工序流程及操作标准化规范
混凝土浇筑工施工工序标准详细流程
混凝土浇筑工施工工序标准详细流程混凝土浇筑工程是一项重要的建筑工程,施工工序的规范性和标准化非常重要。
本文将为大家介绍混凝土浇筑工程的施工工序标准详细流程,以帮助工程师和工人更好地进行工作。
一、施工前准备1.确定浇筑区域和数量。
在确定浇筑区域和数量时,应仔细测量,确保设计要求符合实际情况,并确保进场的混凝土可以覆盖整个区域。
2.混凝土材料购买和质量检验。
在采购混凝土材料时,应根据设计要求购买相应等级的混凝土,在质量检验前先将材料的生产厂家信息、批号、生产日期等基本信息记录下来。
3.施工机械和设备购买或租赁。
在施工前,应确认需要购买或租赁的机械和设备,如强制混凝土搅拌机、水泥泵、混凝土输送车等。
4.准备施工图纸和工具。
施工前,应准备好施工图纸及各种测量工具、标尺、锤子、钢丝绳、铁锤、镐、测量仪器等工具。
5.实施现场保障措施。
在施工前,应根据实际情况制定现场保障措施,如设置安全警示标志、施工期间限制人员和车辆进出等。
6.确定浇筑的混凝土类型和基础需求。
应仔细查看设计文件,确认浇筑的混凝土类型和基础需求,以便实施后续工艺。
二、布线洞洞板1.按设计要求设置洞洞板和管线。
按照设计要求,设置好洞洞板和管线的位置,确保洞洞板和管线的位置准确无误。
2.布线并投放洞洞板。
根据设计要求,在洞洞板上反复测量,确保准确定位、规范水平。
三、制备混凝土1.搅拌混凝土材料。
在进行混凝土制备前,应将材料按设计配比比例进行搅拌,确保材料搭配合理,在强制混凝土搅拌机中充分混合。
2.按比例加水。
在混合具有一定时间后,应按比例加入水,调节混凝土的流动性,以便于施工。
3.检查混凝土质量。
在制备混凝土后,应进行全面检查,以确保混凝土材料能够满足设计要求。
四、制备钢筋网1.根据设计要求制备钢筋网。
根据设计要求,将钢筋网剪取合适的长度和宽度,制作出符合要求的钢筋网。
2.检查钢筋网的质量。
在制备钢筋网后,应全面检查,以确保其质量符合设计要求。
五、混凝土浇筑1.进行浇筑前的准备工作。
道路工程施工工序流程规范

道路工程施工工序流程规范第一章总则第一条道路施工工序流程规范是为了规范道路施工工作,确保道路施工质量,保障施工安全,提高施工效率而制定。
第二条道路施工工序流程规范适用于各类道路施工单位在进行道路施工工作中的具体操作规程。
第三条道路施工工序流程规范内容包括道路施工前的准备工作、施工工序的具体流程、施工中的注意事项等。
第四条道路施工单位应根据本规范的要求制定相应的施工方案,并通过相关部门审批后执行。
第五条道路施工单位应加强对施工人员的培训,提高他们的安全意识和施工技术水平,确保施工过程中的质量和安全。
第二章道路施工前的准备工作第六条道路施工前应对施工现场进行勘察,了解施工地的地貌情况、地质条件、交通情况等,做好施工准备工作。
第七条道路施工前应编制施工方案,明确施工的整体思路和具体工序,并确定施工的时间计划。
第八条道路施工前应购置所需材料、工具和设备,并做好材料的准备工作。
第九条道路施工前应确定施工人员的岗位和职责,明确各岗位人员之间的配合关系,并做好施工人员的培训工作。
第十条道路施工前应进行施工现场的安全评估,确保施工过程中的安全。
第三章道路施工工序的具体流程第十一条道路施工工序的具体流程包括地面准备、土方开挖、路基处理、路面铺设等工序。
第十二条地面准备工作包括清理施工现场、布置施工标志、确定施工标高等。
第十三条土方开挖工作包括测量挖方量、选择挖土机械、进行挖方作业等。
