金属表面喷涂处理工艺【详解】
金属件喷漆工艺流程
金属件喷漆工艺流程
《金属件喷漆工艺流程》
金属件喷漆是一种常见的表面处理工艺,旨在提高金属件的外观质量和耐磨性。
下面我们来了解一下金属件喷漆工艺的流程。
1. 表面处理
首先,金属件需要进行表面处理,以确保喷漆的附着力。
通常表面处理包括去除表面油污和锈蚀,然后进行砂磨和打磨,最后进行清洗和干燥,使得金属表面变得光滑和干净。
2. 喷涂底漆
接下来进行底漆的喷涂。
底漆的作用是增强金属件的附着力和耐腐蚀性能,同时也可以填充表面细微的瑕疵。
喷涂底漆需要确保均匀涂覆,并在喷涂后进行适当的干燥和固化处理。
3. 喷涂面漆
经过底漆喷涂和干燥后,金属件需要进行面漆的喷涂。
面漆的选择一般由设计要求和环境条件来决定。
喷涂面漆同样需要均匀涂覆,然后进行干燥和固化处理。
4. 表面处理
最后,金属件的表面需要进行涂层的处理,以提高其光泽和耐磨性。
表面处理可以选择清漆、亮光漆或者哑光漆等。
通过以上工艺流程,金属件的表面将得到高质量的喷涂涂层,从而提高了其外观和耐久性。
同时,为了保证喷漆工艺的质量
稳定,厂家还应当建立健全的品质保证体系,配备先进的喷涂设备和技术人员,以确保金属件喷漆工艺的高效、稳定和可靠性。
金属表面涂装工艺流程与解析
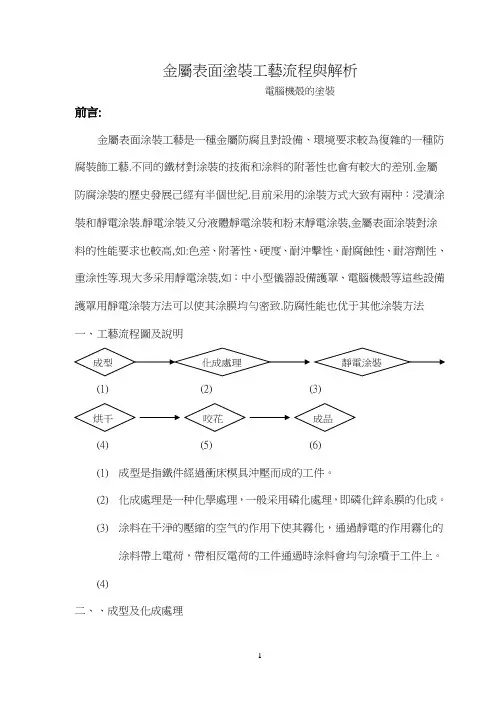
金屬表面塗裝工藝流程與解析電腦機殼的塗裝前言:金屬表面涂裝工藝是一種金屬防腐且對設備、環境要求較為復雜的一種防腐裝飾工藝.不同的鐵材對涂裝的技術和涂料的附著性也會有較大的差別.金屬防腐涂裝的歷史發展己經有半個世紀.目前采用的涂裝方式大致有兩种:浸漬涂裝和靜電涂裝.靜電涂裝又分液體靜電涂裝和粉末靜電涂裝,金屬表面涂裝對涂料的性能要求也較高,如:色差、附著性、硬度、耐沖擊性、耐腐蝕性、耐溶劑性、重涂性等.現大多采用靜電涂裝,如:中小型儀器設備護罩、電腦機殼等這些設備護罩用靜電涂裝方法可以使其涂膜均勻密致.防腐性能也优于其他涂裝方法一、 工藝流程圖及說明(1) (2) (3)(4) (5) (6)(1) 成型是指鐵件經過衝床模具沖壓而成的工件。
(2) 化成處理是一种化學處理,一般采用磷化處理,即磷化鋅系膜的化成。
(3) 涂料在干淨的壓縮的空气的作用下使其霧化,通過靜電的作用霧化的涂料帶上電荷,帶相反電荷的工件通過時涂料會均勻涂噴于工件上。
(4)二、 、成型及化成處理塗裝前品檢的好壞對外觀有一定程度的影響.工件的成型常常會出現括傷、壓傷、凹痕、變形等不良現象.有些傷痕雖然從外觀上表現不明顯,但經過烤漆之後缺陷會明顯地顯現出來.所以塗裝對工件的要求相當嚴格.如對平面的要求達到0.002的平整度,刮傷的深度不得超過0.15mm,凹痕的面積不得超過0.1mm2,當然具體的標準根據客戶要求而定.塗裝前對工件最好作化成處理也是很有必要的工序,因為工件表面的不潔會大大降低塗料的附著性,油污是塗料塗裝的一大忌.三、塗裝(靜電涂裝)電腦機殼的塗裝,隨著各種電腦附件的產生,網絡的發展應運而生.為保證機器設備的使用壽命,防腐塗裝更顯其重要性.根據不同的使用條件塗裝的方法也不盡相同.