活塞结构设计与加工工艺
活塞杆的机械加工工艺规程

活塞杆的机械加工工艺规程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII1.活塞杆的工艺性分析1.1零件图样的分析mm×770mm自身圆度公差为0.005mm。
(1)φ500-025.0mm中心线的同轴度公差为φ0.05mm。
(2)左端M39×2-6g螺纹与活塞杆φ500.0025-mm中心线的同轴度公差为φ0.02mm。
(3)1:20圆锥面轴心线与活塞杆φ500-025.0(4)1:20圆锥面自身圆跳动公差为0.005mm。
(5)1:20圆锥面涂色检查,接触面积不小于80%。
(6)φ500mm×770mm表面渗氮,渗氮层深度0.2~0.3mm,表面硬度62~65HRC。
-.0025材料38CrMoALA是常用的渗氮处理用钢。
1.2零件的工艺分析mm×770mm处有密封装(1)活塞杆在正常使用中,承受交变载荷作用,φ500025-.0置往复摩擦其表面,所以该处要求硬度高又耐磨。
活塞杆采用38CrMoALA材料,φ500mm×770mm部分经过调质处理和表面渗氮-025.0后,芯部硬度为28~32HRC,表面渗氮层深度0.2~0.3mm,表面硬度为62~65HRC。
这样使活塞杆既有一定的韧性,又具有较好的耐磨性。
(2)活塞杆结构比较简单,但长径比很大,属于细长轴类零件,刚性较差,为了保证加工精度,在车削时要粗车、精车分开,而且粗、精车一律使用跟刀架,以减少加工时工件的变形,在加工两端螺纹时要使用中心架。
(3)在选择定位基准时,为了保证零件同轴度公差及各部分的相互位置精度,所有的加工工序均采用两中心孔定位,符合基准统一原则。
(4)磨削外圆表面时,工件易产生让刀、弹性变形,影响活塞杆的精度。
因此,在加工时应修研中心孔,并保证中心孔的清洁,中心孔与顶尖间松紧程度要适宜,并保证良好的润滑。
砂轮一般选择:磨料白刚玉 (WA),粒度60#,硬度中软或中、陶瓷结合剂,另外砂轮宽度应选窄些,以减小径向磨削力,加工时注意磨削用量的选择,尤其磨削深度要小。
活塞设计说明书
汽油机活塞设计说明书::一、活塞设计要求活塞是曲柄连杆机构的重要零件,主要功用是承受燃烧气体压力和惯性力,并将燃烧气体压力通过活塞销传给连杆,推动曲轴旋转对外作功。
此外,活塞又是燃烧室的组成部分。
活塞是内燃机中工作条件最严酷的零件。
作用于活塞上的气体压力和惯性力都是周期变化的,燃烧瞬时作用于活塞上的气体压力很高,如增压内燃机的最高燃烧压力可达14—16MPa。
而且活塞还要承受在连杆倾斜位置时侧压力的周期性冲击作用,在气体压力、往复惯性力和侧压力的共同作用下,可能引起活塞变形,活塞销座开裂,活塞侧部磨损等。
由此可见,活塞应有足够的强度和刚度,而且质量要轻。
本次课程设计的目的是设计四冲程汽油机的活塞,根据某些现有发动机的参数,确定活塞直径D=73mm。
二、活塞材料活塞材料常用灰铸铁和铝合金,然而由于铸铁材料密度大,产生的往复惯性力也很大,所以目前只用于大中型、低速柴油机上,故采用铝合金活塞。
为了使活塞拥有较好的热导率、高温强度、可锻性以及较小的热膨胀系数,所以才用铝硅铜合金。
三、活塞的结构设计活塞按部位不同可以分为顶部、头部和裙部。
1.活塞顶部设计活塞顶部形状对于四冲程内燃机取决于燃烧室形状,一般有平顶、凸顶和凹顶,此处选用平顶活塞。
活塞顶的厚度δ是根据强度、刚度及散热条件来确定,在满足强度的条件下δ值尽量取小。
对于铝合金材料的活塞δ值,汽油机为(0.06~0.10)D,柴油机为(0.1~0.2)D。
则:δ=(0.06~0.10)*73=(4.38~7.3)mm取δ=5.00mm2.活塞头部设计2.1设计要求活塞头主要功用是承受气压力,并通过销座把它传给连杆,同时与活塞环一起配合气缸密封工质。
因此,活塞头部的设计要点是:1)保证它具有足够的机械强度与刚度,以免开裂和产生过大变形,因为环槽的变形过大势必影响活塞环的正常工作;2)保证温度不过高,温差小,防止产生过大的热变形和热应力,为活塞环的正常工作创造良好条件,并避免顶部热疲劳开裂;3)尺寸尽可能紧凑,因为一般压缩高度H1缩短1单位,整个发动机高度就可以缩短2~5.1单位,并显著减轻活塞重量。
【设计】论文活塞设计

【关键字】设计BH135柴油机活塞的设计与分析技术中文摘要科技进步推动了内燃机行业的持续发展,发动机的强化指标逐渐提高,活塞及其组件所受的机械负荷与热符合也越来越高,它们的设计是否合理,将直接关系到内燃机的可靠性、寿命、排放、经济性等。
