玻璃酒瓶验收标准
[重点]玻璃瓶质量标准
![[重点]玻璃瓶质量标准](https://img.taocdn.com/s3/m/ef893e7ccaaedd3383c4d32b.png)
[重点]玻璃瓶质量标准包装物质量标准——玻璃瓶罐1 范围本标准规定了各种玻璃瓶罐的技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于我厂的玻璃酒瓶与玻璃酒杯的检验。
下列单项项目范围:圆度:适合于瓶身横截面为圆形的酒瓶、酒杯;表面平整度:适合于瓶身纵轴截面为相互平行并垂直于底部水平面的酒瓶、酒杯,不适合于瓶身纵轴截面为椭圆形或其他异形的就酒瓶、酒杯。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文(以下标准以最新版本为准)。
GB/T 24694 玻璃容器白酒瓶;GB/T 4545 玻璃瓶罐内应力检验方法;GB/T 6552 玻璃瓶罐抗机械冲击试验方法;GB/T 4547 玻璃容器抗热震性和热震耐久性实验方法; GB/T 4548 玻璃容器内表面耐水侵蚀性能测试方法及分级; GB 19778 包装玻璃容器铅、镉、砷、锑溶出允许限量; 3.1 玻璃瓶质量标准3.1.1 材质尺寸应符合下表要求项目指标不合格限材质尺寸材质尺寸符合设计图纸要求,以样为准 0% 3.1.2 卫生指标铅、镉、砷、锑的溶出允许限量满足GB 19778的有关规定。
3.1.3 理化性能应符合下表规定项目指标不合格限抗热震性耐急冷温差42?无爆裂耐水性应符合GB/T 4548中HC3的要求0% 内应力真实应力小于等于4级抗冲击/J 应符合GB/T 6552 中的方法试验,?0.6J3.1.4 海王酒、鹿龟酒等中高档系列产品玻璃瓶外观质量应符合下表规定项目指标规定不合格限内棱应光滑圆角,封合面上不允许有影响密封性的皱褶及破裂现象;口部缺陷 1% 螺纹线皱褶长度不长于1cm口部尖刺不允许有单边口模合缝线凸出量不大于0.12mm模缝线单边凸出量不大于0.2mm 1%尖锐刺手的不允许有大于3mm(圆形)或4mm(长不允许有形);破气泡和表面气泡; 不允许有泡点 2% 直径在?1mm以下,能目测; 每平方厘米不多于6个圆形直径0.3,3mm,能目测; 不多于3个表面平整,无明显凹凸不平现象。
玻璃瓶检验标准

玻璃瓶检验标准1 范围本标准规定了白酒玻璃瓶的技术要求、试验方法、标志、包装和贮存。
2瓶口封合面上由于部分倾斜或波形而形成的垂直高度偏差,变形等。
3要求理化性能:参照国家标准执行规格尺寸容量:与产品图纸相符。
重量:与产品图纸相符。
瓶身外径:与产品图纸相符。
瓶高:与产品图纸相符。
瓶口螺纹外径:与产品图纸相符。
瓶口外径:与产品图纸相符。
瓶身圆椭圆度:瓶身直径最大值与最小值之差不大于3mm 瓶身厚度:应不小于1.4mm。
同一瓶底厚薄比:应不大于2:1 瓶口平行度:应不大于0.6mm 垂直轴偏差:应不大于2.2mm 瓶口平面度应不大于0.3mm,4 外观瓶口缺陷瓶口不许有尖刺、封合面上不许有影响密封性的缺陷。
瓶颈狭窄不许有。
裂纹不许有。
5 气泡破气泡和表面气泡不许有。
直径大于3mm的气泡不许有。
直径为1mm~3mm的气泡不多于3个。
1mm以下能目测的每平方厘米不多于5个。
6 结石直径大于1mm的结石不许有。
直径等于或小于1mm的结石不多于2个。
(结石周围无裂纹,直径≤0.5mm,允许1个;)封合面上不许有。
