全钢成型机介绍
钢筋成型机分类
钢筋成型机分类钢筋成型机是一种用于将钢筋加工成所需形状的机械设备,广泛应用于建筑、桥梁、隧道等工程领域。
根据其不同的工作原理和结构特点,钢筋成型机可以分为多种类型。
第一种类型是弯曲机。
弯曲机主要用于将钢筋弯曲成所需的角度和形状。
它通常由钢架、弯曲轴、弯曲模具和控制系统等部分组成。
操作人员通过控制系统设定弯曲角度和半径,然后将钢筋放入相应的模具中,启动机器即可完成弯曲过程。
弯曲机具有操作简便、弯曲效果好等优点,广泛应用于建筑领域。
第二种类型是剪切机。
剪切机主要用于将钢筋切割成所需的长度。
剪切机通常由切割刀、切割机构和控制系统等部分组成。
操作人员通过控制系统设定切割长度,将钢筋放入剪切机构中,启动机器即可完成切割过程。
剪切机具有速度快、精度高等优点,被广泛应用于建筑施工中。
第三种类型是弯曲与剪切一体机。
弯曲与剪切一体机集成了弯曲机和剪切机的功能,可以同时完成弯曲和剪切操作。
这种机器通常由钢架、弯曲轴、弯曲模具、切割刀、切割机构和控制系统等部分组成。
操作人员可以通过控制系统设定弯曲角度和切割长度,将钢筋放入相应的模具或剪切机构中,启动机器即可同时完成弯曲和剪切过程。
弯曲与剪切一体机具有节省空间、提高工作效率等优点,被广泛应用于大型工程项目中。
第四种类型是成型机。
成型机主要用于将钢筋按照一定的形状和尺寸成型,如螺旋形、螺纹形等。
成型机通常由成型模具、成型机构和控制系统等部分组成。
操作人员通过控制系统设定成型形状和尺寸,将钢筋放入成型模具中,启动机器即可完成成型过程。
成型机具有成型效果好、工作稳定等优点,被广泛应用于桥梁、隧道等大型工程中。
除了以上几种常见的钢筋成型机类型,还有一些其他特殊类型的钢筋成型机,如弯曲与切割一体机、自动化钢筋成型机等。
这些机器在特定的工程领域中有着重要的应用价值。
钢筋成型机是建筑工程中必不可少的设备之一,它们的分类主要根据其工作原理和结构特点来区分。
不同类型的钢筋成型机具有各自的优点和适用范围,可以满足不同工程的需求。
天津赛象三鼓成型机作业指导书
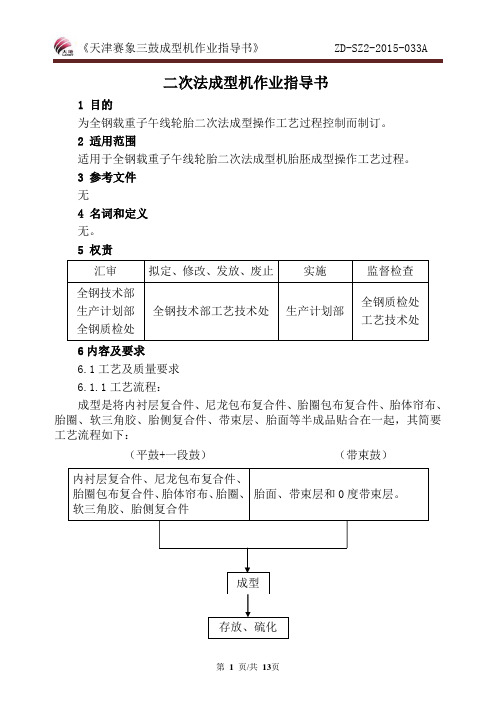
二次法成型机作业指导书1 目的为全钢载重子午线轮胎二次法成型操作工艺过程控制而制订。
2 适用范围适用于全钢载重子午线轮胎二次法成型机胎胚成型操作工艺过程。
3 参考文件无4 名词和定义无。
5 权责汇审拟定、修改、发放、废止实施监督检查全钢技术部生产计划部全钢质检处全钢技术部工艺技术处生产计划部全钢质检处工艺技术处6内容及要求6.1工艺及质量要求6.1.1工艺流程:成型是将内衬层复合件、尼龙包布复合件、胎圈包布复合件、胎体帘布、胎圈、软三角胶、胎侧复合件、带束层、胎面等半成品贴合在一起,其简要工艺流程如下:(平鼓+一段鼓)(带束鼓)内衬层复合件、尼龙包布复合件、胎圈包布复合件、胎体帘布、胎圈、软三角胶、胎侧复合件胎面、带束层和0度带束层。
