光电细丝直径测量
应用激光衍射法测量纺织品细丝直径

应用激光衍射法测量纺织品细丝直径1. 引言1.1 激光衍射法的基本原理激光衍射法是一种利用激光光束经过细丝时发生衍射现象来测量细丝直径的方法。
其基本原理是将激光光束照射到纺织品细丝上,细丝会散射出具有特定频率和方向的光线。
这些衍射光线经过适当的光学系统,形成明暗交替的衍射斑图。
通过测量这些衍射斑的特性,如斑点之间的距离和角度,可以计算出细丝的直径。
激光衍射法利用了激光光束的高强度和单色性,使其在经过细丝后产生清晰的衍射斑图,从而能够准确测量细丝直径。
与传统的光学显微镜方法相比,激光衍射法具有更高的测量精度和测量范围,能够适用于不同类型和直径范围的纺织品细丝。
激光衍射法通过利用激光的特性和衍射现象,实现了对纺织品细丝直径的精确测量,为纺织品生产和质量控制提供了重要的技术支持。
1.2 纺织品细丝直径的重要性纺织品细丝直径是纺织品品质的重要指标之一。
纺织品细丝直径的大小直接影响着纺织品的质地、手感、透气性和耐磨性等性能。
纺织品细丝直径的精确测量对于调整纺纱工艺、改进纺织品产品质量具有重要意义。
纺织品细丝直径决定了纺织品的织物密度及表面光泽度。
纤维直径较细的纺织品更加柔软细腻,而直径较粗的纺织品则具有较强的耐磨性和结实度。
通过准确测量纤维直径,可以有针对性地调整纺纱工艺参数,生产出更符合市场需求的纺织品产品。
纺织品细丝直径对纺织品的透气性和吸湿性也有影响。
细丝直径较细的纺织品透气性好,吸湿快,适合夏季穿着;而较粗的纺织品则保暖效果更好,适合冬季穿着。
通过准确测量纤维直径,可以根据不同季节和用途要求生产出功能性更强的纺织品产品。
纺织品细丝直径的重要性不言而喻。
精确测量纤维直径将有助于提高纺织品的品质,满足消费者多样化的需求,推动纺织品行业的发展。
研究和应用激光衍射法测量纺织品细丝直径具有重要意义,值得进一步探索和推广。
2. 正文2.1 激光衍射法在纺织品细丝直径测量中的应用激光衍射法在纺织品细丝直径测量中的应用是一种非常有效的技术方法。
应用激光衍射法测量纺织品细丝直径

应用激光衍射法测量纺织品细丝直径激光衍射法是一种常用的测量纺织品细丝直径的方法。
它通过激光光束照射纺织品细丝表面,并测量衍射图案来获取细丝直径信息。
激光衍射法具有测量精度高、操作简便等优点,在纺织品生产和质量控制中得到广泛应用。
激光衍射法测量纺织品细丝直径的原理如下:当激光光束照射到细丝表面时,光线会受到细丝表面的边缘散射和衍射影响,形成衍射图案。
这个衍射图案可以通过相机或其他光学设备进行观测和记录。
根据衍射图案的特点,可以通过计算和分析来确定细丝的直径。
一般来说,细丝直径与衍射图案中的主分布峰位置有关。
如果细丝直径变大,峰位置会向外移动;如果细丝直径变小,峰位置会向内移动。
通过测量这个移动量,就可以求得细丝的直径。
1. 准备工作:首先需要准备一个激光器和一台相机(或其他光学设备)。
激光器用于产生激光光束,相机用于观测和记录衍射图案。
2. 设置测量装置:将激光器和相机固定在一个支架上,并调整好它们之间的位置和角度。
确保激光光束正常照射到细丝表面,并且相机可以清晰地观察到衍射图案。
3. 进行测量:将要测量的纺织品细丝放置在测量装置下方,确保细丝的表面平整、光滑。
打开激光器,使激光光束照射到细丝表面。
使用相机观测和记录衍射图案。
可以根据需要多次测量,以提高测量精度和可靠性。
4. 数据处理:将记录下来的衍射图案导入计算机软件进行分析。
根据主分布峰的位置,计算出细丝的直径。
一般来说,需要建立一个细丝直径和峰位置之间的关系模型,以便进行准确的计算。
可以使用线性回归或其他数学方法来建立这个模型。
5. 结果展示和分析:将计算得到的细丝直径结果进行展示和分析。
可以将结果以数值或图表的形式呈现,以便进一步的研究和讨论。
应用激光衍射法测量纺织品细丝直径
应用激光衍射法测量纺织品细丝直径激光衍射法是一种常用的测量纺织品细丝直径的方法。
它通过将激光光束投射到细丝上并观察衍射光斑的形成情况来测量细丝的直径大小。
激光衍射法具有测量准确、操作简便、高效快速等优点,在纺织品工业中得到了广泛应用。
