关于流水车间调度问题的综述
具有缓冲区约束的流水车间调度问题综述
具有缓冲区约束的流水车间调度问题综述作者:于艳辉侯东亮来源:《中国管理信息化》2012年第06期[摘要]首先介绍了具有缓冲区约束的流水车间调度问题的一般框架、算法及其分类,主要针对启发式算法进行分析和总结,并进一步介绍了如何合理设置缓冲区以及存储时间有限的情况,最后,探讨了在此研究领域中的未来发展趋势。
[关键词]流水车间;缓冲区限制;启发式;存储时间有限doi : 10 . 3969 / j . issn . 1673 - 0194 . 2012 . 06. 029[中图分类号] F273;F406.2 [文献标识码] A [文章编号] 1673 - 0194(2012)06- 0061- 03常规的流水车间调度问题研究是在假设机器间缓冲区的存储能力是无限的前提下进行的,而在大量的实际生产加工环境中,由于存储设备(如存储罐、中间库存等)以及生产工艺在空间、时间等方面的限制,缓冲区的存储能力往往是有限的,例如化工、钢铁和制药等实际生产系统。
因而,具有缓冲区限制的流水车间调度问题(Limited-BufferFlowshop Scheduling Problem,LBFSSP)更加符合实际应用背景,对该问题的研究具有重要的理论和实用价值。
本文给出了LBFSSP问题的一般框架,依据大量的文献总结了该领域的研究理论和方法并进行了分类,进一步讨论了今后的研究方向。
1LBFSSP问题的一般框架1.1问题描述LBFSSP问题可以描述如下:设存在n个工件(1,2,…,n)及m台机器(1,2,…,m),该n个工件将依次在机器1至m上进行加工;在任一时刻,每个工件最多在一台机器上加工,且每台机器最多同时加工一个工件;在每两台相邻的机器j和j - 1之间,存在大小为Bj的缓冲区;工件在每台机器上的加工顺序相同,即所有工件在缓冲区中均服从先入先出规则(FirstInFirstOut,FIFO),工序不允许中断。
LBFSSP调度问题存在两种特殊情况:(1)当缓冲区为零时,该问题转化成阻塞流水车间问题(BFSS);(2)当缓冲区为无穷时,该问题转化成一般流水车间调度问题(FSS)。
车间调度的工作总结5篇
车间调度的工作总结5篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作汇报、工作报告、工作总结、工作计划、合同协议、条据书信、规章制度、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays, such as work reports, work reports, work summaries, work plans, contract agreements, policy letters, rules and regulations, teaching materials, complete essays, and other sample essays. If you would like to learn about different sample formats and writing methods, please pay attention!车间调度的工作总结5篇通过工作总结,我们可以全面审视工作中的问题,为下一步的工作提供有力的解决方案,通过制定优秀的工作总结我们可以识别自己的优点和劣势,以下是本店铺精心为您推荐的车间调度的工作总结5篇,供大家参考。
车间调度问题综述报告
车间调度问题综述报告车间调度问题是指在一个车间内进行多道工序的生产加工,需要合理安排工序的先后顺序、工序所需的设备和人力资源,以及调度时间等因素,以最大限度地提高生产效率和资源利用率的问题。
车间调度问题在生产操作管理、资源优化和生产效率提升等领域具有重要的应用价值。
车间调度问题通常涉及到多个工序的安排顺序和时间安排。
其中,工序顺序的安排决定了每个工件在车间内的加工流程,工序时间安排则涉及到各工序之间的等待时间和加工时间。
合理的工序安排和时间安排可以最大限度地减少生产过程中的空闲时间和非生产时间,提高生产效率。
对于车间调度问题的研究,主要涉及到以下几个方面:1. 调度策略与算法:研究如何制定合理的调度策略和设计高效的调度算法,以最小化完成整个生产过程所需的时间和资源成本。