成型存放、硫化全钢成型工艺流程(二次法成型机):平鼓1段鼓(1ST)辅鼓贴合内衬层复合件贴合尼龙包布复合件贴合胎圈包布复合件滚压胎圈包布复合件贴合胎体帘布传递胎体帘布筒滚压胎体帘布检查指形片正包扣圈反包(上胎圈)滚压硬三角胶6.1.2工艺及质量要求:6.1.2.1胎体贴合鼓标准:项目工艺要求胎体贴合鼓周长公差±2mm鼓板翘起不允许中心线对正≤1mm供料装置与成型鼓中心线对中±1mm定位装置与中心线对中±1mm定位指示灯必须垂直于鼓切面胎体鼓上各部件指示灯对中±1mm6.1.2.2胎体鼓半成品接头要求:±10°45°90°135°180°225°270°315°0°肩垫胶胎圈包布胎体帘布PA复合件6.1.2.3 PA 复合件贴合工艺要求:项 目工艺要求 胎侧/内衬层复合宽度公差 ±3mm 胎侧/内衬层定长公差 ±5mm 胎侧/内衬层接头重叠 0,-2mm 胎侧接头错位 ±3mm内衬层裁切面宽度 裁切面宽度公差±3mm 贴合偏歪±3mm6.1.2.4 胎圈包布贴合工艺要求:项 目工艺要求 在成型鼓上的宽度公差 ±2mm 贴合偏歪 ±2mm 接头对正≤2mm 接头重叠不允许 接头处钢丝间距≤1根钢丝 接头处不得有钢丝帘线露出6.1.2.5胎体帘布贴合工艺要求:项 目工艺要求 胎体帘布在成型鼓上的宽度 ±2mm 胎体帘布贴合偏歪 ±2mm 帘布接头对正 ≤2mm接头处钢丝间距 ≤1/2钢丝 接头重叠 不允许 两接头间距离 ≥100mm接头数量每条胎最多3个6.1.2.6肩垫胶贴合工艺要求:项 目工艺要求 贴合偏歪 ±2mm 宽度公差 ±2mm 厚度公差 ±0.4mm 接头重叠0,-2mm6.1.2.7 带束鼓标准:项 目工艺要求 B&T 鼓周长公差 ±2mm 定位指示灯必须垂直于鼓切面定位指示灯与鼓中心线对正 ≤1mm 供料装置与鼓中心线对正 ±1mm 各部件指示灯对中±1mm 6.1.2.8 B&T 鼓半成品贴和工艺要求:±10°45°90°135°180°225°270°315°0°胎冠零度带束层2#带束层1#/3#带束层6.1.2.9带束层1#和3#斜角在右,2#斜角在左方向贴合。
国产全钢载重子午线轮胎三鼓机械反包成型机简介

() 8 一套 机械 成 型 鼓 比一 套 胶 囊鼓 可 以生 产
更 多规格 的 轮胎 ( 胎 胎 圈直 径 相 同 ) 减 少 了用 轮 ,
户 对成 型鼓 的采购 数量 , 压缩 了成 型鼓库 存 , 型 成 鼓 的更换 次数 减少 , 设备 利用 率提 高 。
2 ZC X3
及裁 断控制 装 置 等 。定 型 区 由胎体 定 型 鼓 ( 胎 左
成 型机 和 日本三菱 重 工公 司的 HD 1一 次法 成 型 -
机 。国 内习惯认 为 T G/ R B成 型 机适 合 倍 耐 力生 产工艺 , 一 HD 1成 型 机 适 合 费 尔 斯 通 生 产 工 艺 。 2 o世 纪 9 0年 代 , 内轮 胎 企 业 先 后 引进 日本 三 国 菱 重工 公 司 、 国克虏 伯公 司 、 洛伐 克 MATA— 德 斯
关 键 词 : 钢 载 重 子 午 线 轮 胎 ; 械 反包 ; 次 法 三 鼓 成 型 机 全 机 一
中 图分 类 号 : TQ3 0 4‘ ; 6 . 4 . / 6 3 . 。6 U4 3 3 1 3 . 文 献标 志码 : B 文 章 编 号 :0 68 7 (0 10 —3 00 10 —1 1 2 1 )60 7—8
