环氧树脂灌封料及其工艺和常见问题
温度传感器-环氧树脂的使用工艺及灌封料质量控制点
1、环氧树脂和固化剂混合后发生三维交联反应,此反应是属于放热性的化学反应。
主要和混合料的温度有关,在料温偏高时环氧的活泼基团和固化剂很容易引起反应。
所以在使用环氧时环氧的预热温度不宜过高,一般保持在90度以内,混合料温度在40~50度左右。
2、由于环氧树脂是放热反应,在使用时每次配料的重量不宜过多,根据环氧的反应原理配料量越多越容易引起混合料的反应速度加快。
3、混合料放置的时间不宜过长。
由于混合料本身带有温度,混合后的环氧树脂粘度很低,在常温下很容易沉降。
沉降后的环氧树脂如果灌封到产品中会给产品带来极大的风险。
因为沉降后的环氧内部的配比已经失调,浮在上面的都是环氧树脂和固化剂,在固化的时候会产生巨大的收缩和强大的内应力。
对固化的产品可能造成变形、开裂、绝缘强度下降等一系列的问题。
建议配好的混合料常温放置时间不超过1小时,放置时间过常的混合料在使用时需要再次搅拌。
4、固化温度的控制。
热固性双酚A环氧树脂和酸酐固化剂所产生的固化物的特性和固化温度有直接的关系。
如果固化温度失调可能会产生以下几种问题:①产品的表面发脆。
②固化物表面树脂分层较厚。
③ TG值(高温受热下的玻璃化温度)偏低。
④颜色不正、高压包产生电晕(高压带电体表面向空气游离放电的现象)等问题。
5、配比失调。
在使用环氧树脂时如果在计量时出现重大误差,会给产品带来以下几种常见的问题:(1)表面硬度发软或发脆(2)绝缘强度下降。
(3)老化试验时间缩短。
6、搅拌失控。
环氧树脂灌封料一般是分为A/B组分,在使用时需要称量和搅拌。
按照搅拌要求,推荐使用机器搅拌。
例如:搅拌不均匀的环氧树脂会造成产品的哪些不良因素?产品的硬度会下降。
②绝缘强度不稳定。
③灌封好的产品通过高温环氧树脂很容易软化或变成液体从产品中流出。
环氧树脂灌封料质量控制点环氧树脂灌封料质量控制点1、检测项目:外观、粘度、凝胶、固化物硬度、绝缘强度。
2、检测方法:外观:采用目测观看颜色和杂质。
环氧树脂灌封料及其工艺和常见问题
环氧树脂灌封料及其工艺和常见问题
1.打洞与清理:首先要根据需要进行探伤,然后利用气动钻打凿洞,将洞壁表面上的污垢、浮灰、灰尘等按要求彻底清理干净。
2.浇灌施工:将环氧树脂灌封料和固化剂搅拌均匀,然后借助搅拌器将其均匀地浇灌入洞中,以实现密封和粘结的效果。
3.平整抹面:将灌封后的面层用抹子抹平,使表面均匀光滑,增加灌封料的美观性。
4.抗裂施工:环氧树脂灌封料的抗裂能力较弱,因此在施工后应采用抗裂纤维布之类的加固材料,以增强抗裂性能。
5.收尾施工:完成施工后,应将工地内的干混料、渣土、垃圾等清理干净,保持工作现场的整洁。
简要说明灌封常见的问题及解决方法

灌封是一种广泛应用于制药、化工、食品等行业的包装工艺,通过将产品密封在容器内以延长产品的保质期和防止产品受到外界环境的影响。
然而,在实际生产过程中,灌封常常会遇到一些问题,影响生产效率和产品质量。
本文将针对灌封过程中常见的问题进行详细分析,并提出相应的解决方法。
一、灌封过程中常见问题分析1. 漏封问题灌封过程中最常见的问题之一就是漏封。
漏封可能是由于密封材料的质量不达标、灌封机械设备存在故障、灌封参数设置不当等原因所导致。
漏封会导致产品泄露,影响产品质量,甚至可能造成污染,对生产和企业形象造成严重影响。
2. 密封质量不佳除了漏封问题外,密封质量不佳也是常见的问题。
导致密封质量不佳的原因主要有封口温度不够、封口时间过短、封口压力不足等。