常用的调度策略包括最早截止时间优先、最小松弛度优先、最小工期优先等,而调度算法则可以基于规则、启发式算法、精确算法等不同的方法进行求解。
2. 调度问题的建模与求解:研究如何将实际的车间调度问题转化为数学模型,以便于进行求解。
常用的调度模型包括流水线调度、柔性作业车间调度、多品种多装配线平衡调度等。
而求解方法则可以使用线性规划、整数规划、模拟退火、遗传算法等不同的优化方法进行求解。
3. 调度系统与软件开发:研究如何开发车间调度的信息系统和软件工具,以便于帮助生产调度员进行实时的车间调度。
这些系统和软件可以将关键数据进行集中管理和监控,可以自动化生成调度方案,并可以进行实时调整和优化。
4. 车间调度问题的应用领域:车间调度问题在不同的生产场景中都有广泛的应用,包括制造业、物流配送、交通运输等领域。
在制造业中,合理的车间调度可以最大限度地提高生产效率和资源利用率;在物流配送中,合理的调度可以最小化货物的运输时间和成本;在交通运输中,合理的调度可以最大限度地减少交通拥堵和行车时间。
综上所述,车间调度问题是一个综合性的问题,涉及到多个因素的综合优化。
标准混合流水车间调度问题研究
标准混合流水车间调度问题研究标准混合流水车何调度(Hybrid flow-shcp scheduling problem, HFSP),也锚柔性流水车何]调度是一般流水年间调度的推广,工程应月背景很强,广泛存在于化工、冶金、纺织.机械、半#体、物流、建筑.造纸等工业领域本文折耍研究的背就企业的主产模式就可以归结为HFSP。
它综合了一般流木牟间和井行机两种调度的特点, 求解难度更大。
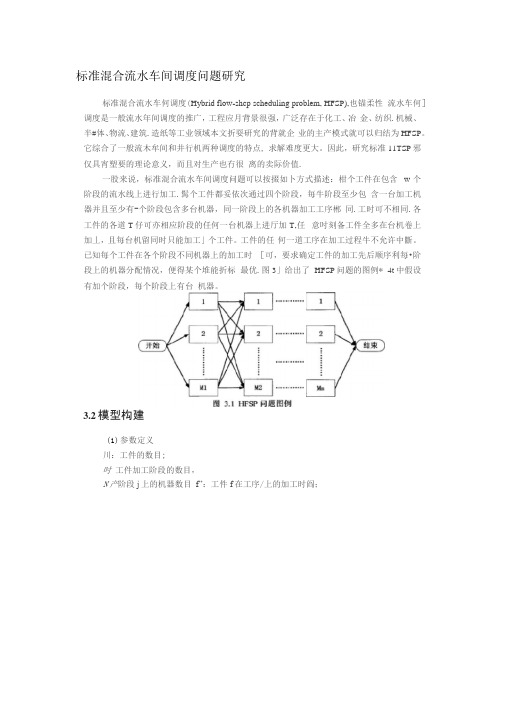
因此,研究标准11TSP邪仅具宵塑要的理论意义,而且对生产也冇很离的卖际价值.一股来说,标准混合流水车间调度问题可以按掇如卜方式描述:柑个工件在包含w个阶段的流水线上进行加工.髯个工件都妥依次通过四个阶段,毎牛阶段至少包含一台加工机器并且至少有-个阶段包含多台机器,同一阶段上的各机器加工工序郴同.工时可不相同.各工件的各道T仔可亦相应阶段的任何一台机器上进厅加T,任意吋刻备工件全多在台机卷上加丄,且每台机留同时只能加工」个工件。
工件的任何一道工序在加工过程牛不允许中斷。
已知每个工件在各个阶段不同机器上的加工时[可,要求确定工件的加工先后顺序利每•阶段上的机器分配情况,便得某个堆能折标最优.图3」给出了HFSP问题的图例* 4t中假设有加个阶段,毎个阶段上有台机器。
3.2模型构建(1)参数定义川:工件的数目;吋工件加工阶段的数目,N产阶段j上的机器数目f”:工件f在工序/上的加工时阎;为:工件r在丄序,上的开始加工时间;C v t工件,在工序/上的结束加工时间,c^:工件总完工时间(2)变量定义x fo工件f未被安推在第W个位置加工‘JT =〈w = ] •• • M“1工件f被安样在第HZ个位置加工''(0工件i未在工的上的第上台机器上加工Y =* = |i工件[在工旳上的第r台机器上加工_Jo工件i未在工阳上的第&台机器上第/顺位加工^=[1工件i在丄仍上的第k台机器上第/顺位加工(3)目标凶数minC“ ・minmax{C加C2.G,・•・,.}(31) (4)约束条件/!(3.2)Hz^=l 21,2,7(3.3)w-1乞沧=1 f = 1,2…,71;八1,2,…,加(3.4) *•1m ni(3.5)植ZNj>m、NQ\ J=12 •、加(3.6)工工Z州=1 i = 12・・・』J = 12・・・m Hl M(3.7)C v =S,j^t,j i = l,2,・・・M;/ = 12・・・M(3.8)C9 S&, F = l,2,…,耐=1,2,…,= / + l(3.9)S tj 2C.y i,w = iz…,砒=1,2,…,/w;w在fZ前且紧邻(3.10)约束意义:式(3.1)为日标函数,这里取最小化最大完工时间为垠终优化目标式(3.2)表示每个排序位置只能分配一个工件式(3.3)表示每个工件只能有一个排序位置式(14)表示任意一个工件在任何一个阶段只能由一台机器加工式(3.5)表示加工阶段至少为1式(3.6〉表示至少有一个阶段的机器数目人于1台式(3.7)表示工件在某台机器上的加工顺序唯一式(3.8)表示工件i在阶段/上的加工完成时间式(3.9)表示T件i在阶段j十1上的开始加工时间不应早于在阶段/上的结束加工时间式(3.10)表示工件i在阶段/上的幵始加丄时间小应早于其俞一个T件w在阶段丿上的结束加工时间3・3求解算法33.1算法总体思踣及流程标准混合流水车间调度不仅要确定工件的加工顺序,还要确定每个阶段机器的分配惰况,比-般流水车间调度问题求解更为复杂。