目前大多采用靜電塗裝,靜電塗裝可以隨著使用條件的不同而達到不同的膜厚,而且噴塗均勻密致,其原理是:塗料在壓縮的乾淨的空氣作用下,使其霧化,再通過靜電的作用使霧化塗料帶上電荷,當帶有相反電荷的鐵件通過時,塗料會均勻地噴塗在鐵件上.當然,塗裝時對涂料性能也會有較高的要求,如:色差、膜厚、硬度、附著性等性能,這些都屬於塗料的基本性質,所以塗料噴電腦機殼又分底漆和面漆的塗裝.1. 底漆一般底漆中含有較多顏料,填料其作用是:(1) 使漆膜表面毛糙,增加與中間層或面漆的層間密合.(2) 使底漆的收縮率降低.因為乾燥成膜過程中,溶劑揮發及樹脂交聯固化均產生體積收縮而降低附著力,加入顏料後因顏料並不收縮,整個漆膜的收縮率變小以保持底漆的附著力.(3) 顏料顆粒能屏敝,減少水、氧、離子的透過.底漆粘對涂噴效果及色差的影響(見下表):2. 面漆其主要作用是:(1) 遮蔽日光紫外線對塗層的破壞,面漆中含有鋁粉,云母氧化硅等阻隔陽光的顏料以延長塗層的壽命.(2) 裝飾美觀(3) 某些耐化學品涂料(如過氣乙烯漆)在最後一道面漆往往是不含顏料的清漆以獲得致密的屏蔽膜.面漆黏度對涂噴效果及色差的影響(見下表):塗裝時應注意以下幾個問題:底漆與面漆不能顛倒使用,否則塗料的附著性會大大降低而且沒有光澤,顯得毛糙,耐腐蝕性也大大的減弱.底漆与面漆對調使用的耐腐蝕性試驗(鹽霧試驗[NaOH 5%]比較如下表:(2) 油漆的調配很大程度影響塗噴效果,一定要配比好油漆的粘度(用4#-粘度杯),否則粘度的大小會造成流漆,凝漆等現象影響了後工程作業.(3) 油漆調配時要保持在無塵狀態下作業以免灰塵寑入,當然有的油漆也會含有一些雜質,這時需過濾油漆來減少塗噴帶來的凝漆,雜質對等不良因.(5)在涂噴涂料時要不斷攪拌涂料以免沉淀帶來凝漆。
金属喷涂工艺技术
金属喷涂工艺技术金属喷涂工艺技术是一种常见的表面处理技术,通过喷涂金属涂料在金属制品表面形成一层保护膜,提高金属制品的抗氧化、耐腐蚀和耐磨损性能。
下面将介绍金属喷涂工艺技术的主要步骤和优势。
首先,金属喷涂工艺技术的主要步骤包括表面准备、涂料选择、喷涂操作和烘干固化。
表面准备是金属喷涂工艺中非常关键的一步,它通过除锈、打磨、清洗等工艺来清除金属表面的油污、锈蚀等杂质,保证喷涂涂料能够充分附着在金属表面。
涂料选择是根据金属制品的使用环境和要求来选取合适的涂料,例如环氧树脂涂料、聚脲涂料等。
喷涂操作是将选取的涂料喷涂在金属制品表面,通常采用喷枪喷涂或喷绘技术。
烘干固化是将喷涂的金属制品置于高温烘箱中加热,使涂料迅速固化和附着在金属表面。
金属喷涂工艺技术的优势主要体现在以下几个方面。
首先,金属喷涂工艺可以对金属表面进行修复和保护,增加金属制品的使用寿命。
例如,对于生锈的金属制品,通过喷涂防锈涂料可以有效阻止金属继续生锈,延长金属制品的使用寿命。
其次,金属喷涂工艺可以改善金属制品的外观,使其具有更好的装饰效果。
喷涂涂料在金属表面形成一层均匀、光滑、美观的膜,可以改变金属表面的颜色和质感,提高金属制品的美观度。
此外,金属喷涂工艺可以提高金属制品的耐腐蚀性能。