激光衍射法测量纺织品细丝直径的原理是基于激光光束在细丝表面产生的衍射现象。
当激光光束照射到细丝上时,光束会被纺丝表面的不规则形状所散射,并形成一系列的衍射光斑。
这些衍射光斑的形状和大小与细丝的直径密切相关,通过对衍射光斑的观察和测量,可以推算出细丝的直径。
在实际的测量过程中,首先需要准备一台激光衍射仪器。
该仪器由激光发生器、样品架、接收器和测量显示器等组成。
将待测细丝固定在样品架上,使其与激光光束平行,然后启动激光发生器,发射一束激光光束照射到细丝上。
衍射光斑会在接收器上形成,接收器会将其转化为电信号,并传输给测量显示器。
测量显示器会对接收到的光信号进行处理和分析,并根据衍射光斑的形状和大小计算出细丝的直径。
激光衍射法测量纺织品细丝直径的准确性与衍射光斑的观测和测量精度有关。
在测量过程中需要保持细丝固定和稳定,并进行多次测量并取平均值,以提高测量结果的准确性。
激光衍射法测量纺织品细丝直径具有很多优势。
它具有测量准确性高的特点,可以测量出非常细小的细丝直径。
它操作简便、灵活性强,只需要将细丝放置在样品架上即可进行测量,无需复杂的操作步骤。
激光衍射法还具有高效快速的特点,可以在短时间内完成大量细丝的测量。
激光衍射法也存在一些局限性。
该方法对细丝的表面光洁度要求较高,如果细丝表面有较大的不平整或污渍,可能会影响衍射光斑的形成,从而影响测量结果的准确性。
激光衍射法对测量环境的要求较高,需要在较为理想的实验室条件下进行测量,以避免环境因素对测量结果的干扰。
实验四 巴俾特原理及细丝直径测量

实验四 巴俾特原理及细丝直径测量一、 实验目的1. 了解巴俾特(Babinet )原理2. 利用互补测定法测量细丝直径二、 实验原理上几个实验讨论了圆孔、单缝的衍射现象和测量方法,下面介绍,如果在光路中的障 碍物改换为圆盘、细丝(窄带)的衍射图样和测量方法,通常根据巴俾特(Babinet )原理的激光衍射互补测定法,可以使问题的处理大大的简化。
若两个衍射屏1∑和2∑中,一个屏的开孔部分正好与另一个屏的不透明部分对应,反之亦然,这样一对衍射屏称为互补屏。
如图所示。
设1()E P 和2()E P 分别表示1∑和2∑单独放在光源和观察屏之间时,观察屏P 点的光场复振幅,0()E P 表示无衍射屏时P 点的光场复振幅。
根据惠更斯-菲涅尔原理,1()E P 和2()E P 可表示成对1∑和2∑开孔部分的积分。
而两个屏的开孔部分加起来就相当于屏不存在,因此012()()()E P E P E P =+ 该式说明,两个互补屏在衍射场中某点单独产生的光场复振幅之和等于无衍射屏情况下,光波自由传播时在该点产生的光场复振幅,这就是巴俾特(Babinet )原理,因为光波自由传播时,光场复振幅容易计算,所以利用巴俾特(Babinet )原理可以方便的由一种衍射屏的衍射光场,求出其互补衍射屏产生的衍射光场。
由巴俾特(Babinet )原理可以得到如下两个理论:1、若1()0E P = ,则02()()0E P E P == 因此,放置一个屏时,相当于光场为零的那些点,在换上它的互补屏时,光场与没有屏时一样;2、若0()0E P = ,则12()()E P E P =- 这就意味着在0()0E P = 的那些点,1()E P 和2()E P 的相位差为π,而光强度211()()I P E P = 和222()()I P E P = 相等,这就是说,两个互补屏不存在时光场为零的那些点,互补屏产生完全相同的光强度分布。
利用巴俾特(Babinet )原理很容易由圆孔、单缝的夫朗和费衍射特性得到圆盘、窄带的夫接收屏 E 2E 1E 0E 0 =E 1+E 2=0巴俾特原理朗和费衍射图样,利用这个互补原理,就可以测定各种细丝和窄带的尺寸。
3.6光学衍射法测定细丝直径