主要 特 点 进 行 概 述 , 指 出 3种成 型机 在 胎 体 贴 合 鼓 和 胎 体 供 料 架 、 并 带束 层 贴 合 鼓 和 带 束 层 供料 架 、 械 定 型 鼓 、 胶 机 垫
供 料 架 和胎 面 供 料 架 、 胎 器 和 胎 圈 装 载器 设 计 方 面 的 区别 。 卸
L Z G9 C — 0的 3个鼓 分 别 为 2个 胎体 鼓 ( 体 胎 贴合 鼓和定 型鼓 ) 1个带束 鼓 ( 和 带束层 贴合鼓 ) , 主要 由胎体 区 、 型 区和 带束 层 区组 成 。胎 体 区 定 主要 由胎体 贴合 鼓 ( 胎体鼓 ) 胎 体供 料架 、 右 、 钢丝 圈装 载器 和钢丝 圈传 递环 等组成 。胎体 供料架 位 于右 胎体鼓 后方 , 自动 向右胎 体鼓 提供 内衬层 、 胎 侧复 合件 、 圈包 布 和 胎 体钢 丝 帘 布 。胎体 供 料 胎 架配 有 内衬 层 和胎 侧 定 中 纠偏 装 置 、 声 波裁 刀 超
12R22.5全钢轮胎成型机扇形块形状仿真优化

目前我公司拥有多种不同厂家和型号的成 型 机,同 时 也 配 有 不 同 形 式 的 扇 形 块。 在 生 产 12R22. 5轮胎时,无法保证其在同一型号成型机上 完 成,因 此 工 艺 质 量 的 稳 定 性 难 以 保 证。 个 别 成 型机生产的轮胎存在胎圈部位内凹和胎体帘线抽 出等缺陷。另外成型胶囊因与扇形块直接接触,
ᑁͮᦉړ ѫ࣊ڎ
ᑚٹ
2020年第40卷
Fx Fy (a)Fx和Fy
्ڰ
图1 扇形块锁圈过程仿真模型
胎圈部位材料分布图是不含任何材料压缩效 应 的,其 中 包 括 材 料 之 间 的 缝 隙。 利 用 这 种 简 化 模 型 可 以 大 大 减 小 仿 真 的 难 度,同 时 也 能 较 好 地 反映该部位材料的变形状态。
利 用 Abaqus 有 限 元 分 析 软 件 进 行 仿 真,胎 圈 固 定 不 动,将 扇 形 块 沿 垂 直 方 向 固 定,将 扇 形 块 沿 垂 直 方 向 向 上 移 动 一 定 的 距 离(与 成 型 过 程 相 同),压缩胶囊和胎圈材料,达到最终锁紧状态,仿 真结果应力云图如图3所示。
块轮廓形状进行优化。通过扇形块参数调整使其横向压紧力、垂向压紧力和胎圈部位面积达到优化目标,使用优化后的
全钢轻卡轮胎二次法成型工艺的应用

第46卷 第17期·36·作者简介:唐文锋(1977-),男,硕士、高级工程师,中策橡胶(泰国)有限公司副总经理,主要从事设备和项目管理工作。
收稿日期:2020-08-05目前我公司在泰国的生产基地主要以全钢和半钢两大系列为主。
生产的模式是以销定产,根据销售订单来排生产计划。
随着市场形势的变化,难免出现产销不平衡,全钢来不及生产,半钢成型设备有闲置的现象。
而我司全钢成型工艺主要采用的是三鼓成型机一次法工艺,半钢成型工艺主要采用的是两段成型机二次法工艺。
为了优化改善成型机设备的配置,解决半钢成型机闲置问题,公司决定开发研究全钢轻卡轮胎二次法成型工艺,把19.5以下轻卡系列移至半钢二次法成型机上生产,通过对设备的改造和工艺的优化,使半钢二次法成型机既能用于半钢轮胎成型,也能用于全钢轻卡轮胎成型。
