FANUC伺服报警维修PPT(106页)
FANUC常见伺服报警以及解决方法
FANUC常见伺服报警以及解决方法SV0401:伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于 OFF 时发生此报警。
解决方案:1)排查诊断号358;例如:诊断358=1441,转换为二进制为10110100001,从第5位开始排查,第6位为0,确认首先应排查急停相关接线等。
2)伺服放大器或者轴卡硬件损坏,更换硬件。
2SV0403 硬件/软件不匹配报警原因:轴卡与伺服软件组合不正确,可能的原因有:1)没有提供正确的轴卡;2)闪存中没有安装正确的伺服软件。
解决方法:软件或硬件异常,请直接联系北京发那科维修部门。
3SV404 伺服准备就绪信号接通报警原因:伺服放大器的伺服准备就绪信号(VRDY)一直为 ON 时发生此报警。
解决方法:1)某些特殊情况可以使用参数P1800#1=1进行屏蔽;2)因放大器或者轴卡损坏引起,更换放大器与轴卡。
4SV0409 检查的扭矩异常报警原因:系统开启异常扭矩负载功能之后,检测到异常负载导致。
解决方法:1)如果不适用异常负载检测,请设定参数P2016#0=0;2)如果使用异常负载检测功能,请确认是否存在异常负载现象,例如机械异常卡住,或者异常加工状态;3)如果使用异常负载检测功能,同时加工状态正常,请重新调整该功能的相关参数。
5SV0410 停止时误差过大报警原因:伺服轴停止时误差过大引起报警。
解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
6SV0411 运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
FANUC数控系统故障报警及处理
冲数等于/小于0。
#4(DIR) :No.2022参数中设定的电机旋转方向错误(111
或-111之外的值)
#6(AXS) :No.1023参数(伺服轴号)中没有按1~控
制轴数的范围进行设定(例,用4取代3),或设定了不连续
1 的值。
32 2009-04-15
位置偏差量
33
1
2009-04-15
机械位置 参考点偏移功能
精加减速有效时的位置偏差
1
34 2009-04-15
电机温度信息
35
1
2009-04-15
误差检测
36
1
2009-04-15
21
1
2009-04-15
给出指令而机床 不移动的原因
z 000 WAITING FOR FIN SIGNAL 正在执行辅助功能。 z 001 MOTION 正在执行自动运转移动指令。 z 002 DWELL 正在执行暂停指令。 z 003 IN-POSITION CHECK 正在进行到位检测。 z 004 FEEDRATE OVERRIDE 0% 切削进给倍率为0%。 z 005 INTERLOCK/START LOCK 正输入互锁或启动锁住指令。 z 006 SPINDLE SPEED ARRIVAL CHECK 等待主轴速度到达信号。 z 010 PUNCHING 正在用阅读穿孔机接口输出数据。 z 011 READING 正在用阅读穿孔机接口输入数据。 z 012 WAITING FOR (UN)CLAMP 等待分度工作台分度结束信号。 z 013 JOG FEEDRATE OVERRIDE 0% 手动进给速度倍率为0%。 z 014 WAITING FOR RESET,ESP ,RRW OFF NC 处在复位状态。 z 015 EXTERNAL PROGRAM NUMBER SEARCH 正在检索外部程序
FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法

FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法2已阅[959]次[2009-11-26]2.数字式交流伺服驱动单元的故障检测与维修(1)驱动器上的状态指示灯报警 FANUC S系列数字式交流伺服驱动器,设有11个状态及报警指示灯,指示灯的状态以及含义见表5-8。
以上状态指示灯中,HC、HV、OVC、TG、DC、LV的含义与模拟式交流速度控制单元相同,主回路结构与原理亦与模拟式速度控制单元相同,不再赘述。
表5-8中,OH、OFAL、FBL为S系列伺服增添的报警指示灯,其含义如下。
表5-8 FANUCS系列驱动器状态指示灯一览表1)OH报警。
OH为速度控制单元过热报警,发生这个报警的可能原因有:①印制电路板上S1设定不正确。
②伺服单元过热。
散热片上热动开关动作,在驱动器无硬件损坏或不良时,可通过改变切削条件或负载,排除报警。
③再生放电单元过热。
可能是Q1不良,当驱动器无硬件不良时,可通过改变加减速频率,减轻负荷,排除报警。
④电源变压器过热。
当变压器及温度检测开关正常时,可通过改变切削条件,减轻负荷,排除报警,或更换变压器。
⑤电柜散热器的过热开关动作,原因是电柜过热。
若在室温下开关仍动作,则需要更换温度检测开关。
2)OFAL报警。
数字伺服参数设定错误,这时需改变数字伺服的有关参数的设定。
对于FANUC 0系统,相关参数是8100,8101,8121,8122,8123以及8153~8157等;对于10/11/12/15系统,相关参数为1804,1806,1875,1876,1879,1891以及1865~1869等。
3)FBAL报警。
FBAL是脉冲编码器连接出错报警,出现报警的原因通常有以下几种:①编码器电缆连接不良或脉冲编码器本身不良。
②外部位置检测器信号出错。
③速度控制单元的检测回路不良。
④电动机与机械间的间隙太大。
(2)伺服驱动器上的7段数码管报警 FANUC C系列、α/αi系列数字式交流伺服驱动器通常无状态指示灯显示,驱动器的报警是通过驱动器上的7段数码管进行显示的。
FANUC伺服报警
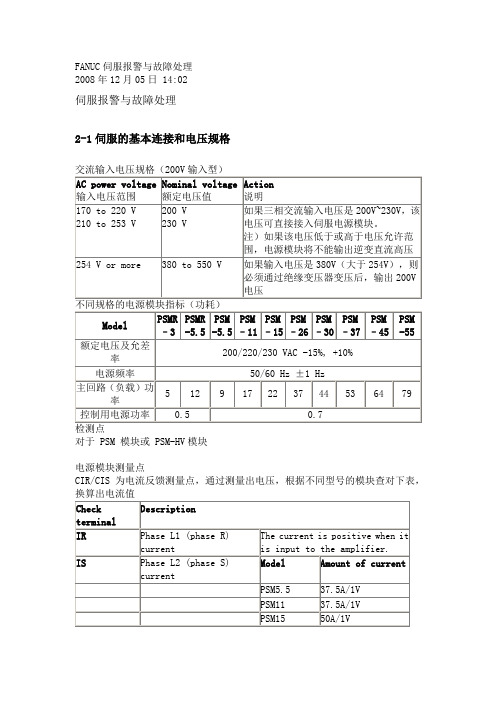
FANUC伺服报警与故障处理2008年12月05日 14:02伺服报警与故障处理2-1伺服的基本连接和电压规格对于 PSM 模块或 PSM-HV模块电源模块测量点CIR/CIS 为电流反馈测量点,通过测量出电压,根据不同型号的模块查对下表,型号PSM11的电源模块,从 IR/IS 端子测出电压为2V,则实际负载电流是37.5 X 2 = 75(安)2-2报警显示(CRT/LCD报警内容)FANUC伺服报警与故障处理(二) 2008年12月05日 14:03表中 PSM ——电源模块SPM ——主轴模块SVM ——伺服模块表中“逆变器”是指驱动模块的电源模块——PSMFANUC数字伺服参数的初始化设置2008年12月05日 14:05数字伺服参数的初始化设置由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM中。
通电时数控系统根据所设定的电机规格号和其它适配参数——如齿轮传动比、检测倍乘比、电机方向等,加载所需的伺服数据到工作存储区(伺服ROM 中写有各种规格的伺服控制数据),而初始化设定正是进行电机规格号和其它适配参数的设定。
设定方法如下:1. 在紧急停止状态,接通电源。
2. 确认显示伺服设定调整画面的参数SVS (#0)=1 (显示伺服画面)* 按照下面顺序,显示伺服参数的设定画面按 [SYSTEM] 健,再按翻页(扩展)键,找到软件键 [SV-PRM]* 使用光标、翻页键,输入初始设定必要的参数(1)初始设定位#3(PRMCAL)1:进行参数初始设定时,自动变成1。
