工装模具验收鉴定报告
工装模具检测验收规范

工装、模具检测验收规范1.目的:确保本公司工装含检具、模具制造后符合设计要求及生产产品符合图纸要求.2.适用范围:适用于本公司生产所需工装、模具的检测、验收.3.工作流程:自制工装、模具检测:无论新制、复制工装、模具,设计人员在图纸审批完毕后,下发图纸至制造单位注明需检测的零件图纸或组装图纸同时下发一份图纸必须检测的零件图和组装图至质量部;质量部根据图纸制定检验方法,在工装、模具制造完成前完成;制造单位在工装、模具零件或组装件制造完成后填写报检单通知质量部,由质量部指定检测人员对工装、模具进行全尺寸检测,根据工装、模具复杂程度,在1至3个工作日内完成;质量部将检测结果填写在工装、模具检测报告上,一式三份,质量部保存一份,同时下发技术部及制造单位各一份;不合格零件由制造单位不计工时进行返修或返工,经检测合格后的工装、模具方可进行试制验收.外协工装、模具检测:,由外协单位自己进行检测,签订合同时在外协加工合同上注明工装、模具验收前,必须由外协单位提供设计图纸及工装、模具检测报告各一份;外协单位提供的工装、模具检测报告在符合其设计图纸的前提下方可进行工装、模具的验收.工装、模具的验收:验收标准:A、工装、模具生产的产品符合工艺图纸;B、方便操作,装、卸零件方便;C、不存在任何操作危险隐患.自制工装、模具的验收:制造单位通知设计人员,由设计人员组织技术部、质量部、工装、模具使用单位负责人进行试制验收;验收不合格,在确定责任后由制造单位进行返修或返工;外协工装、模具的验收:采购部通知技术部,由技术部组织外协单位、质量部、工装、模具使用单位相关人员进行验收;验收不合格由外协单位免费进行返修或返工;工装、模具验收合格后,验收人员在工装、模具验收单上签字确认,技术部保留原件,复印一份至制造单位或外协单位,工装、模具验收单必须做为工时计算或付外协制造费用的依据.责任区分参照模具制造、维修量化管理规定编制:审批:。
工装、检具设计输入评审报告
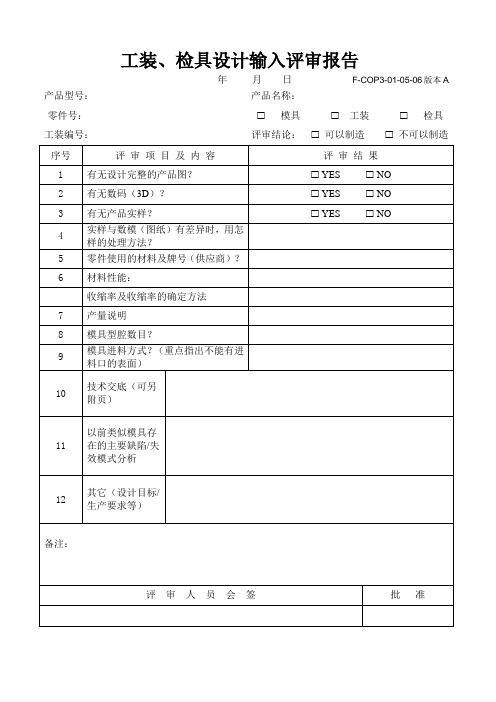
年 月 日F-COP3-01-05-06版本A
产品型号:
产品名称:
零件号:
模具工装检具
工装编号:
评审结论:
可以制造不可以制造
序号
评 审 项 目 及 内 容
评 审 结 果
1
有无设计完整的产品图?
YESNO
2
有无数码(3D)?
YESNO
3
有无产品实样?
YESNO
4
实样与数模(图纸)有差异时,用怎样的处理方法?
5
零件使用的材料及牌号(供应商)?
6
材料性能:ຫໍສະໝຸດ 收缩率及收缩率的确定方法7
产量说明
8
模具型腔数目?