实现半钢成型机可根据全钢半钢的销售订单情况来柔性安排生产,减少成型机设备配置的目的。
1 全钢轮胎三鼓成型一次法工艺简介1.1 全钢一次法成型工艺步序全钢轻卡轮胎如图1所示主要由胎侧与内衬复合件、钢包、胎体帘布、垫胶、三角钢圈、1#带束层、2#带束层、3#带束层、零度带束层、胎面等部件组成。
在一台成型机上一次完成轮胎全部部件组合成型的方法称为一次法成型,该工序是轮胎生产过程中非常重要的工序,它在很多程度上决定着胎胚的质量。
其详细成型工艺步序如下:胎体鼓:胎侧内衬复合件贴合—钢包补强贴合—胎体帘布贴合—帘布缝合—帘布滚压—肩垫胶贴合—上钢圈取胎体筒。
全钢轻卡轮胎二次法成型工艺的应用唐文锋,陈劲松(中策橡胶(集团)有限公司,浙江 杭州 310018)摘要:介绍了全钢轮胎三鼓成型机结构和一次法成型工艺步序,半钢一段二段成型机结构和二次法成型工艺步序;全钢19.5以下轻卡系列放半钢二次法成型机上生产,进行了设备改造和工艺改进。
以235/75R17.5轻卡为例试验检测了轮胎各项性能,符合工艺标准要求,方便生产计划组织和材料规格统一,实现较大经济效益。
子午线轮胎成型机简介(精)

作者简介:陈先国(19762,男,贵州罗甸县人,贵州轮胎股份有限公司工程师,学士,主要从事全钢子午线轮胎设备的管理及技术工作。
子午线轮胎成型机简介陈先国,何兵(贵州轮胎股份有限公司,贵州贵阳550008摘要:介绍子午线轮胎成型机的沿革及各类成型机的基本结构和工作原理。
指出国内在用的子午线轮胎成型机发展较快,现有二次法成型机、二鼓式一次法成型机、三鼓式一次法成型机及四鼓式一次法成型机,其中二次法成型机因无法保证产品质量的均一性,部分轮胎生产厂已不用其生产全钢载重子午线轮胎;一次法成型机中四鼓式一次法成型机由于有两个机械鼓来完成定型及反包,生产效率大大提高。
关键词:子午线轮胎;成型机;鼓式一次法成型机;四鼓一次法成型机中图分类号:TQ330.4+6;U463.341+.6文献标识码:B 文章编号:100628171(20040520297204据统计,2003年年初世界汽车轮胎产量达11亿条,子午化率已接近90%。
其中载重轮胎子午化率北美为92.8%,欧洲为89.3%,日本、韩国为91.6%。
我国年产轮胎1亿条,轮胎子午化率仅为54%左右,载重轮胎子午化率仅为23%。
因此,全钢载重子午线轮胎是载重轮胎发展的方向,是我国轮胎行业的更新换代产品。
目前,我国子午线轮胎市场呈供不应求态势,国内具有发展全钢子午线轮胎能力的企业都在加快发展速度,最大限度地扩大产量。
子午线轮胎技术软件、机器设备和原材料的变化也是日新月异。
我公司载重子午线轮胎的发展正值国内子午线轮胎行业发展的大潮中,生产设备更新速度快,几乎每一代成型设备都在使用。
较早的子午线轮胎成型机是二次法成型机。
以北京橡胶工业研究设计院机电技术开发有限公司LCY12162YT 二次法成型机为代表。
后来出现了一次法成型机,一次法成型机有以下几种。
(1两鼓式一次法成型机。