因此在已有条件下,通过真实有效地计算分析,得出有益的解决方案成为目前内燃机行业的首选课题。
内燃机严酷的内部温度环境和负荷条件使得传统的设计实验很难取得令人满意的效果,为确保设计目标的实现、为了适应不断增长的高压环境和提高产品的强度和耐久性要求以及设计中的寿命要求,需要采用先进的设计和分析手段,科学的分析活塞的结构对活塞寿命以及工作的可靠性的影响,设计品质优良的活塞,从而使内燃机更好地工作。
本文把计算机辅助工程建模仿真技术应用到活塞结构设计及校核的实例领域,通过三维建模和有限元分析方法,为活塞建立了合适的数字模型,从而预估产品的强度负荷及寿命水平等,提高其设计效率和科学性。
本文还描述了柴油机活塞的设计方法和过程,并通过对BH135柴油机活塞的三维建模和有限元分析的实例应用体现出计算机辅助工程技术在产品设计初期的优越性:即一方面建立一种基本的计算机分析模型,对其进行仿真模拟,从而指导产品设计;另一方面以此为虚拟分析平台并提供一些规范化或经验性的建模参考,同时也为提高企业在技术上的自主开发及创新能力而奠定基础。
关键词:内燃机;活塞设计;有限元分析;AbstractThe development of science technology forced the industry of internal-combustion engine to develop, the strength target of engine was gradually heightened, the mechanical and thermal load of pistonand subassembly of piston was higher and higher. Whether their design were in reason, related to the reliability、natural life、let 、economy and so on. Therefore, with own conditions, through true and effective calculation and analysis, getting useful project becomes the most important task of the industry of internal-combustion engine.In severe environment of the internal thermal and mechanical load, the experiment is difficult to get approving effect. For the sake of realization of design target, adapting increasing high pressure, improving strength、wear and natural life of product, needing to adopt advanced design and analysis measure, analyzing construct of piston is good for piston reliability and natural life. Designing piston with excellent quality improves engine to work better. The simulation method of CAE will be applied to the design and check field of piston structures in this article. Through the numeric analysis and FEM, the strength and fatigue life level etc, are estimated for the subassembly. The article describes the design method and process of diesel engine piston. The theory research and engineering