密封质量差会使产品易受氧气、水分等外界环境的影响,降低产品的保质期和品质。
3. 产品外观问题在灌封过程中,还经常会出现产品外观问题,比如封口线不平整、外观有瑕疵等。
这可能是由于灌封机械的设备不稳定、封口模具损坏或磨损、灌封参数设置不当等原因所致。
二、灌封问题的解决方法1. 加强原材料质量控制针对漏封和密封质量不佳的问题,首先要加强对灌封原材料质量的控制。
确保原材料符合标准要求,提高密封性和耐压性。
在灌封过程中严格控制温度、时间、压力等参数,确保产品的密封质量。
2. 定期检查和维护设备为了避免产品外观问题,需要定期检查和维护灌封设备,确保设备的稳定性和正常运行。
对设备进行定期维护和保养,及时更换损坏的部件,确保封口模具的完好,减少封口线不平整等问题的发生。
3. 完善生产工艺流程对于检查灌封过程中出现的问题,可以通过完善生产工艺流程来解决。
制定合理的操作规程和标准,对工艺参数进行调整和优化,提高灌封的稳定性和可靠性。
并对操作人员进行培训,提高他们的技能和操作水平,减少人为因素对产品质量的影响。
4. 强化质量管理和监控在灌封过程中,建立严格的质量管理和监控体系,进行全程跟踪和记录,及时发现问题并进行处理。
环氧灌封树脂(操作、使用说明)
环氧灌封树脂、绝缘清漆操作使用注意事项环氧灌封树脂固化剂、绝缘清漆都是可燃物品。
不慎沾染到本产品和吸入本产品蒸汽时有可能会产生过敏和中毒现象。
所以在使用过程中,请注意并参照以下事项。
1、保存条件1.1 25℃以下、温度RH75%以下,并且阳光不直射的地方。
(室内)1.2 注意防止吸水:注意不要被雨水(水)淋湿。
1.3 料液必须密闭保存,不要在开盖状态下放臵。
1.4 环氧灌封树脂A液使用前,要充分混合均匀,才能使用。
2、作业、保管上的注意事项2.1有关急、慢性毒性的注意事项(1)注意请不要直接接触树脂类.特别是固化剂(B液)。
另外,要极力避免直接接触或呼吸接触蒸汽。
(2)要督促使用橡胶等不渗透的手套,围裙等劳防用具。
但是.在使用橡胶等不渗透性手套的时候,由于出汗而使微量的固化剂进入手套中也容易引起皮肤过敏.所以在橡胶手套下还要用薄性棉织品手套。
(3)手,腕等难免要和树脂类接触的部分.在开始操作前先涂一层防护霜也能有一定的效果。
但是.上下午工作结束时有必要把防护霜清洗干净。
(4)擦洗粘在手,腕上树脂所用的布.可以预先剪成小块准备好,每用一次扔掉一块,此时.尽量不要使用有机溶剂。
2.2有关可燃性、着火性等注意事项(1)标有(严禁烟火)标示的产品.因为具有可燃性、着火性等性质,请注意要远离明火。
另外,还请注意防止静电产生。
(2)请注意不能用绝缘清漆代替燃料燃烧使用.有爆炸的危险。
(3)在环氧灌封树脂、绝缘清漆类的干燥或加温时请注意不能靠近加热器、明火或微波炉等。
(4)一次在干燥机内加入大量绝缘清漆处理物时,有可能会因大量溶剂挥发而引起爆炸的危险。
应该加入适量的适合干燥机排气量的被处理物.在引起爆炸的限定界以内安全作业。
(5)在环氧灌封树脂或绝缘清漆类发生泄漏时,请立即将其擦拭干净。
沾有环氧灌封树脂或绝缘清漆类的布条因为其可燃性。
请将其放在专用场所的指定非可燃性容器内。
并不能靠近其他易燃易爆物品。
处理时请将其和工业废弃物一同处理。
环氧树脂灌封胶技术指导书
环氧树脂灌封胶技术指导书
本文介绍了环氧树脂灌封胶技术的使用注意事项及流程,以及在混凝土表面施工中应该注意的项目。
一、环氧树脂灌封胶技术指导书
1. 灌封施工技术要求