喷涂的涂料形成一层密封的保护膜,能够隔绝金属表面与外界环境的接触,防止金属受到腐蚀。
最后,金属喷涂工艺具有比较灵活的操作性和适应性。
喷涂涂料种类繁多,可以根据不同金属制品的要求选择合适的涂料,也可以根据需要调整喷涂的厚度和颜色。
综上所述,金属喷涂工艺技术是一种常见的表面处理技术,通过喷涂金属涂料在金属制品表面形成一层保护膜,提高金属制品的抗氧化、耐腐蚀和耐磨损性能。
金属喷涂工艺技术的主要步骤包括表面准备、涂料选择、喷涂操作和烘干固化。
金属喷涂工艺技术具有修复和保护金属、改善外观、提高耐腐蚀性能以及灵活的操作性和适应性等优势。
金属表面涂料除锈及喷涂施工工艺
金属表面涂料除锈及喷涂施工工艺概述金属表面涂料除锈及喷涂施工工艺是一种常用的方法,用于保护金属表面免受腐蚀和磨损。
通过除去锈蚀和污垢,并在金属表面涂上特殊的涂料,可以延长金属制品的使用寿命和美观度。
本文将介绍金属表面涂料除锈及喷涂施工工艺的步骤和要点。
步骤一:除锈准备在进行喷涂施工之前,首先需要将金属表面上的锈蚀物和污垢彻底清除掉。
这可以通过以下步骤完成:1. 用金属刷或钢丝刷清除可见的锈和污垢。
2. 使用砂纸或磨石对金属表面进行打磨,以去除难以清除的锈迹和污垢。
3. 清洁金属表面以去除任何残留的污垢和油脂。
步骤二:涂料选择选择合适的涂料非常重要,它应根据金属类型和使用环境来确定。
在选择涂料时,请考虑以下几个方面:1. 涂料的种类和特性:根据需要选择耐热、耐腐蚀或其他特殊要求的涂料。
2. 颜色和光泽:根据需要选择合适的颜色和光泽度。
3. 品牌和质量:选择知名品牌和高质量的涂料,以确保使用效果和持久性。
步骤三:涂料施工1. 在施工之前,仔细阅读涂料的使用手册,并按照指示进行操作。
2. 使用适当的喷涂工具,如喷枪或刷子,将涂料均匀地施加到金属表面上。
3. 注意涂料的干燥时间和层间间隔时间,确保施工过程中的稳定性和均匀度。
4. 如果需要多层涂料,请在上一层涂料干燥后进行下一层的施工。
步骤四:保养和维护一旦施工完成,定期维护和保养金属表面涂层是非常重要的。
以下是一些建议:1. 定期清洁金属表面,以去除灰尘和污垢。
2. 定期检查涂层是否有磨损或损坏,如有必要,进行修复或重新涂装。
3. 避免金属表面长时间暴露在恶劣环境中,如潮湿、强酸、强碱等。
结论金属表面涂料除锈及喷涂施工工艺是一项重要的技术,可以改善金属制品的外观和耐用性。
通过正确的除锈和喷涂施工工艺,我们可以提高金属制品的使用寿命,并使其更具有装饰性。
然而,请注意选择合适的涂料和定期维护,以确保涂层的持久性和效果。
金属表面涂料施工工艺及技术措施
金属表面涂料施工工艺及技术措施概述金属表面涂料施工是一种保护金属材料并延长其使用寿命的重要工艺。
本文将讨论金属表面涂料施工的工艺及技术措施。
工艺步骤1.表面处理:在涂料施工之前,金属表面需要进行充分的清洁和处理。
这包括去除油脂、锈蚀和其他污染物。
可以采用物理方法如喷砂或化学方法如镀锌来清洁表面。
2.底漆涂布:在表面处理完成后,应用底漆来增强金属表面的附着力。
底漆可以填平表面的不平坦部分并提供更好的涂料附着性能。