application, show the superiority of CAE to product design: one is instructing the design through the computer analysis model; the other is to provide a modeling reference to virtual platform, and to promote the self-exploitation ability for the enterprise.Key words: Internal-combustion engine; Piston design; Finite element analysis;目录中文摘要英文摘要1.绪论2.设计要求3. 活塞的基本设计3 .1 活塞的选型3. 2 活塞的主要尺寸3.21 活塞的高度H3.22 压缩高度H13.23 顶岸高度h3.24 活塞环的数目及排列3.25 环槽尺寸3.26 环岸高度3.27 活塞顶厚度3.28 裙部长度H23.29 裙部厚度3.10 活塞销直径d和销座间隔B3.3 活塞头部设计3.4 活塞的裙部设计3.5 活塞销座的设计3.6 活塞与缸套的配合间隙3.7 活塞大体尺寸一.绪论汽车是现代化社会重要的交通运输工具,是科学技术发展水平的标志。
活塞设计

1.活塞设计的要求:1.)具有较轻的结构重量,足够的刚度和强度;2.)避免各部分截面尺寸变化及壁厚差别太大;3.)避免局部过热,使温度分布尽可能均匀;4.)使用导热良好、耐疲劳性好、高温屈服点高的材料;5.)加强局部冷却。
2.活塞材料的要求:1.)强度高、重量轻、良好的滑动性;2.)绝热和导热性好、热膨胀系数小;3.)良好的耐磨和耐腐蚀性3.活塞压缩高度:压缩高度包括三部分组成:活塞顶至第一道活塞环槽间之顶岸高度h1(亦称火力岸高度),活塞环带高度h2以及由活塞销中心到头部最末道环槽之间的上裙高度h3。
1.)顶岸高度h1:首先要保证当活塞位于上止点时,第一道活塞环位置必须落在水套的冷却水腔位置处,以保证活塞环散热良好,防止过热。
非冷却活塞的h1值一般都取得稍大。
顶岸高度h1可比非冷却活塞更小。
2.)活塞环带高度h2:由环之数量、环高、环槽肩高所决定。
减少环的数量,显然可减小活塞与缸套间的摩擦功3.)上裙高度h3:应使环槽位置尽量处于销座外径的上方,以避免开有环槽而削弱销座强度,并可防止因在材料不很均匀的销座处开设环槽,引起环槽不均匀变形,影响正常工作。
4.合理布置第一环槽的位置:当活塞位于上止点位置时,第一道环必须处于气缸套水腔上沿以内,使活塞环得到良好的散热,降低第一道环槽温度。
5.减轻环槽的磨损的措施:1.)采用特殊耐磨镶圈,特别是铝合金活塞,高温时耐磨性大大低于铸铁。
选用的镶圈材料应同活塞铝合金具有相近的热膨胀系数,以防止发生松弛。
也可采用梯形截面结构。
2.)为提高环槽表面硬度及耐磨性,环槽上下侧表面采取镀铬、氮化或淬硬等表面处理。
3.)采用环槽耐磨垫环,将硬度较高和耐磨性好的垫环采用焊接或铆接工艺镶入活塞头部环槽内,以提高环槽耐磨性。
6.销座的工作条件:销与销座应有一定的强度和刚度,足够承压面和良好耐磨性。
强载柴油机活塞承受更高的燃气压力,使销与销座长期处在高比压、润滑困难、磨损增快的条件下工作。
活塞设计
1.活塞设计的要求:1.)具有较轻的结构重量,足够的刚度和强度;2.)避免各部分截面尺寸变化及壁厚差别太大;3.)避免局部过热,使温度分布尽可能均匀;4.)使用导热良好、耐疲劳性好、高温屈服点高的材料;5.)加强局部冷却。
2.活塞材料的要求:1.)强度高、重量轻、良好的滑动性;2.)绝热和导热性好、热膨胀系数小;3.)良好的耐磨和耐腐蚀性3.活塞压缩高度:压缩高度包括三部分组成:活塞顶至第一道活塞环槽间之顶岸高度h1(亦称火力岸高度),活塞环带高度h2以及由活塞销中心到头部最末道环槽之间的上裙高度h3。
1.)顶岸高度h1:首先要保证当活塞位于上止点时,第一道活塞环位置必须落在水套的冷却水腔位置处,以保证活塞环散热良好,防止过热。
非冷却活塞的h1值一般都取得稍大。
顶岸高度h1可比非冷却活塞更小。
2.)活塞环带高度h2:由环之数量、环高、环槽肩高所决定。
减少环的数量,显然可减小活塞与缸套间的摩擦功3.)上裙高度h3:应使环槽位置尽量处于销座外径的上方,以避免开有环槽而削弱销座强度,并可防止因在材料不很均匀的销座处开设环槽,引起环槽不均匀变形,影响正常工作。
