-托利多普及型分析天平:上海世义精密仪器HH-6数显恒温水浴锅:金坛市金分仪器有限责任公司UV-9200紫外可见分光光度计〔备有10mm石英比色皿〕:北京北分天普仪器技术二氧化碳测定仪(压力表):上海仪表厂氢氧化钠:分析纯浙江杭州萧山化学试剂厂批号01032498%盐酸溶液:分析纯,三明市三元化学试剂厂批号030816邻苯二胺溶液:无锡市飞鹏精细化工批号051011有机硅消泡剂:武汉市华创化工批号0411031.3 实验方法酒精度的测定〔密度瓶法〕将恒温至15℃~20℃的酒样约300 mL—→除气、过滤以制备样品,再进行蒸馏,称取试样100.0g—→最后进行测定原麦汁浓度的测定〔密度瓶法〕将蒸馏除去酒精并冷却至20℃—→用密度瓶测定出残液的相对密度—→查表,求真正浓度—→根据已测得的酒精度和真正浓度计算出试样的原麦汁浓度总酸的测定〔电位滴定法〕取除气后的酒样约60 mL—→〔40±0.5〕℃恒温30min,冷却至室温—→二氧化碳的测定〔压力法〕连接二氧化碳测定仪—→取瓶装酒样置于25℃水浴中恒温30min—→测表压、瓶颈空气和瓶颈空容—→计算出二氧化碳的含量双乙酰的测定安装并加热双乙酰蒸馏器—→加1~2滴消泡剂于100 mL量筒中并注入未经除气的预先冷至约5℃的酒样100 mL,再进行蒸馏—→收集馏出液近25mL并于室温下定容—→参加邻苯二胺溶液进行显色反响—→最后进行测定各项指标的标准要求2 结果表2 同品牌不同麦汁度的各指标比拟检验工程双鹿纯清啤酒双鹿清啤酒双鹿晶爽啤酒麦汁度〔°〕°8°°原麦汁浓度 %(m/m)酒精度 %〔V/V〕总酸 ml/100ml%〔m/m〕CO2双乙酰 mg/l由表1可以看出,三种啤酒的总酸和酒精度的含量随麦汁浓度的增大而增高,CO和双乙酰的含量较稳定。
2表3 7°淡啤不同品牌的各指标比拟检验工程仙都啤酒雪花啤酒纯生千岛湖啤酒一湖秀水原麦汁浓度 %(m/m)酒精度 %〔V/V〕总酸 ml/100mlCO%〔m/m〕2双乙酰 mg/l由表2可以看出,雪花啤酒纯生和千岛湖啤酒一湖秀水两个酒样各指标结果根本相同。
仙都啤酒各指标结果较其他两者偏值较大:原麦汁浓度、酒精度、总含量较其他两者偏低。
酸含量较其他两者较大,CO2表4 8°淡啤不同品牌的各指标比拟检验工程原生啤酒双鹿啤酒〔精制〕芥子园超爽啤酒原麦汁浓度 %(m/m)酒精度 %〔V/V〕 2.5总酸 ml/100ml%〔m/m〕CO2双乙酰 mg/l由表3可以看出, 双鹿啤酒〔精制〕的总酸含量较其他两者偏低;芥子园超爽啤酒的二氧化碳含量偏低,其值为%〔m/m〕,双乙酰含量偏高,其值为 mg/l,均不符合标准要求。
3 讨论3.1酒精度的测定3 酒精度测定的意义酒精在啤酒中起着不可或缺的作用, 不仅本身是啤酒质量标准的重要指标, 且酒精度和真正浓度又是计算另一个重要工程—原麦汁浓度的根底数据,由于酒精度分析误差可导致成品的合格与否, 或级别降低造成经济损失,所以关于酒精度测定的讨论是十分必要的。
目前实验室最常用的酒精含量测定法是密度瓶法,其包含有样品制备、蒸馏液收集、测量和计算4个环节。
该法不需要复杂的设备与化学试剂, 易于掌握, 结果的可比性强, 故各国均在沿用,但其实影响因素甚多[7]。