以天津赛象科技股份有限公司TTR G 245C 型的二鼓式成型机为代表。
(2三鼓式一次法成型机。
全钢两鼓成型机主导轨与主机箱的安装方法-丁翔

全钢两鼓成型机主导轨与主机箱的安装方法成型保证B 丁翔摘要轮胎是各类车辆行走的重要部件,直接影响到车辆各种使用性能的发挥。
而两鼓成型机作为轮胎的重要生产工具之一,主导轨和主机箱对于两鼓成型机来说,又是重要组成部位,直接影响到轮胎的不圆度和平衡性,分析说明安装两鼓成型机主机箱和主导轨的方法,并提出了安装过程中的建议,以供参考。
关键词轮胎;成型机;主机箱;导轨;方法;建议全钢两鼓一次法成型机主要结构分为主导轨,主机箱,主辅供料架,辅机箱,后压辊装置,卸胎器、传递环等,其中主导轨是成型机精度的基准,保证轮胎的工艺精度的传递环和夹持环都是在主导轨上运行工作,而其他部位的安装也都是以主导轨和主机箱为参照进行安装,因此安装好主导轨和主机箱是生产轮胎达到工艺标准的重要前提之一。
天津赛象科技股份有限公司生产的两鼓成型机(TST-LCZ-2HA)一直是双钱集团(如皋)轮胎有限公司的重要机型,本文就是以以上这种机型为例阐述主导轨及主机箱的安装要点。
一、首先校验测量仪器,以达到精度要求1、水准仪的校验方法(如下图一)水准仪水准仪图一分别将标尺放置于A、B两点(相距4米以上),从C点用水准仪观测读数并记录;再用水准仪移动距离相同对面D点,再观测A、B两点的标尺的读数。
如果两组读数差值相等(误差小于1毫米),则可断定水准仪精确度达标。
2、水平仪的较验方法(如下图2)水平仪平尺调整垫铁图2将平尺放置于相隔1米的调整垫铁上,水平仪放置平尺上,调节垫铁高低使水平仪气泡位于标刻尺中央,然后调转180度,若气泡发生偏移,则调节水平仪上微调螺丝直至水平仪气泡位于标刻尺中央(误差0.02毫米)。
二、主导轨概况及精度标准主导轨概况TST-LCZ-2HA机型主导轨总长度8米,底座由框架及7块底板组成,22根M16X400地脚螺栓与地基方孔坑对应。
工艺精度要求:安装完成的主导轨横向水平为0.04mm/m,纵向水平误差0.04mm/m以内,理想状态下校正完成的主导轨直线度为0-0,但由于制造加工的局限性,运输、吊装等因素,无法达到上述直线度精度要求,我们精调的目的就是最大限度接近这条基准线。
全钢子午线轮胎一次法成型机演示教学

成型鼓
成型鼓
(1)成型鼓机构
1-成型鼓与机箱连接花键轴;2-成型鼓心轴滚珠丝杠;3-成型鼓主轴; 4-胎圈三角胶支撑块;5-鼓肩扇形块;6-长反包臂;7-短反包臂;8-成型鼓心轴丝母。
(2)成型鼓结构特点
机械鼓结构特点: 1、反包速度快、压合力大 2、反包指寿命长 3、对胎侧易造成拉伸 4、滚轮对胎体帘线有冲压,造成疏密不均
(五)、主要部件
1、全钢载重子午胎一次法成型机 胎体鼓供料架
2、胎体鼓
• 胎体鼓 17.5”- 19.5 ”
鼓直径 17.5”-19.5” Min405—Max510mm
鼓宽度 17.5”-19.5” 1550mm
• 胎体鼓 20”- 22.5”
鼓直径 20”-22.5” Min470—Max580mm