(1)施工前需要对施工介质进行严格检查,确保施工介质的清洁度,并用特殊方法进行清洁。
(2)施工温度应满足施工要求,以免影响施工质量。
(3)施工的灌封胶应保持恒定,以确保填充的胶水质量稳定,并且施工前应先用试漏的方法确保没有漏洞。
(4)施工应注意作业中的安全性,应正确使用施工工具,并做好安全措施。
2. 灌封施工流程
(1)施工前准备:1)检查施工面,去除表面杂质;2)准备施工工具;3)检查施工温度。
(2)施工:1)以水平方向抹涂灌封胶施工,以保证施工效果;2)施工时应以均匀的施工速度,以防止灌封失败;3)施工完毕后应封口处理,以避免胶体流出;4)施工完成后应进行细部处理,以确保施工质量。
(3)施工后检查:1)检查施工后的表面,确保施工质量;2)测试施工后环氧层的流动指数,以确保施工参数;3)检查施工后的表面温度,以确保施工质量。
三、在混凝土表面施工时应注意的事项
(1)混凝土表面应干燥;
(2)有轻微裂缝的应做好补强;
(3)施工前应作好清洁处理;
(4)使用施工工具时应注意安全卫生;
(5)施工时应控制施工温度;
(6)注意施工方法和施工顺序;
(7)完成后应注意保护,使施工结果有较长时间的保护效果。
环氧灌封材料的概述
环氧灌封材料的概述环氧灌封料广泛地用于电子器件制造业, 是电子工业不可缺少的重要绝缘手段。
灌封,就是将液态环氧树脂复合物用机械或手工方式灌入装有电子元件、线路的器件内,在常温或加热条件下固化成为性能优异的热固性高分子绝缘材料。
它的作用是强化电子器件的整体性, 提高对外来冲击、振动的抵抗力; 提高内部元件、线路间绝缘, 有利于器件小型化、轻量化;避免元件、线路直接暴露, 改善器件的防水、防潮性能。
环氧树脂灌封材料是一种复合体系,它由环氧树脂基体,固化剂,固化促进剂,填料,稀释剂等多种组分配制而成的。
环氧灌封材料具有黏度低、粘接强度高、电性能好、耐化学腐蚀性好、耐高温、收缩率低等优点。
1.2硅微粉用于环氧灌封材料的改性方法在环氧树脂基体中加入刚性粒子,不但可以降低材料的成本,提高材料的硬度,还可以提高材料的韧性。
赵世琦等报道了用石英砂填充环氧树脂的情况,发现填充体系韧性的增加程度与填料的粒径及表面处理的方法有关。
Keiko Koga 发现填料与基体的粘接性愈好,则环氧树脂填充体系的断裂韧性愈大,而杨氏模量愈小。
Ishizu K等发现在橡胶改性的双酚A型环氧树脂中加入玻璃微珠后,会形成橡胶与玻璃微珠的杂交粒子,能够进一步提高环氧树脂的韧性。
硅微粉也能很好的增韧环氧树脂,尤其是用偶联剂处理过的活性硅微粉效果更佳。
硅微粉的增韧处理,是通过硅微粉的高表面活性对增韧剂分子中的活性羟基,具有较强的吸附能力的,使增韧剂吸附到硅微粉的表面上,形成一层连续相的柔韧性分子包覆层。
当它填充到环氧树脂中时,即在硅微粉和环氧树脂接触界面之间,存在一个柔韧性分子层,在硅微粉颗粒之间形成一个密集相连的立体型柔韧性网络结构。
当环氧树脂混合物,在固化过程中产生的内应力传递到填料表面时,即通过柔韧性网络结构诱导,引发大量的微裂纹和剪切带来吸收能量,最终达到增韧环氧树脂的目的。
1.3 环氧灌封材料的填充剂填料填充灌封料不仅有效低降低材料成本,而且能有效提高环氧树脂制品某些物理性能,如降低固化物的热膨胀系数、收缩率以及增加热导率。
环氧树脂浇注件常见质量问题及原因分析
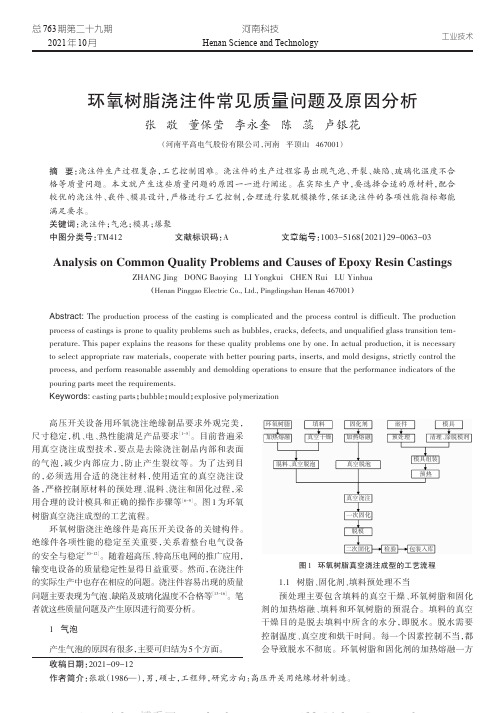