蒸馏过程中的影响因素分析蒸馏时, 要采用500mm蛇形冷凝器,不宜选用冷却局部小于400mm的冷凝器。
回流水的出口水温要小于20℃〔见表1〕,冷却过程中要防止中途停水或冷却水管脱落。
表5 回流水温度与各浓度的关系酒精度(% m/m) 实际浓度(% m/m) 原麦汁浓度(% m/m)回流水温度26℃<20℃26℃<20℃26℃<20℃1 3.610 3.845 4.076 4.076 11.11 11.552 3.845 3.965 4.228 4.228 11.69 11.923 3.490 3.730 3.876 3.876 10.69 11.14从表4数据中可知,降低回流水的温度,可以提高酒精含量,使测定结果更为准确,从而减少误差[8]。
在蒸馏初沸前要缓慢加热, 防止酒液急剧沸腾, 泡沫窜出。
经常检查蒸馏装置的各个连接处, 是否会因沸腾时的振动而松动,并不时地用水封或凡士林密封接口处, 以防止酒精挥发[9]。
测量过程中的影响因素分析注满蒸馏液插上温度计的比重瓶, 应该放在恒温箱内恒温, 如用手握或用火炉烘(室温较低时),导致受热不均匀,使测定结果偏高。
试验证明, 温度每相差0. 5 ℃, 酒精度就相差0.05 %左右,原麦汁浓相差0.1 左右,那么误差就相当大。
表6 测量时蒸馏液的温度与酒精度原浓的关系指标测量时温度(℃)19 20 21酒精度原麦汁浓结合上表分析可知,引起测量误差的原因是多方面的。
主要为环境和人为操作不当引起的,具体地说就是酒精挥发和受热不均匀带来的误差,如果方法得当,这些误差是可以防止或者可减少到最低[8]。
正确的方法是把低温的蒸馏液先倒入比重瓶内,除尽气泡后,立即插上温度计,在恒温箱内恒温至20 ℃并保持2min 后, 擦干瓶外水珠, 在20 ℃的空调室内称量即可(室温20 ℃以下,可不用空调)。
3.2 原麦汁浓度的测定3 原麦汁浓度对啤酒品质的影响原麦汁浓度的变化直接导致麦汁组分发生改变,酵母细胞大小、存活率、活力及其发酵性能也会随之发生相应的变化。
Cahill等的研究证实,酵母细胞活性与麦汁浓度密切相关。
麦汁浓度不同, 碳水化合物组成不同, 酵母代谢产物也有差异。
酿造高发酵度(70%以上)啤酒时,原麦汁浓度越低,啤酒真实浓度越小,风味越淡薄。
以往的研究也证明,原麦汁浓度低,酵母发酵所需时间短,主要代谢产物乙醇与其他风味物质生成量少;麦汁中碳水化合物成分的改变并不能同时获得与之相匹配的挥发性成分的变化。
所以原麦汁浓度的降低引起的风味成分的减少导致了啤酒风味的淡薄[11]。
原麦汁浓度低于8.0°P时,按照常规工艺酿造啤酒,屡次品尝结果说明,原麦汁浓度越低啤酒口味越淡薄,需要通过调整酿造工艺增加啤酒的饱满感。
针对低浓啤酒风味淡这一突出特点,在制定酿造工艺时,应先确定啤酒的发酵度范围,保证啤酒口味饱满、掩盖浓度过低引起的风味缺陷。
另外,改变原料组成,如添加焦香麦芽、小麦芽,增加酒花或酒花制品用量均可有效地改善低浓啤酒的淡薄风味,增进其醇厚性。
有关低浓啤酒引起的啤酒风味成分的变化,我们将做进一步报道。
原麦汁浓度的计算啤酒原麦汁浓度的检测国家标准第一法是以密度瓶法测出试样中的酒精度和真正浓度, 按经验公式计算出来的。