流水作业调度问题
一、 问题描述给定n 个作业,每个作业有两道工序,分别在两台机器上处理。
一台机器一次只能处理一道工序,并且一道工序一旦开始就必须进行下去直到完成。
一个作业只有在机器1上的处理完成以后才能由机器2处理。
假设已知作业i 在机器j 上需要的处理时间为t[i,j]。
流水作业调度问题就是要求确定一个作业的处理顺序使得尽快完成这n 个作业。
二、 算法分析n 个作业{1,2,…,n}要在由2台机器1M 和2M 组成的流水线上完成加工。
每个作业加工的顺序都是先在1M 上加工,然后在2M 上加工。
1M 和2M 加工作业i 所需要的时间分别为t[i,1]和t[i,2], n i ≤≤1.流水作业调度问题要求确定这n 个作业的最优加工顺序,使得从第一个作业在机器1M 上开始加工,到最后一个作业在机器2M 上加工完成所需的时间最少。
从直观上我们可以看到,一个最优调度应使机器1M 没有空闲时间,且机器2M 的空闲时间是最少。
在一般情况下,机器2M 上会有机器空闲和作业积压两种情况。
设全部作业的集合为},....,2,1{n N =。
N S ⊆是N 的作业子集。
在一般情况下,机器1M 开始加工S 中作业时,机器2M 还在加工其他作业,要等时间t 后才能利用。
将这种情况下完成S 中作业所需的最短时间计为),(t S T 。
流水作业调度问题的最优解为)0,(N T 。
1. 证明流水作业调度问题具有最优子结构设a 是所给n 个流水作业的一个最优调度,它所需要的加工时间为']1),1([T a t +。
其中,'T 是在机器2M 的等待时间为]2),1([a t 时,安排作业)(),......,3(),2(n a a a 所需的时间。
记)}1({a N S -=,则我们可以得到])2),1([,('a t S T T =。
事实上,有T 的定义可知])2),1([,('a t S T T ≥.若])2),1([,('a t S T T >,设'a 是作业集S 在机器2M 的等待时间为]2),1([a t 情况下的一个最优调度。
基于遗传算法的流水车间调度问题
基于遗传算法的流水车间调度问题中文摘要流水车间调度问题是研究多个工件在若干个机器上的加工次序的问题,有效的调度算法对企业提高生产效率有着重要作用。
本文使用遗传算法求解流水车间调度问题,把一个染色体编码成若干个自然数,表示相应工件的排序权值;通过简单交换两个父代的若干相同位置的基因,产生能够继承父代优良特性的子代;并且采用均匀变异,更好地保持种群中的基因的多样性。
实验表明,该方法能取得较好的效果。
关键字:遗传算法,流水车间调度方法,实数编码,基因链码,群体,适应度。
外文摘要Abstract: Flow-shop scheduling problem study the problem the processing sequence of A plurality of workpieces on some working machine,and it makes good effects on proving production efficiency to the industries with effective methods.In the case,we deal with flow-shop scheduling problem using a algorithm,the Genetic Algorithm.There is a chromosome we've just coded into some natural numbers to represent the weight order of these workpieces; exchanging simply two fathers' places of some gene to produce new children that