焊钉焊接质量检查记录
合集下载
焊钉焊接工程检验批质量验收记录
焊钉焊接工程检验批质量验收记录一、工程概况工程地点:______施工单位:______监理单位:______质检单位:______二、质量验收依据1.《焊接工程质量验收规范》(以下简称《规范》)。
2.相关设计、施工图纸和技术文件。
三、检验依据和标准1.检验依据:根据《规范》和工程设计要求。
2.检验标准:根据相关规范和设计文件中所要求的焊接工艺和质量要求。
四、检验项目及结果序号检验内容检验方法检验结果1 焊接材料检验进货检验焊钉焊接工程所使用的焊条、焊丝等材料应符合标准要求。
检验结果合格。
2 焊缝外观检验目测检验焊缝外观应平整、均匀、无裂纹、挤压、气孔等缺陷。
检验结果合格。
3 焊缝尺寸检验测量检验焊缝尺寸应符合设计要求。
检验结果合格。
4 焊接质量检验非破坏性检验使用超声波、射线等非破坏性检验方法对焊缝进行检验。
检验结果合格。
5 焊缝抗拉强度检验拉力试验对焊缝进行拉力试验,检验焊缝的抗拉强度是否符合要求。
检验结果合格。
五、检验结论经上述检验项目的检验,焊钉焊接工程检验批质量验收结果合格。
六、质量问题与处理1.根据施工单位提供的材料进货检验记录,已无质量问题。
2.焊缝外观检验结果合格,未发现任何缺陷。
3.焊缝尺寸符合设计要求。
4.经非破坏性检验,焊缝无任何缺陷。
5.焊缝抗拉强度符合设计要求。
七、工程质量意见与建议根据本次质量检验情况,焊钉焊接工程质量符合相关规范和设计要求,建议施工单位继续保持施工质量水平,并加强施工过程中的质量控制。
八、相关附件1.焊接材料进货检验记录。
2.相关焊接工艺文件和检验记录。
九、参加质量验收人员施工单位代表、监理单位代表、质检单位代表等。
十、编制人:。
焊钉(栓钉)焊接工程检验批质量验收记录

施工单位 检查结果
主体结构分部
主控项目全部合格,一般项目满足规范规定
-钢结构子分部
要求
项目专业质量检查员:
年月日
监理单位 验收结论
XX-C5-71180
验收合格
专业监理工程师: 年月日
焊钉(栓钉)焊接工程检验批质量验收记录
XX-C5-71180
单位(子单位) XXXXXXXX及综合配套 分部(子分部) 主体结构分部 分项工程名
工程名称
设施工程
工程名称
-钢结构子分部
称
钢结构焊接分项
施工单位
XXXX建设有限公司 项目负责人
陈品
检验批容量
50件
分包单位
/
分包单位 项目负责人
/
施工依据
《钢结构工程施工规范》GB5075合格,报告编号 XXX
√
/
文件符合规定,资料齐全
√
4
焊后弯曲试验
第5.3.2条 10 / 10
抽查10处,全部合格
√
一1 般 项 目2
焊钉和瓷环尺寸 焊缝外观质量
第4.3.3条 10 / 10 第5.3.3条 10 / 10
抽查10处,全部合格 抽查10处,全部合格
100% 100%
验收依据
验收项目
设计要求及 最小/实际 规范规定 抽样数量
检验批部位
体育馆
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1
焊接材料品种规格
第4.3.1条
/
质量证明文件齐全,试验合格,报告编号 XXX
√
主2 控 项 目3
焊接材料复验 焊接工艺评定
第4.3.2条 第5.3.1条
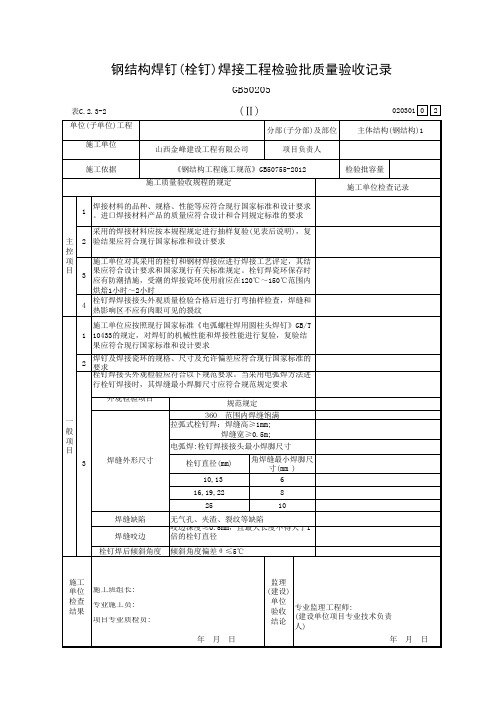
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
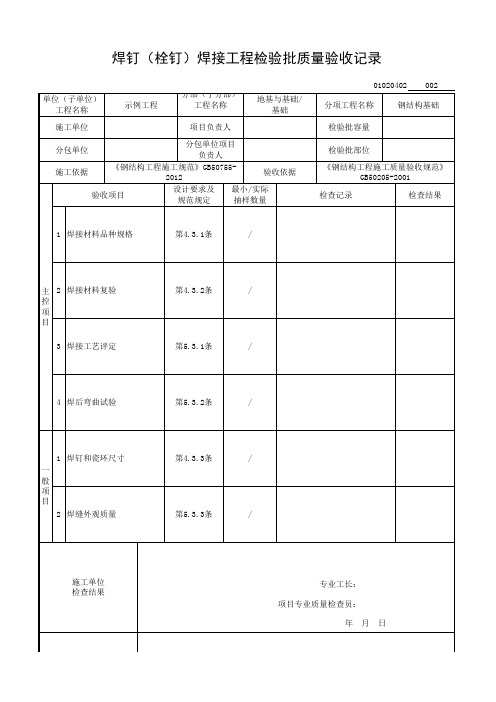
焊钉(栓钉)焊接工程检验批质量验收记录
焊钉(栓钉)焊接工程检验批质量验收记录
单位(子单位) 工程名称
示例工程
分部(子分部) 工程名称
地基与基础/ 基础
施工单位
项目负责人
分包单位
分包单位项目 负责人
施工依据
《钢结构工程施工规范》GB507552012
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
01020402 002
分项工程名称
钢结构基础
检验批容量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质专业监理工程师: 年月日
