全钢子午线轮胎一次法成型机
全钢载重子午线轮胎一次法两鼓成型机控制系统改进
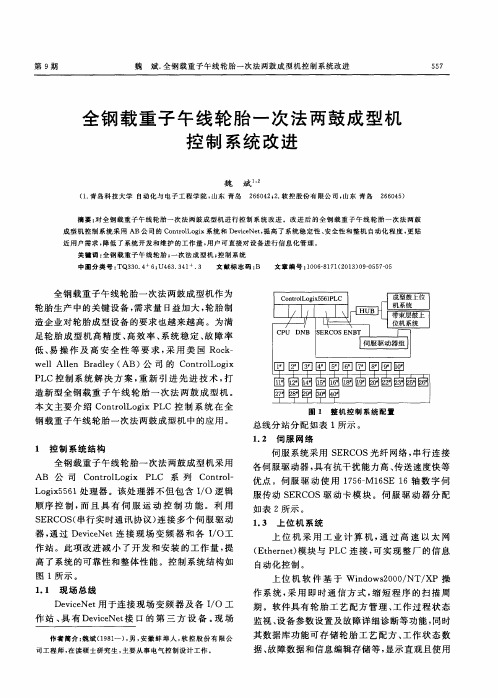
近用户需求 , 降低了系统开发和维 护的工作量 , 用户可直接对设备进行 信息化管理 。
关键词 : 全钢载重子午线轮胎; 一 次法 成 型机 ; 控 制 系 统
中图 分 类 号 : T Q3 3 0 . 4 6 ; U4 6 3 . 3 4 t . 3 文 献标 志码 : B 文章编号 : 1 0 0 6 - 8 1 7 1 ( 2 0 1 3 ) 0 9 — 0 5 5 7 - 0 5
如 表 2所 示 。 1 . 3 上 位 机 系统
L o g i x 5 5 6 1处理器 。该 处理 器 不但 包 含 I / 0 逻 辑 顺 序控 制 , 而 且 具 有 伺 服 运 动 控 制 功 能 。利 用 S E R C OS ( 串行实 时通讯 协议 ) 连 接 多个 伺 服驱 动
1 1 l I 1 2 * I I 1 4 l I l 5 II 1 I I 1 8 # I Ⅱ
P L C控 制 系统 解 决 方 案 , 重新引进先 进技术 , 打 造新 型全 钢载 重 子 午 线 轮胎 一 次 法 两鼓 成 型机 。 本文 主要 介 绍 C o n t r o l L o g i x P L C控 制 系 统 在 全
作 者 简介 : 魏斌 ( 1 9 8 1 一) , 男, 安徽蚌埠人 , 软 控 股 份 有 限 公
监视 、 设 备 参数设 置 及故 障详细诊 断 等功能 , 同时
其数 据库 功能 可存 储 轮 胎 工艺 配方 、 工 作 状 态数
司 工程 师 , 在 读硕 士研 究 生 , 主 要 从 事 电气 控 制 设 计 工作 。
图 1所 示 。 1 . 1 现 场 总 线
上位 机 软 件 基 于 Wi n d o ws 2 0 0 0 / NT/ X P操
全钢载重子午线轮胎成型工艺与质量控制

摘 要 : 细介 绍 全钢 载 重 子 午 线 轮 胎 成 型 操 作 方 法 及 要 点 括 生产 前 准 备 、 助 鼓 操 作 、 型鼓 操 作 和灯 光 标 尺 详 包 辅 成 调 整 。简 要 介 绍 成 型 胎 坯质 量 标 准 和 内喷 涂 操 作 应 注 意 的 问 题 。 针 对 轮 胎 常 见 质 量 缺 陷 和 成 型 机 常 见 故 障 , 出 相 提
部 两侧 各设 反 包及 助 推 胶 囊 ( . 0 2 9 0 R 0及 以下 规
c 环境 湿度 低于 5 , ) O 温度 为( 6 )℃ ; 2 ±2 d 照 明条件 为过 滤紫 外线 的 自然 光或 灯光 。 ) () 4 检查 各种 半成 品部 件或 半成 品组合 件 , 不 允许 有 焦烧 、 压痕 、 夹杂 物 、 泡 、 气 喷霜 和粘性 不足 等 问题 , 而且 各种 部件 不允 许落 地 。
否 符合 工艺 规定标 准 。 () 3 检查 工艺 条件 是否 符合 标准 。 a 动 力 用 压缩 空气 压 力 不 低 于 0 7MP , ) . a 仪 表 用压 缩空气 压 力不 低于 0 4MP ; . a
b 抽 真空 度 为 4 . 6 3 3 P ; ) 6 6 ~5 . 3k a
成胎 坯成 型全 过程 。
