高频焊螺旋翅片管规格及参数表
螺旋翅片管标准
螺旋翅片管标准
螺旋翅片管的标准涉及多个方面,以下为您介绍其中的部分内容:
1. 制造方法:
螺旋翅片管可采用多种方法制造,包括高频电阻焊螺旋翅片管、钎焊螺旋翅片管和整体螺旋翅片管。
2. 硬度标准:
整体螺旋翅片管由厚壁管管道经压挤、冷轧而成,其强度略高于高频焊、钎焊螺旋翅片管。
这种强度的增强增强了翅片管的耐磨性能,更有利于在锅炉节能器和循环系统煤粉锅炉穿管的应用。
3. 金相检验:
对整体翅片管进行金相检验,其机构和晶粒大小均应符合要求。
4. 压力试验:
对整体螺旋翅片管原料进行压力试验,其妥协工作压力的中间值和平均值应在一定范围内。
请注意,这些标准并非一成不变,而是随着技术和行业的发展而不断更新。
如需获取更多信息,建议查阅最新的螺旋翅片管标准或咨询相关行业专家。
高频焊翅片公司标准

公司标准72B106-1998 高频电阻焊螺旋翅片管技术条件1998-12-30发布1999-01-15实施中国石化集团洛阳石油化工工程公司发布目次1. 范围2. 引用标准3. 材料4. 制造5. 检验6. 包装与标志1范围本标准规定了对高频电阻焊螺旋翅片管的材料、制造、检验、标志和包装的要求及规定。
本标准适用于石油化工管式炉用高频电阻焊接方法制造的螺旋缠绕式翅片管。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的的条文。
在标准出版时,所属版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB716-91 碳素结构钢冷轧钢带GB3522-83 优质碳素结构钢冷轧钢带GB4239-91 不锈钢和耐热钢冷轧钢带GB9948-88 石油裂化用无缝钢管3 材料3.1 制造翅片管的钢管应符合GB9948《石油裂化用无缝钢管》的规定。
3.2 当制造翅片管的钢管选用GB9948范围以外的材料时,应符合设计文件的规定。
3.3 翅片用冷轧钢带,采用碳素结构钢时应符合GB716《碳素结构钢冷轧钢带》的规定;采用优质碳素结构钢时应符合GB3522《优质碳素结构钢冷轧钢带》的规定;采用不锈钢和耐热钢时应符合GB4239《不锈钢和耐热钢冷轧钢带》的规定。
3.4 钢管和翅片材料,应有出厂质量合格证明书。
有下列情况之一时应复验:a) 质量合格证明书的内容或项目不全;b) 制造单位对材料的质量有疑义;c) 用户要求增加检验的项目;d) 设计文件上有规定时。
所有复验结果应符合相关标准和设计文件的规定,方可使用。
3.5 代用材料时应征得设计单位的书面同意。
4 制造4.1 翅片与钢管的焊接应进行焊接工艺评定。
翅片与钢管的焊着率应符合表1的规定。
表1 翅片焊着率钢管材料翅片材料焊着率%优质碳素钢碳素钢≥ 90合金钢和耐热钢合金钢和耐热钢≥ 80不锈钢不锈钢≥ 854.2 钢管与翅片的拼接4.2.1 焊接翅片管的管子长度不大于7m时,不允许拼接;大于7m时,允许有一个焊接接头,且拼接的最短管长不得小于1.5mm。
高频焊翅片管散热器技术参数要求
高频焊翅片管散热器技术参数要求高频焊翅片管散热器技术参数要求1. 散热性能要求•散热器的散热效能,即散热器在规定条件下的散热能力,是高频焊翅片管散热器最重要的技术参数之一。
•散热器的散热性能主要由散热器材料、管子数量和管子间距等因素决定。
2. 管子材质要求•管子材质选择要合理,通常选用铝合金或铜质材料。
•铝合金的散热性能优于铜质材料,但成本相对较低。
•管子的表面处理也需要注意,一般涂覆防腐剂或进行阳极氧化等处理,以提高耐腐蚀性能。
3. 翅片间距要求•翅片管之间的间距应合适,太小会影响散热效果,太大则会造成空气阻力过大。
•正常情况下,翅片间距一般为1-2mm左右。
4. 翅片形状要求•翅片形状也是影响散热效果的重要因素,常见的翅片形状有直片、波纹片、鳍片等。
•不同的翅片形状会影响空气流动的方式和速度,从而影响散热效果。
5. 翅片数目要求•翅片数目越多,散热效果越好,但同时也会增加风阻。
•根据具体散热需求和空间限制,需合理确定翅片数。
6. 焊接工艺要求•高频焊翅片管散热器通常采用高频感应焊接技术进行焊接,要求焊缝牢固、密封良好。
•焊接工艺应优化,以保证翅片与管子之间的接触紧密,确保热量能够有效地传递。
示例解释说明以一款高频焊翅片管散热器为例,该散热器采用铝合金制作,管子间距为,翅片采用波纹形状,共有200根管子和250片翅片。
散热器的散热性能优越,由于选用铝合金材料,其散热效能比铜质材料更好。
同时,管子间距为,既能保证散热面积充足,又能减少空气阻力。
翅片的波纹形状能够增加紊流,提高了热量传递效率。
而且,200根管子和250片翅片的组合保证了散热面积的充分利用,从而进一步提高了散热器的散热性能。