第十四条路基处理工作包括路基压实、路基加固、路基洒布防护层等。
第十五条路面铺设工作包括确定路面平整度、选择路面铺设机械、进行路面铺设作业等。
第四章施工中的注意事项第十六条道路施工中应严格按照施工方案执行,不得擅自改变施工流程。
第十七条道路施工中应及时处理施工现场的安全隐患,确保施工现场的安全。
第十八条道路施工中应加强与监理单位和相关部门的沟通,做好施工过程中的协调工作。
第十九条道路施工中应对施工过程进行质量检查,确保施工质量符合相关标准。
采煤工序工艺操作规范

第一部分采煤工序工艺操作规范第一节单一综采工艺单一综采工艺,即单一综合机械化采煤工艺,是在单一薄煤层、中厚煤层或厚煤层采用机械破煤、装煤、运煤、液压支架支护的采煤工艺,包括大采高(采高>3.5m)综合机械化采煤工艺。
单一综采工艺的主要工序为:割煤→移架→移刮板输送机→拉转载机→缩胶带输送机→支回端头和超前支柱。
其它重要工序为:刮板输送机运行、乳化液泵运行、采空区处理。
关键工序为割煤工序。
综采工作面的管理主要是顶板管理和机电设备的维护,顶底板是否平整,设备能否正常运转,主要取决于顶底板的平整度,割煤工序是保证工作面“两平”的关键,割煤工程质量直接影响移架、移刮板输送机等其它工序的工程质量。
各工序不是独立的,要相互配合,保证工作面的工程质量和安全。
各工序具体如下:一.割煤1.关键人:采煤机司机。
基本要求:(1)必须至少设正、副二个以上司机。
(2)必须熟悉掌握采煤机的性能及构造原理,熟悉操作规程,按机电设备完好标准维护保养采煤机,懂得采煤基本知识和本工作面作业规程。
(3)必须经过培训,取得合格证后方可持证上岗。
(4)在割煤前应准备好必备的工具、备品配件等。
2.关键点:保证顶底板割平。
3.关键环节:割煤过程。
要点如下:(1)要经常注意观察顶底板、煤层、煤质变化和刮板输送机载荷的情况,随时调整牵引速度及截割高度,保证顶底板割平,符合安全质量标准化要求,遇到特殊情况及时停机处理。
(2)要与工作面支架工、移刮板输送机工及顺槽转载机司机、胶带输送机司机等密切合作,按规定顺序开机、停机。
4.操作流程:准备、检查和处理→通知人员撤到安全地点→解除工作面刮板输送机的闭锁→发出开动刮板输送机的信号→刮板输送机空转→合采煤机的隔离开关,启动电动机空转→停止电动机→合上截割部齿轮离合器→打开水阀门喷雾及供水→发出起动信号→起动采煤机→检查滚筒旋转方向及摇臂调高情况→发出采煤机开动信号→缓慢加速牵引→割煤5.割煤标准(1)按直线割直煤壁,达到“两平”(顶板平、底板平),保证顶梁与顶板严密接触。
水质检验工施工工序标准详细流程

水质检验工施工工序标准详细流程水质检验是保证饮用水安全的重要工作,其中施工工序的规范和标准化对于保证水质安全具有重要意义。
本文将从水质检验工的施工工序标准详细流程进行讲解,以便更好地提高水质检验的质量和效率。
工序一:水样采集1.根据实际情况选择合适的采样容器,保证采样成功。
2.进行严格的随机抽样,避免样品选取不够随机,导致检验结果失真。
3.采集时避免污染,要求采用专用容器,并保证容器内壁洁净,容器口密封。
4.样品采集后需尽快进行检测,避免样品的自然性质发生变化,影响检测结果。
工序二:水样分析1.样品分析的实验室应符合相关标准,保证分析结果的可靠性。
2.分析前需要进行水样预处理,例如滤纸过滤等操作,避免杂质影响分析结果。
3.严格按照测试要求进行测试,确保数据的准确性和可比性。