总763期第二十九期2021年10月河南科技Henan Science and Technology环氧树脂浇注件常见质量问题及原因分析张敬董保莹李永奎陈蕊卢银花(河南平高电气股份有限公司,河南平顶山467001)摘要:浇注件生产过程复杂,工艺控制困难。
浇注件的生产过程容易出现气泡、开裂、缺陷、玻璃化温度不合格等质量问题。
本文就产生这些质量问题的原因一一进行阐述。
在实际生产中,要选择合适的原材料,配合较优的浇注件、嵌件、模具设计,严格进行工艺控制,合理进行装脱模操作,保证浇注件的各项性能指标都能满足要求。
关键词:浇注件;气泡;模具;爆聚中图分类号:TM412文献标识码:A文章编号:1003-5168(2021)29-0063-03 Analysis on Common Quality Problems and Causes of Epoxy Resin Castings ZHANG Jing DONG Baoying LI Yongkui CHEN Rui LU Yinhua(Henan Pinggao Electric Co.,Ltd.,Pingdingshan Henan467001)Abstract:The production process of the casting is complicated and the process control is difficult.The production process of castings is prone to quality problems such as bubbles,cracks,defects,and unqualified glass transition tem⁃perature.This paper explains the reasons for these quality problems one by one.In actual production,it is necessary to select appropriate raw materials,cooperate with better pouring parts,inserts,and mold designs,strictly control the process,and perform reasonable assembly and demolding operations to ensure that the performance indicators of the pouring parts meet the requirements.Keywords:casting parts;bubble;mould;explosive polymerization高压开关设备用环氧浇注绝缘制品要求外观完美,尺寸稳定,机、电、热性能满足产品要求[1-5]。
环氧树脂灌封料及其工艺和常见问题
环氧树脂灌封料及其工艺和常见问题黄道生(汉高华威电子股份有限公司,江苏连云港222006)1 引言在电子封装技术领域曾经出现过两次重大的变革。
第一次变革出现在20世纪70年代前半期,其特征是由针脚插入式安装技术(如DIP)过渡到四边扁平封装的表面贴装技术(如QFP);第二次转变发生在20世纪90年代中期,其标志是焊球阵列.BGA型封装的出现,与此对应的表面贴装技术与半导体集成电路技术一起跨人21世纪。
随着技术的发展,出现了许多新的封装技术和封装形式,如芯片直接粘接、灌封式塑料焊球阵列(CD-PBGA)、倒装片塑料焊球阵列(Fc-PBGA)、芯片尺寸封装(CSP)以及多芯片组件(MCM)等,在这些封装中,有相当一部分使用了液体环氧材料封装技术。