焊接工艺方面,高频感应焊接技术被采用,确保了焊缝的牢固性和密封性,翅片与管子之间的接触紧密,热量可以顺利传递。
综上所述,该款高频焊翅片管散热器符合散热性能要求,其材质、翅片形状、数量以及焊接工艺等参数都是经过合理设计的。
燃煤机组烟气余热回收系统影响因素分析与优化

该系统优化后比优化前的设备质量减少了39相对效益提高了44烟气余热回收系统优化前后参数对比table1parametersofthefluegaswasteheatrecoverysystembeforeandaftertheoptimization项目原方案优化方案标准状态下烟气量130130出口烟温110110凝结水进口水温7070凝结水出口水温100100凝结水流量446446烟道截面尺寸1056510560烟道纵向长度128140换热器形式高频焊螺旋翅片管高频焊螺旋翅片管基径厚度mmmm324324翅片间距mm1210翅片高度mm1516横向间距mm126122纵向间距mm80100烟气流速8695换热系数5856传热面积76838066烟气侧阻力pa375347凝结水侧阻力mpa00150014设备质量10298经济效益万元137137相对效益05360560燃煤机组烟气余热回收系统影响因素分析与优化httpwwwrlfdcomcnhttp通过引入相对效益的概念分析指出烟气余热回收系统的整体水平与烟气参数凝结水参数换热器结构参数等因素有关
TY165型高频焊管技术参数

TY165型高频焊管技术参数Technical configuration of TY165 Equipment一、主要技术规格Main technical specification1、原材料(钢带)条件钢带材质:热轧或冷轧低碳钢;Raw material requestMaterial of strip:hot-rolling or cold-rolling mild steel;2、成品要求圆管直径:φ50~φ165mm壁厚:2.0~6.0mmRequirement finished productRound pipeDiameter:φ50~φ165mmWall thickness:2.0~6.0mm3、机列要求机列形式:分体式;机组生产速度:0~50m/minRequirement of layLine form:Separated typeRated speed:0~50m/min二、工艺流程开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却→定径→矫直→飞锯切料→下料台Technology flowUncoiling->Shearing and butt welding->Horizontal type strip accumulating->Leveling->Formingunit->High-frequency welding->Deburring->cooling->Sizing unit->Straightener->Flying saw->Run-out table三、焊管线主要构成规格Main structure1、开卷机结构形式:采用(单头)液压涨缩装置,能更快更换刚卷;适应钢带内径:φ508mm钢带外径:≤φ1600mm钢带宽度:150~520mm钢带卷重:≤ 8 ton制动形式:气动、强弱制动°UncoilingConfiguration: hand rocker expanding drum, double drums;Suitable inner Diameter φ508mmOuter Diameter of coil:≤φ1600mmWidth of metal strip:150~520mmWeight of coil:≤ 8 tonBrake type:air drive, two phase brake2、(助卷)整平.直头机:主卷:由液压缸带动,可以上下摆动及伸缩,压送辊由电机带动(4KW)直头机铲头机伸出把带钢娇直引入整平机、整平机:采用2.2kw电机上下压紧、送料电机15kw,7辊整平Leveling and straightening machine:Master file: Driven by the hydraulic cylinder, can shrink bobbing, press roller dried by motor (4kw) Straightening and end-cutting machine straighten the steel strip and introduce it into leveling machine.Flatten machine: adopt 2.2kw power to compact up and down, feeding Motor (15kw), seven rollers leveling.3、剪切对焊机(液压式龙门剪)作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;2.