SJ-150×25挤出机组配置及技术参数
150 挤出机作业指导书
编号:Q/KH03-01.6-2013 山东科虹线缆科技股份有限公司作业指导书设备名称:Ø 150挤出机受控装态:受控号:修订状态:A编制:审核:批准:发布日期:2013年12月18日实施日期:2013年12月20日目录一、设备的用途二、设备的工艺技术参数三、设备的结构及简要说明四、操作规程五、技术与安全一、设备用途SJ—150/25塑料挤出机配相应的辅机,可挤制软聚氯乙烯,如:吹膜等制品。
二、设备工艺、技术参数1、螺杆直径 150mm2、螺杆长径比 25:13、螺杆转速 10-60r/min4、生产能力(∠DPE) 100-450kg/h5、中心高 1000m6、电压 440V7、加热机筒:加热段数 6段加热功率 10KW/段机头架:加热功率 4KW机头:加热功率 4KW8、机筒冷却形式风冷鼓风机型号 DF-VI冷却段数 6段冷却风机功率 0.37KW×69、齿轮箱传动比 16一、设备结构简要说明本机主要由挤出部分、传动装置、加热冷却部分等组成。
1、挤出部分:该部是本机的心脏,其作用是将塑料塑化成均匀密实的熔融体,并在螺杆的推动下将塑料从机头的口模中定压定量连续挤出。
其主要零件是螺筒和螺杆,它们的材料均是高级优质合金钢和38Cr/T0AtR。
经氨化处理后,有效高的硬度和一定的抗蚀能力,本机长径比大,螺杆可无级调速。
中心制有长孔,尾部有螺杆冷却系统。
可对螺杆进行冷却。
2、热冷却部分:螺筒外圆装有4段加热器,机头发兰也有加热器,可分别在00~3000C范围内由温度指示调节仪表自动控制其温度,在铸铝加热器内壁上,设有通风槽,并装有四个鼓风机,每个鼓风机都和每段加热器相对应,视工艺要求可分段通风冷却。
3、传动部分采用双级渐开线圆柱齿轮减速箱传动,螺杆通过键与减速成箱主轴相连接,螺杆的轴向力靠安装在轴承座内的向心推力对称球面滚子轴承来承受。
四、操作规程开车前的准备工作1、检查设备:检查设备和各转动部位完好情况,并对各润滑部位加油首班开车须注意作业计划和上班次留言记录,检查工卡量具是否齐全。
90挤出机配置

SJ-90×25塑料挤出机机组配置及技术参数1.设备用途SJ-90×25挤出机组适用于以PVC,PE,XLPE、低烟无卤聚烯烃(需另购低烟无卤专用螺杆)等电缆料为绝缘和护套的电线电缆的制造2.主要技术参数2.1挤包前直径Ф10-Ф452.2挤包后外径Ф15-Ф502.3螺杆转速 10-80 r/min2,4挤出机最大挤出量 280kg/h(PVC)2.5冷却水槽长度 16m2.6最大牵引力 1600kg2.7最大牵引线速度 80m/min2.8放线盘规格 PN1000-PN20002.9收线盘规格 PN1000-PN20003.主要组成部件3.1 Ф2000mm无轴式放线架一套3.2 五轮张紧架一套3.3 SJ-90×25挤出机一台3.4 Φ60mm直角机头一只3.5 上料烘干机一套3.6 16m不锈钢冷却水槽一套3.7 爪式吹干机一套3.8 1600kg平胶带牵引机一套3.9 Φ2000mm无轴式收排线机一套3.10 电控系统一套4.