carried good feature on two fathers;we also use the Uniform Mutation,and it keeps its diversity of gene on the population.This experiment show this method can achieve good results.Key Words: Genetic Algorithm, Flow-shop scheduling problem,natural number coding,genic bar code,group,fitness.目录中文摘要 (1)外文摘要 (2)目录 (3)1 引言 (4)1.1 论文的发展背景及重要性 (4)1.1.1 时代背景 (4)1.1.2 论文研究的重要性 (4)1.2 论文的研究问题及解决方法 (4)2 FSP问题描述 (5)2.1 排序问题的基本概念 (5)2.1.1 名词术语 (5)2.1.2 条件假设 (5)2.2车间作业排序问题的特点 (6)2.3 车间作业排序问题 (6)2.3.1 目标函数 (6)2.3.2 车间调度问题的分类 (7)3 遗传算法理论 (7)3.1 遗传算法的产生和发展 (7)3.2 遗传算法的基本思想 (8)3.2.1 基本概念 (8)3.2.2 遗传算法的基本思想 (9)4 基于遗传算法的流水车间调度方法 (11) 4.1 问题的提出 (11)4.2 遗传算法基本步骤 (11)4.2.1 编码 (11)4.2.2 初始群体生成 (12)4.2.3 适应度计算 (12)4.2.4 选择 (14)4.2.5 交叉 (15)4.2.6 变异 (17)4.2.7 终止 (19)5. 研究成果 (20)5.1 算法求解与分析 (20)5.2 实验结果 (21)参考文献 (22)附录 (23)1 引言1.1 论文的发展背景及重要性1.1.1 时代背景从第一次工业革命起,由于科技的进步人类社会就开始了一个经济腾飞的大时代。
精选最优流水作业调度问题:流水作业调度问题

最优流水作业调度问题摘要本文给出了双机流水作业调度的Johnson算法,并结合POJ上的一道题目详述了该算法的具体编程实现和应用。
关键词:双机流水作业调度 Johnson算法正文流水作业是并行处理技术领域的一项关键技术,它是以专业化为基础,将不同处理对象的同一施工工序交给专业处理部件执行,各处理部件在统一计划安排下,依次在各个作业面上完成指定的操作。
流水作业调度问题是一个非常重要的问题,其直接关系到计算机处理器的工作效率。
然而由于牵扯到数据相关、资源相关、控制相关等许多问题,最优流水作业调度问题处理起来非常复杂。
已经证明,当机器数(或称工序数)大于等于3时,流水作业调度问题是一个NP-hard问题(e.g分布式任务调度)。
粗糙地说,即该问题至少在目前基本上没有可能找到多项式时间的算法。
只有当机器数为2时,该问题可有多项式时间的算法(机器数为1时该问题是平凡的)。
我们先给出流水作业调度的定义:设有 n 个作业,每一个作业 i 均被分解为 m 项任务: Ti1,Ti2,… ,Tim(1≤i≤n,故共有n×m个任务),要把这些任务安排到m台机器上进行加工。
如果任务的安排满足下列3个条件,则称该安排为流水作业调度:1. 每个作业 i 的第 j 项任务Tij (1≤i≤n,1≤j≤m) 只能安排在机器Pj上进行加工;2. 作业 i 的第 j 项任务Tij(1≤i≤n,2≤j≤m)的开始加工时间均安排在第j?1项任务Ti,j?1加工完毕之后,任何一个作业的任务必须依次完成,前一项任务完成之后才能开始着手下一项任务;3. 任何一台机器在任何一个时刻最多只能承担一项任务。
最优流水作业调度是指:设任务Tij在机器Pj上进行加工需要的时间为tij。
如果所有的tij (1≤i≤n,1≤j ≤m)均已给出,要找出一种安排任务的方法,使得完成这 n 个作业的加工时间为最少。
这个安排称之为最优流水作业调度。
前面已经说过,当m≥3时该问题是NP问题,这里我们只给出m=2时时间复杂度在多项式以内的Johnson算法。
关于流水车间调度问题的综述