在对焊前切头切尾,使对焊接头平直对正,利于对焊结构形式:液压剪+焊接钢带对缝形式:采用(4KW)电机驱动,前后各台电机剪切厚度:1.0~6.0mm最大剪切宽度:520mm刀片材料:T12A刀片刃数:2Shearing and butt welding machine (hydraulic pressure square shear)Function: 1. Cut off the defect parts at two ends and middle;2. Cut off the ends before welding to make connected ends flat and good for welding.Type: hydraulic pressure shear + weldingOpposite joint type for steel strip: adopt motor drive (4kw), one in front and one at backcutting thickness: 1.0~6.0mmThe maximum cutting width: 520mmBlade material: T12ABlade kets: 24、卧式螺旋活套卧式活套:由外套引入,中心出料;活套直径:6 m钢带宽度:150~520mm钢带厚度:2.0~6.0mm充料速度:≥150m/min结构形式:转向机架,夹送机构(18KW直流电机),活套主体(37KW直流电机)进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无力Horizontal type strip accumulatorHorizontal type strip accumulator: introduce peripherally and feeding from centerOut diameter:6 mWidth of metal strip:150~520mmThinness of metal strip:2.0~6.0mmFeeding speed:≥150m/minConfiguration: Turning frame, Pinch machine (18KW AC motor), Main body (37KW AC motor)Feeding control: Feeding is manual control which same as uncoiler; Discharge is non-power style.3、成型定径机组Forming and sizing unit3.1进料装置导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;Feeding deviceGuiding stand-roller: a pair of guiding stand-roller after correcting flat-roller, adjust by manual;Correcting flat-roller: using 7 sets of flat-roller to let strip introduce into machine smoothly;Flat-roller is non-power, base roller is fixed while upper roller is adjusting by bolt3.2成型机架本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
螺旋缝焊接钢管规格尺寸表

螺旋缝焊接钢管规格尺寸表螺旋缝焊接钢管是一种由不锈钢和低碳钢制成的管件,主要用于石油和天然气行业中管道输送系统的管件。
螺旋缝焊接钢管具有耐酸、耐碱、耐腐蚀和耐候性强等特点,是石油和天然气行业中重要的工程材料。
焊接螺旋缝钢管,可以实现较高的强度和较低的合金资源,使构件更小,制造更少的污染。
在选择螺旋缝焊接钢管时,为了保证管件的质量,必须掌握其规格和尺寸。
