中空工序安全操作规程
中空工序安全操作规程
(1)合片作业指导书
1、工作前检查压缩空气的压力是否达到5-7PA的范围,工作中每隔一段时间将空气过滤器中的水放掉。
2、开启主开关,电源指示灯亮。
3、如果紧急灯亮,要解除紧急开关。
4、将辊子开关打开,放行玻璃开关打开,工作台移动开关打开。
5、负责对玻璃的清洗情况进行检查,如果不干净,如果是玻璃本身问题,放置到一边,若是清洗机的问题,调整清洗机,如吹扫毛刷,调整速度等,再进行清洗。
6、如有镀膜玻璃,第一片玻璃过来后,检查膜面是否在里面,将铝框定位,然后扶第二片玻璃到达挡辊,进行合片。
7、合片时铝框边部四周与玻璃边的间距要一致(大小片除外),聚硫胶深度为5-7MM,硅酮结构胶的深度视用户需要而定,特殊情况由生产部经理确定。
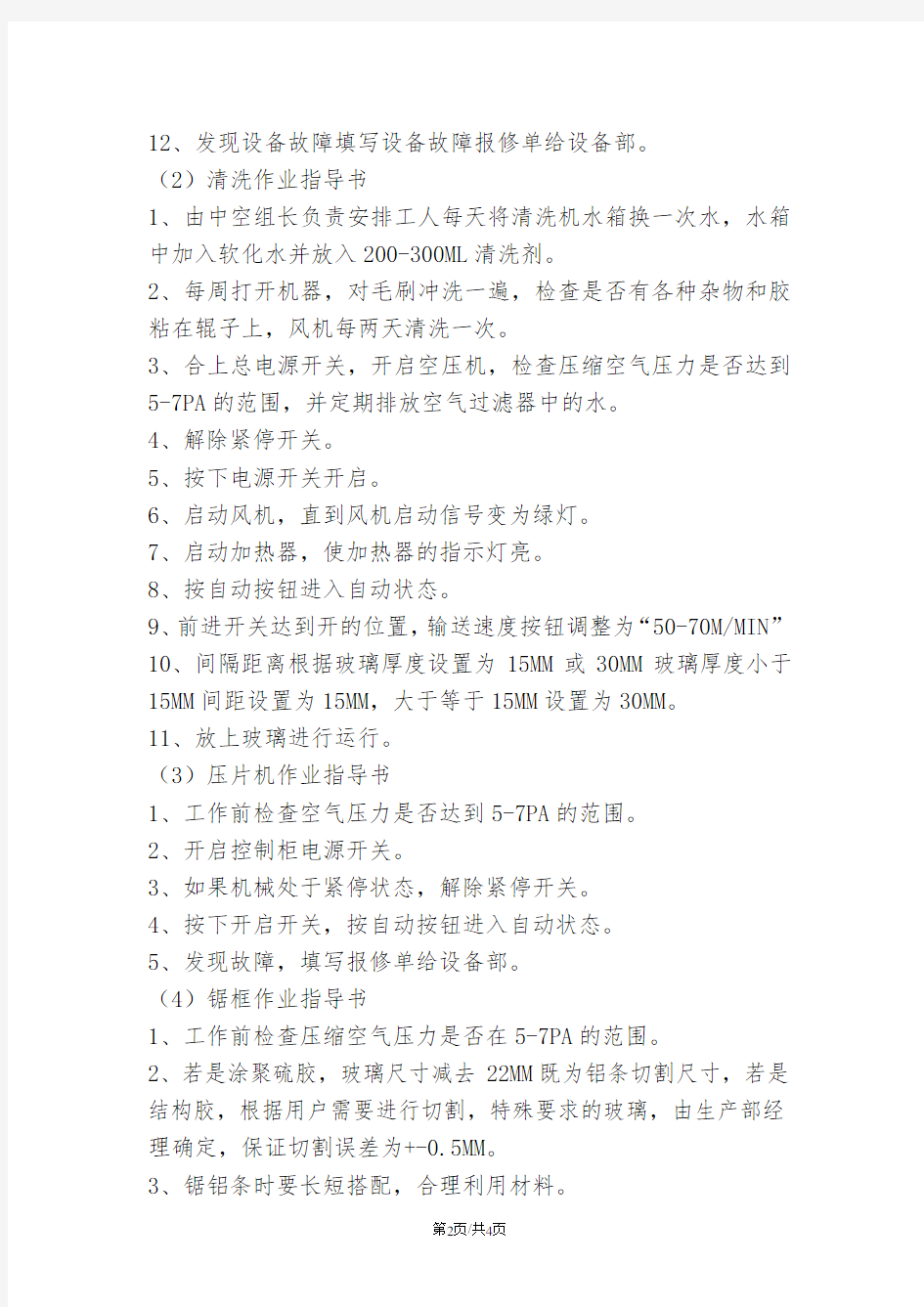
8、合好片的中空玻璃要符合以下要求:
9、合好片后,踩脚踏开关,将中空玻璃放行进入压片机。
10、每天工作前后检查设备。
11、每天工作填写玻璃缺陷统计表
12、发现设备故障填写设备故障报修单给设备部。
(2)清洗作业指导书
1、由中空组长负责安排工人每天将清洗机水箱换一次水,水箱中加入软化水并放入200-300ML清洗剂。
2、每周打开机器,对毛刷冲洗一遍,检查是否有各种杂物和胶粘在辊子上,风机每两天清洗一次。
3、合上总电源开关,开启空压机,检查压缩空气压力是否达到5-7PA的范围,并定期排放空气过滤器中的水。
4、解除紧停开关。
5、按下电源开关开启。
6、启动风机,直到风机启动信号变为绿灯。
7、启动加热器,使加热器的指示灯亮。
8、按自动按钮进入自动状态。
9、前进开关达到开的位置,输送速度按钮调整为“50-70M/MIN”
10、间隔距离根据玻璃厚度设置为15MM或30MM玻璃厚度小于15MM间距设置为15MM,大于等于15MM设置为30MM。
11、放上玻璃进行运行。
(3)压片机作业指导书
1、工作前检查空气压力是否达到5-7PA的范围。
2、开启控制柜电源开关。
3、如果机械处于紧停状态,解除紧停开关。
4、按下开启开关,按自动按钮进入自动状态。
5、发现故障,填写报修单给设备部。
(4)锯框作业指导书
1、工作前检查压缩空气压力是否在5-7PA的范围。
2、若是涂聚硫胶,玻璃尺寸减去22MM既为铝条切割尺寸,若是结构胶,根据用户需要进行切割,特殊要求的玻璃,由生产部经理确定,保证切割误差为+-0.5MM。
3、锯铝条时要长短搭配,合理利用材料。