9
模具进料方式?(重点指出不能有进料口的表面)
10
技术交底(可另附页)
11
以前类似模具存在的主要缺陷/失效模式分析
12
其它(设计目标/生产要求等)
备注:
评 审 人 员 会 签
批 准
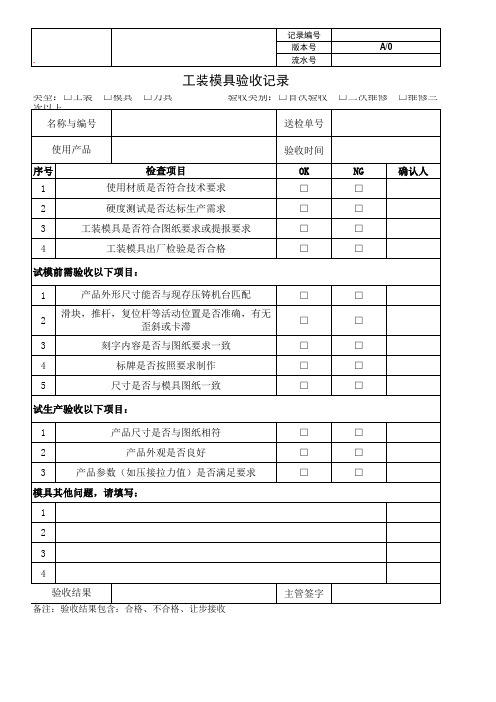
工装模具验收记录
□
□
模具其他问题,请填写:
1
2
3
4
验收结果 备注:验收结果包含:合格、不合格、让步接收
主管签字
确认人
记录编号
版本号
A/0
.
流水号
类型:□工装 □模具 次以上
名称与编号
□刀具
工装模具验收记录
验收类别:□首次验收
送检单号
□二次维修
□维修三
使用产品
序号 1
检查项目 使用材质是否符合技术要求
2
硬度测试是否达标生产需求
3
工装模具是否符合图纸要求或提报要求
4
工装模具出厂检验是否合格
验收时间
OK
NG
□
□
□
□
□
□Leabharlann □□试模前需验收以下项目:
1
产品外形尺寸能否与现存压铸机台匹配
□
□
2
滑块,推杆,复位杆等活动位置是否准确,有无 歪斜或卡滞
□
□
3
刻字内容是否与图纸要求一致
□
□
4
标牌是否按照要求制作
□
□
5
尺寸是否与模具图纸一致
□
□
试生产验收以下项目:
1
产品尺寸是否与图纸相符
□
□
2
产品外观是否良好
□
□
3
产品参数(如压接拉力值)是否满足要求
IATF16949体系设备工装验收报告样板

日期:
设备名称:设备型号:制造年份:
主要用途:产地/厂商:
治具编号:依据的治具模具图纸:
特点/用途:制作商/人:制作时间:
治具整体状况描述及意见责人:日期:
试加工样品确认:
确认项目
标准
1
2
3
4
5
6
7
8
9
10
判定结果
加工尺寸
制作材质
黄铜
黄铜
黄铜
黄铜
黄铜
黄铜
黄铜
黄铜
黄铜
黄铜
黄铜
OK
加工操作:数据检测人(IPQC):任丽丽(附件:1页)
生产部意见:工装生产出产品符合图纸要求。
签名:
工程部意见:1.工装符合图纸要求。
签名;
最终审批:□可投入使用 □不可投入使用
批准:
备注:
Form No:
Rev:A0
新模具鉴定报告
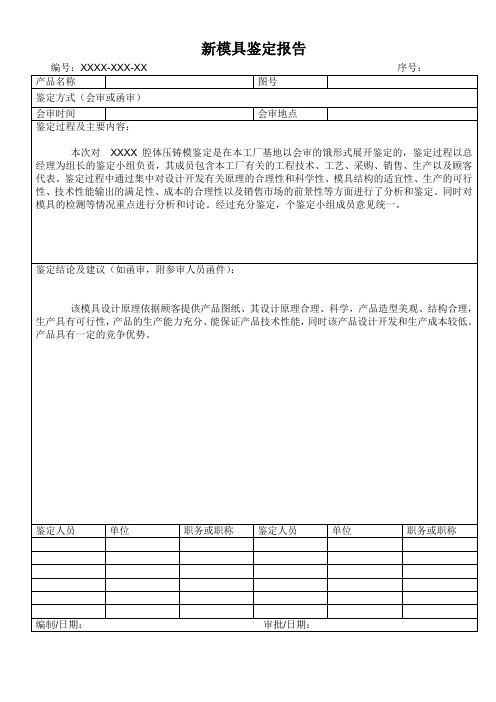
编号:XXXX-XXX-XX序号:
产品名称
图号
鉴定方式(会审或函审)
会审时间
会审地点
鉴定过程及主要内容:
本次对XXXX腔体压铸模鉴定是在本工厂基地以会审的饿形式展开鉴定的,鉴定过程以总经理为组长的鉴定小组负责,其成员包含本工厂有关的工程技术、工艺、采购、销售、生产以及顾客代表。鉴定过程中通过集中对设计开发有关原理的合理性和科学性、模具结构的适宜性、生产的可行性、技术性能输出的满足性、成本的合理性以及销售市场的前景性等方面进行了分析和鉴定。同时对模具的检测等情况重点进行分析和讨论。经过充分鉴定,个鉴定小组成员意见统一。
鉴定结论及建议(如函审,附参审人员函件):
该模具设计原理依据顾客提供产品图纸、其设计原理合理、科学,产品造型美观、结构合理,生产具有可行性,产品的生产能力充分、能保证产品技术性能,同时该产品设计开发和生产成本较低。产品具有一定的竞争优势。
鉴定人员