主要部件结构说明及技术规范4.1 Φ2000无轴式放线架4.1.1放线盘规格 PN1000-PN20004.1.2 最大装盘重量≤10T4.1.3 电动升降、电动夹紧,机械摩擦张力控制,张紧力可调4.2 五轮张紧架4.2.1由5-Ф220钢滚轮组成,张紧力及张紧距离可调以适应不同的线径,通过调整弹簧力的大小而控制张力4.3 SJ-90×25挤出机4.3.1螺杆直径Φ904.3.2螺杆长径比 25:14.3.3 螺杆形式 BM 型4.3.4 出胶量 280kg/h(PVC)4.3.5 主电机功率 75kw4.3.6机筒加热段数×功率 5×5kw4.3.7 机筒材料 38CrMoAlA,表面氮化处理,氮化深度0.5~0.8;表面硬度≥HV940。
4.3.8 螺杆材料 38CrMoAlA,表面氮化处理,氮化深度0.5~0.8;表面硬度≥HV840。
单螺杆挤出机的规格型号和基本参数
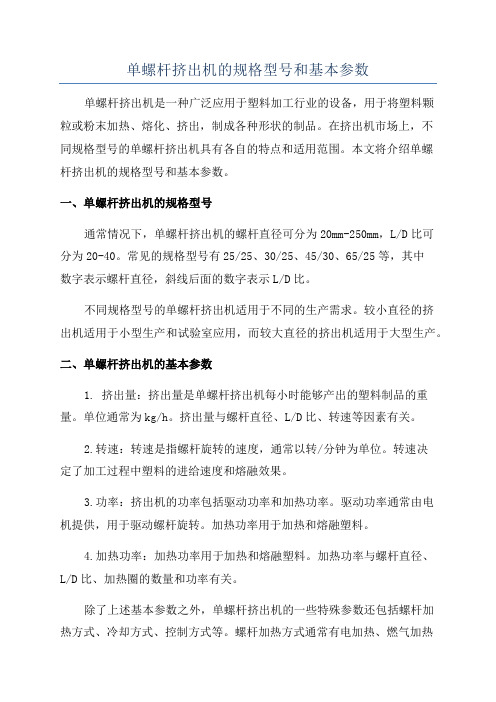
单螺杆挤出机的规格型号和基本参数单螺杆挤出机是一种广泛应用于塑料加工行业的设备,用于将塑料颗粒或粉末加热、熔化、挤出,制成各种形状的制品。
在挤出机市场上,不同规格型号的单螺杆挤出机具有各自的特点和适用范围。
本文将介绍单螺杆挤出机的规格型号和基本参数。
一、单螺杆挤出机的规格型号通常情况下,单螺杆挤出机的螺杆直径可分为20mm-250mm,L/D比可分为20-40。
常见的规格型号有25/25、30/25、45/30、65/25等,其中数字表示螺杆直径,斜线后面的数字表示L/D比。
不同规格型号的单螺杆挤出机适用于不同的生产需求。
较小直径的挤出机适用于小型生产和试验室应用,而较大直径的挤出机适用于大型生产。
二、单螺杆挤出机的基本参数1. 挤出量:挤出量是单螺杆挤出机每小时能够产出的塑料制品的重量。
单位通常为kg/h。
挤出量与螺杆直径、L/D比、转速等因素有关。
2.转速:转速是指螺杆旋转的速度,通常以转/分钟为单位。
转速决定了加工过程中塑料的进给速度和熔融效果。
3.功率:挤出机的功率包括驱动功率和加热功率。
驱动功率通常由电机提供,用于驱动螺杆旋转。
加热功率用于加热和熔融塑料。
4.加热功率:加热功率用于加热和熔融塑料。
加热功率与螺杆直径、L/D比、加热圈的数量和功率有关。
除了上述基本参数之外,单螺杆挤出机的一些特殊参数还包括螺杆加热方式、冷却方式、控制方式等。
螺杆加热方式通常有电加热、燃气加热和液体加热等。
冷却方式通常有风冷和水冷两种,根据不同的生产需求选择合适的冷却方式。
控制方式通常有手动控制和自动控制两种,自动控制方式可以实现对挤出机的精确控制和监测。
综上所述,单螺杆挤出机是一种广泛应用于塑料加工行业的设备。
不同规格型号的单螺杆挤出机具有不同的特点和适用范围。
其基本参数包括挤出量、转速、功率、加热功率等,这些参数直接影响着挤出机的生产能力和能耗。
了解这些规格型号和基本参数有助于选择和使用合适的单螺杆挤出机。
150 挤出机作业指导书
编号:Q/KH03-01.6-2013 山东科虹线缆科技股份有限公司作业指导书设备名称:Ø 150挤出机受控装态:受控号:修订状态:A编制:审核:批准:发布日期:2013年12月18日实施日期:2013年12月20日目录一、设备的用途二、设备的工艺技术参数三、设备的结构及简要说明四、操作规程五、技术与安全一、设备用途SJ—150/25塑料挤出机配相应的辅机,可挤制软聚氯乙烯,如:吹膜等制品。