() 8 每班 开始 生产 或更换 半成 品部 件 时 , 检 应 查半 成 品是否 符 合 施 工标 准要 求 , 成 品存 放 器 半 具与存放 时 间必 须 符合 工 艺 要 求 , 先 后顺 序 使 按 用 。半成 品存 放 时间过 长 , 面会 产生 喷霜 , 重 表 严 影 响部件 间粘 合 ; 放 时间过 短 , 存 部件 表面水 分 的 挥发 及散热 效 果不 好 , 而且部 件 收缩也 不到 位 , 易 影 响半成 品部 件 的尺寸 、 位及 部件 间的粘合 。 定 ] 2 辅 助鼓 操作 I . 带束 层和 胎面接 头错 开 如 图 l所示 。 ( ) 施工 表要 求导 开带 束层 , 1按 检查 带束层 角 度、 宽度 ( 差 ±1mm) 帘线 方 向( 止各 层 之 公 及 防
我国首台航空子午胎成型机顺利出厂
我国首台航空子午胎成型机顺利出厂
良辰
【期刊名称】《航空制造技术》
【年(卷),期】2009(0)22
【摘要】日前,由中航工业北京航空制造工程研究所(625所)自主研发的国内首台航空子午胎成型机通过验收,装车发运顺利出厂。
【总页数】1页(P20-20)
【关键词】航空制造工程;成型机;子午胎;出厂;自主研发;研究所
【作者】良辰
【作者单位】《航空制造技术》编辑部
【正文语种】中文
【中图分类】V26;TQ330.46
【相关文献】
1.20项自主创新产业化重大项目顺利实施——世界首台特巨型全钢工程子午线轮胎一次法成型机等30个重大产品开发取得重要突破 [J],
2.北京航空工艺研究所研制成功全钢丝载重子午胎一次法成型机 [J], 刘国峰
3.首台子午巨胎一次法成型机问世 [J], 钱伯章
4.我国首台小规格子午胎一次法成型机在桂林通过鉴定 [J],
5.首台子午巨胎一次法成型机试车成功 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
国产全钢载重子午线轮胎三鼓机械反包成型机简介

() 8 一套 机械 成 型 鼓 比一 套 胶 囊鼓 可 以生 产
更 多规格 的 轮胎 ( 胎 胎 圈直 径 相 同 ) 减 少 了用 轮 ,
户 对成 型鼓 的采购 数量 , 压缩 了成 型鼓库 存 , 型 成 鼓 的更换 次数 减少 , 设备 利用 率提 高 。
2 ZC X3
及裁 断控制 装 置 等 。定 型 区 由胎体 定 型 鼓 ( 胎 左
成 型机 和 日本三菱 重 工公 司的 HD 1一 次法 成 型 -
机 。国 内习惯认 为 T G/ R B成 型 机适 合 倍 耐 力生 产工艺 , 一 HD 1成 型 机 适 合 费 尔 斯 通 生 产 工 艺 。 2 o世 纪 9 0年 代 , 内轮 胎 企 业 先 后 引进 日本 三 国 菱 重工 公 司 、 国克虏 伯公 司 、 洛伐 克 MATA— 德 斯
关 键 词 : 钢 载 重 子 午 线 轮 胎 ; 械 反包 ; 次 法 三 鼓 成 型 机 全 机 一
中 图分 类 号 : TQ3 0 4‘ ; 6 . 4 . / 6 3 . 。6 U4 3 3 1 3 . 文 献标 志码 : B 文 章 编 号 :0 68 7 (0 10 —3 00 10 —1 1 2 1 )60 7—8