单位
职务或职称
鉴定人员
单位ห้องสมุดไป่ตู้
职务或职称
编制/日期:审批/日期:
模具工装验收报告

各碰穿面、插穿面、分型面是否研配到位。
10
制品表面要蚀纹或喷砂处理,拨模斜度是否为3-5度或皮纹越深斜度越大。
11
产品越深拨模斜度越大。
12
有外观要求的制品螺钉柱是否有防缩措施。
13
深度超过20mm的螺丝柱是否用司筒针。
14
斜顶、滑块上的镶芯是否有可靠的固定方式,(螺丝紧定,挂台或销钉)。
15
前模插入后模或后模插入前模,四周是否斜面锁紧或机加工避空。
5
顶出距离是否用限位块进行限位,限位材料为45#钢,不能用螺丝代替,底面须平整。
6
滑块、抽芯是否有行程限位。
7
滑块在每个方向上(特别是左右两侧)的导入角度是否为3—5度,以利研配和防止出现飞边。
8
滑块的滑动距离是否大于抽芯距2-3mm,斜顶类似。
9
大滑块下面是否都有耐磨板,耐磨板比大面高出0.05-0.1mm,耐磨板应加油槽或使用自润滑材料。
10
宽度超过250mm的滑块,在下面中间部位是否增加一至数个导向块,
11
若制品有粘前模的趋势,后模侧壁是否加皮纹或保留火花纹,无加工较深的倒扣,无手工打磨加倒扣筋或麻点。
12
若顶杆上加倒钩,倒钩的方向是否保持一致,并且倒钩易于从制品上去除,或根据要求。
13
顶针活动顺畅。
14
复位杆端面平整,无点焊,杯头底部没有垫垫片、点焊。
3
镶块,镶针是否可靠定位固定,圆形件有止转。镶块下面不垫铜片、铁片。
4
前模抛光到位要求前模及后模筋位、柱表面,无火花纹、刀痕。
5
顶杆端面是否与型芯一致。
6
模具各零部件是否有编号,对于相同的件是否注明编号1、2、3等。
模具检验报告1页 -回复

模具检验报告1页-回复模具检验报告是在模具制作完成后对模具进行质量检验的一种文件记录,以评估模具的质量以及是否符合设计要求。
本文将从模具检验报告的背景和意义、模具检验报告的内容和要点、模具检验的方法和步骤等方面进行详细解答。
一、模具检验报告的背景和意义模具作为制造业中不可或缺的重要工具,其质量直接关系到产品的成型和品质,因此模具的质量检验非常关键。
模具检验报告是在模具制作完成后对模具进行全面检验的一种文件记录,它可以为制造商提供一个具体的模具质量评估,验证制造商是否按照设计要求进行了模具制作,保证模具的质量和可靠性。
二、模具检验报告的内容和要点1.模具基本信息:包括模具名称、制造商、制造日期等基本信息,方便对模具进行追溯和管理。
2.模具尺寸和偏差:通过对模具尺寸的测量和对比,检验模具尺寸是否符合设计要求。
同时,还需对模具的尺寸偏差进行评估,判断模具加工精度和制造工艺的合理性。
3.模具材料和硬度:通过对模具材料的化学成分分析和硬度测试,检验模具材料是否符合所需性能和要求。
4.模具表面质量:对模具表面进行目测和触摸,检验模具表面的均匀度、光洁度和平滑度,确保模具表面质量良好,以减少产品表面缺陷。
5.模具组装和拆卸:检验模具的组装和拆卸方式是否合理,是否能够顺利进行。
6.模具试模和模具寿命:通过模具试模,评估模具的可靠性和精度。
同时,可以根据试模情况预估模具的使用寿命,为后续维护和更换提供依据。