二、设备工艺、技术参数1、螺杆直径 150mm2、螺杆长径比 25:13、螺杆转速 10-60r/min4、生产能力(∠DPE) 100-450kg/h5、中心高 1000m6、电压 440V7、加热机筒:加热段数 6段加热功率 10KW/段机头架:加热功率 4KW机头:加热功率 4KW8、机筒冷却形式风冷鼓风机型号 DF-VI冷却段数 6段冷却风机功率 0.37KW×69、齿轮箱传动比 16一、设备结构简要说明本机主要由挤出部分、传动装置、加热冷却部分等组成。
1、挤出部分:该部是本机的心脏,其作用是将塑料塑化成均匀密实的熔融体,并在螺杆的推动下将塑料从机头的口模中定压定量连续挤出。
其主要零件是螺筒和螺杆,它们的材料均是高级优质合金钢和38Cr/T0AtR。
经氨化处理后,有效高的硬度和一定的抗蚀能力,本机长径比大,螺杆可无级调速。
中心制有长孔,尾部有螺杆冷却系统。
可对螺杆进行冷却。
2、热冷却部分:螺筒外圆装有4段加热器,机头发兰也有加热器,可分别在00~3000C范围内由温度指示调节仪表自动控制其温度,在铸铝加热器内壁上,设有通风槽,并装有四个鼓风机,每个鼓风机都和每段加热器相对应,视工艺要求可分段通风冷却。
3、传动部分采用双级渐开线圆柱齿轮减速箱传动,螺杆通过键与减速成箱主轴相连接,螺杆的轴向力靠安装在轴承座内的向心推力对称球面滚子轴承来承受。
四、操作规程开车前的准备工作1、检查设备:检查设备和各转动部位完好情况,并对各润滑部位加油首班开车须注意作业计划和上班次留言记录,检查工卡量具是否齐全。
挤塑机技术要求
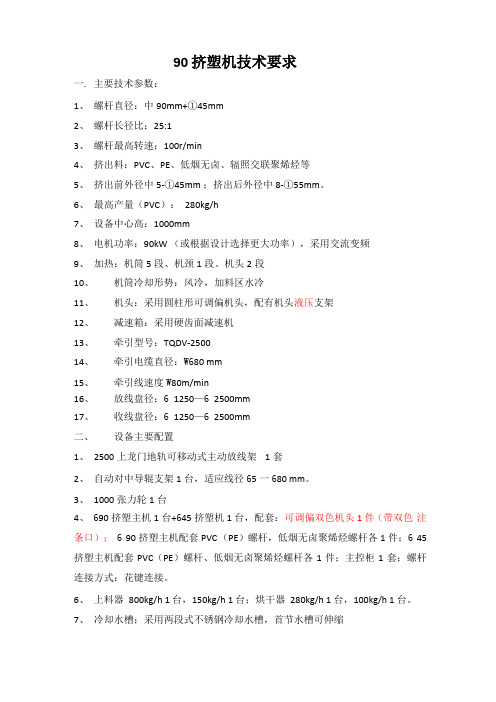
90挤塑机技术要求一. 主要技术参数:1、螺杆直径:中90mm+①45mm2、螺杆长径比:25:13、螺杆最高转速:100r/min4、挤出料:PVC、PE、低烟无卤、辐照交联聚烯烃等5、挤出前外径中5-①45mm ;挤出后外径中8-①55mm。
6、最高产量(PVC):280kg/h7、设备中心高:1000mm8、电机功率:90kW (或根据设计选择更大功率),采用交流变频9、加热:机筒5段、机颈1段、机头2段10、机筒冷却形势:风冷,加料区水冷11、机头:采用圆柱形可调偏机头,配有机头液压支架12、减速箱:采用硬齿面减速机13、牵引型号:TQDV-250014、牵引电缆直径:W680 mm15、牵引线速度W80m/min16、放线盘径:6 1250—6 2500mm17、收线盘径:6 1250—6 2500mm二、设备主要配置1、2500上龙门地轨可移动式主动放线架1套2、自动对中导辊支架1台,适应线径65一680 mm。
3、1000张力轮1台4、 690挤塑主机1台+645挤塑机1台,配套:可调偏双色机头1件(带双色注条口);6 90挤塑主机配套PVC (PE)螺杆,低烟无卤聚烯烃螺杆各1件;6 45挤塑主机配套PVC(PE)螺杆、低烟无卤聚烯烃螺杆各1件;主控柜1套;螺杆连接方式:花键连接。
6、上料器800kg/h 1 台,150kg/h 1 台;烘干器280kg/h 1 台,100kg/h 1 台。