主要 特 点 进 行 概 述 , 指 出 3种成 型机 在 胎 体 贴 合 鼓 和 胎 体 供 料 架 、 并 带束 层 贴 合 鼓 和 带 束 层 供料 架 、 械 定 型 鼓 、 胶 机 垫
供 料 架 和胎 面 供 料 架 、 胎 器 和 胎 圈 装 载器 设 计 方 面 的 区别 。 卸
L Z G9 C — 0的 3个鼓 分 别 为 2个 胎体 鼓 ( 体 胎 贴合 鼓和定 型鼓 ) 1个带束 鼓 ( 和 带束层 贴合鼓 ) , 主要 由胎体 区 、 型 区和 带束 层 区组 成 。胎 体 区 定 主要 由胎体 贴合 鼓 ( 胎体鼓 ) 胎 体供 料架 、 右 、 钢丝 圈装 载器 和钢丝 圈传 递环 等组成 。胎体 供料架 位 于右 胎体鼓 后方 , 自动 向右胎 体鼓 提供 内衬层 、 胎 侧复 合件 、 圈包 布 和 胎 体钢 丝 帘 布 。胎体 供 料 胎 架配 有 内衬 层 和胎 侧 定 中 纠偏 装 置 、 声 波裁 刀 超
采用VMI子午线轮胎一次法成型机提高轮胎性能

关键 词 :轮 胎 ;一 次法 成 型机 ;成 型 鼓 ;自动供 料架 中 图分 类 号 :TQ336.1;TQ330.4 6 文献 标 志 码 :B 文章 编 号 :1000—8171(2014)03—0180—04
在 高速行 驶条 件下 的汽车具 有舒 适 的驾乘体 验 需具备 较 高性 能 的轮 胎 ,而 成 型 质量 直 接 影 响 成 品轮胎 性 能 ,为 满 足用 户 对 轮 胎使 用 性 能 的要 求 ,我公 司从 荷 兰 VMI公 司购 进 2台 VMI348一S 子 午线 轮胎一 次 法 成 型机 ,可 改 进 生产 工 艺 并 提 高产 品质量 。
第 3期
赵 书 凯 等 .采 用 VMI子 午 线 轮 胎 一 次 法 成 型机 提 高 轮 胎性 能
和定 型期 间 从 内部 支 撑 下 胎 肩/三 角胶 芯 。在 胎 圈处 支撑胎 肩 可 以减 少 变形 以及 改进 胎 圈区域 部 件 的结 合度 。胎侧 的反 包 通 过 气 动 反 包 臂 实 现 。 这 些反 包臂 配 有 可移 动 杆 ,可 以为 材 料 贴 合 提 供 坚 固平 整 的表 面 。鼓 的中央部 分 由固定 在 鼓轴 上 的 1个 中央调 宽环和 固定 在半 鼓 上 的 2个 侧环 组 成 。侧 环 可 以 滑 到 中 央 调 宽 环 的底 部 使 半 鼓 伸 缩 ,以调 整适 应胎 圈 间距 。 1.2.2 胎 体 主 机 架
全钢载重子午线轮胎质量缺陷问题分析
全钢载重子午线轮胎质量缺陷问题分析子午线轮胎制造工艺复杂,要求精度高。
根据全钢载重子午线轮胎常见质量缺陷,进行了原因分析,并提出了相应的解决措施。
1、胎里露钢丝与肩部帘线弯曲胎里露线是指轮胎里面钢丝骨架材料内表面覆胶不足,钢丝露出胎里表面。
胎里露线多在肩部或侧部出现帘线露出或“露肋骨”现象。
在使用中胎里露出的钢丝容易损坏内胎,使轮胎胎体鼓包甚至爆破。
肩部帘线弯曲是指轮胎肩部胎体帘线出现周向弯曲。
帘线弯曲在轮胎行驶当中受力不均,使钢丝与胶的生热增加,导致轮胎脱层或爆破,引起轮胎的早期损坏。
全钢丝载重子午线轮胎胎里露线和肩部帘线弯曲是生产和使用中困扰轮胎技术人员的一大难题。
由于胎里露线和肩部帘线弯曲是相辅相成的,是一对矛盾的统一体,所以将两个问题一起讨论。