3.中间涂层:在底漆涂布干燥后,涂布中间涂层以增强涂料系统的耐久性和保护性。
中间涂层可以提供额外的抗腐蚀和耐候性能。
4.最终涂布:在中间涂层干燥后,应用最终涂料以提供所需的外观和保护。
最终涂料可能是清漆、颜料或其他特殊涂料,根据具体应用需求选择。
技术措施1.选择合适的涂料:根据金属材料的类型和使用环境,选择适合的涂料。
考虑到金属表面的性质和暴露条件,选择具有良好抗腐蚀性和耐候性的涂料。
2.正确的涂布方法:采用适当的涂布技术和设备,确保涂料均匀覆盖金属表面。
遵循涂料供应商提供的涂布指南,包括适用的涂布厚度和干燥时间。
3.控制环境条件:在涂料施工期间,控制环境条件以确保涂料的质量和效果。
温度、湿度和风速等因素对涂料的干燥和附着性能有重要影响。
4.定期检查和维护:施工完成后,进行定期的检查和维护以确保涂层的完整性和性能。
修复任何被损坏或有腐蚀迹象的涂层,以防止进一步损坏金属表面。
结论金属表面涂料施工是一项关键的技术,可以为金属提供保护和装饰。
通过正确的工艺步骤和技术措施,可以获得高质量的涂层,并延长金属材料的使用寿命。
金属油漆喷涂工艺流程
金属油漆喷涂工艺流程
《金属油漆喷涂工艺流程》
金属油漆喷涂是一种常见的工业表面处理方法,可以提高金属制品的防腐性能和美观度。
下面是金属油漆喷涂的工艺流程:
1. 表面处理:首先要对金属制品的表面进行处理,包括去除锈蚀、清洁、打磨等工序,以确保油漆可以牢固地附着在金属表面上。
2. 底漆喷涂:接下来是喷涂底漆,底漆的作用是提供基础保护和增强漆膜附着力。
选择合适的底漆对整个涂装效果有很大影响。
3. 干燥处理:底漆喷涂完毕后,需要对其进行干燥处理,通常采用加热或自然晾干的方法,确保底漆可以牢固地附着在金属表面上。
4. 过滤处理:在进行面漆喷涂之前,要对油漆进行过滤处理,以去除其中的杂质,确保喷涂效果不受影响。
5. 面漆喷涂:最后一步是喷涂面漆,选择合适的面漆不仅可以提高金属制品的外观质量,还可以提高其耐腐蚀性能。
以上就是金属油漆喷涂的工艺流程。
通过这些步骤的精心设计和实施,可以确保金属制品获得优质的表面涂装效果,延长其使用寿命,提高其美观度。
金属表面油漆涂饰施工方案及工艺方法
金属表面油漆涂饰施工方案及工艺方法
1. 准备工作
在开始施工前,需要进行以下准备工作:
1.1 清洁金属表面
使用清洁剂和水擦拭金属表面,确保表面干净无尘。
1.2 去除旧油漆
如金属表面已有旧油漆,需要使用适当的工具去除旧油漆,以确保新涂层附着力良好。
1.3 修复损坏部位
对于有损坏的金属表面,应进行修复工作。
使用合适的修补材料填充缺陷,并磨光以获得平滑表面。
1.4 遮盖保护
对于不需要涂饰的部位,应使用遮盖材料进行保护,以防止涂料污染。
2. 施工步骤
2.1 底漆涂刷
首先,涂刷一层底漆在金属表面上。
底漆能够提供附着力和耐久性,并提高涂层质量。
2.2 砂纸磨光
待底漆干燥后,使用砂纸对表面进行磨光,以提供涂层之间的粘附力。
2.3 中间漆涂刷
在底漆干燥后,涂刷一层中间漆。
中间漆能够提供颜色和光泽度,并增强涂层的外观。
2.4 面漆涂刷
最后,涂刷一层面漆在金属表面上。
