Minitab中如何制作正态分布及Xbar-R控制图
Minitab教程-控制图

• 2.Xbar-R控制图
X 和 R 控制图 通常用于跟踪大小为 8 或更小的样本的过程水平和过程 变异。
您在汽车发动机组装厂工作。部件 之一的凸轮轴的长度必须为 600 毫 米 +2 毫米以满足工程规格。凸轮 轴长度不符合规格是一个长期以来 的问题,它引起装配时配合不良, 导致废品率和返工率都居高不下。 于是您在一个月中从工厂使用的所 有凸轮轴收集共 100 个观测值(20 个样本,每个样本中 5 个凸轮轴), 并从每个供应商处收集 100 个观测 值。
• 稀有事件控制图(G控制图,T控制图)
• 1.I-MR控制图
对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、 重量、纯度、时间和生产量等计量值的场合。
I-MR 控制图的数据注意事项
• 数据应当是连续的 • 数据应当采用时间顺序 • 应当按照适当的时间间隔收集数据 • 数据应当是不采用子组形式收集的单值观测值 • 数据应当至少为总共 100 个观测值 • 数据应当呈现适度的正态性 • 观测值不应当相互关联
• 8.U控制图
当样品的大小保持不变时可用C控制图,而当样品的大小变化时则应换 算为平均每单位的缺陷数后再使用U控制图。
可使用 U 控制图 监视单位缺陷数(其中每个项目可具有多个缺陷)。 使用此控制图可以监视 过程在一段时间内的稳定性,以便您可以标识和更正过程中的不稳定性。
例如,一家 LCD 制造商希望监视 17 英寸 LCD 液晶屏的坏点数。技术人员记录每 个屏幕的坏点数。每个子组具有不同数 目的屏幕。制造商使用 U 控制图来监视 每个屏幕的坏点平均数。
• 3.Xbar-s控制图
当样本大小n>9,这时应用极差估计总体标准差的效率降低,需要用S
图来代替R图。
MiNitab作控制图地方法
1控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R 控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1)数据录入MiniTab工作表,如图1所示;图1MiniTab 工作表2) 选择Xbar-R菜单,如图2所示图2Xbar-R菜单3)根据会话窗口输入相应数据,如图3所示图3Xbar-R 会话窗口4) 绘制X-R控制图,如图4所示Xbar-RChartofC1226 UCL=25.459n24aeM _e _X=22.22 1l22pmaS20LCL=18.9841 2 3 4 5Sample161e12 UCL=13.42gnaR8 _el R=6.70 pm4aS0 LCL=01 2 3 4 5Sample图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“ 2.4”。
3生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1)多数的点集中在中心线附近。
2)少数的点落在控制界限附近(但未超出控制界限)。
3)各点的分布呈随机状态。
4.2 异常控制图的判读1)任何超出控制限的点2)连续7个点在中心线之上或之下3)连续7个点上升或下降4)任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
MiNitab作控制图的方法.doc