7、冷却水槽:采用两段式不锈钢冷却水槽,首节水槽可伸缩8、吹干器1台(带旋涡泵)9、上海欧勒在线测径仪1台,外径测量范围:5-60mm,带实时测量值及超范围报警输出10、上海蓝波25kV工频火花机1台11、机械+电子计米器2台12、TQDV-2500气动履带牵引机1台13、闭线器1台14、2500上龙门地轨可移动式收线架1套15、机组同步控制系统1套三、主要配置技术要求(一)2500龙门下地轨可移动式主动放线架1套1、技术参数:适应线径:5—80 mm ;最高放线速度:80 m/min放线线盘规格:PN1250—2500线盘夹紧宽度:800-2200mm;载重量:20T2、结构特点龙门地轨行走,横梁上置式结构,电动升降,电动夹紧和放松线盘。
双螺杆挤出机工艺参数
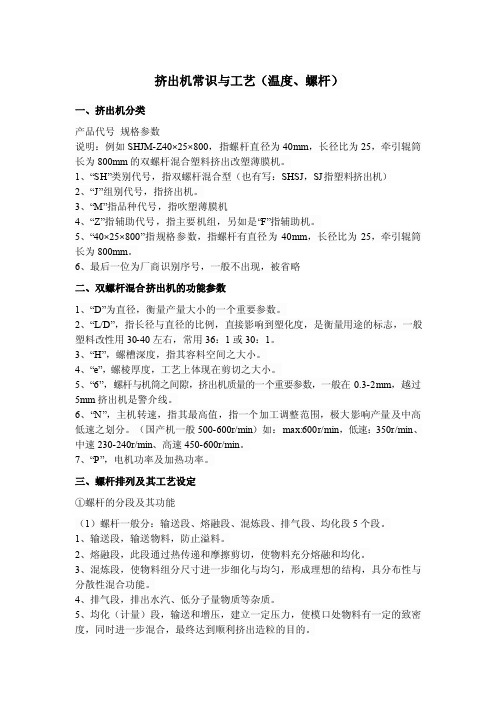
挤出机常识与工艺(温度、螺杆)一、挤出机分类产品代号规格参数说明:例如SHJM-Z40×25×800,指螺杆直径为40mm,长径比为25,牵引辊筒长为800mm的双螺杆混合塑料挤出改塑薄膜机。
1、“SH”类别代号,指双螺杆混合型(也有写:SHSJ,SJ指塑料挤出机)2、“J”组别代号,指挤出机。
3、“M”指品种代号,指吹塑薄膜机4、“Z”指辅助代号,指主要机组,另如是“F”指辅助机。
5、“40×25×800”指规格参数,指螺杆有直径为40mm,长径比为25,牵引辊筒长为800mm。
6、最后一位为厂商识别序号,一般不出现,被省略二、双螺杆混合挤出机的功能参数1、“D”为直径,衡量产量大小的一个重要参数。
2、“L/D”,指长径与直径的比例,直接影响到塑化度,是衡量用途的标志,一般塑料改性用30-40左右,常用36:1或30:1。
3、“H”,螺槽深度,指其容料空间之大小。
4、“e”,螺棱厚度,工艺上体现在剪切之大小。
5、“6”,螺杆与机筒之间隙,挤出机质量的一个重要参数,一般在0.3-2mm,越过5mm挤出机是警介线。
6、“N”,主机转速,指其最高值,指一个加工调整范围,极大影响产量及中高低速之划分。
(国产机一般500-600r/min)如:max:600r/min,低速:350r/min、中速230-240r/min、高速450-600r/min。
7、“P”,电机功率及加热功率。
三、螺杆排列及其工艺设定①螺杆的分段及其功能(1)螺杆一般分:输送段、熔融段、混炼段、排气段、均化段5个段。
1、输送段,输送物料,防止溢料。
2、熔融段,此段通过热传递和摩擦剪切,使物料充分熔融和均化。
3、混炼段,使物料组分尺寸进一步细化与均匀,形成理想的结构,具分布性与分散性混合功能。
4、排气段,排出水汽、低分子量物质等杂质。
5、均化(计量)段,输送和增压,建立一定压力,使模口处物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
150 挤出机作业指导书
编号:Q/KH03-01.6-2013 山东科虹线缆科技股份有限公司作业指导书设备名称:Ø 150挤出机受控装态:受控号:修订状态:A编制:审核:批准:发布日期:2013年12月18日实施日期:2013年12月20日目录一、设备的用途二、设备的工艺技术参数三、设备的结构及简要说明四、操作规程五、技术与安全一、设备用途SJ—150/25塑料挤出机配相应的辅机,可挤制软聚氯乙烯,如:吹膜等制品。
