封头与筒体组装工序过程卡
1600封头工序过程卡
按JB/T4730-2005《承压设备无损检测》要求进行100%射线检测,不低于Ⅲ级合格,作出检测报告。
检测结果
见检测报告
签名
日期
H
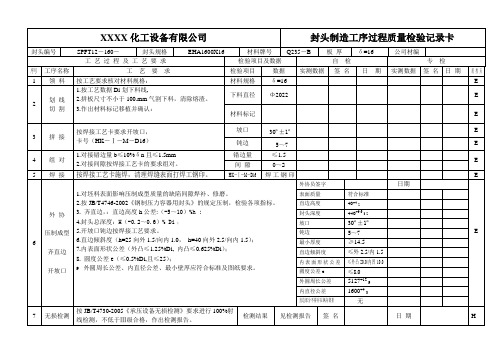
XXXX化工设备有限公司
封头制造工序过程质量检验记录卡
封头编号
SPFT12-160-
封头规格
EHA1600X16
材料牌号
Q235-B
板厚
δ=16
公司材编
工艺过程及工艺要求
检验项目及数据
自检
专检
序号
工序名称
工艺要求
检验项目
数据
实测数据
签名
日期
实测数据
签名
日期
质控点
1
领料
按工艺要求核对材料规格:
材料规格
δ=16
E
2
划线
切割
1.按工艺数据Di划下料线,
2.拼板尺寸不小于100.mm气割下料,清除熔渣。
3.作出材料标记移植并确认:
下料直径
Φ2022
E
材料标记
E
3
拼接
按焊接工艺卡要求开坡口,
卡号(HK-Ⅰ-M-D16)
坡口
30º±1º
E
钝边
5~7
E
4
组对
1.对接错边量b≤10%δn且≤1.5mm
2.对接间隙按焊接工艺卡的要求组对。
外协员签字
日期
E
表面质量
符合标准
直边高度
40+4-2
封头深度
440+9.6-3.2
坡口
30º±1º
钝边
5~7
最小厚度
≥14.5
直边倾斜度
压力容器工艺过程流转卡

件号
第
3
页
1
共 13
页
控制 标记
序 号
工序
工艺内容及技术要求
R
1
核查
看 清
有裂纹、凹凸、分层、表面无锈蚀。检验员签字确认后划线下料
2
划线
毛 坯 标
W
3 4 5
检验 定位
记 检 验 对
焊 焊接
拼 对 拼 笔
标
φ
划
2
线
1±1㎜ 错边量
W
6 7
检验
检 验 委
托
H
8
检验
1 )
内表面形状偏差:外凸≤1.25% Di 即≤ 25.00 mm
坡口表面不得有裂纹、分层、夹渣等缺陷,清理坡口两侧不小于20㎜范围内污物,打磨见金属光
泽。
6 滚圆 按要求对钢板进行卷筒制作,要求筒节内径Φ444mm。
7
定位 焊
对卷筒完毕后的件进行定位焊,焊道长度10~20mm,间隔50mm,要求错边量b≤3mm,对接间隙
1±1㎜;
W
8
焊接
对筒节的纵焊缝分别进行焊接,清除焊接熔渣及飞溅物,焊接参数见对应的焊接工艺卡,焊接完 成后,
进行标识移植。
W 4 检验 按图纸及工艺检查下料几何尺寸。
W 5 坡口 进行坡口加工,要求按图加工单边V型坡口,坡口角度35°±2°,钝边高度:1±1mm。 坡口表面不得有裂纹、分层、夹渣等缺陷,清理坡口两侧不小于20㎜范围内污物,打磨见金属光 泽。
6 卷制 按要求对钢板进行卷筒制作,要求卷制零件内径Φ2036mm。
文件编号:ZB2005
产品编号 R20-01
管口位置 共
筒体制造工序过程卡

4
组对焊接 焊,打磨清理焊缝表面,作出焊缝标记和焊
工标记
卷圆后点焊固定, 对口错边量 b≤ ㎜,将
5
卷 板 产品试板焊于纵缝延长线上
按焊接工艺施焊,清理焊缝表面,作出焊缝
6
焊 接 标记与焊工标记
使最大最小直径差 e <
7
校
圆 E≤角线
坡口尺寸
对角线 焊缝标记 焊工标记 焊缝外观
规格
检
验
结论
焊接环缝,打磨飞溅,清理焊缝表面,作焊缝
9
焊 接 标记,焊工标记
焊缝外观 焊缝标记
10
划
线
画出开孔中心线, 以开孔中心线为圆中心, 倍开孔为半径画出扩探焊缝位置
1.5
开口方位及位 置,扩探位置
11
探伤
%X 射线探伤,
级合格
RT
续表一 签字
精品文档 可编辑
精品文档 可编辑
筒体制造工序过程卡
产品名称: 工令号
材料牌号
标准
件号
序号 工序名称
工序内容及工序要求
操作责任人
1
备 料 确认材质标记,进行标记移植
2
划
线