(一)比较单缝衍射和圆孔衍射图样的异同点 相同点都是明暗相间的条纹。不同点是圆孔衍射条纹为圆环形状,而单缝衍射条纹是直 线形状。 (二)衍射图样的形状与障碍物的形状的关系 光源选用激光笔,缝和孔的具体制作过程简述如下: 用刀片、缝衣针等工具在不透光的塑料卡片(如电话卡)上,分别刻制出不同宽度的缝 和不同大小、不同形状的孔。如图 1 所示卡片上制作宽度约为 2 mm 的缝 a 和宽度约为 0.5 mm 的缝 b;如图 2 所示卡片上制作直径约为 2 mm 的圆孔 c 和直径约为 1 mm 的圆孔 d;如图 3 所示卡片上制作线度都约为 1 mm 的正三角形孔 e、正方形体正多边形孔 g。
些点,互补屏产生完全相同的光强分布. 2 单缝夫琅和费衍射光强分布规律 在讨论单丝衍射之前先来讨论夫琅和费单缝衍射
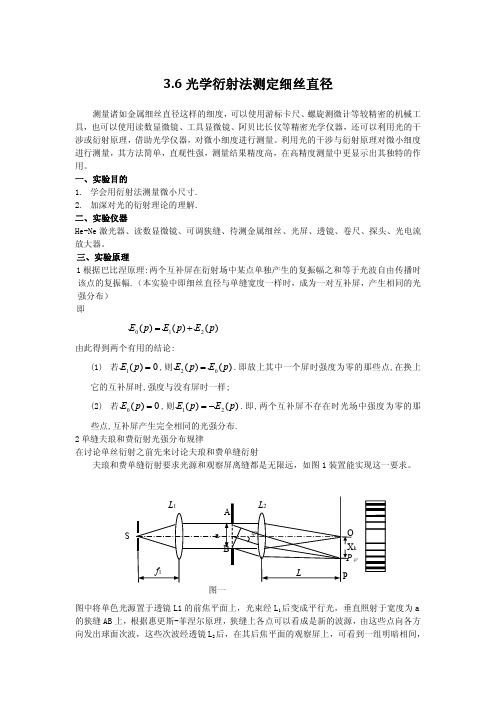
夫琅和费单缝衍射要求光源和观察屏离缝都是无限远,如图 1 装置能实现这一要求。
L1
A
L2
S f1
a
φ
O
B
Xk
Pφ
图一
L
P
图中将单色光源置于透镜 L1 的前焦平面上,光束经 L1 后变成平行光,垂直照射于宽度为 a 的狭缝 AB 上,根据惠更斯-菲涅尔原理,狭缝上各点可以看成是新的波源,由这些点向各方 向发出球面次波,这些次波经透镜 L2 后,在其后焦平面的观察屏上,可看到一组明暗相间,
实验数据记录及处理
(单位:mm)
测量方法 测量项目
测量次数
细丝直径的测量原理

细丝直径的测量原理
细丝直径的测量原理可以通过以下几种方法实现:
1. 显微镜法:将细丝放置在显微镜下,通过目测或使用显微镜的刻度尺来测量细丝在视野中的长度。
然后,通过使用细丝的长度与显微镜的放大倍数之间的关系,可以计算出细丝的直径。
2. 光学扫描法:使用激光或光纤光源照射细丝,并将细丝放置在光学扫描仪或显微镜下。
通过测量光线在细丝上的散射或透射情况,可以计算出细丝的直径。
这种方法通常需要使用特殊的光学设备。
3. 拉丝法:将细丝拉伸到一定长度,然后通过测量拉伸前后细丝的长度和直径的变化,可以计算出细丝的直径。
这种方法通常适用于较长的细丝。
4. 电阻法:将细丝用作电阻丝,并通过测量细丝上的电阻值来计算出细丝的直径。
根据细丝的材料和电阻特性,可以使用不同的电阻测量方法。
这些方法中的选择取决于细丝的性质、尺寸和测量要求。
在实际应用中,还可以结合多种方法来提高测量的准确性和可靠性。
细丝直径测量实验报告
细丝直径测量摘 要:测量细丝直径,可以使用游标卡尺、螺旋测微计等等较精密的机械工具,也可以使用读数显微镜、工具显微镜等精密光学仪器,还可以利用光的干涉原理,借助光学仪器,对微小细度进行测量。
以下使用劈尖法进行细丝直径测量,其方法简单,直观性强,测量结果精度高,在高精度测量汇总更显示出其独特的作用。
关键词:细丝直径、劈尖法、等厚干涉、条纹 1.引言在两片叠合的玻璃一端放入细丝,则玻璃片之间就形成一个空气劈尖。
在垂直单色光照射下,劈尖的上、下两表面的反射光相遇发生干涉,在显微镜下可观察到间隔相等的等厚干涉直条纹。
2. 实验原理将两块光学平玻璃板叠在一起,一端插入一细丝,则在两玻璃板间形成一空气劈尖。
两玻璃的交线称为棱边,在平行于棱边的线上,劈尖空气膜的厚度是相等的。
当用平行单色光垂直照射劈尖时,在劈尖空气膜上、下表面反射的两束光发生干涉,形成一组与棱边平行的、等间距的直线干涉条纹,如上图所示。
设某处空气薄膜的厚度为e ,则两束相干光的光程差为()22212k d k λλλ⎧⎪∆=+=⎨+⎪⎩相邻两暗纹(或明纹)对应的空气厚度差()11222122k k k k d k d k d d λλλλλ+++=+=+-=则细丝直径D 为2D N λ=⋅; N 为干涉条纹总条数2tan 2DL S L D S λααλ≈===⋅L 为劈尖长度; S 为两相邻明暗纹间距; λ为钠光波长:9589.310λ-=⨯ 3.实验内容与步骤1. 实验仪器读数显微镜,45°反射镜,2片光学玻璃板,钠光灯,金属细丝,游标卡尺 2. 制作劈尖将细丝夹在距劈尖一端的3-5mm 处,将此端夹紧,将细丝拉直与劈尖边缘平行,再将劈尖另一端适度夹紧。
3. 调节读数显微镜(1)把劈尖置于载物台,物镜正下方,用压片压住;旋松手轮把显微镜放于适中位置(当置物镜最下位置时不与劈尖相碰)。