1.1 原因分析(1)胎里露钢丝与肩部帘线弯曲主要原因是机头宽度与帘线假定伸X值选取不合理。
胎体由一层钢丝帘布组成,帘线断裂伸X率为1.8~2.3之间,胎体的钢丝帘线伸X值一般在1.0%~1.8%之间。
帘线伸X值大,成型机头宽度窄,帘线长度短。
当伸X值达到极限值;帘线会抽出内衬层导致胎里露线。
帘线伸X值小,成型机头宽度宽,帘线长度长,容易导致肩部胎体帘线弯曲。
半成品的尺寸和重量是根据材料分布图计算出来的,当半成品尺寸和质量过大,会导致胎体帘线的材料过剩从而使胎体帘线弯曲。
材料分布不足就会产生胎里露线,胎面或垫胶的厚度或长度超公差,使得肩部材料过剩,厚度增加,内轮廓帘线舒展不开,导致肩部帘线弯曲。
反之,内轮廓帘线伸展过渡,易出现胎里露线现象。
(2)胎坯外周长的大小也是影响胎里露线和肩部帘线弯曲的一个因素。
胎坯外周长达不到标准,则轮胎在硫化过程中伸X变形大,出现胎里露线;反之,胎坯外周长大,轮胎在硫化过程中伸X变形小,将易出现帘线肩部弯曲。
(3)一次法成型机传递环故障或鼓的撑块出现故障,成型过程中胎圈定位、撑块定位发生漂移或者平宽设定有误,造成内轮廓帘线较标准帘线长度增大,胎体帘线伸X不足,硫化后产生肩部帘线弯曲。
子午线轮胎成型工艺知识
3、四鼓成型机 辅助鼓、胎体成型鼓的生产工艺过程同三鼓成型机的辅助鼓,胎体成 型鼓基本是相同的。 成型鼓a: 1)胎体传递装置真空吸附胎体定位套装在成型鼓a。 2)胎圈锁定扇形块撑开锁定胎圈。 3)定位敷贴垫胶。 4)待成型鼓上完成胎胚成型后,成型鼓a和b同时旋转180°。 ห้องสมุดไป่ตู้)成型鼓a到成型鼓b的位置上。 6)成型鼓a其后的工艺过程同三鼓成型机的成型鼓相对应的工艺过程。 7)成型鼓b依次进行套装胎体,敷贴垫胶生产工艺过程。
子午胎成型
第一部分 简明教程
一、工序定义: 将符合技术设计尺寸标准的胎侧、内衬层、钢丝子口包布、胎体帘布、垫胶、 胎圈、带束层和胎面等。按照加工顺序及定位要求精确对称地紧密组合成一体的待 硫化胎胚的加工工艺过程。 要实现全钢子午胎均匀性、密实性的质量要求成型工序必须注意以下几方面的 要求:1)成型机的精度;2)成型机工艺参数的设定及稳定性;3)成型工的操作技 术水平;4)半成品部件的质量;5)成型区域的温度和湿度环境。 二、设备的主要装置 成型法:1)一次法成型:在一台成型机上一次完成轮胎全部部件组合成型的方 法;2)二次法成型分一段成型机、二段成型机,适用于轿车轮胎。 全钢子午胎一次法成型机有:两鼓成型机、三鼓成型机、四鼓成型机。 1、两鼓成型机主要装置 1)一套由成型鼓、带束层贴合鼓、传递环、胎圈夹持环的成型主机。 2)一套胎体帘布、钢丝子口包布、内衬层供胶架。 3)一套胎侧和垫胶供料架。 4)一套带束层供料架。 5)一套胎圈预置装置及卸胎装置。 6)一套胎面供料架。 7)在成型鼓和带束层贴合鼓上方分别设有三个定位灯光标尺。 8)一套后压装置。 9)主机箱、电气控制等系统。