4.分析完成后,需及时整理测试数据,生成测试报告并备案。
工序三:水质检验计算1.对检验数据进行统计分析,计算水质指标,例如浑浊度、pH值等。
2.确认水质指标符合相关标准,保证水质安全达到标准要求并符合国家法律法规。
3.如出现不符合标准的数据,需及时对检测原因进行分析,寻找问题所在,并采取相应的纠正措施。
工序四:水质检验报告1.水质检验报告应遵循相关标准规范进行编写,报告内容应包括检测时间、地点、方法、结果等重要信息。
2.在编写报告时,需注意报告的准确性和规范性,防止出现失误和遗漏。
3.在向使用单位或政府有关部门提交报告时,应保证报告内容真实、准确、完整、清晰。
工序五:问题分析与解决1.对于检测结果不符合标准的情况,需要立刻对问题进行分析,找出原因。
2.采取相应措施进行纠正,例如对污染源进行清理、加强治理等。
3.遇到重大问题时,需要及时上报,采取更加彻底的措施保证饮用水安全。
总结本文从水质检验工的施工工序标准详细流程进行了讲解,包括水样采集、水样分析、水质检验计算、水质检验报告和问题分析与解决等五个方面。
只有严格遵守水质检验工施工工序标准,才能保证饮用水的安全和质量。
企业sop标准化操作流程范例

企业sop标准化操作流程范例1. SOP范例:产品生产制造部分1.1 SOP目的确保生产过程中的操作标准化,提升产品质量,降低生产成本,保证生产效率。
1.2 SOP适用范围本SOP适用于生产部门所有生产工序,包括原料采购、生产设备操作、产品制造、成品检验和包装等全过程。
1.3 SOP实施方案1.3.1 生产计划a) 每月初由生产计划部门根据订单情况和库存量确定生产计划;b) 生产计划提交给生产部门,由生产部门安排具体生产进度和计划,并将生产计划告知相关部门。
1.3.2 原料采购a) 生产部门提供原材料清单给采购部门;b) 采购部门根据生产部门需求,进行原材料采购,注意原材料的质量和数量是否符合要求;c) 采购部门将采购清单和入库清单提交给质检部门进行质量验收。
1.3.3 生产制造a) 按照生产计划,生产部门将原材料进行生产制造,确保生产过程中操作规范;b) 生产过程中,严格按照工艺流程进行操作,确保产品的一致性和质量;c) 生产过程中遇到问题及时向上级汇报,确保问题得到及时解决。
1.3.4 成品检验a) 生产部门生产完成后,将成品送至质检部门进行成品检验;b) 质检部门按照标准进行检验,对合格产品进行包装,对不合格产品及时进行处理。
1.3.5 包装和发货a) 包装部门按照标准进行包装,确保产品的完整性和美观度;b) 包装完成后,交由仓储部门进行入库;c) 仓储部门对产品进行存储,并安排发货。
1.4 SOP责任部门生产部门负责实施本SOP的各项操作,生产计划、原料采购、生产制造、成品检验、包装和发货各责任部门之间互相协作,确保SOP操作的实施和执行。
1.5 SOP效果评估每月生产部门需对SOP的执行情况进行自查和评估,发现问题及时进行整改,确保SOP 的执行效果和质量。
2. SOP范例:质量管理部分2.1 SOP目的确保产品质量符合国家标准和企业内部质量要求,提供消费者优质的产品。
2.2 SOP适用范围本SOP适用于所有生产工序中的质量控制方面,包括原料质量控制、生产过程控制、产品成品检验等。
隧道工序安全生产标准化要求、流程

隧道工序安全生产标准化要求、流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!隧道工序安全生产标准化操作与流程详解在隧道工程中,安全生产是首要任务。