(2)调节半反镜使之呈45度角,使读数显微镜的目镜中看到均匀明亮的黄色光场。
应用激光衍射法测量纺织品细丝直径
应用激光衍射法测量纺织品细丝直径激光衍射法是一种应用广泛的快速、精准的测量方法,它利用激光光源对待测物体进行照射,通过测量衍射光的形态和位置来推断待测物体的性质。
在纺织品工业中,细丝的直径是一个十分重要的参数,它直接影响织物的质量和性能。
利用激光衍射法测量纺织品细丝直径已成为一个热门的研究领域。
本文将介绍激光衍射法在测量纺织品细丝直径方面的应用,并探讨其优势和局限性。
激光衍射法利用激光光源对待测物体进行照射,使得物体表面产生衍射现象。
当激光光源照射到细丝表面时,会产生衍射光,衍射光的形态和位置与细丝直径密切相关。
通过测量衍射光的形态和位置,可以推断出细丝的直径大小。
激光衍射法测量细丝直径的原理比较简单,但需要精密的光学仪器和数据处理系统来实现精准的测量。
1. 非接触性测量:激光衍射法测量细丝直径是一种非接触性测量方法,不会对待测物体造成损伤,适用于对纺织品细丝进行精密测量。
2. 高精度:激光衍射法测量细丝直径具有高精度和高分辨率,可以实现对细丝直径的精确测量,适用于对纺织品细丝直径进行精密控制和质量检测。
3. 快速性:激光衍射法测量细丝直径的测量速度快,可以实现对大量细丝的快速测量和数据处理。
5. 适用性广泛:激光衍射法测量细丝直径适用于不同材质和直径范围的纺织品细丝,具有较强的通用性和适用性。
1. 环境要求高:激光衍射法测量细丝直径对测量环境要求较高,需要在相对稳定的环境条件下进行测量,避免外界光源和震动对测量结果的影响。
2. 光学系统复杂:激光衍射法测量细丝直径需要精密的光学系统和精密的数据处理系统,设备和技术要求较高。
激光衍射法是一种快速、精准、非接触性的测量方法,适用于纺织品细丝直径的测量。
它具有高精度、快速性、自动化和适用性广泛的优势,但对测量环境和设备要求较高,测量精度要求高。
在今后的纺织品工业中,激光衍射法将会得到更广泛的应用,为纺织品细丝直径的精密测量提供更多选择和可能。
细丝直径测试实验报告
一、实验目的1. 掌握使用劈尖干涉法测量细丝直径的原理和方法。
2. 熟悉光学仪器(如读数显微镜)的使用。
3. 培养实验操作能力和数据处理能力。
二、实验原理劈尖干涉法是一种基于等厚干涉原理的测量方法。
当两块平面玻璃板间夹有一细小物体时,两板间形成一空气劈尖。
当单色光垂直照射到劈尖上时,从劈尖上下表面反射的两束光会发生干涉,形成明暗相间的干涉条纹。
根据干涉条纹的间距和已知的光波长,可以计算出细丝的直径。
三、实验仪器与材料1. 读数显微镜2. 钠光灯3. 空气劈尖4. 细丝(直径约为0.1mm)5. 游标卡尺6. 计算器四、实验步骤1. 将细丝放置在空气劈尖的一端,确保细丝与劈尖的棱边平行。
2. 将空气劈尖放置在显微镜的载物台上,调整显微镜的焦距,使细丝的像清晰可见。
3. 调整钠光灯的亮度,使干涉条纹清晰可见。
4. 使用游标卡尺测量细丝到劈尖较远一端边缘的距离L,记录数据。
5. 观察并记录相邻两暗条纹的间距k。
6. 计算细丝直径D,公式为:D = k × (λ/2) × L,其中λ为钠光波长,取589.3nm。
五、实验结果与讨论1. 实验数据如下:| 组别 | L (mm) | k (mm) | D (mm) || ---- | ------ | ------ | ------ || 1 | 0.5 | 0.1 | 0.2945 || 2 | 0.5 | 0.095 | 0.2848 || 3 | 0.5 | 0.09 | 0.2695 || 4 | 0.5 | 0.085 | 0.2548 || 5 | 0.5 | 0.08 | 0.2395 || 6 | 0.5 | 0.075 | 0.2248 |平均直径D = (0.2945 + 0.2848 + 0.2695 + 0.2548 + 0.2395 + 0.2248) /6 = 0.2536mm2. 讨论:通过实验,我们验证了劈尖干涉法测量细丝直径的原理和方法。
3.6光学衍射法测定细丝直径