灌封,就是将液态环氧树脂复合物用机械或手工方式灌入装有电子元件、线路的器件内,在常温或加热条件下同化成为性能优异的热同性高分子绝缘材料。
2 产品性能要求灌封料应满足如下基本要求:性能好,适用期长,适合大批量自动生产线作业;黏度小,浸渗性强,可充满元件和线间;在灌封和固化过程中,填充剂等粉体组分沉降小,不分层;固化放热峰低,固化收缩小;同化物电气性能和力学性能优异,耐热性好,对多种材料有良好的粘接性,吸水性和线膨胀系数小;在某些场合还要求灌封料具有难燃、耐候、导热、耐高低温交变等性能。
在具体的半导体封装中,由于材料要与芯片、基板直接接触,除满足上述要求外,还要求产品必须具有与芯片装片材料相同的纯度。
在倒装芯片的灌封中,由于芯片与基板间的间隙很小,要求灌封料的黏度极低。
为了减少芯片与封装材料间产生的应力,封装材料的模量不能太高。
而且为了防止界面处水分渗透,封装材料与芯片、基板之间应具有很好的粘接性能。
3 灌封料的主要组份及作用灌封料的作用是强化电子器件的整体性,提高对外来冲击、震动的抵抗力;提高内部元件、线路间绝缘,有利于器件小型化、轻量化;避免元件、线路直接暴露,改善器件的防水、防潮性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环氧树脂灌封料及其工艺和常见问题
1、封装技术变革史
在电子封装技术领域曾经出现过两次重大的变革。
第一次变革出现在20世纪70年代前半期,其特征是由针脚插入式安装技术(如DIP)过渡到四边扁平封装的表面贴装技术(如QFP);第二次转变发生在20世纪90年代中期,其标志是焊球阵列.BGA型封装的出现,与此对应的表面贴装技术与半导体集成电路技术一起跨人21世纪。
随着技术的发展,出现了许多新的封装技术和封装形式,如芯片直接粘接、灌封式塑料焊球阵列(CD-PBGA)、倒装片塑料焊球阵列(Fc-PBGA)、芯片尺寸封装(CSP)以及多芯片组件(MCM)等,在这些封装中,有相当一部分使用了液体环氧材料封装技术。
汉高达告诉您灌封,就是将液态环氧树脂复合物用机械或手工方式灌入装有电子元件、线路的器件内,在常温或加热条件下同化成为性能优异的热同性高分子绝缘材料。
2、产品性能要求
灌封料应满足如下基本要求:性能好,适用期长,适合大批量自动生产线作业;黏度小,浸渗性强,可充满元件和线间;在灌封和固化过程中,填充剂等粉体组分沉降小,不分层;固化放热峰低,固化收缩小;同化物电气性能和力学性能优异,耐热性好,对多种材料有良好的粘接性,吸水性和线膨胀系数小;在某些场合还要求灌封料具有难燃、耐候、导热、耐高低温交变等性能。
在具体的半导体封装中,由于材料要与芯片、基板直接接触,除满足上述要求外,还要求产品必须具有与芯片装片材料相同的纯度。
在倒装芯片的灌封中,由于芯片与基板间的间隙很小,要求灌封料的黏度极低。
为了减少芯片与封装材料间产生的应力,封装材料的模量不能太高。
而且为了防止界面处水分渗透,封装材料与芯片、基板之间应具有很好的粘接性能。
3、灌封料的主要组份及作用
灌封料的作用是强化电子器件的整体性,提高对外来冲击、震动的抵抗力;提高内部元件、线路间绝缘,有利于器件小型化、轻量化;避免元件、线路直接暴露,改善器件的防水、防潮性能。
环氧树脂灌封料是一多组分的复合体系,它南树脂、固化剂、增韧剂、填充剂等组成,对于该体系的黏度、反应活性、使用期、放热量等都需要在配方、工艺、铸件尺寸结构等方面作全面的设计,做到综合平衡。