模缝线尖锐刺手不许有。
瓶口和初型模缝线凸出量大于0.3mm的不许有。
成型模缝线凸出量大于0.5mm的不许有。
内壁陷内壁粘料、玻璃搭丝不许有。
瓶身非贴标区明显的剪刀痕或剪刀花不许有。
(剪刀疤非密封性轻微允许1条。
)黑点:肉眼可辨的,清洗不掉的、影响内容物的不许有。
清洁度瓶身清洗不掉的水印、油光、斑痕、粉尘不许有。
7.外观检查a) 瓶壁厚度≥ 1.4 mmb) 瓶底中心厚度≥2.5mmc) 不允许存在明显的和影响使用的不透明砂粒、结石、气泡及合缝线d) 瓶口封合面平滑,不允许存在影响密封性的疵点e) 瓶口螺纹线上不允许存在气泡、沙粒、结石及明显合缝线,合缝线凸出量≤0.2mm ,手摸后无粗糙感。
f) 瓶体形状饱满,无变形g) 瓶身内外表面平整,无波纹、明显皱纹、明显絮状花纹及剪刀疤8称重看空瓶是否在要求的重量的正常范围之内。
24694-2021玻璃容器 白酒瓶质量要求
Ⅰ
6.5
瓶口、裂纹、内壁缺陷
S-4
2.5
6.3 每批检验以上各个项目均应全部符合本文件,判定该批为符合本文件。如有不合格项目,应由负 责部门分析具体不合格情况后作出该批报废或重新抽样复验的决定,重新提交检验的产品若仍不合格 的,判定该批为不符合本标准。
7 标志、包装、运输和贮存
7.1 标志
每件产品应标明生产厂商标或标志。
S-3
接收质量限(AQL)
0.65 1.5 1.5 按GB/T 4548规定
5
GB/T XXXXX—XXXX
表 6(续)
瓶底厚度及厚薄比
S-1
6.5
瓶口尺寸、容量
S-4
2.5
瓶身厚度及瓶壁厚薄
规格尺寸
S-4
2.5
比、瓶高、垂直轴偏差
主体直径、瓶口不平行
S-4
4.0
度
表面质量、色泽
Ⅰ
6.5
外观质量 气泡、结石、合缝线
GB/T XXXXX—XXXX
玻璃容器 白酒瓶质量要求
1 范围
本文件规定了白酒玻璃瓶的要求、试验方法、检验规则、标志、包装、运输和贮存等质量要求。 本文件适用于盛装白酒的玻璃酒瓶。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件, 仅注日期对应版本适用于本文件;不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
6 检验规则
6.1 产品交接验收应按 GB/T 2828.1 规定的二次抽样方案进行,需要时也可由供需双方另行协定。
6.2 产品验收以每百单位产品不合格品数表示,提交验收批产品的检查水平(IL)、接收质量限(AQL) 应符合表 6 的规定。
玻璃酒瓶质量标准
1、白酒玻璃酒瓶分为高白、晶白、普白还有乳白瓶和彩色玻璃酒瓶,烤花玻璃酒瓶蒙砂玻璃酒瓶等,什么样的酒选用什么样的瓶,比如茅台多用乳白酒瓶为主,白酒用透明玻璃酒瓶。
2、质量包管系统。
对玻璃酒瓶厂进行审计己成为选购白酒玻璃酒瓶必不成少的主要环节。
经过审计,可对出产厂的软、硬件设备,技能设备、质量综合程度作出具体准确评价。
酒瓶质检人员酒瓶模具都是必不可少的,质量首先是看酒瓶合封线,就是模具包合的部分,老模具一般双合封线这样就需要模具下机检修,对于喷色酒瓶就需要玻璃酒瓶的外表光洁度,酒瓶外表光滑直接影响喷色酒瓶的好坏。
3、瓶体与盖的密封性。
这就要看瓶盖垫片的功绩了,瓶盖垫片在酒瓶盖和玻璃酒瓶之间,首要起到密封的效果。
另外经过工具测量严格的酒瓶,一般都不会出现漏酒,渗酒,所以厂里有好的质检人员是企业不可缺少的!