4.合理布置第一环槽的位置:当活塞位于上止点位置时,第一道环必须处于气缸套水腔上沿以内,使活塞环得到良好的散热,降低第一道环槽温度。
5.减轻环槽的磨损的措施:1.)采用特殊耐磨镶圈,特别是铝合金活塞,高温时耐磨性大大低于铸铁。
选用的镶圈材料应同活塞铝合金具有相近的热膨胀系数,以防止发生松弛。
也可采用梯形截面结构。
2.)为提高环槽表面硬度及耐磨性,环槽上下侧表面采取镀铬、氮化或淬硬等表面处理。
3.)采用环槽耐磨垫环,将硬度较高和耐磨性好的垫环采用焊接或铆接工艺镶入活塞头部环槽内,以提高环槽耐磨性。
6.销座的工作条件:销与销座应有一定的强度和刚度,足够承压面和良好耐磨性。
强载柴油机活塞承受更高的燃气压力,使销与销座长期处在高比压、润滑困难、磨损增快的条件下工作。
活塞环技术交流

P3
一、活塞环基础知识及制造工艺 密封
第一密 封面
●
在压缩和膨胀冲程, 活塞环对由上而下的
燃烧气体起密封作用。
各道环 密封量
第二密 封面
P4
一、活塞环基础知识及制造工艺 ●导热
活塞约70%的热量是通过活 塞环端面、外圆导入缸套。
各道环 导热量
P5
一、活塞环基础知识及制造工艺 ●控油
Ft——切向弹力(N) D——缸径 L——自由开口 k——截面系数、表面处理系数 E——材料的弹性模量(MPa)
P21
一、活塞环基础知识及制造工艺 1 活塞环基础知识及制造工艺
1.1 活塞环的基本功用 1.2 活塞环的几种结构特征 1.3 几个常用公式 1.4 活塞环制造工艺简介
P22
一、活塞环基础知识及制造工艺 1.4 活塞环制造工艺简介 1.4.1 活塞环制造工艺的特点
方向的不同,分为正扭曲、反扭曲。
正扭曲 活塞
燃气不易通过 侧隙下窜
反扭曲
活塞环 缸套
机油不易通过 侧隙上窜
P10
一、活塞环基础知识及制造工艺 反扭曲环使用后的端面磨损形态
上端面 下端面
P11
一、活塞环基础知识及制造工艺 1.2.3 桶不对称桶面 (偏桶)
P12
一、活塞环基础知识及制造工艺 ●不对称桶面工作原理
随着排放要求持续升级,爆发压力、燃烧温度越来越高,同时 发动机还逐渐向轻量化方向发展,这些都对活塞环的材料提出了更 高的要求。 ◎ 抗弯强度和疲劳强度 ◎ 弹力保持性(热稳定性)
◎ 表面处理的适应性
◎ 耐磨性
P38
二、 活塞环技术发展 2.4.1 第一道气环材料的发展 钢 高铬钢(NHC-52)
05 活塞组设计
5 活塞组设计5.1 活塞组的工作条件和设计要求活塞组零件工作情况的共同特点是工作温度高,并在很高的机械负荷下高速滑动,同时润滑不良,这决定了它们遭受强烈的磨损,并且可能产生滑动表面的拉毛、烧伤等故障。
活塞顶吸收的热量约占燃料总发热量的2%~4%。
经活塞环传给气缸壁的热量占70%~80%,经活塞本身传给气缸壁的热量占10%~20%,而传给曲轴箱空气和机油的仅占10%左右,铝合金活塞的温度应保证某些部位不超过下列数值:活塞顶:3150C;第一环槽:180~2200C;活塞顶内表面:2500C;活塞销座:1800C。
对活塞组的设计提出了如下的要求:1)选用300~400 0C温度下仍有足够机械强度、耐磨、比重小、热膨胀系数小、导热性好、具有良好减摩性和工艺性的材料。
摩托车发动机活塞的材料通常采用优质铝合金铸造或锻造;2)设计合理的形状和壁厚,尽量减轻重量,缓和应力集中,使散热良好,强度、刚度符合要求,并有控制裙部膨胀的措施;3)在不增加活塞组摩擦损失的条件下,保证燃烧室气密性好,窜气、窜油量不超过规定要求,且能保证滑动面上有足够的润滑油;4)设计合理的活塞裙部型线和配缸间隙,使在各种工矿下都能保持活塞与气缸的最佳配合,减轻活塞敲击和缸套振动引起穴蚀的倾向。
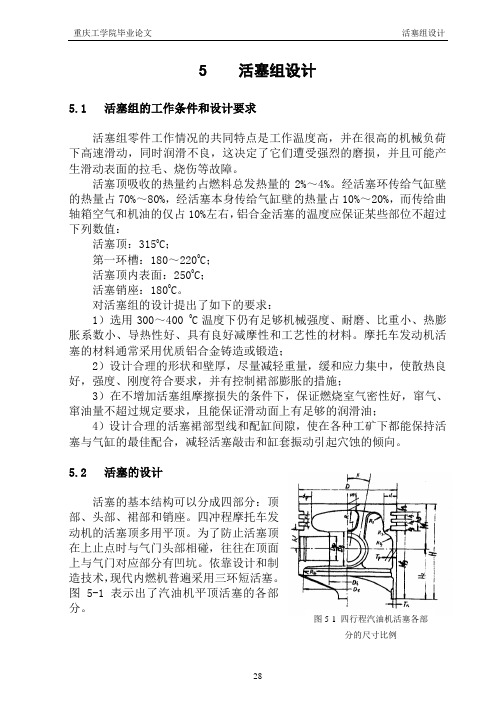
5.2 活塞的设计活塞的基本结构可以分成四部分:顶部、头部、裙部和销座。
四冲程摩托车发动机的活塞顶多用平顶。
为了防止活塞顶在上止点时与气门头部相碰,往往在顶面上与气门对应部分有凹坑。
依靠设计和制造技术,现代内燃机普遍采用三环短活塞。
图5-1表示出了汽油机平顶活塞的各部分。
图5-1 四行程汽油机活塞各部分的尺寸比例5.2.1 活塞头部的设计活塞头部包括活塞顶和环带部分,其主要功用是承受气压力,并通过销座把它传给连杆,同时与活塞环一起配合气缸密封工质。
