1231钢筋闪光对焊焊接接头复检见证记录
最新钢筋焊接(对焊)质量验收记录SG-T054

钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验收的专门规定。
一
般
项
目
对焊√
无横向裂纹,无烧伤,焊包均匀。
无横向裂纹,无烧伤,焊包均匀。
电弧焊
焊接表平整,无凹陷、焊瘤,接头处无裂皱、气孔、夹渣及咬边。
0且不小于
设计要求
—
—
设计
要求
焊缝长度
—
-0.5d,
0且不小于
设计要求
—
—
设计
要求
其实测点,其中合格点;不合格点;合格点率%
施工单位检查
评定结果
经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。
项目专业质量检查员:项目专业质量(技术)负责人:年月日
监理(建设)单位验收结果
监理工程师(建设单位项目技术负责人):年月日
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
SG-T054
钢筋焊接(对焊)质量验收记录
工程名称
施工单位
验收部位
专业工长
质量验收规定
施工单位检查评定记录
监理(建设)
单位验收记录
主
控
项
目
焊条、焊剂和牌号、性能以及接头中使用的钢板和型钢必须符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检验和焊接试验,符合设计要求量,方可焊接。
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
钢筋焊接见证(现)

见证记录1.1.4.2见证-3 编号:FJLJ-J0TL-TJ-HJ-001 工程名称:国电红雁池2×330MW机组烟气脱硫工程取样部位:脱硫室外构筑物1#、2#吸收塔基础取样名称:单面搭接焊取样基数: 300个取样数量:一组取样地点:施工现场取样日期: 2008年11月02日见证记录:1、品质规格数量:单面搭接焊Ф20 300个接头。
2、焊条型号:E430033、焊工姓名证件号:雷鹏飞 HJ650102200301874、试样现场随机取样,方法正确。
5、取样封存、标识、送检。
见证取样和送检印章:取样人签字:见证人签字:记录日期年月日1.1.4.2见证-3 编号:FJLJ-J0TL-TJ-HJ-002 工程名称:国电红雁池2×330MW机组烟气脱硫工程取样部位:脱硫室外构筑物1#、2#吸收塔基础取样名称:单面搭接焊取样基数: 300个取样数量:一组取样地点:施工现场取样日期: 2008年11月02日见证记录:1、品质规格数量:单面搭接焊Ф18 280个接头。
2、焊条型号:E430033、焊工姓名证件号:雷鹏飞 HJ650102200301874、试样现场随机取样,方法正确。
5、取样封存、标识、送检。
见证取样和送检印章:取样人签字:见证人签字:记录日期年月日1.1.4.2见证-3 编号:FJLJ-J0TL-TJ-HJ-003 工程名称:国电红雁池2×330MW机组烟气脱硫工程取样部位:班前焊取样名称:闪光对焊取样基数: 300个取样数量:各一组取样地点:施工现场取样日期: 2009年3月25日见证记录:1、品质规格数量:Ф12Ф14Ф16Ф18Ф20Ф22Ф252、焊工姓名证件号:陈应军 620002110000813、试样现场随机取样,方法正确。
4、取样封存、标识、送检。