管片规范标准化生产(钢筋场,生产线,堆场)
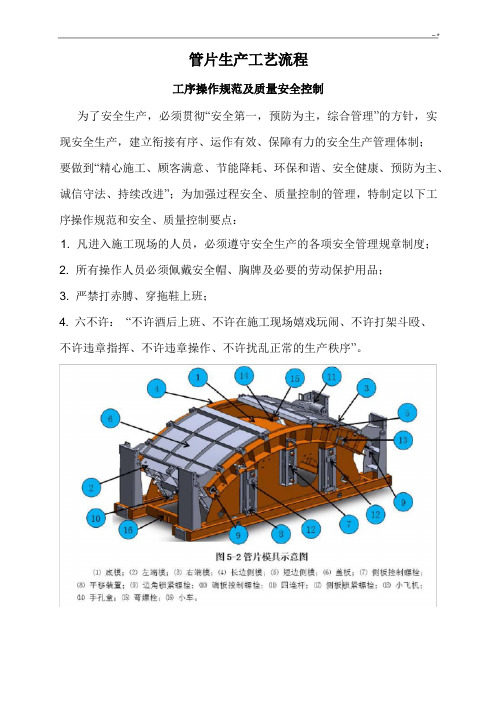
-*为了安全生产,必须贯彻“安全第一,预防为主,综合管理”的方针,实现安全生产,建立衔接有序、运作有效、保障有力的安全生产管理体制;要做到“精心施工、顾客满意、节能降耗、环保和谐、安全健康、预防为主、诚信守法、持续改进”;为加强过程安全、质量控制的管理,特制定以下工序操作规范和安全、质量控制要点:1. 凡进入施工现场的人员,必须遵守安全生产的各项安全管理规章制度;2. 所有操作人员必须佩戴安全帽、胸牌及必要的劳动保护用品;3. 严禁打赤膊、穿拖鞋上班;4. 六不许:“不许酒后上班、不许在施工现场嬉戏玩闹、不许打架斗殴、不许违章指挥、不许违章操作、不许扰乱正常的生产秩序”。
-*a 、拆模前先清除盖板上的混凝土残积物,不得使用鎯头、刀具等工具,进行暴力施工;b 、松开挂钩,并将挂钩挂在指定位置,然后缓慢打开上盖,直至安全定位板生效,并插上定位销; (一个定位销没挂,罚款50 元)c 、松开模具两个侧模,每一个侧模螺栓的松开顺序应由两端向内部逐个拆开;d 、打开两个端模;e 、检查确认拆模完成并站在安全位置后方可进行脱模;f 、真空吸盘机从支架起吊后,挪移至管片成品正上方3~5cm,居中对准后,自由下落,确保起吊时的垂直度;g 、确定行车吊钩与吸盘机吊钩脱离后,开机排气,待警报声住手3s 后,行车方能起钩脱模,并运送至物流线活动小车;h 、脱模时按行吊运行路线行走1. 采用真空吸盘或者专用吊具平衡起吊,不允许单侧或者强行起吊。
应保持管片的垂直,缓慢平稳吊起,转运过程中,各操作人员不得站在管片正下方。
管片吊至物流线摆渡车上后应即将拆下各类垫圈并对有气泡的管片进行修补。
2. 真空吸盘使用完后,需保持其运行5 分钟后,方能关闭电源。
若长期未使用,打开电源后无响应,需先人工拨动发动机扇叶,方能运行。
3. 脱模时若管片粘模带动模具起吊时,特殊注意所有人员不得站在轨道下面。
脱模后,需要检查模具是否脱轨。
-*模具清理时,重点清理模具侧板、端板、底板的接触面,清理侧 模、端模的接触处。
如何进行标准化生产流程管理
如何进行标准化生产流程管理标准化生产流程管理是现代企业管理的基石。
在生产过程中,通过标准化的流程和规范操作,能够提高生产效率,降低生产成本,保证产品质量,提高顾客满意度。
本文将从以下四个方面,详细介绍如何进行标准化生产流程管理。
一、建立标准化流程建立标准化流程是标准化生产流程管理的第一步。
建立标准化流程的目的是为了使生产过程变得规范、有序、可控。
通过建立标准化流程,可以消除人为干扰,降低流程成本和不良品的产生率。
建立标准化流程的步骤如下:1、规划流程或系统,制定流程图和流程说明书。
2、加以评估,确定流程的优点、缺点和改进方向。
3、规划流程目标和实际成果。
4、进行员工培训,让员工熟悉流程,并且明确流程的各个环节。
5、对流程进行模拟和测试,从而发现流程中的缺陷,并及时改进。
二、制定标准操作规程标准操作规程是指在生产流程中设定的一个标准化操作流程,目的是为了确保每个生产过程都得到严格的控制,保证产品质量和可靠性。
制定标准操作规程的步骤如下:1、对每一个工序都进行分析,并根据工序的特点制定相应的操作规程。
2、进行员工培训,让员工掌握操作规程中的每一个细节和操作。
3、定期对操作规程进行检查和评估,及时发现问题并解决。
三、建立标准化检验方案建立标准化检验方案是为了确保产品质量的可靠性和一致性。