胶囊鼓结构特点: 1、反包受力均匀,无受力拉伸,更符合轮胎成型工艺要求 2、胎侧气泡较少 3、胶囊寿命短,更换周期长 4、胶囊的一致性差,易造成左右胎侧反包不对称 5、反包速度较慢,成型效率较低
6、带束层供料架
带束层供料架图
7、 胎面供料架
8、带束层贴合鼓
I型带束层鼓
#1扇形块的鼓直径 Min680~Max750
成型机的全部控制,工作过程中的状态监视,故障诊断及分析。
操作面板是带有触摸屏的平板电脑,运行当今流行的 WINDOWS98/2000/NT/XP操作系统。
具有数据库功能,存储轮胎参数配方、工作状态数据、故障数 据等;另外,也具有网络功能,可与工厂的信息网连接,为全 厂的信息化打下基础。
成型机控制系统画面
▪ 自动卸胎结构
▪ 周期时间: 取决于轮胎规格,操作技能和成型材料,如11R22.5 轮胎的标准 制造时
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8) Bead定位距离偏差
9) 材料在鼓上的中心偏差
0.1mm
±1.0mm
成型机供料系统
1、公用供料模板; 2、CCD实时纠偏,可确保 材料定位准确; 3、海绵压辊可提高帘布 与内衬层之间的排气效果;
成型机复合压辊
内衬层和胎侧复合压力可通过重锤调节
调距装置
压辊悬挂机构,上料时将压辊抬起
成型机胎体裁断
成型机组合压辊
与I型相比,II型将胎肩压辊改为动态压辊, 更能吻合肩部曲线,但成本相对较高
合海成型机分级
普通型半自动 全自动合海成型机分级胎面导开、伺服定长、超声刀裁断
胎肩导开、伺服定长、超声刀裁断
胎体帘布伺服定长、浮动刀裁断
半自动 成型机
带束层伺服定长、浮动刀裁断、自动上料
合海成型机分级
包含半自动所有功能
胎面/胎肩供料
胎面扎孔,便于 排除胎面与带束 层,胎体之间的 窝气
胎肩超声刀裁切
胎肩真空吸盘自动输送装置
胎面前端加有红外线加热器,可 以改善胎面切口处的粘合性
对于胎面及胎肩部件,采用的是大容量台车自动导开,伺服自动定 长,超声刀自动裁断,自动送料,手动辅助压合,保证载重胎均匀 性
成型机卸胎装置
传统的四工位卸胎改进型: 1、同样的大间距双导轨支撑使运行平稳; 2、改进了卸胎臂,降低整体高度; 3、胎胚在线称重
市场上主流产品的优点,开发出了自己的轮胎定型硫化机。整
机采用了很多新技术,新结构来保证客户对使用精度与可靠性 的要求,在下面将一一介绍。点。这些都将在后面一一介绍。
在设计过程中,我们对整机的结构和一些主要。
成型机技术参数
生 胎 带 鼓 胎 产 轮 胚 束 体 胎 外 鼓 层 规 格 直 径 直 围 料 min : 450 min : 160 min : 740 min : 70 min : 450 min : 40 max: 1100 max: 420 max: 1500 max: 200 max: 1000 max: 200 max: 260 max: 290 max: 280 max: 260 max: 60 max: 560 max: 3650 材 径 19.5~24.5”全部规格 min : Φ750 min : Φ720 min: 240 max: Φ1220 max: Φ1120 max: 870