见证取样和送检印章:取样人签字:见证人签字:记录日期年月日见证记录1.1.4.2见证-3 编号:FJLJ-J0TL-TJ-HJ-004 工程名称:国电红雁池2×330MW机组烟气脱硫工程取样部位:班前焊取样名称:电渣压力焊取样基数: 300个取样数量:各一组取样地点:施工现场取样日期: 2009年3月25日见证记录:1、品质规格数量:Ф22Ф252、焊剂型号:HJ-4313、焊工姓名证件号:陈应军 620002110000814、试样现场随机取样,方法正确。
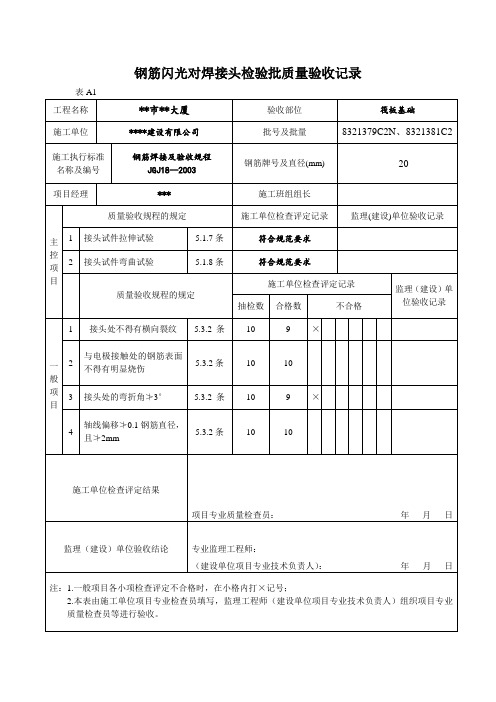
钢筋闪光对焊检验批质量验收记录

接头处弯折偏差
≤2
度
3
接头处钢筋轴线偏移
不得大于钢筋直径的1/10,且不得大于1mm
施工单位
检查结果
班组长:项目专业质量检查员:
项目专业技术负责人:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
2
钢筋级别☆
必须符合设计要求及现行有关标准的规定
3
焊前试焊☆
工程焊接开工前,参与该项工程施焊的焊工必须进行现场条件下的焊接工艺试验,应经试验合格,方准于焊接生产
4
钢筋焊接接头的机械性能☆
必须符合JGJ18的规定
5
钢筋低温焊接头
应符合JGJ18的规定
一般
项
目
1
接头处外观质量
接头表面应呈圆滑、带毛刺状,不得有肉眼可见的裂纹;与电极接触处的钢筋表面不得有明显烧伤
钢筋闪光对焊检验批质量验收记录
编号:
单位(子单位)
工程名称
分部(子分部)工程名称
分项工程名称
验收部位
施及编号
专业工长
(施工员)
分包单位
分包项目经理
类别
序号
检查项目
质量标准
单
位
施工单位自检记录
监理(建设)单位
验收记录
主控项目
1
焊工技能☆
从事钢筋焊接施工的焊工必须持有焊工考试合格证,并应按照合格证规定的范围上岗操作
1231钢筋闪光对焊焊接接头见证记录

见证记录
编号HJ-JC-JZJL0512-031 工程名称:海景花园E型公寓楼
取样部位:海景花园E型公寓楼
样品名称:Ф22钢筋焊接接头取样数量:三组
取样地点:工地钢筋加工场内取样日期: 2005年12月31日
见证记录:
2005年12月31日上午8:55,随机选取带有闪光对焊钢筋焊接接头的Ф22钢筋共3组18根。
每组随机选取6根钢筋焊接接头,接头长度取0.5m,送检测中心做钢筋闪光对焊焊接接头性能检测,取样时无其他异常状况。
有见证取样和送检印章:
取样人签字:
见证人签字:证书编号:
填制日期:二零零五年十二月三十一日。
见证记录2

工程名称:××工程(所有资料的工程名称应统一)取样部位:基础(每批重量≤60T,冷拉钢筋每批重量≤20T)样品名称:钢筋取样基数:Φ12:6T、Φ14:7T 取样数量:一组四根,共二组取样地点:现场钢筋堆放点取样日期: 200X.X.X见证记录: 1、厂家:新疆八一钢铁厂。
2、质量证明书编号:Φ12:SDFB675、Φ14:GKLB675。
3、批号品种规格数量:LY32 Φ12:6T、LY54 Φ14:7T。
4、试样现场随机取样,方法正确。
(取样方法见材料见证取样制度与计划)5、取样封存、标识、送检。
(核对试验委托单并留存)见证取样和送检印章:取样人签字:×××见证人签字:×××(送样)记录日期:200X年XX月XX日工程名称:××工程(所有资料的工程名称应统一)取样部位:基础(每批重量≤60T,冷拉钢筋每批重量≤20T)样品名称:钢筋取样基数Φ12:6T、Φ14:7T 取样数量: 1组4根,共2组取样地点:现场钢筋堆放点取样日期: 200X.X.X见证记录: 1、厂家:新疆八一钢铁厂。