面漆能够提供保护和防腐功能,并使金属表面更加耐用。
3. 注意事项
在进行金属表面油漆涂饰施工时,需要注意以下事项:
- 施工环境应干燥通风,避免灰尘和异物进入涂层。
- 涂刷工具应干净,以免污染涂料。
- 涂刷应均匀连续,避免出现滴块和波纹。
- 涂刷后应保持施工区域干燥,避免外界因素影响涂层质量。
根据以上方案和工艺方法进行金属表面油漆涂饰施工,可获得良好的效果和耐久性。
在施工过程中,请始终自主决策并遵守相关法律规定。
如有任何疑问或需要进一步指导,请随时与我联系。
铝合金喷涂工艺流程【详解】
铝合金表面喷涂技巧及详细工艺流程 :大家都知道铝合金表面附着力较差,直接喷涂油漆是很难和铝材表面有良好的附着力的,即使勉强涂上去,很快就脱落了。
那么怎么来增加附着力呢?那就需要在铝合金底材上做一层底漆来增加漆附着力,然后在喷涂面漆。
主要三个步骤:一、喷涂前的准备和条件:1.天气条件:涂料必须选择在晴好天气的条件下施工,在有雨,雾,雪和较大灰尘的条件下禁止施工,喷涂施工的最佳温度约为25℃,湿度在80%RH以下。
2.底材处理:铝合金底材应进行打磨、氧化等处理。
表面应进行除锈、除油,并保证清洁干燥无污物,把灰尘除净,填平,方可进行油漆喷涂,且喷涂前要保证底材的干燥。
3.喷枪标准:喷涂可选用口径为1.5-2.0mm的喷枪,喷枪压力应调至3-4kg/cm2。
雾幅调为中气压至3-4kg/cm2,尽量喷湿工件表面,均匀喷涂2-3遍。
适当调节油量,油量过小时漆膜表面容易出现颗粒。
4.空压机:施工前,空气压缩机和滤清器应先除水以避免漆膜产生针孔。
二、底漆的喷涂:1.在铝合金表面取得良好的表面处理效果之后,(无油污,无尘,表面有一定粗糙度),可以喷涂铝合金专用的环氧富锌底漆。
该底漆对于铝合金表面具有良好的附着力,特别是双组份的环氧锌黄底漆。
该漆具有环氧漆特有的高附着力,韧性,硬度等均比较优良,并且配套性能好。
2.混合比例:底漆:底漆固化剂:稀释剂=4:1:适量。
混合前先将油漆搅拌5分钟至均匀。
用较精确的电子秤按混合比例称量,保证配比准确。
油漆混合后,用干净的铝条或铁棒搅拌至完全均匀。
施工时注意不要将其它种类的油漆、溶剂等混入,注意保持喷涂环境的清洁.混合后2H内用完,环境温度大于30℃后,混合后可使用时间要缩短。
3.喷涂时为了取得最佳效果,可以分两次喷涂:第一次喷涂——雾喷:1.粘度——14-16秒(20°)2.喷吐量——1/2-2/33.涂装压力——4.0-5.0巴4.喷涂工具的距离——25-30cm5.标准喷福——全开6.喷涂的时候——稍快散而薄地对整体进行雾喷,与下层涂膜初步融合。
金属表面喷涂处理工艺【详解】
金属表面涂装一般分为两部份:一是涂装前金属的表面处理,也叫前处理技术;二是涂装的施工工艺。
表面处理是通过化学反应的方式进行除油、除锈、清洁的过程,表面处理得好与坏直接影响涂装的质量,金属工件的防锈能力和寿命,是一个不可忽视的重要环节。
涂装施工是把油漆喷涂、刷涂、滚涂等方式附着在金属表面的过程,对金属进行保护和装饰。
金属表面涂装工艺如下1.准备工作,准备好要涂装的金属工件,检查其表面是否有毛刺,如有应进行打磨毛刺。