通过建立标准化检验方案,可以降低不良品的产生率,提高生产效率,增强企业竞争力。
建立标准化检验方案的步骤如下:1、确定检验标准和检验项。
2、制定检验程序和检验要求。
3、建立检验记录和检验报告。
4、对检验结果和方法进行评估和改进。
四、使用可追溯的材料和设备使用可追溯的材料和设备是确保标准化生产流程管理的重要措施之一。
好的材料和设备能够确保生产的质量和可靠性,从而提升产品的竞争力。
使用可追溯的材料和设备的步骤如下:1、对材料和设备进行认证和审查。
2、建立材料和设备的使用记录和检验报告。
3、根据使用记录和检验报告,及时对材料和设备进行维护和更换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
標準半成品(SWIP)
# = (制程時間)(產距時間)
A
M
M
=半成品
A=自動化
M=手工
skb
轉盤
3 - 26
標準半成品(列子)
Takt time = 25 sec 產距時間 = 25 秒
Turnaround
A
time = 120 sec
周轉一次時間
= 120 秒
M
M
RM
原料
WIP =
= WIP
A= Auto 自動 M = Manual
70”
TT=57”
AA
45” 30” 30”
35”
B C
D
E
适當人數=操作者週期時間=
=
skb
產距時間
57
3 - 23
OCT與T/T均衡
最初工作 平衡
56”
51”
54”
A
B
C
TT
39”
D 改善焦點
改善後
skb
57” 56”
A
B
55” C
TT
3 - 24
工作順序
3
2
1
B
RM A
4
skb
5
6
FG
3 - 25
3 - 15
現有的排位及物料流程
1
5 6 成品
3
原料
4skbBiblioteka 23 - 16現有的工序流程
1 C
3
A
原料
skb
5 6 成品 E
D 4
2 B
3 - 17
週期時間
❖操作者週期時間(OCT)
❖機器自動時間(MAT)
❖機器週期時間(MCT)
skb
3 - 18
現有的操作者週期時間
70”
TT=57”
A
45” 30” 30”
管理過程模式
Continual improvement of the QMS 持續改善質量管理體系
Customer 顧客
Requirements 要求
skb
Input 輸入
Management
responsibility 管理職責
Customer 顧客
Resource management
資源管理
Product realization 實現產品
skb
3 - 30
操作標準化循環圖
項目確認
維持
skb
分析及界定
推行
3 - 31
維持
❖ 遵守新的工序流 程
❖ 繼續改善
❖ 重新培訓(改善
後) skb
3 - 32
總結
❖產距時間與週期時間 ❖標準工序流程 ❖標準半成品(SWIP) ❖標準操作文件化 skb ❖遵守新工序及繼續改善 3 - 33
Cells - The Building Block 單元 – 積木
工作
6-S
Pull Systems后拉
式生產
skb
DEFECTFREE次品-
ON DEMAND按
3 - 34
需求
skb
3 - 35
Measuremen t, analysis and
improvement 量度、分析、
改進
Produc t產品
Output 輸出
Satisfaction
滿意度
3-5
KAIZEN 改善
標準化有什好處?