因此,其设计要点为:尽可能改善活塞顶和第一环的工作条件,防止顶部热裂和环粘结,以及环槽过度磨损。
5.2.1.1 压缩高度的确定活塞压缩高度H 1(图5-1)是由火岸高度h 、环带高度h 3和上裙尺寸'h 三部分组成的,活塞环的数目、环的位置和轴向高度、环与环之间的环岸高度等都直接影响尺寸H 1 。
活塞介绍

活塞的基本结构
活塞的基本构造可分为顶部、头部和裙部三部分: 1. 活塞顶部:活塞顶部的形状与选用的燃烧室形式有 关。汽油机活塞顶部多采用平顶,其优点是吸热面 积小,制造工艺简单。有些汽油机为了改善混合气 形成和燃烧而采用凹顶活塞。凹坑的大小还可以用 来调节发动机的压缩比。 2. 活塞头部:活塞头部是活塞环槽及以上部分。其主 要作用有:a.承受气体压力,并传递给连杆;b.与 活塞环一起实现气缸的密封;c.将活塞顶部所吸收 的热量通过活塞环传递给气缸壁。
4
3.活塞裙部:活塞裙部是指从油环下端面到活塞底面 的部分。其作用是为活塞在缸内作往复运动导向和 承受侧压力。 由于活塞在工作时产生的机械变形和热变形,使得 其裙部断面变成长轴在活塞销方向生的椭圆。因此 为了使活塞在正常工作温度下与气缸壁之间保持比 较均匀的间隙,以免在气缸内 活塞 销孔 卡死或引起局部磨损,必须预 先在冷态下把活塞加工成裙部 断面为长轴垂直与活塞销方向 的椭圆形。
裙部椭圆量 精车外圆 外径轮廓形状
头部及环岸对活塞轴线同轴度 同轴度差 表面粗糙度 销孔直径 销孔粗糙度 精镗销孔 销孔偏心距 销孔倾斜度 称重 称重,重量分组 偏心距不符 倾斜度过大 称重不准确 硬度偏低 活塞硬度 活塞硬度检测 同一活塞的硬度差 硬度偏高 硬度差偏大 粗糙度过大 尺寸不符 粗糙度过大
10
工艺流程
熔炼 精炼 保温 浇铸 铣冒口 热处理
钻销座油孔及倒角
精镗销孔
粗镗销孔
精车止口
粗车外圆及顶面
粗车止口
钻直油孔
精车活塞环槽
精车顶面及燃烧室
铣气门坑
车外口
铣减压腔
称重
刻印标记
去毛刺、清洗、吹干
精镗销孔外径测定源自精车外圆印刷树脂树脂干燥、烧成
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计任务书一、设计题目:活塞结构设计与加工工艺二、设计参数:五十铃6120、排量2.0L、D S⨯为120⨯135、转速1300r•min 顶岸高度F、活塞销直径BO、裙长SL、销座间距A、总长GL、最大爆发压力、活塞销校核三、设计要求:1用计算机绘制活塞总装配图一张(A1图)、零件图(加工工件)一张(A2图)2设计说明书一份(包括零件图分析、定位方案确定、定位误差计算等内容;最好能写出整个工艺过程)四、进度安排:第一周:查找课程设计所需要的书籍,资料。
第二周:对活塞进行尺寸设计计算。
第三周:强度校核第四周:绘图并书写说明书。
第五周:应用制图软件绘制零件图及装配图并完善课程设计说明书。
五、总评成绩及评语:指导教师签名日期年月目录前言 (1)1活塞的概述 (2)1.1活塞的功用及工作条件 (2)1.2活塞的材料 (2)1.3活塞结构 (2)1.3.1活塞顶部 (2)1.3.2活塞头部 (3)1.3.3活塞裙部 (3)2活塞的结构参数 (4)3活塞最大爆发压力的计算 (5)3.1热力过程计算 (5)3.2柴油机的指示参数 (8)3.3柴油机有效效率 (10)4活塞销的受力分析 (12)5活塞的加工工艺 (14)参考文献: (15)课程设计前言内燃机的不断发展,是建立在主要零部件性能和寿命不断改进和提高的基础上的,尤其是随着发动机强化程度的提高、功率的增大和转速的增加,零部件尤其是直喷式柴油机活塞的工作环境变得更加恶劣了。
活塞的结构直接影响活塞的温度分布和热应力分布,因此就有必要对活塞的结构和性能作出预测和评价。
活塞是内燃机上最关键的运动件,它在高温高压下承受反复交变载荷,被称为内燃机的心脏,特别是坦克、舰艇和军用车船用内燃机活塞则要求更高,它已成为制约内燃机发展的一个突出问题。
本次课程设计的题目是发动机铝活塞的结构及工艺设计,选择利用合适的机床加工发动机活塞,通过这次课程设计,要求熟练掌握并能在实际问题中进行创新和优化其加工工艺过程。
活塞结构设计与工艺设计1活塞的概述1.1活塞的功用及工作条件活塞是曲柄连杆机构的重要零件煤气主要功用是承受燃烧气体压力和惯性力,并将燃烧气体压力通过活塞销传给连杆,推动曲轴旋转对外作功。
此外,活塞又是燃烧室的组成部分。