7.模具安全性:检验模具的使用安全性,包括模具的防护装置是否完善、操作人员是否需要接受相关培训等。
三、模具检验的方法和步骤1.准备检验设备和工具:检验设备和工具包括千分尺、测量软尺、硬度计等。
2.对模具尺寸进行测量:使用千分尺、测量软尺等工具对模具尺寸进行测量,记录测量结果,并与设计要求进行对比。
3.对模具材料进行化学成分分析:采用化学分析仪器对模具材料的化学成分进行分析,确保材料符合要求。
4.对模具表面进行质量检查:对模具表面进行目测和触摸,判断表面的均匀度、光洁度和平滑度等。
注塑模具检查验收报告

注塑模具检查验收报告1.模具供给商在开辟前需子细研讨捷永广建公司注塑模具相关要求和标准,并按该要求和标准发展模具的设计和创造。
2.模具在捷永广建公司验收前需由模具供给商依据该标准每条要求发展检查。
并将检查结果如实填入下表--检查现象描述栏--,并对不合格工程发展整改。
3.每组模具验收合格后必须如实提供从设计→创造→试模整个过程的履历。
4.模具开辟意向确认后,供给商需依据合同时间排出合理的创造进度,并于每周一 17:00 前将上周之实际进度和进度照片发给捷永广建公司,直至模具T1 完成。
5.当设计确认 OK 后,在没有捷永广建公司的允许下,不得私自对模具发展构造更改,不得私自对模具发展烧焊。
当供给商需要烧焊或者更改构造的情况下,请报揭发给捷永广建公司工程负责人员发展确认,得到回复后才干进展。
6.模具相关之标准件〔 O 型环,止水栓,水咀,顶针〕需按各种型号的数量提供 30%备品。
7.模具验收需由工程负责人,注塑工程师现场确认模具状况,按本要求内容发展审核,如有不合格工程当场商议发展整改,和模具供给商确认出完成时间节点。
8.为了保证整个工程的顺利发展,所有模具供给商需严格按照合同要求之时间节点发展制作,如有相关模具构造等内容需要捷永广建公司工程负责人员确认时,捷永广建公司工程负责人需在2 个工作日内发展正式回复。
注塑模具检查验收报告一 模具的标牌和外观标示2. 模具水路标牌,标牌格式和标准如下,如果水路较为复杂可适当加大比 例,但必须标示内容完整正确。
型芯 和型腔分开标示。
1. 模具铭牌内容完整,字符清晰,罗列整齐。
按如下标准发展编制,用铆钉 安装于模具操作侧的模脚上检查现象描述不可 承受可承 受合格3. 模具锁模块注意标牌,相关标准如下检查现象描述合格可承不可列图受承受所示,用铆钉固定安装于模具操作侧锁模块附近。
4. 对于有使用热流道模具需按各热流道产商标牌标准制作标牌,安装于型腔固定板侧面上部5. 相关铭牌放置位置于模具操作侧,如下列图所示:6. 模板需有序号和模号,以及常用信息,需要在模板上做凹字,字高必须大于 8mm,按如下标准所示:7. 所有吊环孔下方需要有吊环大小标检查现象描述合格可承不可示,标示字高必须大于 8mm,如下列受承受图所示:8. 所有模具水路接头位置需要有水路编号和进出标示,标示位于水路附件,字高需大于 8mm 〔水路标示尽量位于接头位置的上端或者摆布端,下端容易被冷却水腐蚀〕,模具出运喷漆后,也需要清晰可见9. 进出油嘴、进出气嘴是否同冷却水嘴,并在 IN、OUT 前空一个字符加 G 〔气〕、 O 〔油〕。