关于流水车间调度问题的综述关于流水车间调度问题的综述.曲媛-杨晓伟z摘要:流水车间调度问题,也被称为同序作业调度问题,是许多实际流水线生产调度问题的简化模型.它无论是在离散制造工业还是在流程工业中都具有广泛的应用.因此,对其进行研究具有重要的理论意义和工程价值.本文介绍了流水车间调度问题的研究现状和几种解决方法.关键词:流水车间;遗传算法;启发式算法引言自从Johnson1954年发表第一篇关于流水车间调度问题的文章以来.流水车间调度问题引起了许多学者的关注.流水车间调度问题一般可以描述为n个工件要在m台机器上加工.每个工件需要经过m道工序,每道工序要求不同的机器.n个工件在m台机器上的加工顺序相同.工件i在机器j上的加工时间是给定的,设为t(I.j).问题的目标是求n个工件在每台机器上最优的加工顺序,使最大流程时间达到最小.对该问题常常作如下假设.(1)每个工件在机器上的加工顺序是1,2.…,m;(2)每台机器同时只能加工一个工件;(3)一个工件不能同时在不同的机器上加工;(4)工序不能预定:(5)工序的准备时间与顺序无关,且包含在加工时间中;(6)工件在每台机器上的加工顺序相同,且是确定的.基本算法1.一种基于扩展采样空间的混合式遗传算法将邻域搜索与遗传算法相结合求解流水车间调度问题,提出了一种邻域结构.使之更适合求解流水车间问题;设计了一种基于扩展采样空间的混合式遗传并通过计算机模拟验证其有效性.其中,邻域搜索使用定义(由给定的染色体通过随机移动一个基因到一个随机的位置.得到的是染色体的集合)所描述的邻域.采样空间为父代P(t),改进的父代s(t),交叉的后代C(t),变异的后代M(t).交叉和变异的父代是种群的父代P(t),而不是改进的父代S(to具体的混合式算法框架BEGINt=0初始化P(t)WHILE不满足终止条件Do①下降搜索.应用多点最速下降法改进P(t),得到改进的父代S(t);24中小企业科技2007.07②用P(t)进行单点交叉生成C(t);③用P(t)进行移动变异生成M(t);④采样从P(t),S(t),C(t),M(t)中选出最好的不重复的下一代染色体:t=t+1END2.改进的DNA进化算法改进的DNA进化算法中引入了交换操作(交换操作就是在DNA单链中随意产生一个位置.然后将位置前的DNA链与位置后的DNA链相交换.组成一条新的链)以更好地搜索解空间,并采用黄金分割率控制变异个体的数目.同时为了进一步提高搜索性能.采用一种新颖的启发式规则.具体算法如下:对于每个工件都有3个时间指数:t为工件j在所有机器上的加工时间之和;t1i为工件j在第一台机器上的加工时间; t为工件j在最后一台机器上的加工时间;tj为工件j的加权加工时间.B,C是[0,1]之间的数.当随机生成一个A,再在[0,1一A]之间随机产生一个B便能确定tj的大小.然后每个工件按照Tj的降序排列.这样就会产生一个可行解.生成不同的A,就会得到不同的可行解.将启发式算法得到的可行解作为DNA进化算法的初始群体.具体算法如下:①计算每个工件tmi的及tlI;@)For(I=1,2.7.n)(n表示要产生的可行解的个数);A=random(0,1);B=random(0,1一A):tⅡ=At~j+Btlj+(1一A—B)tmj;End③根据每个工件计算出的t.进行降序排列.得到对应的工件排序,即可行解.通过仿真可以验证.加入启发式算法能够快速地接近最优解.提高算法的收敛速度.产生初始种群.3.一种基于遗传算法的求解方法一种基于遗传算法的求解方法.在由染色体转换成可行调度的过程中引入工件插入方法.同时设计了一种新的交叉算子(这里设计了一种新的交叉算子.从种群中按交叉概率随机选取两个个体作为父体.对于每个个体随机寻找两个不同的基因位置.选择这两个位置及其之间的基因作为交叉部分.两个交叉部分的长度可以不同.首先将两个交叉部分进行交换.然后按照父体中原来基因排列的顺序补齐交叉部分没有包含的基因.经过交叉之后产生的子代个体一部分基因保留了在一个父辈个体中的绝对位置,另部分基因则保留了在另一个父辈中的相对位置.该操作具有较好的遗传特性,同时也能够产生足够的搜索空间.计算表明该算子优于PMX交叉算子.)通过大量的数值计算表明.该算法优化质量大大优于传统的遗传算法和NEH启发式算法.4.一个无等待流水车间调度启发式算法采用一个经典的全局任务插入算法构造初始解,应用局部搜索方法对其进行改进.通过4000个不同规模实例将提出算法与目前求解该问题最好的几个算法从性能和计算时间方面进行全面比较.