按封头外圆周长确定筒体展开长度,划产品 试板 500×150 ㎜两块
3
加工坡口 按坡口尺寸加工焊接坡口
组对拼板,组对错边量 < 1 ㎜,按焊接工艺施
错边量
焊缝外观 焊缝标记 焊工标记 椭圆度 棱角度
规格
检
验
结论
精品文档 可编辑
签字
精品文档 可编辑
筒体制造工序过程卡
产品名称: 工令号
序号 工序名称
材料牌号
标准
压力容器通用制造工艺过程卡

压力容器通用制造工艺过程卡封头工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日封头工艺过程卡(续页)辽B2—6.2共 2 页第 2 页筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日筒体工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日接管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日弯管工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日补强圈工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)垫板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)底板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)筋板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日鞍座(支腿)腹板工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日铭牌座工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔法兰工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡辽B2—6.1编号共 2 页第 1 页审核:年月日编制:年月日人孔筒体工艺过程卡(续页)辽B2—6.2共 2 页第 2 页人孔法兰盖工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡辽B2—6.1编号共 1 页第 1 页审核:年月日编制:年月日人孔筒体与工艺过程卡(续页)辽B2—6.2 共 2 页第 2 页。
封头与筒体组装工序过程卡(划线)

坡口尺寸
产品编号:
共页第页
焊缝余高
表面质量
棱角度
焊工钢印
E
B
4
无损
检测
按无损检测工艺卡(卡号HGY)进行%X射线检测,符合JB/T4730.2-2005规定中级要求。打上检测标记。
检测报告
检测标记
R
B
5
划线
按图纸要求划出各孔位线
管口方位
位置尺寸
H
B
6
开孔
气割各接管孔,按焊接工艺卡(卡号HGY)
开出坡口,清理熔渣,坡口表面应无裂纹、分层、夹杂等缺陷。
2
装配
点焊
组对封头与筒节,保证封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应大于钢材厚度的3倍,且不小于100 mm,错边量≤mm,对接间隙~mm,直线度≤mm,按焊接工艺卡(卡号HGY)点焊。
对接间隙
直线度
错边量
E
B
3
焊接
按焊接工艺卡(卡号HGY)施焊,焊缝余高≤mm,棱角度≤mm,焊缝表面的咬边深度不得大于0.5㎜,咬边连续长度不得大于100㎜,焊缝两侧咬边的总长不得超过该焊缝长度的10%。清理焊缝,表面不得有弧坑、裂纹、气孔等缺陷,作出焊工印记及检验印记。
封头与筒体组装工序过程卡