2、三鼓成型机 辅助鼓:其工艺过程同两鼓成型机。 胎体成型鼓: 1)依次把胎侧/内衬层复合件、钢丝子口包布、胎体帘布、两胎圈定位要成型 鼓上。 2)胎体传递装置移到胎体成型鼓上对中,真空吸附胎体移到成型鼓上对中。 成型鼓: 1)胎体对中定位套装到成型鼓上,胎圈锁定扇形块撑开锁定胎圈。 2)定位铺贴垫胶。 3)夹取带束层/胎面复合件的传递环移到成型鼓上对中。 4)两胎圈向鼓中心移动, 进行预定型、定型、超定型,胎体内充气膨胀隆起 紧贴带束层。 5)传递环放下带束层/胎面复合件移离开成型鼓。 6)后压辊滚压胎面。 7)后压车的侧压辊滚压胶芯。 8)胎侧机械指型反包装置撑开反包胎侧。 9)后压车的侧压辊滚压胎侧。 10)传递环移到成型鼓上夹取胎胚。 11)传递环移离开成型鼓将胎胚置于卸胎器上。 12)卸胎器将胎胚存放到胎胚存放车上。
全钢巨型工程机械子午线轮胎成套设备的研制
制造 出世 界上第 1 工程机械 子午线 轮胎 。 条 随着科 学技 术 的进 步 , 程 机械 子 午 线 轮胎 工 在 实 际使 用 中表 现 出一 系 列优 势 。经过 2 0世 纪 8 0年代 末 和 9 0年 代 的发 展 , 程 机 械 子 午线 轮 工 胎 的生产 技术 和使用 性能都 有 了迅 速提 高 。美 国 固特异轮 胎公 司和米 其林北美 公 司纷纷投 资建设
型 , 1 6 0mm 以上 为特 巨型 。我 公 司 于 2 0 0 2年 成 功 自主研 发 了两鼓 式全 钢工程 机械子 午线轮胎 一 次 法成 型机 , 为我 国大 型工 程 机 械 子午 线 轮胎 的
作者 简 介 : 张芝 泉 (9 9) 男 。 江 宁 波 人 , 津 赛 象 科 技 股 12 一。 浙 天 份 有 限 公 司 高级 工程 师 , 事 企 业 经 营 和技 术 管理 工 作 。 从
线 轮 胎 及 系 列 化 工 艺 装备 , 且 初 步 实 现 了产 并
业化。
2 全钢 巨型工程 机械 子午 线轮胎 成套设 备 从 20 0 4年 开始 , 我公 司在前 期探索 性开 发的
维普资讯
第 2期
张芝 泉 等 .全 钢 巨 型 工 程 机 械 子 午 线 轮 胎成 套 设 备 的 研 制
组 和 X 光检 测 机 等 8种 成套 设 备 。
关 键 词 : 程 机 械子 午 线 轮 胎 ; 工 生产 设 备
中 图分 类 号 : Q3 O 4 U4 3 3 1 5 T 3 . ; 6 .4 +. 文献 标 识 码 : B 文 章 编 号 :0 68 7 (0 7 0—0 60 10 —1 12 0 ) 20 9 -6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胎圈成型 型 型 胎 胚 检 验 内 外 喷 涂
成 品 修 剪
三、一次法子午胎成型机(全钢载重)成 型工艺
(一)带束层体结构
1.1#带束层 2.2#带束层 3.3#带束层 4.1对0度带束层 5.胎面
带束层体在成型机右侧的带束层鼓上完成
带束层鼓
(二)、胎体结构
1 胎侧 2 内衬层 3 子口包布 4 胎体帘布 5胎圈 胎体在成型机左侧的胎体鼓上完成
成型鼓
成型鼓
(1)成型鼓机构
1-成型鼓与机箱连接花键轴;2-成型鼓心轴滚珠丝杠;3-成型鼓主轴; 4-胎圈三角胶支撑块;5-鼓肩扇形块;6-长反包臂;7-短反包臂;8-成型鼓心轴丝母。
(2)成型鼓结构特点
机械鼓结构特点: 1、反包速度快、压合力大 2、反包指寿命长 3、对胎侧易造成拉伸 4、滚轮对胎体帘线有冲压,造成疏密不均
胶囊鼓结构特点: 1、反包受力均匀,无受力拉伸,更符合轮胎成型工艺要求 2、胎侧气泡较少 3、胶囊寿命短,更换周期长 4、胶囊的一致性差,易造成左右胎侧反包不对称 5、反包速度较慢,成型效率较低