根据脉冲编码器的脉冲数自动计算下列值。
PRM 2043(PK1V),PRM 2044(PK2V),PRM 2047(POA1),PRM 2053(PPMAX),PRM 2054(PDDP),PRM 2056(EMFCMP),PRM 2057(PVPA),PRM 2059(EMFBAS),PRM 2074(AALPH),PRM 2076(WKAC)#1(DGPRM)0:进行数字伺服参数的初始化设定。
FANUC数控特殊故障维修与保养——伺服主轴报警b0故障维修
FANUC数控特殊故障维修与保养——伺服主轴报警b0故障维修发表时间:2018-10-01T09:58:09.097Z 来源:《电力设备》2018年第16期作者:栗大庆[导读] 摘要:在现代数控机床的正常工作和设计时,为了保证设备能长时间保持正常工作状态,要求其内部构件中专门设置有检查故障的部件,在机械设备的运转参数出现故障时能够及时的对其故障部分和损失程度进行自动检测,且具有告警功能,提醒相关工作人员及时介入检修。
(珠海长和电子科技有限公司 5197000)摘要:在现代数控机床的正常工作和设计时,为了保证设备能长时间保持正常工作状态,要求其内部构件中专门设置有检查故障的部件,在机械设备的运转参数出现故障时能够及时的对其故障部分和损失程度进行自动检测,且具有告警功能,提醒相关工作人员及时介入检修。
告警功能的设置可以帮助工作人员缩短检查故障区域的时间,提高相关工作的效率。
关键词:FANUC ;数控系统;特殊故障;维修与保养一、前言高精尖机械设备是现代工业发展过程中最具代表性的发明,它的出现极大的提高了工作效率,同时也进一步保障了产品的质量,让所有的产品都能够以统一的规格和参数进行生产,随着生产过程的积累相关技术参数会越来越明确,工人的工作效率和产品有制作质量会越加有保证,同时生产厂商也能够通过技术和经验的积累对生产的成本进行进一步的控制。
在机械设备的生产过程中,尤其是高精尖数控设备的工作过程中,由于其系统内的构件复杂,功能繁多,一旦某一个区域出现问题,可能会影响到整个机械设备无法正常运转,造成工厂大面积的停产,为了防止机械设备突然出现故障,影响到正常的工作进行,在现代对机械设备的要求中,是否具有一定的检查和告警功能,已经成为了基本的需求。
二、FANUC数控系统1、系统部件组成:此数控采用日本FANUC 0I-MATE MA系统构成:数控NC主机:FANUC A02B-0299-B802+IO B05600426。
FANUC α伺服放大器报警
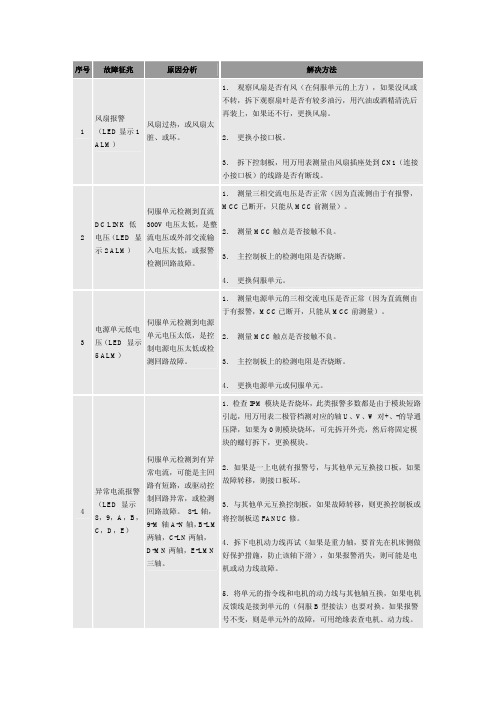
序号故障征兆原因分析解决方法1 风扇报警(LED显示1ALM)风扇过热,或风扇太脏、或坏。
1.观察风扇是否有风(在伺服单元的上方),如果没风或不转,拆下观察扇叶是否有较多油污,用汽油或酒精清洗后再装上,如果还不行,更换风扇。
2.更换小接口板。
3.拆下控制板,用万用表测量由风扇插座处到CN1(连接小接口板)的线路是否有断线。
2 DC LINK 低电压(LED 显示2 ALM)伺服单元检测到直流300V电压太低,是整流电压或外部交流输入电压太低,或报警检测回路故障。
1.测量三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换伺服单元。
3 电源单元低电压(LED 显示5 ALM)伺服单元检测到电源单元电压太低,是控制电源电压太低或检测回路故障。
1.测量电源单元的三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换电源单元或伺服单元。