2. 脱脂处理,又称除油,指把润滑油、防锈油、泥土等杂物从金属表面除掉的过程。
一般采用隔油池和除油池。
脱脂的方法有:有机溶剂脱脂、化学脱脂、电化学脱脂。
3. 热水洗,把金属表面的碱性溶液用热水清洗干净。
4. 冷水洗5. 酸洗,又称除锈,利用酸溶液去除金属表面上的氧化皮和锈蚀物的方法称为酸洗。
氧化皮、铁锈等铁的氧化物(Fe3o4,Fe2o3,Feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
酸洗常用的酸为:盐酸、硫酸、硝酸、磷酸、氢氟酸。
在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。
6. 冷水洗7. 中和,如果偏碱性,就用强酸调节pH=7,如果偏酸性就用强碱调节PH=7。
8. 冷水洗9. 磷化处理,磷化工艺过程是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。
10. 冷水洗11. 热水洗12. 干燥13. 喷涂前检查,喷涂前应检查金属工件表面是否有凹凼、批挂,如有应进行补腻子和打磨。
14. 底漆的调配,准备好调缸,底漆先充分搅拌均匀,加入一定数量的底漆到调缸,再按比例加入固化剂搅拌均匀,最后进入稀释剂调整粘度,用180目过滤布过滤,静止10min后即可喷涂。
15. 面漆喷涂前检查,查看底漆是否平整光滑,如果表面粗糙,应用600目的砂纸打磨平整。
16. 面漆的调配,准备好干净的调缸,充分搅拌面漆,加入一定数量的底漆到调缸,再按比例加入固化剂搅拌均匀,最后进入稀释剂调整粘度,用200目过滤布过滤,静止15min后即可喷涂。
金属油漆喷涂工艺流程
金属油漆喷涂工艺流程金属油漆喷涂工艺流程是指利用机械设备和工艺方法将油漆涂覆在金属表面的一种工艺过程。
以下是一种常见的金属油漆喷涂工艺流程:1. 准备工作:首先要准备好所需的设备和材料,包括喷枪、油漆、稀释剂、刷子、面具、防护服等。
同时要将要喷涂的金属表面进行清洁,清除油污、污垢和灰尘。
2. 预处理:对于一些表面有较多污垢或较严重氧化的金属,需要进行预处理。
这一步可以采用机械砂光、酸洗或者脱脂等方法,以保证金属表面的平整度和光洁度。
3. 上底漆:在准备好的喷枪中加入底漆,并根据金属表面的需求进行稀释。
底漆的主要作用是增加与金属表面的粘附力,并保护金属不受氧化和腐蚀。
在喷涂之前,要进行试喷,调整喷涂机的喷枪调节器和压力表,使喷涂压力保持在适当的范围。
4. 上面漆:在底漆完全干燥后,进行上面漆的喷涂。
上面漆要求颜色鲜艳、光泽度高,可以根据需要进行多次喷涂以达到理想效果。
在每次喷涂前要进行充分搅拌,并进行试喷,以保证喷涂质量。
5. 干燥:待漆面干燥后,需要进行干燥处理。
这一步可以通过自然风干或者利用专门的干燥设备进行。
干燥时间根据喷涂的油漆种类和厚度来定,通常需要数小时至数天不等。
期间要注意保持环境干燥、通风良好,以避免气味和污染。
6. 装配:待涂层完全干燥后,进行金属的装配。
在装配过程中要小心操作,以免刮伤、碰损新涂层。