6、带束层供料架
带束层供料架图
7、 胎面供料架
8、带束层贴合鼓
(五)、主要部件
1、全钢载重子午胎一次法成型机 胎体鼓供料架
2、胎体鼓
胎体鼓 17.5”- 19.5 ” 鼓直径 17.5”-19.5” Min405—Max510mm 鼓宽度 17.5”-19.5” 1550mm 胎体鼓 20”- 22.5” 鼓直径 20”-22.5” Min470—Max580mm 鼓宽度 20”-22.5” 1550mm 胎体鼓 24”&24.5” 鼓直径 24”&24.5” Min550—Max630mm 鼓宽度 24”&24.5” 1550mm 鼓定位精度(度) 0,25
成型机控制系统画面
成型机控制系统画面
成型机控制系统
成型机控制系统画面
五、四鼓成型机
1-胎体供料架;2-右成型鼓支撑架;3-垫胶供料架;4-滚压装置;5-胎面和带束层组件及 卸胎传递环;6-带束层供料架;7-胎面和带束层贴合鼓传动箱;8-胎面和带束层贴合鼓; 9- 胎面供料装置;10-左成型鼓支撑架;11-左成型鼓;12-成型鼓传动箱及成型鼓转台; 13-右成型鼓;14-胎体和胎圈传递环;15-胎圈装载器;16-胎体鼓;17-胎体传动箱
功能要求
成型机的全部控制,工作过程中的状态监视,故障诊断及分析。 操作面板是带有触摸屏的平板电脑,运行当今流行的 WINDOWS98/2000/NT/XP操作系统。 具有数据库功能,存储轮胎参数配方、工作状态数据、故障数 据等;另外,也具有网络功能,可与工厂的信息网连接,为全 厂的信息化打下基础。
1、胶囊鼓
2、机械鼓
(三)、两次法半钢子午胎工艺路线
钢帘线 穿 线 压 出 压胎 面 胎 出侧 定 包 边
生胶
各种配合剂
帘 布
成 品 入 库 压 延 成 品 检 验
配
合、 混
炼 热
快 速 检 验 19# 型 胶 压 出 长 一 二 段 段 成 成 胎 圈 压 出 电 加 热
炼 裁
断
裁 断
钢 丝 硫 化
胎体鼓
(三)、胎胚的组成、成型、压合
1.胎体筒 2.肩垫胶 3.带束层体
胎坯由成型鼓、组合压滚和带束层传递环共同 完成
成型鼓:胶囊鼓 机械鼓
(四)、子午线轮胎成型工艺
首先在胎体鼓上制作帘布筒(胎体)。用层贴 法完成。 其次在带束层鼓上制作带束层体。用层贴法完 成带束层和胎面的贴合。 最后将制作好的胎体从胎体鼓上卸下,套到成 型鼓上,在成型鼓上将其膨胀至一定尺寸,再 将带束层体套到膨胀后的成型鼓上,滚压后制 成胎胚。
•
(四)、主要技术参数和性能
机械鼓 材料供给: 有储存能力大的工字轮( 胎面除外)快速更换系统 。 胎侧/内衬层复合件、钢丝帘布、肩垫胶、带束层自动定长、自动裁断。 自动卸胎结构 周期时间: 取决于轮胎规格,操作技能和成型材料,如11R22.5 轮胎的标准 制造时 间为210秒 生产能力: 每班次连续生产450分钟,平均可生产110条胎以上(以11R22.5 计),产量 取决于轮胎规格,轮胎设计,胶部件质量与数量, 上料的协助工 作等 。 定型胎胚的外直径(包括胎面) Min 740 mm-Max1230 mm
胎体鼓剖面图
3、胎体传递环
胎圈距离 胎圈夹持器内径 胎圈外径 胎圈高 17.5”-22.5” 胎圈高24”,24.5” 胎圈定位精度 mm 传递环定位精度 mm