组装用零部件表
封头
件号
封头
编号
筒体
件号
筒体
编号
焊缝编号
简图或说明
序
号
日期
检验
质控
符号
检验项目
实测数据
结论
签字
日期
1
备料
领出组装用各零部件,检查检验标识,按图纸复核各零部件规格、材质及尺寸,并将坡口边缘20mm范围内打磨至露出金属光泽。
封头加工工艺过程卡

封头加工工艺过程卡封头加工是指对封头进行切割、成型、翻边、焊接等工艺加工,以满足不同行业的需求。
在封头加工过程中,为了保证产品的质量和工艺流程的顺利进行,需要编制一份封头加工工艺过程卡。
下面将详细介绍封头加工工艺过程卡的内容和编制步骤。
一、工艺过程卡的内容1.封头加工工艺过程卡应包括产品名称、规格型号、订单号、客户要求等基本信息。
2.制定工艺路线,明确每个工序的操作顺序和方法。
3.制定工艺参数,包括工艺设备、工作台、各个工序的设备参数等。
4.编制封头加工的质量要求,包括尺寸精度、表面光洁度、焊接质量等要求。
5.编制封头加工的安全要求,包括防护措施、操作规范等。
6.编制封头加工的检验标准,包括自检、互检、专检等。
7.编制封头加工的计划和排程,包括每个工序的加工时间和交货时间。
8.编制封头加工的工艺设计图,包括加工工序、设备图等。
二、编制工艺过程卡的步骤1.了解产品的需求和要求,包括尺寸、材料、表面要求等。
2.按照产品的需求,确定封头加工的工艺路线和操作顺序。
3.确定每个工序的设备和设备参数,包括切割机、翻边机、焊接设备等。
4.选择合适的加工工艺,包括冲压、切割、焊接等。
5.根据产品的质量要求,确定封头加工的检验标准,包括尺寸测量、焊接质量检查等。
6.制定封头加工的安全要求,包括操作规范、防护措施等。
7.绘制封头加工的工艺设计图,包括工序流程、设备图等。
8.制定封头加工的计划和排程,确保按时交付产品。
9.编制封头加工的工艺过程卡,包括产品信息、工艺路线、工艺参数、质量要求、安全要求、检验标准、计划和排程等。
三、工艺过程卡的应用1.工艺过程卡在产品加工过程中可以作为操作指导,帮助操作人员正确进行加工。
2.工艺过程卡可以作为生产管理的依据,包括生产计划、排程和产品质量控制等。
3.工艺过程卡可以帮助企业提高产品的加工效率和质量,减少生产成本。
4.工艺过程卡可以用于产品的质量追溯和过程改进,提高产品质量和客户满意度。
工艺卡:椭圆封头制造卡、筒体、补强圈等(图表卡片)
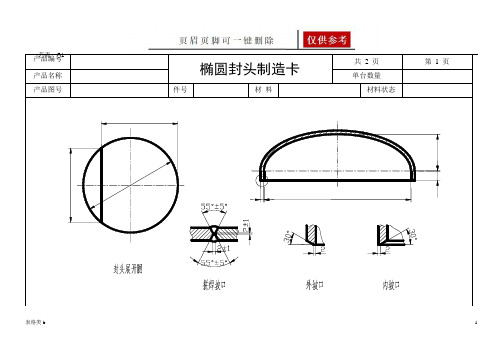
艺表—01产品编号椭圆封头制造卡共 2 页第 1 页产品名称单台数量产品图号件号材料材料状态表格类b 1表格类b2艺表—01产品编号 椭圆封头制造卡共 2 页 第 1 页产品名称单台数量产品图号件号材 料 材料状态序号 工序 承制 单位 工序内容及技术要求设备 工装 检验数据操作者日期检验员日期1 备料 库房 库房备有材质证明书、检验合格的δ= mm , 钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料 铆焊 按封头理论展开尺寸及排板要求划线,库管员作好材料标记移植,检验员检查确认后,按线下料。
氧炔 3 焊接 铆焊 按焊接工艺施焊;将封头起弧段焊缝余高修磨平,但不得低于母材。
4外协供应科库管员在封头坯料上作原材料钢印标记;工艺员填写封头外协委托单;供应科持委托单联系外协冲压。
5入厂 检验检验科 ⑴检查封头合格证内容是否完整;检查封头原材料标记。
⑵检查封头几何尺寸和表面形状:内表面形状偏差:外凸≤1.25%Di 即≤ mm ,内凹≤0.625%Di 即 ≤ mm ;总深度公差为(-0.2~0.6)%Di 即 mm ;最小厚度不得小于 mm ;直边倾斜度向外≤1.5mm ,向内≤1.0mm ;直边高度公差为(-5~10)%h 即 mm ;直径公差为 mm ;外周长公差为 mm ;直边部分不得有纵向皱折;封头表面光滑无突变。