二、设备工艺、技术参数1、螺杆直径150mm2、螺杆长径比25:13、螺杆转速10-60r/min4、生产能力(∠DPE)100-450kg/h5、中心高1000m6、电压440V7、加热机筒:加热段数6段加热功率10KW/段机头架:加热功率4KW机头:加热功率4KW8、机筒冷却形式风冷鼓风机型号DF-VI冷却段数6段冷却风机功率0.37KW×69、齿轮箱传动比16一、设备结构简要说明本机主要由挤出部分、传动装置、加热冷却部分等组成。
1、挤出部分:该部是本机的心脏,其作用是将塑料塑化成均匀密实的熔融体,并在螺杆的推动下将塑料从机头的口模中定压定量连续挤出。
其主要零件是螺筒和螺杆,它们的材料均是高级优质合金钢和38Cr/T0AtR。
经氨化处理后,有效高的硬度和一定的抗蚀能力,本机长径比大,螺杆可无级调速。
中心制有长孔,尾部有螺杆冷却系统。
可对螺杆进行冷却。
2、热冷却部分:螺筒外圆装有4段加热器,机头发兰也有加热器,可分别在00~3000C范围内由温度指示调节仪表自动控制其温度,在铸铝加热器内壁上,设有通风槽,并装有四个鼓风机,每个鼓风机都和每段加热器相对应,视工艺要求可分段通风冷却。
3、传动部分采用双级渐开线圆柱齿轮减速箱传动,螺杆通过键与减速成箱主轴相连接,螺杆的轴向力靠安装在轴承座内的向心推力对称球面滚子轴承来承受。
四、操作规程开车前的准备工作1、检查设备:检查设备和各转动部位完好情况,并对各润滑部位加油首班开车须注意作业计划和上班次留言记录,检查工卡量具是否齐全。
挤压机主要技术参数确定
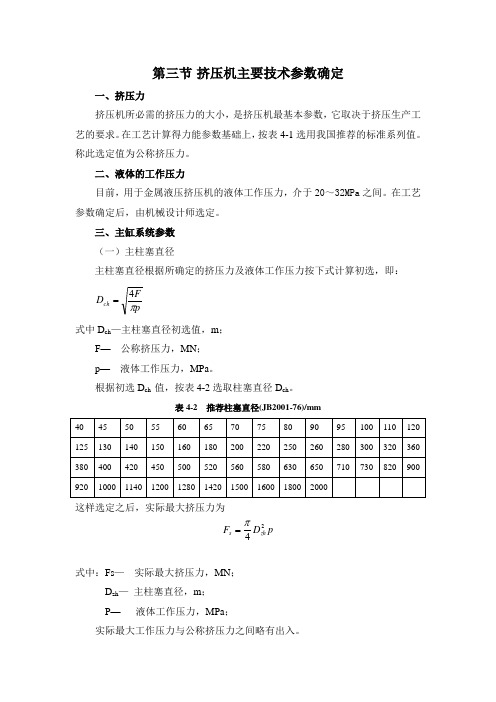
第三节 挤压机主要技术参数确定一、挤压力挤压机所必需的挤压力的大小,是挤压机最基本参数,它取决于挤压生产工艺的要求。
在工艺计算得力能参数基础上,按表4-1选用我国推荐的标准系列值。
称此选定值为公称挤压力。
二、液体的工作压力目前,用于金属液压挤压机的液体工作压力,介于20~32MPa 之间。
在工艺参数确定后,由机械设计师选定。
三、主缸系统参数 (一)主柱塞直径主柱塞直径根据所确定的挤压力及液体工作压力按下式计算初选,即:pFD ch π4=式中D ch —主柱塞直径初选值,m ;F — 公称挤压力,MN ; p — 液体工作压力,MPa 。
根据初选D ch 值,按表4-2选取柱塞直径D ch 。
表4-2 推荐柱塞直径(JB2001-76)/mm这样选定之后,实际最大挤压力为p D F zh s 24π=式中:Fs — 实际最大挤压力,MN ; D zh — 主柱塞直径,m ;P —液体工作压力,MPa ;实际最大工作压力与公称挤压力之间略有出入。
(二)主柱塞行程主柱塞行程取决于挤压机装入锭坯的方式,主柱塞行程有长行程和短行程之分。
行程长短与装锭方式的关系如图4-2所示。
当锭坯在挤压筒和挤压轴之间装入时,主柱塞行程至少要大于挤压筒长度、锭坯长度、锭片厚度三者之和。
称为长行程,其值按下式选取,即:t zh L S )3.22.2(-=式中:S zh —主柱塞行程,mm Lt — 挤压筒长度,mm短行程挤压机分两种情况,锭坯在挤压筒(可移动)和模座间装入;挤压筒可移出挤压中心线外装入锭坯。
此时主柱塞行程为短行程,一般取为t zh L S )3.12.1(-=(三)主柱塞回程力主柱塞回程力F h ,一般按经验公式确定,即 F h =(0.05~0.08)F 式中 F h —主柱塞回程力,MN ;F — 公称挤压力,MN 。