Min400—Max940mm Min440—Max6350mm Max900mm 135 mm 150 mm 0.1 0.1
六、发展趋势
1、鼓的功能细化,向多鼓发展 2、全机械反包主成型鼓代替胶囊反包 3、成型组合压辊功能细分化、单一化 4、高自动化水平、规格交替和管理便捷化
(二)成型工艺
(三)、轮胎成型过程
胎体鼓贴合
胎坯成型
带束层贴合
(四)、主要技术参数和性能
• 胎圈直径:17.5", 19.5", 20", 22" ,22.5", 24", 24.5" all steel radial truck & bus tyres) 245 265/70R17,5 205 245/75R17,5 8 10R17,5 245 305/70R19,5 8 9.5R19,5 9.00 11.00R20 11.00R22 265 315/60R22,5 385/65R22,5 255 365 /70R22,5 275 315/80R22,5 10 13R22,5 10.0012.00R24 1112R24,5 单一模块的3个鼓:胎体鼓、带束层贴合鼓、成型鼓,与 帘布筒传递环,带 束层传递环排列在同一轴线上。
胎体传递环
4、上胎圈装置
5、成型鼓
鼓直径17,5“ 396mm 鼓直径19“ 425mm 鼓直径20“ 460mm 鼓直径22“ *&22,5” 500mm 鼓直径24“ *&24,5” 550mm 胎圈距离17,5" Min240~Max580mm 胎圈距离19 “ Min250~Max710mm 胎圈距离20 “ Min250~Max800mm 胎圈距离22“ *&22,5” Min250~Max800mm 胎圈距离24“ *&24,5” Min250~Max800mm
载重轮胎工艺流程图.jpg
(五)、常用一次法轮胎成型机
1、两鼓轮胎成型机
2、三鼓成型机
2013-7-27
四、全钢载重子午线轮胎三鼓成型机
(一)结构组成
1右主机箱 3成型鼓尾架 5 带束层传递环滑架 7 胎圈预置装置 9 胎体传递环9 组合压滚 11 带束层压合滚 13 气动系统 15 带束层鼓 17 脚踏开关 2 左辅机箱 4 机座 6 胎体传递环滑架 8 带束层传递环 10 胎体压滚 12 激光标线器 14 胎体鼓 16 成型鼓 18 控制系统
#2扇形块的鼓直径 Min740~Max810
II 型带束层鼓
#3扇形块的鼓直径 Min800~Max920 #4扇形块的鼓直径 Min910~Max1030 #5扇形块的鼓直径 Min1020~Max1140
鼓宽度 鼓的定位精度
450mm 0,25 °
带束层贴合鼓
9、 后压合装置
10、控制系统
第四节
子午线轮胎成型机
一、概述
(一)、轮胎分类 light truck -passenger- truck …special...sport
Tyre:
(二)、轮胎结构
(三)、一次法和两次法成型机
二、两次法(两段法)子午胎成型机
(一)第一段子午胎成型机
(二)第二段子午胎成型机
子午胎第二段成型机与第一段成型机有很大不同,它包括: 机箱,成型鼓,胎面架,后压辊装置,带束层贴合装置, 带束层传递环等组成。 成型鼓有两种形式: 1、胶囊鼓(胶囊反包) 2、机械鼓(机械反包)