4 异常电流报警(LED 显示8,9,A,B,C,D,E)伺服单元检测到有异常电流,可能是主回路有短路,或驱动控制回路异常,或检测回路故障。
8-L轴,9-M轴A-N轴,B-LM两轴,C-LN两轴,D-MN两轴,E-LMN三轴。
1.检查IPM模块是否烧坏,此类报警多数都是由于模块短路引起,用万用表二极管档测对应的轴U、V、W对+、-的导通压降,如果为0则模块烧坏,可先拆开外壳,然后将固定模块的螺钉拆下,更换模块。
2.如果是一上电就有报警号,与其他单元互换接口板,如果故障转移,则接口板坏。
3.与其他单元互换控制板,如果故障转移,则更换控制板或将控制板送FANUC修。
4.拆下电机动力线再试(如果是重力轴,要首先在机床侧做好保护措施,防止该轴下滑),如果报警消失,则可能是电机或动力线故障。
发那科-伺服报警的几点说明

ai系列伺服报警的几点说明:如果产生了伺服报警,一方面,在系统的报警画面都会有报警号显示,另一方面,在SVM 的显示窗口也会有号码显示,如下所示:状态显示LED1.状态显示:1)如果没有显示,表示SVM没有+5V电源,可能没有上电,或电缆没有正确连接,或保险丝烧坏。
2)如果中间的"-"闪烁,表示外部电缆(如电机反馈电缆)有短路。
3)显示“-”,表示放大器没有准备好。
4)显示“O”,表示放大器准备好,伺服电机有电。
5)显示其它号码,报警号,根据相应的报警号内容,查找故障原因。
2.有关401(VRDY OFF)报警的说明:由于这个报警出现的比较多,并且产生的原因也比较多,所以在这里详细介绍一下报警产生的原理。
PSM上述图中,红色箭头和信号名,表示指令,蓝色箭头和信号名表示反馈信号,在CNC发出MCON指令后,一定时间内没有接受到DRDY信号,将发生401号报警(DRDY OFF),具体这些信号的状态在诊断358表示出,如果使用的伺服软件是90B0/D以后版本,可根据诊断内容判断具体那个信号断开(红色或蓝色)。
诊断号385是用一个10进制数表示一个16位的二进制数,所以在实际应用中需要换算成二进制。
具体信号名称如下所示:#15 #14 #13 #12 #11 #10 #9 #8 SRDY DRDY INTL RLY CRDY MCOFF MCONA#7 #6 #5 #4 #3 #2 #1 #0 MCONS *ESP HRDY 1 位0表示SVM的IC型号,当SLF1-4时为1,SLF时为0(α早期)。
例如:如果诊断358=417 表示没有*ESP信号N358=993 表示没有CRDY信号N358=32737 表示所有信号正常(无报警)。
3.有关过电流报警的几种情况说明:1)“8”和“b”“c”“d”号报警的区别。
一般8出现在较大的放大器上,SVM1-360i/SVM1-180HVi/SVM1-360HVi使用的模块位IGBT( 不是IPM),检测DC300/600V电流是否超过允许值。
【发那科FANUC机器人】伺服报警维修(106页)

处理方法:
1.切削负荷(加工一段时间后出现)
2.冷却风扇的运转状态(风扇机械卡死,风扇故障,控制侧板故障)
440
H
PSMR、 α系列SVU:再生放电总量过大。
441
数字伺服软件检测到电机电流检测回路异常。
442
443
444
1
445
446
447
5
PSM、PSMR: DC LINK的备用放电回路异常
2
PSM、PSMR、 β系列SVU:内部风扇不转。
内部冷却风扇不转。
数字伺服软件检测到某脉冲编码器断线。
硬件检测到内置脉冲编码器断线
硬件检测到分离型检测器断线
2021/3/2 Tuesday
TRAINING-LZW
6
伺服报警相应含义
报警号 448
SVM
449 8.、9.、 A.