些点,互补屏产生完全相同的光强分布. 2 单缝夫琅和费衍射光强分布规律 在讨论单丝衍射之前先来讨论夫琅和费单缝衍射
夫琅和费单缝衍射要求光源和观察屏离缝都是无限远,如图 1 装置能实现这一要求。
L1
A
L2
S f1
a
φ
O
B
Xk
Pφ
图一
L
P
图中将单色光源置于透镜 L1 的前焦平面上,光束经 L1 后变成平行光,垂直照射于宽度为 a 的狭缝 AB 上,根据惠更斯-菲涅尔原理,狭缝上各点可以看成是新的波源,由这些点向各方 向发出球面次波,这些次波经透镜 L2 后,在其后焦平面的观察屏上,可看到一组明暗相间,
3.6 光学衍射法测定细丝直径
测量诸如金属细丝直径这样的细度,可以使用游标卡尺、螺旋测微计等较精密的机械工 具,也可以使用读数显微镜、工具显微镜、阿贝比长仪等精密光学仪器,还可以利用光的干 涉或衍射原理,借助光学仪器,对微小细度进行测量。利用光的干涉与衍射原理对微小细度 进行测量,其方法简单,直观性强,测量结果精度高,在高精度测量中更显示出其独特的作 用。 一、实验目的 1. 学会用衍射法测量微小尺寸. 2. 加深对光的衍射理论的理解. 二、实验仪器 He-Ne 激光器、读数显微镜、可调狭缝、待测金属细丝、光屏、透镜、卷尺、探头、光电流 放大器。 三、实验原理 1 根据巴比涅原理:两个互补屏在衍射场中某点单独产生的复振幅之和等于光波自由传播时 该点的复振幅.(本实验中即细丝直径与单缝宽度一样时,成为一对互补屏,产生相同的光 强分布) 即
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西安工业大学北方信息工程学院课程设计(论文)题目:细丝直径测试仪系别:光电信息系专业:测控技术与仪器班级:B110102学生:董博学号:B11010203任课教师:吴玲玲2014年10月目录1绪论 (6)1.1前言 (6)1.2基于CCD测径仪的发展现状国外发展现状 (6)1.3 国内发展现状 (7)1.4论文的主要内容 (8)2测量原理和方案论证 (8)2.1利用衍射法测量细铜丝直径 (8)2.2利用分光法测量细铜丝直径 (9)2.3线阵CCD测量直径系统测细铜丝直径 (10)2.4 成像系统 (13)2.5设计方案的论证与选择采用 (14)3 系统设计 (15)3.1整体系统设计 (15)3.2光学系统设计 (16)3.2.1光源 (16)3.2.2光源照明 (16)3.2.3成像光学系统 (16)3.3机械系统设计 (16)3.3.1机械设计的原理和要求 (16)3.3.2机械设计的保险装置 (16)3.2.3机械设计的稳定性 (16)3.4电路系统设计 (16)3.4.1低通滤波器 (16)3.4.2相关双采样 (16)3.4.3差分放大电路 (16)3.5数字图像处理及报警系统设计 (16)3.5.1系统组成 (16)3.5.2块方向的选取 (16)3.5.3单位标定 (16)3.5.4细丝直径的获取 (17)3.5.5直径的测量 (17)4 实验结果及影响测量精度的主要因素分析 (18)4.1光学系统对测量精度的影响分析 (18)4.1.1影响测量精度的因素及对策 (18)4.2信号处理电路对测量精度的影响分析 (18)4.2.1零点漂移对测量精度的影响 (18)4.2.1被测工件的均匀性对测量精度的影响 (18)4.2.2误差分析 (19)4.3图像处理对测量精度的影响 (19)4.3.1标定误差 (19)4.3.2示值显示误差 (19)4.3.3误差合成 (19)4.3.4仪器误差 (19)5 结论 (20)参考文献 (21)基于CCD测量细铜丝直径系统设计摘要近年来,随着新型光电器件的不断涌现、单片机数据处理能力的提高和生产全面质量管理的要求,非接触式智能化仪器将逐步取代传统上的机械测量仪器本文设计了一套基于线阵CCD 的非接触直径测量仪器,该装置可以对φ0.5mm~φ30mm的工件进行测量,测量精度为±5μm。
本文论述了CCD光电尺寸测量装置的基本原理,分析了光学系统各部分的形式,采用柯拉照明和远心光路成像,以保证成像质量和测量精度。