4、白酒玻璃酒瓶质量规范。
质量是企业立足之本,所以好的酒瓶直接影响企业的发展。
客户的口碑,满意度也是对企业的认可。
好的玻璃酒瓶厂首先要看他们的合作商,酒瓶生产线生产能力用户的口碑。
质量差的酒瓶破损大,瓶壁不均匀,酒瓶机器吹的时候不
美观。
特别是酒瓶口台,配上盖子后缝隙大,酒瓶台吹不起来,直接影响白酒玻璃酒瓶的美观。
所以选择质量可靠的玻璃酒瓶厂,这样才可以让您的酒水升值百倍!。
玻璃瓶质量验收标准
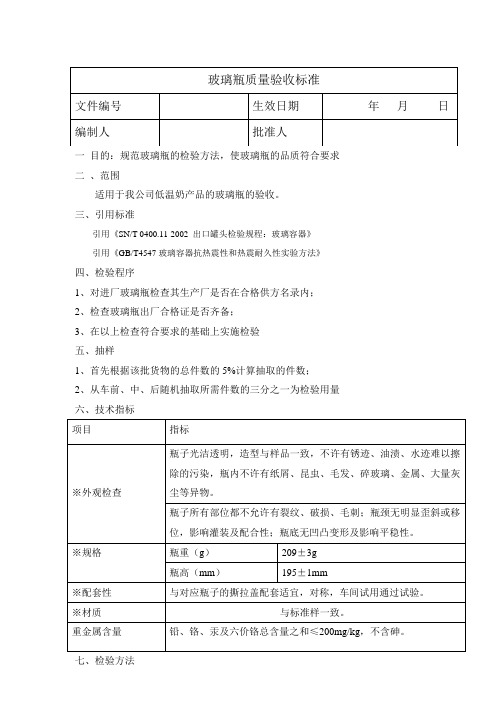
一目的:规范玻璃瓶的检验方法,使玻璃瓶的品质符合要求二、范围适用于我公司低温奶产品的玻璃瓶的验收。
三、引用标准引用《SN/T 0400.11-2002 出口罐头检验规程:玻璃容器》引用《GB/T4547玻璃容器抗热震性和热震耐久性实验方法》四、检验程序1、对进厂玻璃瓶检查其生产厂是否在合格供方名录内;2、检查玻璃瓶出厂合格证是否齐备;3、在以上检查符合要求的基础上实施检验五、抽样1、首先根据该批货物的总件数的5%计算抽取的件数;2、从车前、中、后随机抽取所需件数的三分之一为检验用量六、技术指标七、检验方法7.1外观检验:自然光线下直接观察瓶子应光洁透明,造型与样品一致,不许有锈迹、油渍、水迹难以擦除的污染,瓶内不许有纸屑、昆虫、毛发、碎玻璃、金属、大量灰尘等异物。
7.2,规格检验7.2.1瓶重:在随机抽取的样品中取10个样品瓶,用精度为0.01g的感量天平称量,取平均值报结果.7.2.2瓶高:用最小刻度值为0.01mm的游标卡尺测量。
7.3 配套性检验.:取样品瓶20个,送与车间进行配套试用实验,应与瓶子的撕拉盖配套适宜,对称,车间试用通过试验。
7.4材质:与标准样一致7.5重金属含量:每批验证厂家报告,每年提供一次第三方的检测报告7.6带“※”项目为入厂必检项目,检验结果如有一项指标不符合本标准要求,应重新加倍在包装单元中采取有代表性的样品进行复检,复检结果中仍有一项指标不符合本标准要求,则判该批产品为不合格品。
八、包装、运输、储存8.1供应商提供的玻璃瓶应由生产企业的质量监督检验部门进行检验,每单个包装应附:检测报告,注明生产厂家、产品名称、商标、规格数量、质量等级、生产日期、出厂日期、检验包装者姓名或代号。
外包装上应有“玻璃制品,小心轻放”字样。
8.2运输要防止剧烈震动,装卸时要轻拿轻放,运输工具应有防雨、雪用具。
8.4储存场地应通风清洁、干燥、不得露天。
[重点]玻璃瓶质量标准及检验方法
![[重点]玻璃瓶质量标准及检验方法](https://img.taocdn.com/s3/m/d1fa0b7543323968011c9254.png)
[重点]玻璃瓶质量标准及检验方法包装物质量标准——玻璃瓶罐1 范围本标准规定了各种玻璃瓶罐的技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于我厂的玻璃酒瓶与玻璃酒杯的检验。