453
600 8、9、A
601
F
602
6
603
8.
603
9.
603
A.
604
P
605
606
607
PSM
8 A E
报警内容 内置脉冲编码器的反馈数据符号与分离型检测器的反馈数据符号 不同 L、M、N轴 放大器IPM报警。
11
PSM上显示3 主轴9058 报警内容: PSM主电路过载
主回路散热器过热
431报警:PSM过热,β系列SVU过热。 612报警,警告状态下伺服放大器的报警号 看一下是否有414报警,同时观察诊. 断200号的状态和201#7的状 态
伺服放大器警告状态及与他们相关的警告信号: F93#7,#6,#5=1,1,1(SVMRN4),从警告状态信号产生到报警发生 的时间为1分钟
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伺服报警相应含义
报警号 448 449 453 600 601 602 603 603 603 604 605 606
SVM
PSM
报警内容 内置脉冲编码器的反馈数据符号与分离型检测器的反馈数据符号 不同
8.、9.、 A.
L、M、N轴 放大器IPM报警。 α 脉冲编码器软断线
8、9、A F 6 8. 9. A. P 8 A
433
434 435 436 437 438 439 440 441 b、c、d 2 5
4
PSM、PSMR、α 、β:DC LINK电压低。
SVM:控制电源低电压。 SVM:DC链路部低电压 数字伺服软件检测到软件过热(OVC).
1 7 H
输入电路过电流 L、M、N轴 变频器 电机电流异常。 PSM、PSMR、α 、β:DC LINK过电压。 PSMR、 α 系列SVU:再生放电总量过大。 数字伺服软件检测到电机电流检测回路异常。
2
TRAINING-LZW
伺服报警
BEIJING-FANUC
伺服 电机 动态 制动器
注意) ISO: 隔离放大器 IR,IS:电流反馈 HV:高电压 LV:低电压 HC:高电流 IPM:集成功率模块
输入电 流报警 缺相 报警
继电器
LSI 信号控制 报警检测 继电器控制 再生控制
442
443 444 445 446 447
2018/11/22
5
2 1
PSM、PSMR: DC LINK的备用放电回路异常
PSM、PSMR、 β系列SVU:内部风扇不转。 内部冷却风扇不转。 数字伺服软件检测到某脉冲编码器断线。 硬件检测到内置脉冲编码器断线 硬件检测到分离型检测器断线
TRAINING-LZW 6
缺相 报警
继电器
LSI 信号控制 报警检测 继电器控制 放电控制
LSI 信号控制 报警检测 动态制动器 控制
TRAINING-LZW
4
伺服框图
431#电源单元温度升高3 437#电源单元输入过电流1 442#电源单元充电异常5
433#电源单元直流侧低压4
439#电源单元直流侧高压7 435#伺服单元直流侧低压5 600#伺服单元直流侧过流8,9,A
伺服报警
FAN:A散热器,2单元 3 7或4 FAN:F散热器,1单元 5 8,9,A 8.,9.,A.