活塞是内燃机中工作条件最严酷的零件。
作用于活塞上的气体压力和惯性力都是周期变化的,燃烧瞬时作用于活塞上的气体压力很高,如增压内燃机的最高燃烧压力可达14—16MPa。
而且活塞还要承受在连杆倾斜位置时侧压力的周期性冲击作用,在气体压力、往复惯性力和侧压力的共同作用下,可能引起活塞变形,活塞销座开裂,活塞侧部磨损等。
由此可见,活塞应有足够的强度和刚度,而且质量要轻。
活塞顶部直接与高温燃气接触,活塞顶部的温度很高,各部的温差很大,柴油机活塞顶部常布置有凹坑状燃烧室,使顶部实际受热面积加大,热负荷更加严重。
高温必然会引起活塞材料的强度下降,活塞的热膨胀量增加,破坏活塞与气缸壁的正常间隙。
另外,由于冷热不均匀所产生的热应力容易使活塞顶部出现疲劳热裂现象。
所以要求活塞应有足够的耐热性和良好的导热性,小的线膨胀系数。
同时在结构上采取适当的措施,防止过大的热变形。
活塞运动速度和工作温度高,润滑条件差,因此摩擦损失大,磨损严重。
要求应具良好的减摩性或采取特殊的表面处理。
1.2活塞的材料现代内燃机广泛使用铝合金活塞。
铝合金导热性好(比铸铁大3-4倍),密度小(约为铸铁的1/3)。
因此铝活塞惯性力小,工作温度低,温度分布均匀,对改善工作条件减少热应力延缓机油变质有利。
目前铝活塞广泛采用含硅12%左右的共晶铝硅合金制造,外加铜和镍,以提高热稳定性和高温机械性能。
铝活塞毛胚可采用金属模铸造,锻造和液压模锻等方法生产。
为了提高铝活塞的强度和硬度,并稳定形状尺寸,必须对活塞进行淬火和时效热处理。
1.3活塞结构活塞按部位不同,分为顶部,头部和裙部三部分。
1.3.1活塞顶部活塞顶部是燃烧室的组成部分,其形状与燃烧室形状和压缩比有关,一般有平顶,凸课程设计顶和凹顶三种。
1.3.2活塞头部活塞头部是指由活塞顶部到油环下端面之间的部分。
在活塞头部加工有用来安装气环和油环的气环槽和油环槽。
在油环槽的低部还加工有回油孔或横向切槽。
活塞头部有足够的厚度,从活塞顶部到环槽区的断面要尽可能的圆滑,过度圆角半径应足够大,以减少热流阻力,便于热量从活塞顶部经活塞环传给气缸壁,使活塞环的温度不至于过高。
1.3.3活塞裙部活塞头以下的部分为活塞裙部,活塞销座位于裙部。
裙部起导向作用,并承受侧压力。
因此,活塞裙部的形状保证活塞在气缸得到良好的导向,气缸与活塞之间在任何工况下都能保证均匀,合适的间隙,并有一定的承压面积。
活塞结构设计与工艺设计2活塞的结构参数发动机选取为6120型柴油机,参数设计参照《新型铝活塞》 活塞缸径D=120mm (一)压缩高度KH=80mm(二)顶岸(第一环槽至活塞顶端距离)F=17mm (三)采用三道环(其中两道气环,一道油环)气环高度取5mm ,油环高度取7mm第一道环岸高度为6mm 第二道环岸高度略小于第一道环岸高度,为5mm (四)活塞销直径为BO=44mm 顶环槽宽为3mm (五)群长SL=100mm 下裙长为65mm (六)销座间距AA=44mm(七)活塞重量 系数X=0.9—1.4 取X=1.23,331.23122128N G X D g =⨯=⨯=(八)顶部厚度S=15mm 总长=80+65=145mm燃烧室0.6kd D=3kd h= 0.612072k d mm =⨯= 243kd h mm ==铝的线性膨胀系数为623.110⨯ 1o C活塞头部的最大温度为350摄氏度,所以其变形量为 612023.1103500.97021X mm mm -=⨯⨯⨯=≈ 活塞裙部最大温度为200摄氏度,所以其形变量为612023.1102000.55440.6Y mm mm -=⨯⨯⨯=≈课程设计3活塞最大爆发压力的计算最大爆发压力计算参考《内燃机原理》环境压力00.1013p Mp α= 环境温度0293T K=几何压缩比21ε= 有效压缩比18.9ε'=燃烧过量空气系数α=1.65 参与废弃系数0.02r γ=参与非其温度720r T K= 增压空气压力0.12135k p Mpa=最大燃烧压力6.47265z p Mpa= Z 点热利用系数0.70z ξ=B 点热利用系数0.85b ξ= 燃烧室扫其系数 1.15s ϕ=燃料质量分数0.87C = 0.126H = 0.004O = 燃料低42286.68u kJH kg =3.1热力过程计算充气过程系数 增压器后空气温度:01 1.811.800.121352933180.1013k kn n k k p T T K p --⎛⎫⎛⎫=== ⎪ ⎪ ⎪⎝⎭⎝⎭式中,去增压器内平均多变压缩指数 3.8k n =(1) 压缩始点温度3185 1.110.027203311 1.02k k c r r a r T T T T K ξγγ+∆+++⨯⨯===+式中,k T ∆——新气预热度,k T ∆=5K; c ξ---比热修正系数,c ξ=1.11 (2) 压缩始点压力1.0 1.00.121350.12135a k p p Mpa ==⨯=(3) 充气系数`118.43640.1213510.73811203310.161810.02k av a k r T p T p εηεγ==⨯⨯⨯=-++(4) 平均多变压缩指数()()()1111`18.3158.315119.260.0025374118.41n n n a bT ε---==+⨯+++ (1) 式中,a ,b —常数,对于空气(忽略残余废气),a= 19.26 ,b=0.0025第一次试算,式(1)等号右端代入1n =1.37 , 1 1.96810.3625.382n -== 第二次试算,式(1)等号右端代入1n =1.369, 1 1.96810.3625.382n -==(5) 压缩终点温度()111.3621`33118.4950n c a T T K K ε--==⨯= (6) 压缩终点压力`1 1.3620.161818.48.544n c a p p Mpa Mpa ε==⨯=活塞结构设计与工艺设计(7) 燃料燃烧所需理论空气量()()0110.870.1260.004=0.4950.21124320.2112432kmol C H O L kg ⎛⎫⎛⎫=+-=+- ⎪ ⎪⎝⎭⎝⎭空气燃料 (8) 燃烧所需的实际空气量()()()()0 1.650.495/0.817/L L kmol kg kmol kg α==⨯=空气燃料空气燃料 (9) 理论分子变化系数00.03690.063911 1.03871.65βα=+=+=(10) 实际分子变化系数0 1.03870.02 1.035110.02r r βγβγ++===++(11) Z 点烧去的燃料质量分数 0.700.8240.85z z b x ξξ===(12) Z 点处分子变化系数01 1.03871110.824 1.0313110.02z z r x ββγ--=+=+⨯=++(13) Z 点燃烧产物的平均摩尔比定容热容()[]()()()()()()()'''1.0641()10.0641.0640.8240.0220.470.00361.6510.020.640.8241.6510.020.8240.0219.260.00251.6510.020.0640.82419.890.00307z r v r z r v vpmz r zZ z zx c x c c x T T T γαγγαγ++(+)--=(+)+⨯++=⨯++⨯+-++⎡⎤⎣⎦+++⨯=+ 式中,'v a c a bT =+(14) b 点燃烧产物的平均摩尔比定容热容()()()()()()()'''1.064(1)(1)10.0641.0640.0220.470.0036 1.65110.0219.260.00251.6510.020.06420.180.00322r v r v vpmb r b z b c c c T T T γαγαγ++-+=(+)++++-++=++=+式中,'v a c a bT =+(15) z 点燃烧产物的平均摩尔比定压热容8.31519.890.003078.31528.2020.00307ppmz vpmz z zc c T T =+=++=+(16) 燃料发热量课程设计()()()()()()''129342286.680.8710.02 1.03520.180.003229319.260.002529329342743.34/u u r vpmb v H H L c c kJ kg γβ=++-⨯=+++⨯-+⨯⎡⎤⎣⎦⨯=燃料压力升高比6.472560.7588.544z c p p λ===(17) Cyz 段的燃料燃烧公式,就最大燃烧温度Z T()()()()()()''08.3158.3150.7042743.34(1) 1.650.49519.260.00259288.3150.7589280.0220.180.003239288.3150.7589281.031310.0228.2020.00307z