智能成型机 S AT 2 . 0
谢谢合作
全钢载重子午胎成型机
ALL STEEL RADIAL TRUCK TYRE BUILDING
1
成型机简介(包括普通型、半自动型) 成型机分级(普通型、半自动、无人机) 成型机智能化(SAT1.0版)
2
3 4
成型机生产线(SAT2.0版)
全 钢 成型 机 简介
•
为了满足客户对硫化机高品质,高精度的要求,合海橡塑结合
所有导开小车自动到位、上料
自动处理材料接头
无人 成型机
卸胎与自动化物流衔接
智能成型机 S AT 1 . 0
智能成型机 S AT 2 . 0
一.成型轮胎效率高 SAT2.0打破了传统的所有轮胎部件 集中在一台成型机上生产的模式,按照轮 胎的成型顺序,将不同功能的单机有序地 组合在一起,构成成型生产流水线。 以全钢子午胎为例,高端子午胎 SAT2.0成型系统的产能可达到班产700条 ,是国内传统的三鼓成型机的6倍(进口 成型机的4倍),一套SAT成型系统造价 是传统成型机的3.5倍(进口成型机的2倍 多),性价比优越。 二、成型轮胎质量好 SAT2.0成型机组所生产全钢子午胎 的质量比如均匀性指标大幅度提高,承载 能力提升10%以上,设备综合效率也大幅 度提升15 %以上。 SAT2.0成型系统工序之间部件转移 采用工业机器人,不仅实现自动化生产, 消除了人为因素对产品质量的影响,也降 低了人工成本。
- 1#带束层宽度 - #2带束层宽度 - #3带束层宽度 - #4带束层宽度 - 0°带束层宽度 - 胎面宽度 - 胎面长度
成型机精度参数
区分 1) 鼓中心偏差 - BAND Drum - Belt Drum - Shapping Drum 2) 轴安装水平度 3) TRF 定位偏差 4) Bead Ring - 径向 - 横向 5) B/T 传递偏差 6) Drum 停止精度 7) 鼓安装后,轴纵振动 0.3mm ±0.25˚ 0.2mm 0.3mm 0.1mm 0.1mm ±0.25mm 偏差范围
与传统的卸胎方式不同之处: 1、大间距双导轨支撑使运行平稳; 2、卸胎小车是胎胚存放托盘,可以长 时间存放而不会造成胎圈中心与胎面中 心偏离现象。
成型机组合压辊
滚压胎侧、子口部位,径向伸缩由伺服驱动
滚压冠部,径向伸缩由气缸驱动
肩部预弯曲压辊,根据轮胎的规格事先调整
胎肩滚压,径向伸缩由气缸驱动,轴向分合 由伺服驱动
浮动叠合热裁刀,分合单行程裁切
定位杆,可使每次裁切的初始 位置唯一 浮动电热刀,可在帘线弯曲很大的情况下 仍能流畅裁切,避免跳钢丝或裁不断现象
胎体传递环
磁吸盘固定胎体,胎侧扩张环扩张 胎侧边部,方便胎体筒顺利进入成 型鼓工位
胎面/胎肩供料
1、前端安装预定位装 置,提高定位精度; 2、采用光幕装置,提 高安全可靠性。
平 宽 尺 寸 设 定 范 - 内衬层宽度 - 胎侧/子口耐磨胶宽度 - 胎侧/内衬层复合件 - 钢丝子口布宽度 - 胎体帘布宽度 - 胎肩垫胶宽度
带
束
层
/
胎
面
材
料
min : 100 min : 130 min : 110 min : 70 min : 25 min : 180 min : 2470