3.1 环氧树脂
环氧树脂灌封料一般采用低分子液态双酚A型环氧树脂,这种树脂黏度较小,环氧值高。
常用的有E.54、E-51、E-44、E-42。
在倒装芯片下填充的灌封中,由于芯片与基板之间的间隙很小,因此要求液体封装料的黏度极低。
故单独使用双酚A型环氧树脂不能满足产品要求。
为了降低产品黏度,达到产品性能要求,我们可以采用组合树脂:如加入黏度低的双酚F型环氧树脂、缩水甘油酯型树脂以及具有较高耐热、电绝缘性和耐候性的脂环族环氧化物。
其中,脂环族环氧化物本身还具有活性稀释剂的作用。
3.2 固化剂
同化剂是环氧灌封料配方中的重要成分,固化物性能很大程度取决于固化剂的结构。
(1)室温同化一般采用脂肪族多元胺做固化剂,但这类固化剂毒性大、刺激性强、放热激烈,同
化和使用过程中易氧化。
因此,需要对多元胺进行改性,如利用多冗胺胺基上的活泼氢,部分与环氧基合成为羟烷基化及部分与丙烯晴合成为氰乙基化的综合改性,可使固化剂达到低黏度、低毒、低熔点、室温固化并有一定韧性的综合改性效果。
(2)酸酐类同化剂是双组分加热固化环氧灌封料最重要的同化剂。
常用的同化剂有液体甲基四氢邻苯二甲酸酐、液体甲基六氢邻苯二甲酸酐、六氢邻苯二甲酸酐、甲基纳迪克酸酐等。
这类固化剂黏度小,配合用量大,能在灌封料配方中起到同化、稀释双重作用,固化放热缓和,同化物综合性能优异。
3.3 固化促进剂
双组分环氧一酸酐灌封料,一般要在140℃左右长时间加热才能固化。
这样的固化条件,不仅造成能源浪费,而且多数电子器件中的元件、骨架外壳是难以承受的。
配方中加入促进剂组分则可有效降低固化温度、缩短固化时间。
常用的促进剂有:卞基二胺、DMP-30等叔胺类。
也可使用咪唑类化合物和羧酸的金属盐,如2-乙基-4-甲基咪唑、2-甲基咪唑等。
3.4 偶联剂
为了增加二氧化硅和环氧树脂之间的密着性,需加入硅烷偶联剂。
偶联剂可以改善材料的粘接性和防潮性。
适用于环氧树脂的常用硅烷偶联剂有缩水甘油氧丙基三氧基硅烷(KH-560)、苯胺基甲三乙氧基硅烷、?-氯代丙基三甲氧基硅烷、?-巯基丙基三甲氧基硅烷、苯胺甲基三甲氧基硅烷、二乙烯二胺基丙基三甲氧基硅烷等。
3.5 活性稀释剂
单独使用环氧树脂,加入无机填料后黏度明显增大,不利于操作和消泡,常需加入一定量的稀释剂,以增加其流动性和渗透I生,并延长使用期,稀释剂有活性和非活性之分。
非活性稀释剂不参与固化反应,加人量过多,易造成产品收缩率提高,降低产品力学性能及热变形。
活性稀释剂参与固化反应增加了反应物的链节,对固化物性能影响较小。
灌封料中选用的就是活性生稀释剂,常用的有:正丁基缩水甘油醚、烯丙基缩水甘油醚、二乙基己基缩水甘油醚、苯基缩水甘油醚。
3.6 填充剂
灌封料中填料的加入对提高环氧树脂制品的某些物理性能和降低成本有明显的作用。
它的添加不仅能降低成本,还能降低固化物的热膨胀系数、收缩率以及增加热导率。
在环氧灌封料中常用的填充剂有二氧化硅、氧化铝、氮化硅、氮化硼等材料。
表1是常见无机填料的导热系数。
二氧化硅又分为结晶型、熔融角型和球形二氧化硅。
在电子封装用灌封料中,由于产品要求,优选熔融球形二氧化硅。
3.7 消泡剂
为了解决液体封装料同化后表面留有气泡的问题,可加入消泡剂。
常用的是乳化硅油类乳化剂。
3.8 增韧剂
增韧剂在灌封料中起着重要作用,环氧树脂的增韧改性主要通过加增韧剂、增塑剂等来改进其韧性,增韧剂有活性和惰性两种,活性增韧剂能和环氧树脂一起参加反应,增加反应物的链节,从而增加固化物的韧性。