2、质量证明书编号:Φ12:SDFB675、Φ14:GKLB675。
3、批号品种规格数量:LY32 Φ12:6T、LY54 Φ14:7T。
4、取样方式:在现场钢筋堆放点,对本次进场的每一批次的钢筋随机抽取两根,在其一端截去500㎜后,每根钢筋上切取2个500㎜长的钢筋试样做拉、弯试验。
(冷轧带肋钢筋)5、取样封存、标识、送检。
(核对试验委托单并留存)见证取样和送检印章:取样人签字:×××见证人签字:×××(送样)记录日期:200X年XX月XX日工程名称:××工程(所有资料的工程名称应统一)取样部位:主体 2~3层(每批重量≤60T,冷拉钢筋每批重量≤20T)样品名称:钢筋取样基数见下表取样数量:见下表取样地点:现场钢筋堆放点取样日期: 200X.X.X见证记录: 1、厂家:新疆八一钢铁厂。
钢筋闪光对焊接头检验批质量验收记录
钢筋闪光对焊接头检验批质量验收记录20钢筋气压焊接头检验批质量验收记录28钢筋闪光对焊接头(筏板基础)报验申请表致:**市建设监理有限公司我单位已完成了钢筋20闪光对焊工作,现报上该工程钢筋焊接头报验申请表,请予于审查和验收。
附:1、钢筋闪光对焊接头检验批质量验收记录;2、承包单位:****建设有限公司项目经理:日期:钢筋气压焊接头(筏板基础)报验申请表致:**市建设监理有限公司我单位已完成了钢筋28气压焊工作,现报上该工程钢筋焊接头报验申请表,请予于审查和验收。
附:1、钢筋气压焊接头检验批质量验收记录;2、钢筋焊接试验报告;3、电焊人员证件;4、检测结果:合格承包单位:****建设有限公司项目经理:日期:钢筋电弧焊接头检验批质量验收记录25钢筋电弧焊接头(筏板基础)报验申请表致:**市建设监理有限公司我单位已完成了钢筋25电弧焊工作,现报上该工程钢筋焊接头报验申请表,请予于审查和验收。
附:1、钢筋电弧焊接头检验批质量验收记录;2、钢筋焊接试验报告;3、电焊人员证件;4、检测结果:合格承包单位:****建设有限公司项目经理:日期:钢筋电渣压力焊接头检验批质量验收记录20(试焊)钢筋电渣压力焊接头报验申请表致:**市建设监理有限公司我单位已完成了钢筋25 工作,现报上该工程钢筋焊接头报验申请表,请予于审查和验收。
附:1、钢筋电渣压力焊接头检验批质量验收记录;2、钢筋焊接试验报告;3、电焊人员证件;4、检测结果:合格承包单位:****建设有限公司项目经理:日期:25(试焊)20钢筋电渣压力焊接头报验申请表致:**市建设监理有限公司我单位已完成了钢筋20 工作,现报上该工程钢筋焊接头报验申请表,请予于审查和验收。
附:1、钢筋电渣压力焊接头检验批质量验收记录;2、钢筋焊接试验报告;3、电焊人员证件;4、检测结果:合格承包单位:****建设有限公司项目经理:日期:。
表C.0.1钢筋闪光对焊质量检查记录

般
项
目
3
接头处外观质量
接头处表面不得有横向裂纹,与电极接触处钢筋表面不得有明显烧伤
4
接头处弯折偏差
≤3°
5
接头处钢筋轴线偏移
不大于0.1倍钢筋直径,且不大于2mm
施工单位
检查结果
项目专业质量检查员:项目专业技术负责人:年 月日
监理(建设)单位
验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年 月日
钢筋闪光对焊质量检查记录
表C.0.1工程编号:
单位(子单位)
工程名称
分部(子分部)
工程名称
分项工程名称
验收部位
施工单位
项目经理
施工执行标准
名称及编号
《电力建设施工质量验收及评价规程 第1部分:土建工程》