下面是根据ASTM A53/A53M-10标准计算出的螺旋缝焊接钢管规格尺寸表:表1:螺旋缝焊接钢管规格尺寸表管规格编号/管外径/管壁厚度/管长OD1/ 8xWT1/ 16/ 21FTOD2/ 8xWT3/ 32/ 21FTOD3/ 10xWT1/ 16/ 21FTOD4/ 10xWT3/ 32/ 21FTOD5/ 12xWT1/ 8/ 21FTOD6/ 12xWT3/ 16/ 21FT以上表所列出的尺寸仅供参考。
在实际应用中,根据管道系统的情况,用户可以根据需求选择不同尺寸的螺旋缝焊接钢管。
螺旋缝焊接钢管的焊接是一个比较复杂的过程,要求焊工具具备较高的熟练程度,安全可靠。
焊接时,先用金刚石磨头将老焊缝头处磨平,以减少残留,然后再按照焊接要求,控制焊接 parametr合理性,确保管件的质量。
螺旋缝焊接钢管可以用于多种不同的行业,如石油和天然气行业,炼油厂,热电厂,制药厂,造船厂,化工厂,化肥厂,钢铁厂,食品厂,采矿厂,电厂等。
它的特点是耐酸耐碱、耐腐蚀和耐候性强,可以满足各种复杂环境的要求。
总之,熟知螺旋缝焊接钢管的规格尺寸对于使用螺旋缝焊接钢管的人来说非常重要,他们可以根据需要灵活选择合适的尺寸,并选择合格的焊接方案,以确保管件的质量。
以上就是螺旋缝焊接钢管规格尺寸表,希望能为您提供帮助。
技术参考资料

序号翅片管技术参数米重每米换热面积1翅片管φ200-4 2.55、2.7760.772翅片管φ200-8 4.386、3.7641.53翅片管φ200-12 4.377、5.04、4.925 1.845翅片管φ120-8 2.150.84翅片管φ160-8 2.833、3.226 1.136翅片管φ200-8 4.2、4.8 1.57绕片管φ55 1.144(0.7参考)序号介质1氧氮氩O2、N2、Ar 2二氧化碳CO23液化天然气LNG 4乙烯C2H45液化石油气LPG 1翅片管φ200大型284中型2672翅片管φ160大型254中型2391型号 边长 对角距大型105 198 中型90 177各种翅片管与中心连接片连中心连接片规格换热面积计算方法:标准气化量X每立方米所需换热面常用气体每标方所需换所需换热面积平方米/立方米0.321.120.41.280.64参考备注翅片组合型式参考数据 情况不同而具体改变EgVAAr-2000-35DC 全8片带槽换热面积取2.0 参考 D 4+12片F 4+8+12片E 8+12片G 光管(不带翅片)增压器所需换热面积0.43m/m³H 其他型式所需换热面积增压器所需换热面积气体入口温度0.149、0.152、0.154‘-196℃0.154‘-40℃0.235‘-163℃--162℃加热器LNG 0.271≧-103℃≧-40℃接片连接后的中心距小型243小型216片规格小型75 144换热面积=翅片管长X管数量X每米换热面积。
对高频焊接翅片管的分析
对高频焊接翅片管的分析摘要:通过对翅片管的金相、硬度、焊着率、焊着强度的检验和模拟工况处理试验、冲击试验、水压试验,证明SA335P91钢管和0Cr13钢带螺旋翅片管的焊接工艺是可靠的,该类翅片管焊接后不用热处理。
关键词:高频焊接;焊接工艺;检验;分析高频焊接螺旋翅片管(以下简称翅片管)是在上世纪50年代初研制的连接管材、型材等的一种高效节材焊接方法基础上,于70,80年代逐步发展成熟来的一种焊接方法。
由于翅片管传热面积较大,传热效率更高,压降较小,所以在燃气炉及油—气混合料加热炉中,综合换热性能明显优于同规格、材质的普通换热管、钉头管。
以其为核心元件的各种换热设备在电力、化肥、化工、炼油装置里得到越来越广泛的应用。
自上世纪80年代初,茂名石化机械厂就开发生产了翅片管,随着翅片管生产技术和生产装备技术不断提高,生产的翅片管的种类越来越多。
不论是从产品的种类、质量上,还是在生产能力上,都已达到国内领先水平。
同时焊接接头的抗拉强度及焊着率等重要质量指标均已达到或超过国内《高频电阻焊螺旋翅片管技术条件》和国外(API标准)的专业标准,已成为国内该类设备的制造基地。
在生产过程中,对各类翅片管进行了相应的检验检测。
在此通过对翅片管中焊接难度较大的一类SA335 P91耐热钢管与0Cr13钢带焊接质量的检测,从而对其焊接工艺进行分析,以期更好地开发和推广该类产品。
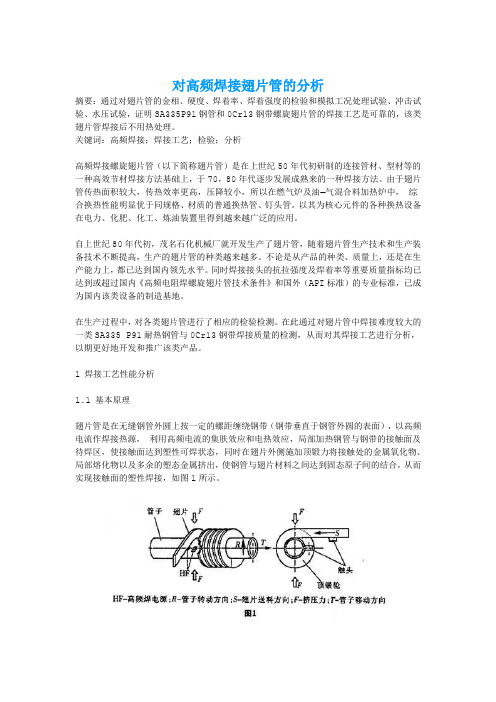
1 焊接工艺性能分析1.1 基本原理翅片管是在无缝钢管外圆上按一定的螺距缠绕钢带(钢带垂直于钢管外圆的表面),以高频电流作焊接热源,利用高频电流的集肤效应和电热效应,局部加热钢管与钢带的接触面及待焊区,使接触面达到塑性可焊状态,同时在翅片外侧施加顶锻力将接触处的金属氧化物、局部熔化物以及多余的塑态金属挤出,使钢管与翅片材料之间达到固态原子间的结合,从而实现接触面的塑性焊接,如图1所示。
1.2 SA335 P91耐热钢管和0Cr13钢带的焊接性1.2.1 母材的材质状况见表1。