对于小型挤压机,系数取上限值,否则反之。
(四)快速前进力对于泵-蓄势器传动的挤压机,主柱塞空程前进是靠低压罐中的液体(0.8~1.2MPa )推动,不存在快速前进力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SJ-150×25挤出机组配置及技术参数概述
Φ150×25挤出机组,用于挤制电缆,绝缘及护套,整机运行稳定可靠,各组件运行保证同步,控制系统可靠先进适用。
该机组适用于PVC,PE,XLPE、PVC护套挤出等塑料原料挤出。
一、Φ3150龙门式放线架,
本装置内可放置PN2000—PN3150标准线盘,在放线过程中电缆中心维持不变。
线盘的升降及顶针的分合由交流电机驱动,可以单联动操作,最大载荷:20吨,被动放线
二、3200kg气动平皮带牵引机(仿诺基亚)
1、最大牵引力:3200 kg
2、适用线径:Φ30-Φ120mm
3、最大牵引速度:40 m/min
4、皮带有效接触长度:2000mm,皮带宽度:150 mm
5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速
四档变速
6、八对气缸,平皮带气动压紧
三、线芯导向托轮架
四、SJ—150×25塑料挤出机
1、采用高强度硬齿面齿轮减速机
2、螺杆直径:150mm;螺杆材质:38CrMoAlA;硬度:HV920-840以上;
渗氮处理深度0.4-0.8mm,螺杆设有水循环
3、螺杆长径比(L/D)25:1
4、螺杆形式:BM
5、螺杆最高转速60r/min
6、Φ140直角机头,带一套模具,最大出线直径130 mm机头加热区功率
4区×4KW铸铝加热瓦
7、机筒加热区功率 6区×9KW铸铝加热瓦
8、主机电动功率160KW直流电机(Z4直流),调速器采用美国ETD或欧
陆590直流调速系统
9、真空自动上料机、烘干机(800kg)
10、下螺杆托架
11、机头托架
12、最大出胶量800 kg/h
五、不锈钢水槽(带电缆头托车)带吹干 24米
1、24米常温不锈钢水槽,截面400mmx360mmx2.5mm,水槽内设导轮及挡
水闸板,配备引线小车;前4米可移动,带落水箱。
配爪式吹干机一
台
六、3200kg气动平皮带牵引机(仿诺基亚)
1、最大牵引力:3200 kg
2、适用线径:Φ30-Φ140mm
3、最大牵引速度:40 m/min
4、皮带有效接触长度:2000mm,皮带宽度:150 mm
5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速
系统,四档调速,带电子计米;
6、八对气缸,平皮带气动压紧
七、Φ3150 龙门式收排线机
1、收线架承重20T
2、电机功率10 kg/ m
3、最大收线速度:60 m/min
4、收线盘规格:PN1600-PN3150,排线最大直径:120 mm
5、电动机升降排线可跟踪收线速度无级调速。
八、控制系统
调速系统选用直流调速系统,调速装置均为美国ETD或欧陆590直流调速,采用德国西门子PLC10.4寸彩色触摸屏控制,本机组可联动控制。
温控仪采用RKC智能型数控仪表,温控精度±1°,执行元件为固态继电器;低压电气元件采用人民或正泰产品.本机组全部采用直流电机(Z4系列)。
设备总价:万元(含税和运费)。