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
Minitab使用小结(一)--正态分布图
1) 将数据COPY到“工作表"的C1列中;若是横向(列)数据,可以使用数据→堆叠→列(将多列数据堆叠成一列);
2) 选择所需需堆叠列C1—C30,堆叠后的数据可以存储在“新的工作表”中或就储存在“当前工作表"的某一列中,如第一列C1中;可选择“使用变量名";在新表中生成数据,不破坏原始数据:
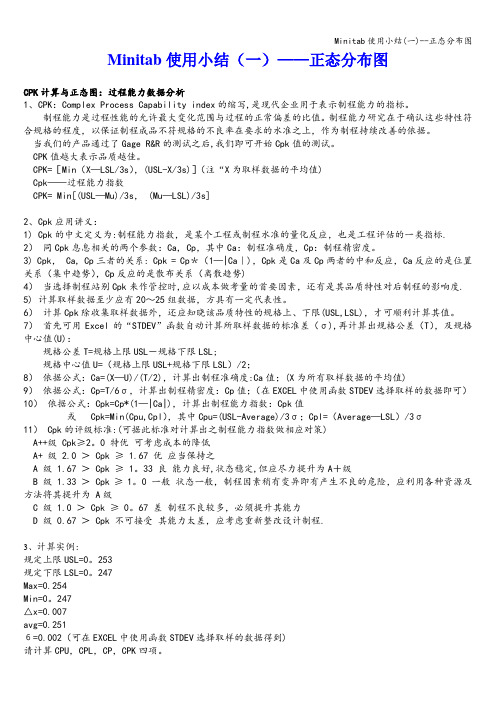
3、计算实例:
规定上限USL=0。253
规定下限LSL=0。247
Max=0.254
Min=0。247△x=Βιβλιοθήκη .007avg=0.251
б=0.002(可在EXCEL中使用函数STDEV选择取样的数据得到)
请计算CPU,CPL,CP,CPK四项。
计算公式及结果如下:
计算方法一:
Cpu=(USL-Average)/3σ
=(0.253-0。251)/(3*0。002)=0.33
Cpl=(Average-LSL)/3σ
=(0。251—0.247)/(3*0.002)=0。67
Cp=(USL-LSL)/6σ
=(0.253—0.247)/(6*0。002)
=0。5
Cpk=Min(Cpu,Cpl)
=Min(0。67,0.33)=0。33
计算方法二:
X=avg=0.251 T=USL—LSL=0.006 U=(USL+LSL)/2=0.250
Ca=(X-U)/(T/2)=(0.251—0。250)/(0。006/2)=0。33
Cp=T/6σ=0。006/(6*0。002)=0。5
Cpk=Cp*(1—|Ca|)=0。5*(1—0。33)=0。33
5) 计算取样数据至少应有20~25组数据,方具有一定代表性。
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口 4) 绘制X-R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
如何利用minitab产生一组正态数据

然后下载完了解压文件后,打开文件夹找到 Mtb 软件(如下图所示)
打开软件后给每个组起名字(假如我们需要五组数据,就给五个组起名 字,如下图所示)
软后我们选择“计算”菜单随机数据(R)正态(N) 如下图所示
在弹出的对话框中按下图提示操作,假如每组需要两百个数据(当然实 际情况并非需要那么多)
如何利用 Байду номын сангаасinitab 产生一组正态数据 ---------侍增众
很多在在汽车制造业做品质的朋友们一直在为很多材料造假发愁, 如 spc 造假,如何输入一组数据后 spc 的 X-R 图不出现异常,并且 Cpk,Ppk 在正常 范围内,如大于 1.33 或 1.67,编造出来的数字还是正态分布,很多人花费时 间花费精力就是搞不好,下面给大家介绍一下非常容易的方法,用 minitab 自动生成数据,然后复制到 excel 里就可以了。 我们以 54±0.3 为例说明,要求 Cpk 大于 1.33,那么标准差不能大于 0.6/8=0.075(cpk=1.33 相当于四倍的σ 水平,1.67 相当于五倍σ 水平,如果要 Cpk 大于 1.67 标准差就不能大于 0.6/10,其中 0.6 是公差范围) 我们打开 minitab15 软件(可在迅雷里找免安装版)如下图所示
点击确定后则生成我们需要的 200 组数据,然后将数据拷贝到所需的 excel 里就可以了,如下图所示
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.当有多列数据时,重复步骤1~2的方式;然后获得如下窗口,选择“子组跨数列”, 将“C1~C4的数据”选择,输入规格上下限,点击选项将标题输入后点击“确定”
6. 获得图形
Xbar-R
1. 将数据输入到minitab工作表中,按图示路径找到Xbar-R
2. 选择“子组的观测值位于多列的同一行中”,并将C1~C4的数据选择后, 点击“Xbar-R选项”,点击“检验”,按要求选择不同的检验要求后点击确定,再点击 “选项”,将想要的标题输入,点击“确定”,获得Xbar-R图形(如下页PPT图示)
注意事项
• 导入的数据列与列之间长度应相同 • 添加上下限时不要在对边界打钩
Minitab中如何制作正态分布及Xbar-R控制图
• 正态分布 • X-ห้องสมุดไป่ตู้ar-R控制图
1. 将数据复制进Minitab中
2. 按图示路径找到正态
3. 获得如下提示框,左键将“C1测量数据” ,点击“选择”; 子组大小为:1(子组大小>1);输入规格上下限,点击“选项”,将想要的标题输入, 点击“确定”,获得正态分布图形