一般选择端羧剂液体丁腈橡胶,在体系内形成增韧的"海岛结构",增加材料的冲击韧度和耐热冲击性能。
3.9 其他组分
为满足灌封件特定的技术、工艺要求,还可在配方中加人其他组分。
如阻燃剂可提高材料的工艺性;着色剂用以满足制件外观要求等。
4 灌封工艺
环氧树脂灌封有常态和真空两种工艺。
5 常见问题及解决方法
5.1 放电、线间打火或击穿现象
由于灌封工艺不当,器件在工作时会产生放电、线间打火或击穿现象,这是因为这类产品高压线圈线径很小(一般只有0.02mm~0.04mm),灌封料未能完全浸透匝间,造成线圈匝问存留空隙。
由于空隙介电常数远小于环氧灌封料,在交变高压条件下会产生不均匀电场,引起局部放电,使材料老化分解造成绝缘破坏。
从工艺角度来看,造成线间空隙有两方面原因:(1)灌封时真空度不够高,线问空气未能完全排除,使材料无法完全浸渗;(2)灌封前试件预热温度不够,灌入试件物料黏度不能迅速降低,影响浸渗。
对于手工灌封或先混合脱泡后真空灌封工艺,物料混合脱泡温度高、作业时间长或超过物料适用期以及灌封后产品未及时进入加热固化程序,都会造成物料黏度增大,影响对线圈的浸渗。
热同性环氧灌封材料复合物,起始温度越高黏度越小,随时间延长黏度增长也越迅速。
因此,为使物料对线圈有良好的浸渗性,操作上应注意做到灌封料复合物应保持在合适的温度范围内,并在适用期内使用完毕。
灌封前试件要加热到规定温度,灌封完毕应及时进入加热固化程序,灌封真空度要符合技术规范要求。
5.2 器件表面缩孔、局部凹陷、开裂
灌封料在加热同化过程中会产生两种收缩:由液态到固态相变过程中的化学收缩和降温过程中的物理收缩。
固化过程中的化学变化收缩又有两个过程:从灌封后加热化学交联反应开始到微观网状结构初步形成阶段产生的收缩,称之为凝胶预固化收缩;从凝胶到完全固化阶段产生的收缩我们称之为后固化收缩。
这两个过程的收缩量是不一样的,前者由液态转变成网状结构过程中物理状态发生突变,反应基团消耗量大于后者,体积收缩量也高于后者。
如灌封试件采取一次高温固化,则固化过程中的两个阶段过于接近,凝胶预同化和后固化近乎同时完成,这不仅会引起过高的放热峰、损坏元件,还会使灌封件产生巨大的内应力造成产品内部和外观的缺损。
为获得良好的制件,必须在灌封料配方设计和固化工艺制定时,重点关注灌封料的同化速度与固化条件的匹配问题。
通常采用的方法是依照灌封料的性质、用途按不同温区分段同化。
在凝胶预固化温区段灌封料同化反应缓慢进行、反应热逐渐释放,物料黏度增加和体积收缩平缓进行。
此阶段物料处于流态,则体积收缩表现为液面下降直至凝胶,可完全消除该阶段体积收缩内应力。
从凝胶预固化到后同化阶段升温应平缓,固化完毕灌封件应随加热设备同步缓慢降温,多方面减少、调节制件内应力分布状况,可避免制件表面产生缩孔、凹陷甚至开裂现象。
对灌封料固化条件的制订,还要参照灌封器件内元件的排布、饱满程度及制件大小、形状、单只灌封量等。
对单只灌封量较大而封埋元件较少的,适当地降低凝胶预固化温度并延长时间是完全必要的。
5.3 固化物表面不良或局部不固化
固化物表面不良或局部不固化等现象也多与固化工艺相关。
中国环氧树脂行业协会专家表示,其主要原因是计量或混合装置失灵、生产人员操作失误;A组分长时间存放出现沉淀,用前未能充分搅拌均匀,造成树脂和固化剂实际比例失调,B组分长时间敞口存放,吸湿失效;高潮湿季节灌封件
未及时进入固化程序,物件表面吸湿。
总之,要获得一个良好的灌封及固化工艺的确是一个值得高度重视的问题。