DL/T 5210.1-2012
专业工长
(施工员)
分包单位
分包项目经理
施工班组长
施工质量验收规范的规定
施工单位自检记录
监理(建设)单位
验收记录
类别
序号
检验项目
质量标准
主
控
项
目
焊工技能
从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作
2
钢筋级别
必须符合设计要求及现行有关标准的规定
3
焊前试焊
模拟施工条件试焊必须合格
4
钢筋焊接接头
的机械性能
必须符合JGJl8的规定
5
钢筋低温焊接头
必须符合JGJl8的规定
2024年见证取样送检制度样本(三篇)
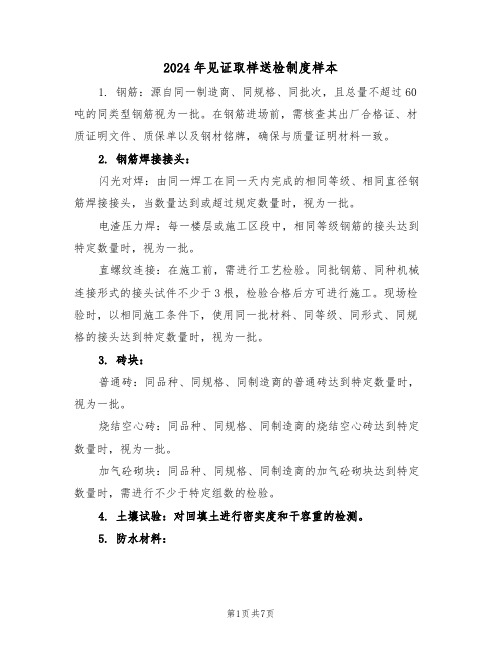
2024年见证取样送检制度样本1. 钢筋:源自同一制造商、同规格、同批次,且总量不超过60吨的同类型钢筋视为一批。
在钢筋进场前,需核查其出厂合格证、材质证明文件、质保单以及钢材铭牌,确保与质量证明材料一致。
2. 钢筋焊接接头:闪光对焊:由同一焊工在同一天内完成的相同等级、相同直径钢筋焊接接头,当数量达到或超过规定数量时,视为一批。
电渣压力焊:每一楼层或施工区段中,相同等级钢筋的接头达到特定数量时,视为一批。
直螺纹连接:在施工前,需进行工艺检验。
同批钢筋、同种机械连接形式的接头试件不少于3根,检验合格后方可进行施工。
现场检验时,以相同施工条件下,使用同一批材料、同等级、同形式、同规格的接头达到特定数量时,视为一批。
3. 砖块:普通砖:同品种、同规格、同制造商的普通砖达到特定数量时,视为一批。
烧结空心砖:同品种、同规格、同制造商的烧结空心砖达到特定数量时,视为一批。
加气砼砌块:同品种、同规格、同制造商的加气砼砌块达到特定数量时,需进行不少于特定组数的检验。
4. 土壤试验:对回填土进行密实度和干容重的检测。
5. 防水材料:沥青防水卷材:同一制造商的同品种、同等级产品,达到特定数量时,抽取特定数量的卷材进行规格尺寸和外观质量检验。
在外观质量检验合格的卷材中,选取特定数量进行物理性能检验。
自粘橡胶沥青防水卷材:同制造商的同品种、同等级产品,达到特定数量时,抽取特定数量的卷材进行规格尺寸和外观质量检验。
在外观质量检验合格的卷材中,选取特定数量进行物理性能检验。
聚氨酯防水涂料:同制造商的同品种产品,达到特定数量时,视为一批。
6. 防腐、绝缘、保温材料:在存在疑问时,进行抽样检测。
7. 铝合金、钢、塑钢窗:检测其抗风压性、空气渗透性和雨水渗透性。
每单位工程建筑面积在特定范围内,按特定组数进行检测。
8. 不合格处理制度:进场原材料:所有进场原材料必须附带质量证明书和合格证,且内容需包含规定信息。
对于钢筋、水泥、商品混凝土的制造商,必须遵守相关规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
见证记录
编号HJ-JC-JZJL0512-031 工程名称:海景花园E型公寓楼
取样部位:海景花园E型公寓楼
样品名称:Ф22钢筋焊接接头取样数量:两组
取样地点:工地钢筋加工场内取样日期: 2005年12月31日
见证记录:
2005年12月31日下午2:55,随机选取带有闪光对焊钢筋焊接接头的Ф22钢筋共2组12根。
每组随机选取6根钢筋焊接接头,接头长度取0.5m,送检测中心做钢筋闪光对焊焊接接头性能复检,取样时无其他异常状况。
有见证取样和送检印章:
取样人签字:
见证人签字:证书编号:
填制日期:二零零五年十二月三十一日。