用微分法提取被测工的边缘信息,详细论述了信号处理电路中的各个模块的实现方法,并将微分法处理电路和单片机控制系统作为重点。
同时还给出了CCD测量直径系统的控制程序流程图及部分程序。
通过实验得到测量结果,对几个重要参数进行了分析,最后就影响系统测量精度的几种主要误差进行了讨论,给出消除误差的方法,以便达到更高的测量精度。
关键字:线阵CCD直径测量远心光路微分法MSP430ABSTRACTIn recent years, along with new optoelectronic devices flowing out continuously 、the capacity of MCU data processing improving, and the requirements of overall production quality management, non-contact Intelligent machines will replace the traditional mechanical instruments gradually. In this paper, I designed a set of portable non-contact measurement instruments based on linear array CCD, which can measure the workpiece fromφ0.5mm to φ30mm, with measurement precision±5μm . In this paper, I discussed the basic principle of CCD photoelectric measurement devices, analyzed the form of parts of optical system, adopt Kohler illumination and telecentric beam path design in order to ensure image quality and accuracy. Adopting differential theory extracted edge information of measured workpiece, and discussed the signal processing circuit in the realization of the various modules in detail, and made the differential processing circuitry and single-chip control system as emphases, at the same time I gave control program flow chart of CCD diameter measurement system and related parts procedures of it. Through experimental measurement results, I analyzed several important parameters, discussed several major errors which influences the accuracy of system in the end, gave the method of elimination of errors, in order to achieve higher measurement accuracy.Key Words: Line ararray CCD Diameter measurementTelecentric optical path Differential theory MSP431绪论1.1 前言光电自动检测技术在工业自动化生产中有着极其广泛和重要的用途。
然而,目前产品零件尺寸的检测大多数是人工测量的接触式和静止测量,所以检测速度低,生产效率低,劳动强度大,远远跟不上目前自动化生产的需要。