7. 检验:进行涂层的检验。
检查涂层的平整度、附着力、颜色和光泽度等是否符合标准要求。
8. 整理:将使用的喷枪、刷子等工具进行清洗,储存和整理,确保其良好状态以备下次使用。
以上是一种常见的金属油漆喷涂工艺流程。
这个过程中,每一步都需要有经验丰富的操作人员进行操作,并遵守安全操作规程,以保证涂层质量和工作安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属表面喷涂处理工艺
内容来源网络,由深圳机械展收集整理!
金属表面涂装一般分为两部份:一是涂装前金属的表面处理,也叫前处理技术;二是涂装的施工工艺。
表面处理是通过化学反应的方式进行除油、除锈、清洁的过程,表面处理得好与坏直接影响涂装的质量,金属工件的防锈能力和寿命,是一个不可忽视的重要环节。
涂装施工是把油漆喷涂、刷涂、滚涂等方式附着在金属表面的过程,对金属进行保护和装饰。
金属表面涂装工艺如下
1. 准备工作,准备好要涂装的金属工件,检查其表面是否有毛刺,如有应进行打磨毛刺。
2. 脱脂处理,又称除油,指把润滑油、防锈油、泥土等杂物从金属表面除掉的过程。
一般采用隔油池和除油池。
脱脂的方法有:有机溶剂脱脂、化学脱脂、电化学脱脂。
3. 热水洗,把金属表面的碱性溶液用热水清洗干净。
4. 冷水洗
5. 酸洗,又称除锈,利用酸溶液去除金属表面上的氧化皮和锈蚀物的方法称为酸洗。
氧化皮、铁锈等铁的氧化物(Fe3o4,Fe2o3,Feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
酸洗常用的酸为:盐酸、硫酸、硝酸、磷酸、氢氟酸。
在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。
6. 冷水洗
7. 中和,如果偏碱性,就用强酸调节pH=7,如果偏酸性就用强碱调节PH=7。
8. 冷水洗
9. 磷化处理,磷化工艺过程是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。
10. 冷水洗
11. 热水洗
12. 干燥
13. 喷涂前检查,喷涂前应检查金属工件表面是否有凹凼、批挂,如有应进行补腻子和打磨。
14. 底漆的调配,准备好调缸,底漆先充分搅拌均匀,加入一定数量的底漆到调缸,再按比例加入固化剂搅拌均匀,最后进入稀释剂调整粘度,用180目过滤布过滤,静止10min后即可喷涂。
15. 面漆喷涂前检查,查看底漆是否平整光滑,如果表面粗糙,应用600目的砂纸打磨平整。
16. 面漆的调配,准备好干净的调缸,充分搅拌面漆,加入一定数量的底漆到调缸,再按比例加入固化剂搅拌均匀,最后进入稀释剂调整粘度,用200目过滤布过滤,静止15min后即可喷涂。
工艺流程检查工件→脱脂→热水洗→冷水洗→酸洗→冷水洗→中和→冷水洗→表面调整→磷化→冷水洗→热水洗→纯水洗→干燥→检查工件→补腻子→打磨→喷底漆→干燥→检查工件→打磨→喷面漆→干燥→检查包装
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。