下列单项项目范围:圆度:适合于瓶身横截面为圆形的酒瓶、酒杯;表面平整度:适合于瓶身纵轴截面为相互平行并垂直于底部水平面的酒瓶、酒杯,不适合于瓶身纵轴截面为椭圆形或其他异形的就酒瓶、酒杯。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文(以下标准以最新版本为准)。
GB/T 24694 玻璃容器白酒瓶;GB/T 4545 玻璃瓶罐内应力检验方法;GB/T 6552 玻璃瓶罐抗机械冲击试验方法;GB/T 4547 玻璃容器抗热震性和热震耐久性实验方法; GB/T 4548 玻璃容器内表面耐水侵蚀性能测试方法及分级; GB 19778 包装玻璃容器铅、镉、砷、锑溶出允许限量; 3.1 玻璃瓶质量标准3.1.1 材质尺寸应符合下表要求项目指标不合格限材质尺寸材质尺寸符合设计图纸要求,以样为准 0% 3.1.2 卫生指标铅、镉、砷、锑的溶出允许限量满足GB 19778的有关规定。
3.1.3 理化性能应符合下表规定项目指标不合格限抗热震性耐急冷温差42?无爆裂耐水性应符合GB/T 4548中HC3的要求0% 内应力真实应力小于等于4级抗冲击/J 应符合GB/T 6552 中的方法试验,?0.6J3.1.4 海王酒、鹿龟酒等中高档系列产品玻璃瓶外观质量应符合下表规定项目指标规定不合格限内棱应光滑圆角,封合面上不允许有影响密封性的皱褶及破裂现象;口部缺陷 1% 螺纹线皱褶长度不长于1cm口部尖刺不允许有单边口模合缝线凸出量不大于0.12mm模缝线单边凸出量不大于0.2mm 1%尖锐刺手的不允许有大于3mm(圆形)或4mm(长不允许有形);破气泡和表面气泡; 不允许有泡点 2% 直径在?1mm以下,能目测; 每平方厘米不多于6个圆形直径0.3,3mm,能目测; 不多于3个表面平整,无明显凹凸不平现象。
玻璃瓶验收要求

1.0原料名称包装用玻璃瓶。
2.0原料接收要求2.2尺寸要求2.2.1沙司瓶320g3.0缺陷分类可接受率3.1判定与处置3.1.1缺陷计数缺陷按照性质分为严重缺陷和主要缺陷,缺陷按瓶(只)计数,每一瓶(只)的缺陷只计一个最严重的缺陷。
3.1.2严重缺陷按照表1、表2检验的样本中,只要发现有一个严重缺陷在,及判定检验批为不合格。
3.1.3主要缺陷按照表1、表2检验的样本中,有主要缺陷引起的不合格瓶数等于或小于对应的合格判定数时,即判定为合格;如果不合格瓶数等于或大于对应的不合格判定数时,即判定为不合格。
4.0抽查检验方法和比例4.1玻璃瓶外观检验抽样方案表1 正常检查一次抽样方案(1L=S-4和AQL=2.5)4.2玻璃瓶尺寸检验抽样方案表2 正常检查一次抽样方案(1L=S-2和AQL=2.5)5.0原料收货温度常温6.0查验产品出厂检验合格证明6.1出厂检验报告每批随货提供产品出厂检验报告,否则拒收6.2官方或者第三方型式检验报告每年提供不得少于一次,同时型式检验内容包括如下:7.0产品包装材料必须符合相关的国家卫生标准和卫生管理办法的规定(应有卫生机构的检测报告)。
8.0产品必须符合其它中国现行食品卫生法律法规和标准9.0政府对产品的许可该产品必须在供应商有效的《营业执照》等相关资质证件的许可范围内。