实验结果表明:提出算法的性能是目前最好的,多项式复杂度的计算时间适合实际生产需求.此启发式算法包括两个阶段:初始序列的产生阶段和改进阶段.(1】在初始序列的产生阶段.采用任务插入的方法,它类似于NEH[3]算法.(2)在初始序列的改进阶段,定义V=(X,Y)为序列s中的一对位置,其中:,Y∈{l,2….刀),≠Y.V的移动将S中第X个任务插入到第y个位置,位置对集合:Z={(J,)J,Y∈{l,2,…),Y壁{,—l}},其中包括(n一1)(n一1)个位置对.算法描述如下:①令k=1,计算所有任务ji(I=1,2…,n)的F2值.选择最小值对应的任务放入S中,将其余n一1个任务放入R 中;(K=K+1;③从R中任意取出一个任务j,将其插入到S的K个不同位置.产生K个不同的序列.计算这K个序列的F1值,选择最小值对应的序列作为一个候选序列,将任务j从R中移除;④如果R≠,返回第3步,否则转到第5步;⑤在产生的(n—K+I)个候选序列中,计算各自的F值.选择最小值对应的序列替换S.将序列S以外的所有任务存放到集合R中;⑥如果K=n,结束,S即为最终初始序列;否则回到第2步继续;⑦生成序列S的位置对集合并进行插入操作,产生(n一1)个新的任务序列,计算所有新产生序列的F1值,将最小值对应序列记为S;⑧如果F,(S)=F,(S),则S=S.返回第7步重新开始;否则转入第9步;⑨序列S即为最终任务序列.5.混合禁忌搜索算法(HTS)(1)混合禁忌搜索HTs算法的主要思路为:通过一个有效的启发式算法为TS算法提供一个较好初始解,并可加快TS 算法的收敛速度;采用禁忌搜索算法改进初始解以搜索到更好的近优解.初始解生成算法:①任意产生一个初始序列Q.;②利用双插入启发式算法[5](DIH)对序列Q进行改进获取一个序列S.DIH基于全局插入操作和局部插入操作的思想来产生局部种子序列并对当前调度进行改进.该算法具有较高效率的搜索能力.得到一个较好的近优解;③将序列S进行一次全局成对交换,得到初始序列P.(2)HTS算法描述:基于已得到的序列P作为初始解T0和以上禁忌搜索算法,关键参数的设置,下面给出HTS算法:①调用初始解生产算法产生初始解P并赋予To;②将初始解T作为当前解利用成对交换(Swap)产生的邻域结构得到多个邻域解;③将所有邻域解对应的目标函数值从小到大排序,然后选取前e个邻域解作为候选解;④从第1个候选解开始,如果满足藐视准则,则将此邻域解作为当前的序列T,;否则在候选解中选非禁忌的最佳状态序列作为当前序列T,;⑤保存每个当前序列T,及其目标函数值,并找出其中最优的目标函数值及对应的序列W,;⑥若满足终止条件,则比较最后得到的当前序列T,与序列w,所对应的目标函数值大小,选取目标函数值小的序列作为算法最终所得到的近优解,算法停止;若不满足终止条件则To=T,,则转向2.6.混合规划针对不确定条件下流水车间调度问题(Flowshopschedul—ing),研究了含有随机参数和灰色参数的混合机会约束规划模型的建立及求解方法.提出了灰色模拟的概念和方法,为含有灰色参数的机会约束规划提供了求解途径.通过理论推导及仿真实例,结合遗传算法,验证了基于随机模拟和灰色模拟的混合机会约束规划的调度模型及求解方法的有效性.结束语从目前来看,还没有一个求解流水车间问题最优解的简明算法.整数规划和分枝定界技术是寻求最优解的常用方法.然而对于一些大规模甚至中规模的问题,这两种方法仍然不是很有效.以遗传算法,模拟退火,禁忌搜索以及人工神经网络为代表的智能化优化技术迅速发展来解决流水车间调度问题,受到人们的普遍关注.其中,遗传算法以其优良的计算性能和显着的应用效果而特别引人注目,所以很多启发式混合方法都是在此基础上发展起来的.刁参考文献1梁黎明,汪国强.求解流水车间调度问题的一种混合式遗传算法[I].华南理工大学,2001;(t1):85~882俊林.薛云灿,邵惠鹤.求解混合流水车间调度问题的一种遗传算法[I].计算机工程与应用.2003;(35):186~1873牛群,顾幸生.基于启发式规则的新型进化算法在流水车间调度中的应用[I].华东理工大学,2006;(12):1472~1477(作者简介:1.华南理工大学数学科学学院硕士研究生.2.华南理工大学数学科学学院副教授,博士.)2007.07中小企业科技25。