⑶作封头入厂检验标记、材料标记移植。
测厚仪6 检测 探伤室 按探伤工艺对封头拼接焊缝进行100%RT 检测,按 标准 级合格。
射线机编 制 年 月 日 审 核 年 月 日表格类b3艺表—02 7 坡口 铆焊/金工 按零件图要求加工封头端面坡口。
8酸洗生产科 不锈钢封头作酸洗钝化处理。
编制 年 月 日 审核 年 月 日 产品编号 筒体制造卡共 页 第 页产品名称单台数量产品图号件号材 料 材料状态序号 工序 承制 单位 工序内容及技术要求设备 工装 检验数据操作者日期检验员日期1备料库房 库房备有材质证明书、检验合格的δ= mm , 钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2-6.3筒体工艺过程卡

产品编号
产品名称
冷凝液储罐
零件名称
筒体
工艺文件编号
FRF001
产品图号
YⅡ219-1
零件号
2
序号
工序名称
工艺内容及技术要求
操作者
日期
控制形式
检查
结果
检查员
日期
厂内
监检
用户
1
材料发放
材料应符合“压力容器材料领用单”、图样和有关标准要求,且经进货检验合格,材料标记齐全。
E
B
2
筒体划线
筒体展开周长尺寸按封头实测周长尺寸确定,宽度尺寸按产品图样要求确定。并按Q/DPS2.04-2004《材料标记移植规定》进行材料标记移。按产品图样要求校圆,棱角度E≤2.8mm,筒体圆度e≤9mm。
E
*按B类监检项目监检时,产品焊接试板与筒体纵缝连接处必须进行射线检测,并保留射线底片。
工艺员:年月日责任工程师:年月日
E
3
筒体切割
按划线位置切割,并打磨出筒体纵、环焊缝坡口,坡口尺寸应符合焊接工艺规程要求
E
4
预弯、滚圆
按产品图样要求预弯、滚圆,滚圆后筒节两端应对齐。
E
5
试板划线
划产品试板线,长度400mm,宽度150mm,数量为2块。并按Q/DPS2.04-2004《材料标记移植规定》进行材料标记移。
E
6
试板切割
按划线位置切割,并打磨出试板焊缝坡口,坡口尺寸应符合《焊接工艺规程》要求。
E
7
组对点固
筒体纵向焊缝、试板焊缝组对、点固,坡口间隙应符合焊接工艺规程要求,对口错边量b≤2mm。试板焊缝应在筒体纵向焊缝一端延长线上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面质量
棱角度
焊工钢印
E
B
4
无损
检测
按无损检测工艺卡(卡号)进行%X射线检测,符合JB/T4730.2-2005规定中级要求。打上检测标记。
检测报告
检测标记
R
B
产品编号:
共页第页
封头与筒节组装工序过程卡
组装用零部件表
封头
件号
封头
编号
筒节
件号
筒节
编号
焊缝编号
简图或说明
序
号
工序
名称
工序内容及工艺要求
操作者
日期
检验
质控
符号
检验项目实测数据结论源自签字日期1备料
领出组装用各零部件,检查检验标识,按图纸复核各零部件规格、材质及尺寸,并将坡口边缘20mm范围内打磨至露出金属光泽。
标记
表面质量
2
装配
点焊
组对封头与筒节,保证封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应大于钢材厚度的3倍,且不小于100 mm,错边量≤mm,对接间隙~mm,直线度≤mm,按焊接工艺卡(卡号HGY)点焊。
对接间隙
直线度
错边量等
E
B
3
焊接
按焊接工艺卡(卡号HGY)施焊,焊缝余高≤mm,棱角度≤mm,焊缝表面的咬边深度不得大于0.5㎜,咬边连续长度不得大于100㎜,焊缝两侧咬边的总长不得超过该焊缝长度的10%。清理焊缝,表面不得有弧坑、裂纹、气孔等缺陷,作出焊工印记及检验印记。