10.0运输要求运输产品时必须使用厢式货车,应完全避免日晒、雨淋。
不得与有毒、有害、有异味或影响产品质量的品混装运输。
并有相应措施防止运输途中玻璃瓶、易碎品的破碎危害。
11.0附件参考文件(按实际参考的标准列举)。
玻璃瓶子标准
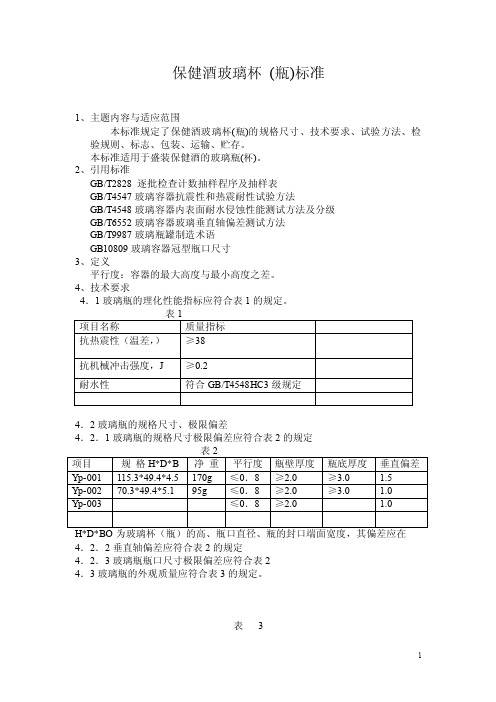
保健酒玻璃杯(瓶)标准1、主题内容与适应范围本标准规定了保健酒玻璃杯(瓶)的规格尺寸、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于盛装保健酒的玻璃瓶(杯)。
2、引用标准GB/T2828 逐批检查计数抽样程序及抽样表GB/T4547玻璃容器抗震性和热震耐性试验方法GB/T4548玻璃容器内表面耐水侵蚀性能测试方法及分级GB/T6552玻璃容器玻璃垂直轴偏差测试方法GB/T9987玻璃瓶罐制造术语GB10809玻璃容器冠型瓶口尺寸3、定义平行度:容器的最大高度与最小高度之差。
4、技术要求4.1玻璃瓶的理化性能指标应符合表1的规定。
4.2玻璃瓶的规格尺寸、极限偏差4.2.1玻璃瓶的规格尺寸极限偏差应符合表2的规定4.2.2垂直轴偏差应符合表2的规定4.2.3玻璃瓶瓶口尺寸极限偏差应符合表24.3玻璃瓶的外观质量应符合表3的规定。
表 35、试验方法5.1理化性能5.1.1抗热震性按GB/T4547中通过性试验的规定进行。
5.1.4抗机械冲击强度按GB/T6552规定的进行。
5.1.5耐水性按GB/T4548的方法进行。
5.2规格尺寸5.2.1容量用感量为1g的衡器称取空瓶,再灌以室温的水称重,两次质量之差换算成毫升数表示(以1g质量的水近似于1ML计算)。
5.2.2瓶高、瓶口宽度、瓶口封口宽度。
用高度游卡尺规测量。
5.2.3垂直轴偏差按GB/T8452的规定进行。
5.2.4瓶净重。
用精确度0.1g天平称量瓶重。
5.2.5瓶瓶厚薄比用测厚仪或游标尺测量。
5.2.6瓶底厚薄比用测厚仪或游标尺测量。
5.2.7平行度用高度游标尺测量瓶口的最高点和最低点之差。
5.2.8瓶口尺寸用专用通过式量规或游标尺测量5.3外观质量用目测为主,必要时辅以尺或放大镜。
6、检验规则6.1产品的交收试验应根据本标准规定的质量指标按GB/T2828中的二次抽样方案进行。
产品验收以每百单位合格品数表示。
也可按双方签定的合同及协议约定的进行验收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
—
玻璃酒瓶验收标准
1 目的
为严格控制玻璃酒瓶入库质量,以保证玻璃酒瓶符合我公司设计要求,能够投入生产,特制订本标准。
2 适用范围
本标准适用于所有进厂玻璃酒瓶的验收
3验收流程
技术中心根据生产部门提出的产品要求,上报给供应处定制样品,如果样品符合要求,供应处进行采购工作,样品由技术中心、供应商、供应处共同封存,以后每批次新进厂玻璃酒瓶根据封存样品验收。
4 工作程序
!