4、铝条锯好后将塑料插角插上,灌上干燥剂,分规格放置,并用标签标识。
5、折弯铝条同样操作。
(5)丁基胶涂覆作业指导书
1、开启电源开关。
2、检查压缩空气是否达到5-7PA
3、检查紧停开关是否解除,如无异常,予以解除。
4、根据挤压后的丁基胶与铝框粘结情况,随时设定丁基胶的出胶温度和速度。
5、根据丁基胶粗细均匀程度,将皮带速度设定为5-7M/MIN,注意调速数值要一样。
6、根据铝框的厚薄,确定胶嘴间距,左脚踏板为扩大,右脚踏板为缩小。
7、手扶铝框随输送皮带空载运行一遍,如无异常按下涂胶开关,正式涂胶。
8、正式涂胶前,必须用丙酮将铝框擦拭干净,以确保铝框无灰尘、油污、脂灰。
9、打完胶的铝框不能放置在地上,以防止被赃物污染。
10、在正常生产时,要定期排放空气过滤器中的水。
(6)打胶作业指导书
1、操作
A打开电源开关。
B检查压缩空气的压力是否达到5-7PA。
C开启液压开关。
D将混合胶枪的出胶开关由关打到开。
E把胶枪中的胶打出,观察颜色变化,由基料颜色的白色逐渐变为混合料的颜色黑色时,就可以往玻璃上打胶了。
F调整好旋转封胶台的旋转速度和角度,按已调整好的黑、白比例进行涂胶。玻璃面3平米以下旋转速度为90-100米/分钟,以
上旋转速度为70-80米/分钟。
G如果生产过程出现空挡,30分钟不涂胶,必须将胶枪中的混合胶排除,时间超过30分钟,经生产部经理同意后,胶枪关闭,用基料把混合胶排出。
H工作结束后,由工人用基料将胶枪清洗干净。
L成品玻璃涂好胶后整齐放在A型架上,片与片之间用纸间隔,并由工人负责更换A型架。
2、换胶操作
A打开电源开关和空压机开关,检查压缩空气压力是否达到5-7PA的范围。
B打开液压开关。
C将装满胶的桶运到现场。
D打开压缩空气阀门向桶内送气,卸下溢流手柄。
E按下向上开关按钮,将液压盖抬起,然后关闭压缩空气阀门。F将空桶卸下,满桶装上。
G按下向下按钮,液压盖盖住胶桶直到溢流孔有胶溢出,然后将溢流手柄装上。
H关闭液压开关。
L关闭空压机。
3、每天工作前后检查设备运转情况。
4、工作中出现故障填写报修单通知设备部检修。
(7)干燥剂填充操作规程
1、将没有装塑料插角铝条一端插入弹簧蓖中。
2、打开机器的上下阀门,振动机器,将干燥剂填充进铝条中。
3、根据规格,将装有干燥剂的铝框组合。
4、工作结束后必须将所有阀门关闭,防止水分进入干燥剂桶内。
5、在使用过程中,如果超过3小时,没有使用装有干燥剂的铝框,要将干燥剂倒掉,不在使用。
6、工作中定期将压缩空气中的水放掉。