BEIJING-FANUC
6 b,c,d 430 447 453
CXA2A
CXA2B
2
6
CXA2B
伺服报警
变换器 逆变器
伺服 电机
BEIJING-FANUC
PC
注意) MCOFF:MCC OFF CALM:变换器报警 *CRDY:变换器准备 IALM:逆变报警 RV:接收器 DV:驱动器
LSI 信号控制 报警检测 动态制动器 控制
2018/11/22
TRAINING-LZW
3
伺服报警
BEIJING-FANUC
伺服 电机 动态 制动器
注意) ISO:隔离放大器 IR,IS:电流反馈 HV:高电压 LV:低电压 HC:高电流 IPM:集成功率模块
2018/11/22
2018/11/22
TRAINING-LZW
9
2018/11/22
TRAINING-LZW
10
PSM上显示 A 主轴9113 SPM-b3 606报警:PSM散热冷却风扇停转。 611报警:警告状态下伺服放大器的报警号。
2018/11/22
TRAINING-LZW
11
PSM上显示3 主轴9058 报警内容: PSM主电路过载 主回路散热器过热 431报警:PSM过热,β系列SVU过热。 612报警,警告状态下伺服放大器的报警号 . 200号的状态和201#7的状 看一下是否有414报警,同时观察诊断 态
伺服放大器警告状态及与他们相关的警告信号: F93#7,#6,#5=1,1,1(SVMRN4),从警告状态信号产生到报警发生的 时间为1分钟 处理方法: 1.切削负荷(加工一段时间后出现) 2.冷却风扇的运转状态(风扇机械卡死,风扇故障,控制侧板故障) 3.环境, 电路板上有灰尘. 12 TRAINING-LZW 2018/11/22 4. 底板和侧板的连接处
602#伺服单元过热6
449#IPM报警8. 9. A. 603#IPM过热报警8. 9. A. 438#电机电流异常b, c, d
2018/11/22
TRAINING-LZW
5
伺服报警相应含义
报警号 431 432 SVM PSM 3 6 报警内容 PSM:主电路过载。Β系列:发生过热。 PSM、PSMR:控制电压降低。
TRAINING-LZW
7
PSM上显示1; SPM-30; 437# 报警内容:PSM5.5i-15i检测出主电路IPM模块异常 处理方法: 1.IPM模块控制电压降低,测量IPM模块 2.输入电压低,输入电源电压不平衡 3.更换单元 报警内容:PSM15i-37i主电路流过的电流大 处理方法: 1.输入电压低,输入电源电压不平衡 2.IGBT模块故障,更换单元
L、M、N轴放大器DC链路电流异常 放大器 散热器冷却风扇不转。 放大器过热。 L轴 放大器 IPM报警(OH) M轴 放大器 IPM报警(OH) N轴 放大器 IPM报警(OH) 放大器模块之间通信异常 PSMR:再生电流过大。 PSM、PSMR:散热器冷却风扇不转018/11/22
2018/11/22
LSI 信号控制 报警检测 继电器控制 再生控制
LSI 伺服控制 通讯控制 信号控制 报警检测
LSI CNC 通讯
注意) ISO:隔离放大器 DB:动态制动器 *MCON:MCC ON *DRDY:驱动(Amp.) 准备 *PWM:脉冲宽度调制 IU,IV:电流反馈 BATT:SV编码器电池
437报警:PSM输入回路过电流。原因可能是输入电源电压 不平衡
8
2018/11/22
TRAINING-LZW
PSM上显示2; 443 主轴9059 报警内容:PSM内部排风扇失效. 处理方法: 观察冷却风扇的状态. 更换风扇,更换侧板 443报警:PSM内部排风扇停止。 β系列SVU内部排风扇失效。 610报警:警告状态下伺服放大器的报警号。 伺服放大器警告状态及与他们相关的警告信号: F93#7=1(SVMRN4), F93#6=1(SVMRN3),从警告状态信 号产生到报警发生的时间为1分钟.