操作工具:工具刀,手套,铁架,长尺,量筒,天平
抽样方法
接报检通知后,及时到卸货处抽样
酒瓶样本的抽取,应在堆码酒瓶的堆中采用前、后、左、右、及上面随机抽取的方法,若在汽车下瓶时抽取样本,则按汽车前、中、后随机抽取。
酒瓶抽样判定
5 检验方法
…
热稳定性,化学稳定性,内压力及瓶内铅、镉、砷、锑溶出允许量由供应商不定期提供检验报告
酒瓶的高度、酒瓶的瓶口、瓶身椭圆度、厚薄度用精度为的游标卡尺测定及用测高仪进行测量,本项操作在未配备相关容器时,由供应商进行测量。
满口容量用量筒测定
酒瓶料重用天平测定
瓶身倾斜与垂直偏差用铁架与直尺测定
气泡、不透明沙粒、缝合线、皱褶纹、原始伤痕、用目测辅以直角尺或游标卡尺测定
色泽、炸裂纹、斑点、光洁度、畸形、摩擦痕、卫生要求用目测或用手触摸的方法测定
6 技术要求
;
外观质量
应符合下表的规定
理化要求
热稳定性≥35℃
抗冲击≥
内应力≤4级
内压力≥5kg/cm2
·
玻璃瓶的铅、镉、砷、锑溶出允许限量必须符合GB19778的规定。
色泽
晶白料玻璃瓶为晶莹透明,其他透明瓶为无色或实物样规定色泽
乳白玻璃酒瓶呈纯正的乳白色。
明显可见的乳白泛青或泛绿的不允许有。
酒瓶浅表面明显可见的呈云朵状、鱼鳞状、黑点、白点、白条及其他不规则状的不允许有。
蒙砂玻璃酒瓶呈不透明浅灰白色。
同一个酒瓶的色泽应当一致
同批酒瓶之间色泽应当一致,不允许有色差;批与批之间允许有色差,但不允许有明显色差。
烤标
>
瓶体烤标符合打样样品的要求,图案完整,文字、标志、图案正确无误。
版位准确,偏版≤3mm;规格尺寸符合图纸规定要求。
文字、线条清晰美观,边沿光洁,字体无变形、残缺、褶皱、断线、倾斜等。
颜色符合打样样品的要求。
同批酒瓶烤标之间色泽应当一致,不允许有明显色差。
蒙砂
瓶体蒙砂均匀,厚薄程度一致,无明显的漏蒙、透光等现象。
蒙砂厚薄明显不一致的不允许有。
斑点及杂质
…
瓶身的所有位置肉眼可见的杂质、黑色斑点、白色斑点等不允许有。
瓶身倾斜与垂直偏差≤2mm
瓶口及瓶颈
瓶口及瓶颈的规格尺寸按设计图纸要求执行。
内棱应呈光滑圆角,口部尖刺、高出口平面的立棱不允许有。
瓶口内壁光滑、凹凸、锥形的不允许有。
封锁环规则、完整,影响密封性的缺陷不允许有。
瓶高
)
酒瓶高度按设计图纸要求执行,允许偏差≤3mm
瓶底
瓶底平面部分应平整,原则上要有防滑齿,酒瓶置于平面上无明显晃动。
瓶底剪刀痕不是缺陷。
厚薄度
瓶体厚薄均匀,瓶身厚≥,瓶底厚≥,对于特殊瓶体,厚薄度由供需双方协定。
折光(水波纹)
目测无明显的折光现象。
畸形
瓶体端正,直观无倾斜,无其他明显影响瓶体的缺陷。
标框
标框的尺寸按设计图纸要求执行,允许偏差≤。
人工贴标的标框内上下幅度应呈一直线。
满口容量
500ml的玻璃瓶一般要求530±ml,具体情况按瓶体设计图纸规定执行。
卫生要求
瓶体内、外清洁,无污染、无水碱、无尘垢、无霉斑,无虫茧虫便等,使用时易于清洗。
7 检验结果判定
根据抽样检验的结果,当抽样中发现不合格数小于或等于合格数时,则判定该批合格,技术中心出具《检验入库单》;当样本中发现不合格数大于或等于不合格判定数时,则判定该批不合格,由技术中心开出《不合格处置单》。
凡属轻度缺陷,但不影响产品安全、产品形象和使用功能等,经技术中心、供应处及供应商,实行降价处理或挑选使用。
凡属严重缺陷的,由技术中心及时通报供应处,并做退货处理,必要时需会同供应商进行销
毁。
由技术中心、供应商、供应处共同封存的实物样品,它既是供需双方对玻璃酒瓶质量的认同,也是供方对质量的承诺和需方对质量的真实要求,同时也是本标准中各项技术要求的具体体现。
因此,封存样品与验收的批量大样明显不符时,则可直接判定该批玻璃酒瓶为不合格。
8 标志、包装、运输、贮存
标志:每件产品的底部都要标明生产厂标志及模具编号。
包装:在订货合同中规定,可用袋、箱、托排等容器包装。
包装上应注明生产厂名称、产品名称、规格、数量、生产日期、合格证、检验员代号以及“玻璃容器”、“小心轻放”等字样标识。
运输:运输过程中严防剧烈震动;装卸时必须轻拿轻放,严禁重压、扔、砸、踩踏等。
贮存:宜存放在清洁、卫生、空气流通的库房中,防虫防鼠,防止堆码倾倒。