尤其在全面质量管理过程中,更需要先进的、智能的检测手段。
目前,国内外常采用激光扫描光电线径测量[1~5],但是这种方法受电机的温度及振动的影响,扫描恒速度的限制,会产生高温使其降低寿命。
我们研制的基于线阵CCD 便携式非接触直径测量仪器正是适应当前社会自动化生产的急需而设计的,该测径仪是一种光、机、电一体化的产品。
尤其适用于电缆、电线、玻璃管、轴类零件的外径测量,对保证产品质量,降低原材料消耗,降低生产成本,提高劳动生产率有着重大的经济效益和社会意义对各种细丝直径的测量常常关系到工业产品的级别,如钟表中的游丝、光导纤维、化学纤维、各种细线、电阻丝、集成电路引线以及种类仪器、标尺的刻线等。
传统的测量方法多数为接触法,其它的有电阻法、称重法。
也有采用光学方法的,如光学显微镜法、干涉法、扫描法、投影放大法、比较法等。
然而,大多检测方法检测速度低,生产效率低,劳动强度大,远远跟不上目前自动化生产的需要。
尤其在全面质量管理过程中,更需要先进的、智能的检测手段。
目前,国内外常采用激光扫描光电线径测量,但是但激光衍射细丝测量法比较适合于静态的高精度测量 ,当用于动态测量时会由于被测丝的晃动导致衍射条纹快速移动而失准 ,也难以快速得到测量结果 ,同时还具有结构复杂、格昂贵等缺点 ,不太适于现场快速测量细丝直径。
基于CCD技术的快速发展及后续处理算法的日益真实有效故CCD在现代自动化生产中扮演者越来越重要的作用。
为满足大工业化生产线阵CCD测径仪便应运而生,该测径仪是一种光、机、电、算于一体的产品。
尤其适用于电缆、电线、玻璃管、轴类零件的外径测量,对保证产品质量,降低原材料消耗,降低生产成本,提高劳动生产率有着重大的经济效益和社会意义。
1.2基于CCD测径仪的发展现状国外发展现状社会的进步重要体现就是科技的进步,科技进步主要体现使用劳动工具的进步。
从18世纪工业革命以来,科学技术以前所未有的速度在突飞猛进的发展,特别是近50年来,随着现代化生产和加工技术的发展,对于加工零件的检测速度与精度有了更高的要求,向着高速度、高精度、非接触和在线检测方向发展。
为此,工业发达国家对于检测仪器与设备速度与精度一直作为检测仪器的主要指标。
CCD测径仪特别适用于电缆、电线的在线自动检测,对保证产品的质量,降低原材料消耗,降低生产成本,提高劳动生产率有着十分重要的意义,所以各国政府都很重视对测径仪的研究。
英国Beta AS3系列全新的激光测径仪:LD1040-S(单向直径测量仪)、LD1040XY-S(双向直径测量仪),精度:0.1μm,测量范围最广,单向测径仪最大可测直径达330.3mm,双向测径仪最大可测直径值达100mm,测量精度最高,最高测量精度可达0.1μm,是目前同类产品中的最高的测量精度。
日本生产的LS-7000 系列高速、高精度CCD 测量仪器,如:LS-7030M(配备测量摄影机)测量范围:0.3mm~30mm,测量精度:±2μm,重复性精度:±1.5μm。
LS-7010M(配备测量摄影机)测量范围:0.04mm~6mm,测量精度:±0.5μm。
1.3 国内发展现状国内由于自身的工业加工水平有限、测量原理的不完善和结构搭理欠合理,所以,国内生产的测径仪测量精度没有国外的精确,河北省激光研究所光电检测控制室生产的JCJ-1激光测径仪,是专为玻璃管生产线上玻璃管外径的测量、控制、分选而设计的集激光、精密机械、计算机于一体的智能化精密仪器。
通过激光光束高速(200次/秒)扫描被测玻璃管,计算机实时采样处理,实现玻璃管直径在线非接触检测、控制,测量范围:0.5mm~60mm,测量精度:±0.01mm。
广州一思通电子仪器厂生产的ETD-05系列激光测径仪,测量范围:0.2mm~30mm,测量精度:±2μm,ETD-05系列激光测径仪是一种基于激光扫描测量原理而设计的高精度非接触式的外径测量设备,仪器采用二维测量模式,有效消除工件振动造成的测量误差,特别适合生产现场的实时测量,适用于通信电缆、光缆、同轴电缆、漆包线、PVC管、铜管、纤维线等圆形线材的在线检测,也可用于其它各种圆形工件的外径测量。