单位(子单位) 工程名称
示例工程
分部(子分部) 工程名称
地基与基础/ 基础
施工单位
项目负责人
分包单位
分包单位项目 负责人
施工依据
《钢结构工程施工规范》GB507552012
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
01020402 002
分项工程名称
钢结构基础
检验批容量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质专业监理工程师: 年月日
焊钉(栓钉)焊接工程质量标准及检验方法

3
焊钉和钢材焊接的焊接工艺评定
应符合设计要求和国家现行有关标准的规定;瓷环应进行烘焙
检查焊接工艺评定报告和烘焙记录
4ቤተ መጻሕፍቲ ባይዱ
焊后弯曲试验
应符合现行有关标准的规定,其焊缝和热影响区不应有肉眼可见的裂纹
焊钉弯曲30°后用角尺检查和观察检查
般项Il
1
焊钉及焊接瓷环的规格、尺寸及偏差
应符合现行有关标准的规定
钢尺和游标卡尺量测
2
焊缝
应均匀,不应有局部未熔合或不足360°的焊脚
观察检查
2质量标准和检验方法:
焊钉(栓钉)焊接工程质量标准和检验方法
类别
序号
检验项目
质量标准
单位
检验方法及器具
主控项目
1
焊接材料的品种、规格、性能等
应符合现行国家产品标准和设计要求
检查质量合格证明文件,中文标志及检验报告等
2
重要钢结构采用的焊接材料
应进行抽样复验,复验结果应符合现行国家产品标准和设计
要求
检查复验报告
焊钉(栓钉)焊接工程质量标准及检验方法
1检查数量:
主控项目
1)第1项、第2项、第3项:应全数检查。
2)第4项:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
一般项目
3)第1项:按量抽查1%,且不应少于10套。
4)第2项:按总焊钉数量抽查1%,且不应少于10个。
焊钉和钢材焊接的焊接工艺评定
应符合设计要求和国家现行有关标准的规定;瓷环应进行烘焙
检查焊接工艺评定报告和烘焙记录
4ቤተ መጻሕፍቲ ባይዱ
焊后弯曲试验
应符合现行有关标准的规定,其焊缝和热影响区不应有肉眼可见的裂纹
焊钉弯曲30°后用角尺检查和观察检查
般项Il
1
焊钉及焊接瓷环的规格、尺寸及偏差
应符合现行有关标准的规定
钢尺和游标卡尺量测
2
焊缝
应均匀,不应有局部未熔合或不足360°的焊脚
观察检查
2质量标准和检验方法:
焊钉(栓钉)焊接工程质量标准和检验方法
类别
序号
检验项目
质量标准
单位
检验方法及器具
主控项目
1
焊接材料的品种、规格、性能等
应符合现行国家产品标准和设计要求
检查质量合格证明文件,中文标志及检验报告等
2
重要钢结构采用的焊接材料
应进行抽样复验,复验结果应符合现行国家产品标准和设计
要求
检查复验报告
焊钉(栓钉)焊接工程质量标准及检验方法
1检查数量:
主控项目
1)第1项、第2项、第3项:应全数检查。
2)第4项:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
一般项目
3)第1项:按量抽查1%,且不应少于10套。
4)第2项:按总焊钉数量抽查1%,且不应少于10个。
焊钉(栓钉)焊接工程检验批质量验收记录

分包单位 项目负责人
检验批部位
施工依据 钢结构工程施工规范(GB50755-2012) 验收依据
验收项目
设计要求及 规范规定
最小/实 际
抽样数量
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1 焊接材料品种规格
第4.3.1条
/
检验合格,符合要求
√
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
焊钉(栓钉)焊接工程检验批质量验收记录
01020402 02030102 001
单位(子单位) 浙江资料软件销售: 分部(子分部) 主体结构分部-
工程名称
15824421188
工程名称
钢结构子分部
分项工程名称
钢结构焊接分项
施工单位
资料软件全套:1280 元
项目负责人检验批容量分包单位资料员QQ群: 375178245
第4.3.2条
/
第5.3.1条
/