uv c r vpmb z r ppmz z z zH c T c T L c T T T ξλγλαβγ+++++=+=+⨯+⨯+⨯⨯++⨯+⨯⨯=⨯+⨯+简化后得 80740.0629.670.0032294z zT T =+ (2)第一次试算,取式(2)等号右端的z T = 2000K 得170202234.88.15z T K K ==第二次试算,取式(2)等号右端的z T =2200K 得170202195.58.52z T K K ==第三次试算,取式(2)等号右端的z T = 2196K 得1702021968.52z T K K ==最后取2196z T K =膨胀过程参数: (18) 初膨胀比1.03521962.420.785950z c βρλT ⨯===T ⨯(19) 后膨胀比'18.47.62.42εδρ===(20) 求多变膨胀指数2n 及膨胀终点温度b T ,zb 膨胀线上的后燃公式,()()28.3151'1z Z b b u b z zvpmz z vpmb br bT T n H c T c T L ββξξβγββ⎛⎫- ⎪⎝⎭-==-+-+活塞结构设计与工艺设计()()()()2 1.03138.31521961.0315142743.340.850.70 1.0313 4.750.00073421962196 4.820.00070.81710.021.035 1.0315b b b T n T T ⎛⎫⨯- ⎪⎝⎭-=⎡⎤-+++⨯-+⎢⎥+⎣⎦(3)()2182568.315121401.42 4.820.0007bb bT n T T --=-- (4)将式子(3)与式子(4)联立,得22111 1.03512196 1.03137.6b zn n z T T K ββδ--==⨯⨯ (5) 第一次试计算,取b T =2000K 得,2153310.11177100n -== 1757b T = 第二次试计算,取b T =2189K 得,2151510.003257070n -== 2189b T =K 最后取2189b T K = 2 1.00325n =(23) 膨胀终点压力2 1.003256.472650.957.6zb n p p Mpa Mpa δ=== 3.2柴油机的指示参数(21) 理论平均指示压力(以有效行程为准)()()2111210.003250.362111'111'111'8.5440.758 2.421110.758 2.4211117.40.003757.6 1.369118.42.242c n n p p n n Mpa Mpaλρλρρεδε--⎡⎤⎛⎫⎛⎫=-+---⎢⎥ ⎪ ⎪---⎝⎭⎝⎭⎣⎦⎡⨯⎤⎛⎫⎛⎫=⨯-+--- ⎪ ⎪⎢⎥-⎝⎭⎝⎭⎣⎦= (22) 实际平均指示压力(以全行程为准)()()()()()''1''2.24218.410.950.121352118.40.982112.0346i b a i p p p p Mpa εεεφε-+--=-1-+--=⨯-=式中,φ ————示功图丰满系数,φ=0.98 (23) 指示油耗()()6612.54100.8710.161812.541028.9628.960.871318 2.034697.69v ki k i p gg Kw h LT p gKw h η⨯⨯⨯=⨯⨯=•⨯⨯⨯=•(24) 指示效率333600103600100.87197.6942286.68i i u g H η⨯⨯===⨯(25) 增压器中绝热压缩功()1000.2861005.210.121351005.229310.101342.2078k k k TkS p W T p kJ kg kJ kg-⎡⎤⎛⎫⎢⎥=- ⎪⎢⎥⎝⎭⎣⎦⎡⎤⎛⎫=⨯-⎢⎥ ⎪⎝⎭⎢⎥⎣⎦= (26) 增压器中绝热效率()()10.28600.444100.12135110.10130.620.12135110.1013k kk kS TkSk kk k p p T T p p η--⎛⎫⎛⎫-- ⎪ ⎪∆⎝⎭⎝⎭=-===∆⎛⎫⎛⎫-- ⎪ ⎪⎝⎭⎝⎭式中,k-------比热容比,k =1.4,1 1.410.2861.4k k --==;k n ------多变指数, 1.8k n =,1 1.810.4441.8k k n n --==。