skb
12/98
6
操作標準化
skb
3-7
目錄
❖ 提要
❖操作標準化
❖工序流程及標準半成品
❖推行
❖維持
❖ cells are the foundation of performance 單元是生產的基礎
❖ establish cells first, then improve them
先建立單元,再去改進 ONE BY ONE一個接 一個
LOWEST COST最低成
本
1-Piece Flow1件流
Standard Work標準
35”
B
C
D
E
skb
3 - 19
其它需要確認的項目
❖質量
❖安全
❖浪費
❖人機配合
skb
3 - 20
操作標準化循環圖
項目確認
維持
分析及界定
skb
推行
3 - 21
分析及界定
❖改善的機會 ❖适當人數 ❖操作者工序流程 ❖標準半成品(SWIP)
skb
3 - 22
操作者週期時間與產距時間
(OCT與T/T)
skb
3-8
操作標準化是...
❖規定的生產步驟
❖指定於一個操作員
❖與產距時間均衡
skb
3-9
操作標準化之目的
為減少或控制以下的變動: ❖產量
❖品質
❖半成品
skb
❖成本
3 - 10
操作標準化循環圖
維持 A
項目確認 P D 分析及界定
C
推行
skb
3 - 11
操作標準化的構成因素
❖產距時間(T/T)
skb人手
Special Process Turnta - ble
特別工序轉盤
M A
Standard WIP = 標準半成品
FG
M
成品
units 件
3 - 27
skb
3 - 28
操作標準循環圖
項目確認
維持
skb
分析及界定
推行
3 - 29
推行
❖執行更新後的工序 ❖制訂改善點 ❖新的標準操作文件化 ❖設計和設置目視管理系統
❖操作者週期時間
❖工序流程
❖標準半成品(SWIP)
skb
3 - 12
項目確定
❖產距時間 ❖現有排位及物料流程 ❖現有的工序流程 ❖週期時間 skb ❖品質, 安全, 浪費, 人機配 3 - 13
計算產距時間
產距時間 = 凈操作時間 / 期間 客戶需求量 / 期間
期間必須相同(每班, 天, 星期...)
工序流程及操作标准化规范
KAIZEN 改善
什麽是標準化?
skb
12/98
2
KAIZEN 改善
ISO 9001-2000 優質量管理體系
skb
12/98
3
優質量管理原則
(ISO 9001:2000 標準的基礎原理)
1. 以顧客為中心 (Customer focus) 2. 領導 (Leadership)
skb 7. 事實為本的決策方法 (Factual approach to decision making) 8. 互利的供方關係 (Mutually beneficial supplier relationships)
ISO/TC176 SC2/WG15 /N131
3-4
ISO 9001:2000 Model of Process-based QMS
ISO/TC17 6 SC2/WG1 5 /N130
3. 全員參與 (Involvement of people)
4. 過程進路 (Process approach)
5. 系統化的管理方法 (System approach to management)
6. 持續改進 (Continual improvement)
skb
3 - 14
習題:產距時間
每班凈操作時間:
每班: 480 分鐘 休息: 2 @ 10 分鐘 清潔: 1 @ 4 分鐘 每班凈操作時間
客戶需求量: 產距時間 =
月需(件)
#每月工作 件/天
凈操作時間 / 期間
客戶需求量 / 期間
skb
每班/天:產距時間 =
480 - 20 -4 456 9,600 ÷ 20 480