检验合格,报告编号
√
检验合格,符合要求
√
4 焊后弯曲试验
第5.3.2条
/
抽查 处,合格 处
√
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
抽查 处,合格 处
√
抽查 处,合格 处
√
施工单位 检查结果
主控项目全部合格,一般项目满足规范规定 要求;检查评定合格
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录(Ⅱ)
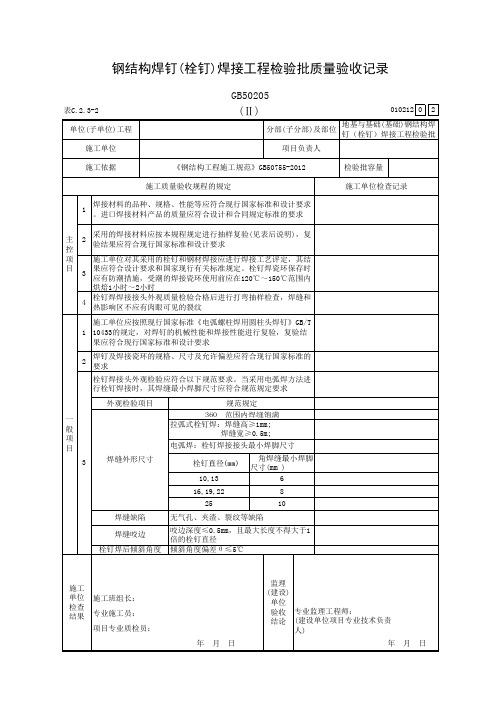
无气孔、夹渣、裂纹等缺陷
咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ≤5℃
施工 单位 检查 结果
施工班组长: 专业施工员: 项目专业质检员:
年月日
监理 (建设)
单位 验收 专业监理工程师: 结论 (建设单位项目专业技术负责
人)
年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
表C.2.3-2 单位(子单位)工程 施工单位
GB50205
(Ⅱ)
010212 0 2
分部(子分部)及部位
地基与基础(基础)钢结构焊 钉(栓钉)焊接工程检验批
项目负责人
施工依据
《钢结构工程施工规范》GB50755-2012
施工质量验收规程的规定
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
烘焙1小时~2小时
4
栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 热影响区不应有肉眼可见的裂纹
施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结
果应符合现行国家标准和设计要求
2
焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求
栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求
外观检验项目
规范规定
一 般 项 目
3
拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m;
电弧焊:栓钉焊接接头最小焊脚尺寸
焊缝外形尺寸
10,13 16,19,22
尺寸(mm ) 6 8
焊接材料(焊条、焊丝、焊剂)进场质量合格证文件及外观质量检查记录

3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:
应清晰。年月日年月日2
GB50205-2001
焊接材料(焊条、焊丝、焊剂、焊钉、瓷环)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.3,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
复验结果
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
品种
规格
尺寸
钢号
原件或复印件
编号
数量
性能
焊钉
瓷环
验收日期
验收数量
检查ห้องสมุดไป่ตู้况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员:
应清晰。年月日年月日2
GB50205-2001
焊接材料(焊条、焊丝、焊剂、焊钉、瓷环)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.3,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
复验结果
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
品种
规格
尺寸
钢号
原件或复印件
编号
数量
性能
焊钉
瓷环
验收日期
验收数量
检查ห้องสมุดไป่ตู้况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员: