冷弯成型成型道次计算公式
钢板冷弯曲件展开尺寸的计算
钢板冷弯曲件展开尺寸的计算集装箱吊具是码头港口机械进行集装箱装卸作业的重要搬运设备,此吊具设备的安全性是确保码头进行安全作业的重要保障。
集装箱的主体结构是由以钢板为原材料,通过对钢板切割、冷弯曲成形、然后采用先进焊接工艺进行组装而成的钢结构设备。
由于吊具的结构特点,此产品的好多结构型零件都是钢板的弯曲成形件,为了保证这些冷弯曲零件的板材下料时的准确性,非常有必要对这些冷弯曲件展开尺寸的计算进行科学的研究和分析,以便满足生产的需要,降低生产成本,充分提高材料的合理利用率。
文章详细简述了相关弯曲零件展开尺寸的计算方法。
标签:集装箱吊具;板材的冷弯曲成形;冷弯钢板弯曲件展开下料尺寸;冷弯曲半径R;板材厚度T;冷弯钢板弯曲件中性层;中性层偏移量;冷弯钢板弯曲件展开下料尺寸的计算常熟众达机械工程有限公司是一家新加坡独资企业,其投资人是新加坡众达公司,新加坡众达公司创立于1961年,是世界著名的钢铁工业和建筑业工程材料制造商。
2005年,新加坡众达公司在江苏常熟沿江经济开发区建立了独资工厂—常熟众达工程机械有限公司。
常熟众达工程机械有限公司位于江苏常熟经济开发区沿江工业园出口加工區,生产各种规格和吨位的码头港口集装箱运输吊具,产品主要销往亚太、中东和欧美地区。
集装箱吊具(见图1)是码头港口机械进行集装箱装卸作业的重要搬运设备,此吊具设备的安全性是确保码头进行安全作业的重要保障。
集装箱吊具的主要结构由以下几大部分组成:(1)集装箱吊具的箱梁结构(吊具的主体结构);(2)集装箱吊具的伸缩梁(臂)结构(以便满足吊运不同尺寸的集装箱箱柜);(3)电气控制和液压系统动力装卸;(4)驱动伸缩梁(臂)伸缩的牵引装置;(5)同集装箱柜连接的旋锁机构;(6)其他相关的附属设施机构。
图1集装箱的主体结构是由以钢板为原材料,通过对钢板切割、冷弯曲成形、然后采用先进焊接工艺进行组装而成的钢结构设备。
由于吊具的结构特点,此产品的好多结构型零件都是钢板的弯曲成形件,为了保证这些冷弯曲零件的板材下料时的准确性,非常有必要对这些冷弯曲件展开尺寸的计算进行科学的研究和分析,以便满足生产的需要,降低生产成本,充分提高材料的合理利用率。
冷弯成型工艺理论基础
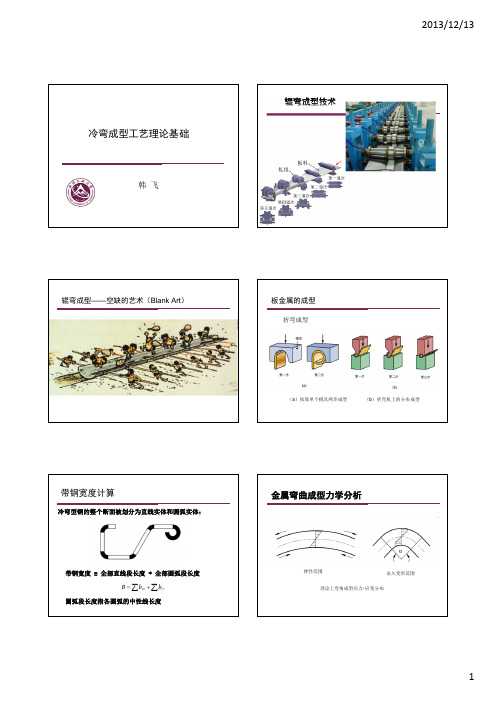
辊弯成型技术板金属的成型折弯成型(a )依靠单个模具两步成型(b )折弯机上的分布成型= 全部直线段长度+ 全部圆弧段长度圆弧段长度指各圆弧的中性线长度wi ziB b b =+∑∑弹性范围永久变形范围理论上弯角成型应力-应变分布最大应变(拉伸)应力层实际外层纤维实际外层纤维中性轴-理论上中性轴-实际上最大的应变(压缩)实际应力分布应力层实际弯角应力-应变分布屈服应变以截面惯性主轴为坐标方位成型无盲角,全部实弯成型;成型对称性好,型材扭转小;成型道次少,轧辊直径小,经济性好。
盲角盲角☐☐1区:接触段;2区:非接触变形段;3区:不变形阶段;4区:弹性回复段。
实际变形不同于理论变形材料实验、屈服极限、抗拉极限和延伸率通过绘制应力-应变图可以清楚地知道屈服极限、抗拉强度的大小试验过程中的应力应变图无载荷颈缩开始前后断裂无载荷应变应力最大载荷断裂永久的弹性的L 1应力下的总变形(应变)应力材料3#材料2#材料1#应变不同材料的应力应变图1#为低强度高延伸率的材料2#为高强度低延伸率的材料3#为强度更高延伸率更低的材料由应力-应变估计成型性—应变示意图表明,材料的屈服极限和抗拉极限相差越大,材料的延伸率越高,金属的成形性越好。
能和轧制方向上的性能不同。
抗拉强度拉伸由于轧制方向不同金属的力学性能可能发生变化轧制方向轧制方向由(a)和(b)可以看出,带材后续成型时,弯曲方向的选择需要考虑原始的轧制方向;(c)为弯曲线与轧制方向平行时产品的缺陷。
屈服点冷压下量铍铜1010碳钢1350 铝不同金属典型的冷作硬化率应力冷作硬化屈服点110.000psi 抗拉强度120.000psi 伸长率1%相同钢的退火屈服点27.000psi 抗拉强度36.000psi 伸长率1%相同材料冷作硬化和退火后应力-应变图应力应变冷作硬化屈服点110.000psi抗拉强度120.000psi 伸长率1%相同钢的退火屈服点27.000psi 抗拉强度36.000psi 伸长率1%上述数学估算的根据是成型边以光滑的螺旋线运动,考虑了腿高、道次数、道次间距对成型过程应变的影响。
冷弯
1. 钢材冷弯性能:是指钢材在常温下承受一定弯曲程度而不破裂的能力。
2. 成型道次数:3. 空弯:仅有上辊或下辊进行的弯曲,它对断面尺寸精度有很大的影响,成型工作断面的取向应尽可能避免空弯。
4. 变形区长度:连续式冷弯成型机从第一架水平辊中心至最后一架水平辊中心的距离。
5. 冷弯效应:冷弯型钢的断面转角部分材料由于弯曲塑性变形出现冷作硬化,即强度提高,塑性下降,这种现象称为冷弯效应。
1. 成型道次数过少,冷弯型材易产生尺寸超差和扭曲,成型道次数太多则增加工具成本。
2. 表面带有涂层的带坯需较多的成型道次以保证表面的光滑程度。
3. 理想情况下应从断面中心向两边逐渐弯曲,这样可以使弯曲成型部分不会进一步受到变形。
4. 冷弯成型轧机的能耗一部分用于工件的弯曲变形,一部分用于克服辊子与工件之间的摩擦阻力及辊子轴承摩擦阻力,一部分用于克服传动阻力。
5. 冷弯成型工艺可分为四种:单张成型工艺、成卷成型工艺、连续成形工艺和组合成形工艺。
每种工艺分为成形前坯料准备阶段、成形加工和型材精整三个阶段。
6.非合金化的热镀锌钢板,在原板和镀层间生成了铁-锌合金过渡层,因此镀层不易脱落。
7. 冷弯成型力包括弯曲成形力与模具压紧力两部分。
1. 什么是冷弯成型?2. 简述冷弯的变形特点。
3. 我国冷弯型钢产品按断面形状分为哪几种?各有何特点?4. 辊式成形机组的成形速度范围是多少?影响最佳成形速度的因素有哪些?5. 已知普碳钢的极限延伸率δs=25%=0.25,板厚S=6,计算其最小弯曲半径。
R min= S(1- 1 ) =6(1- 1 ) = 9 2 δs 2 0.256. 冷弯型钢具有哪些特点?分析现代辊式冷弯成型工艺技术发展的主要特征。
冷成型工艺及力的计算
133.4
155.6
采用带圆柱段的锥形冲模可以提高预镦稳定性,因为采用这种冲模会 提高端部夹紧刚性。
如果锥腔角度缩小,第一镦锻工位的毛坯稳定性提高, 但后面工序的失稳概率可能会增大。第一位必须采用最 佳锥度的锥形冲模,不符合这种要求会在圆柱体向锥体 过渡的位置上形成环形褶皱。在锥度大于20度时和圆柱 体是非圆弧过渡的情况下,按这种预成型变粗终锻时会 形成分度线,甚至会形成圆褶皱。当锥角等于12 ° ~ 15 °时,锥形头部的镦锻会获得良好的金属流动。
1. 在许多情况下可用下列公式进行计算:
○ σs=0.9 σb(1+2ψ) ○ σs=σb(1+1.6ψ)
2. c.缩径力:
3. p=σsq/(q-1)[(F/f)q-1-1]+4 σs* μl/d (F/f)q-1
○ 式中q=(μ+tgα)/ [(1- μ tgα) tgα ] ○ l=缩径带宽度 ○ F=缩径前截面积 ○ f=缩径后截面积
可使h0/d0增大到10, D/d0≤25。首先材料是退火好的状态。
制造螺栓和阶梯轴采用镦粗及多次缩径工艺,一次缩径的极限变 形ε=0.36,缩细角2α≤30°多次缩径的总极限为ε=0.96~1.36, 第一次和第二次缩径的极限为ε=0.28~0.35,第三次、第四次 ε=0.36~0.40。
φ
1
3
+ -
0 0
. .
3 2
φ 0.44
φ 14.2 φ 24
标 记 CA
φ 14.2
1.2 1
14.3
其 余 6.3
φ 16 80°
15 15.2
15
φ 23.5
φ 16
φ 22
冷弯成型知识7.3

冷弯成型知识1、冷弯型钢的变形特点——金属在冷态下弯曲变形,变形前后板带的厚度不变;成型后各部中性线的展开长度等于原板带宽度;成过程中不可避免的伴随着弹性变形;弯曲的各部分存在着加工硬化现象2、弯曲变形条件轧件弯曲变形时,其截面存在着中性线,中性线以上和以下部分,分别存在着压应力和拉应力。
离中性线越远,应力值越大,当其超过金属的σb值时,则该处产生更断裂。
由此可见,冷弯变形的必要条件——使弯曲截面上的最大正应力σmax满足条件:σs ≤σmax ≤σbσmax的大小取决于轧件的厚度、单道次弯曲成度。
弯曲时曲率半径越小,则弯曲程度越大;轧件越厚,在曲率半径相同的情况下,轧件上下边部产生的弯曲正应力愈大因此,为易于冷弯,应使σs降低,如采用σs较低的钢种,或冷弯成型前进行退火。
为防止弯曲时产生裂纹,必须控制各道次轧件的弯曲程度使σmax ≤σb3、中性线的求法中性线的位置取决于弯曲半径的大小和坯料厚度(如图5-8)若弯曲时轧件内侧边曲率半径为r 坯料厚度为h 则中性线曲率半径为ρ= R + xh x——经验系数(可查表)中性线曲率半径求出后,即可求出中性线长度。
L= L1 + L3 + Lρ复杂断面时可按分段叠加法计算4、孔型设计(略)5、变形区长度变形区长度——连续式辊式成型机从第一架水平辊中心至机组末架水平辊中心线的距离称为变形区长度确定变形区长度的原则——保证带钢边缘在成型过程中不产生塑性变形,以防止边缘鼓包、波浪等缺陷的产生由此确定最小变形区长度对于简单形状角钢,成型时保持带钢边缘不产生塑性变形的临界升起角α约为1°—1°25`由此可得变形区长度为因此,原则上说,弯曲角度越大,加工所需的变形区长度越大(弯曲道次越多,机架数越多),6、成型速度辊式成型机组的成型速度为0.5—250 m/min常用25--30 m/min。
Get清风铁柜板冷弯设备轧辊的设计与制造设计说明书

铁柜板冷弯设备轧辊的设计与制造设计说明书编号潍坊学院毕业设计技术报告课题名称:铁柜板冷弯设备轧辊的设计与制造学生姓名:朱福祥学号:专业:机械设计制造及其自动化班级:2021级专升本2班指导教师:杜国臣2021 年05月摘要冷弯成型是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面的型材。
逐渐的,它成为一种节材、节能、高效的金属板料成型新工艺、新技术。
近几年,冷弯型材产品作为重要的结构件在建筑、汽车制造、电子工业及机械制造业等许多领域得到了广泛的应用,其产品从普通的导轨、门窗等结构件到一些为特殊用途而制造的专用型材,类型极其广泛。
进入21世纪以来,CAD/CAM的应用,使得人机一体化设计理念得以形成,人工整合计算与计算机辅助设计相结合。
针对潍坊华孚机械提出铁柜板冷弯设备轧辊的设计制造的课题;从工程实际出发,本文依据铁柜板截面参数,对冷弯设备中的成型道次、带坯宽度进行计算,应用COPRA2005软件进行辊花图的分析与生成,并且对轧辊各参数予以确定。
依据轧辊的设计参数,制订出典型轧辊的加工工艺过程卡片和与其相对应的工序卡片,完成了轧辊的数控程序的编写,到达了轧辊从设计到生产加工的初衷。
关键字:冷弯成型轧辊设计COPRA2005软件工艺设计ABSTRACTRoll forming is configured by the sequential multi-pass roll forming, sheet, strip metal plate with constant lateral bending, and it made a specific section of the profile.It is a sheet mental which is of material-saving,energy-saving and high- efficient forming a new process and new technology. In recent years, as an important structural components ,cold-formedprofiles products has been widely used in the construction, automobile manufacturing, shipbuilding, electronics industry and machinery manufacturing industry and many other fields , and from the common rail, doors, windows and other structural parts to special profiles manufactured for special purposes, its type is of extremely broad.Since entering the 21st century, the application of CAD / CAM makes man-machine integration design concept can be formed, combining artificial integration of calculation and computer aided design. Hua Fu Machineryin Weifang. of steel plate cold bending roller equipment design and manufacture of subject; from the view of engineering practice, according to steel plate section parameters, for cold forming equipment of molding, with blank width calculation and application COPRA2005 software for roller diagram analysis and generation of and the parameters of the roll to be determined. According to the design parameters of roll, formulate typical roll machining process card and its corresponding process card, completed the roll of NC program written to roll from design to production and processing of the original intention. Keywords:roll forming; roll design; COPRA2005 software; process design目录摘要IABSTRACTII第1章绪论1冷弯成型技术及其开展1冷弯成型技术1冷弯成型技术国内外开展1本课题研究的目的和意义3本课题研究的主要内容及实现方法4第2章铁柜板冷弯轧辊设计分析5影响轧辊设计的因素5材料对轧辊设计的影响5冷弯成型轧机对轧辊设计的影响5生产中的弯曲方法对轧辊设计的影响5 影响轧辊设计的变量分析62.3 本章小结7第3章铁柜板冷弯设备轧辊设计8成型道次的设计9成型道次数的影响因素9铁柜板加工的成型道次数的计算93.2 带坯宽度的计算11辊花图的设计113.3.1 COPRA2005软件的功能及应用123.3.2 道次截面参数确实定133.3.3 辊花图确实定153.4 辊型参数的设计213.4.1 轧辊宽度确实定213.4.2 轧辊直径确实定213.4.3 轧辊弯曲圆角确实定223.4.4 轧辊间释放间隙确实定223.5 成型辊的材料及热处理233.5.1 GCr15轴承钢及其特性233.5.1 GCr15轴承钢热处理工艺233.6 本章小结24第4章典型轧辊的加工工艺25轧辊成型工艺过程设计254.1.1 轧辊成型工艺过程分析254.1.2 轧辊成型工艺过程卡片编写26轧辊加工工序设计264.2.1 轧辊加工工序分析264.2.2 轧辊加工工序卡片编写294.3 CNC精加工轧辊294.4 本章小结30第5章研究总结与展望31参考文献32附录135致谢43第1章绪论1.1冷弯成型技术及其开展冷弯成型技术辊式冷弯成型,即在一排串联的成型轧机上〔图 1.1〕,连续通过金属板和金属板带,顺次使其弯曲,将平板加工成所需的截面形状的塑性加工法。
U型钢冷弯成形过程的有限元仿真
doi:10.3969/j.issn.1005-2550.2024.02.011 收稿日期:2023-12-26 U型钢冷弯成形过程的有限元仿真寇长海1,高世阳2,杨树宝3,许淑芹2(1.昌邑市农业农村局发展服务中心,潍坊261300;2.山东浩信股份有限公司, 潍坊261300;3.安徽工业大学机械工程学院,马鞍山243032)摘 要:为了提高U型钢的抗扭性能和承载能力,改善外弯角的曲率厚度分布均匀性,并减少尖点在圆角部位的出现,本文使用软件模拟板带连续冷弯成形过程,以揭示U 型钢的应力和应变的分布规律。
首先,在传统设计方法的基础上进行了成型工艺参数和轧辊的设计,确定了成型道次和每次弯曲的角度;然后,利用有限元软件MSC.Marc,构建了冷弯成型仿真模型,并进行了仿真计算。
仿真结果表明:在冷弯过程中,等效应力及等效应变分布呈现弯角处大,立板处次之,而底板处最小的特点,各道次间应力及应变的大小变化较均匀,成型力分布也比较合理。
关键词:冷弯;有限元模拟;变形;成型力中图分类号:TH124 文献标志码:A 文章编号:1005-2550(2024)02-0064-06Finite Element Simulation on the Cold Bending Process of U-shapedSteelKOU Chang-hai1, GAO Shi-yang2, YANG Shu-bao3, XU Shu-qin2(1.Changyi Agriculture and Rural Bureau Development Service Center., Weifang 261300,China; 2. Shandong Haoxin Co., Ltd., Weifang 261300, China; 3.School of Mechanical Engineering, Anhui University of T echnology., Maanshan 243032, China)Abstract: In order to improve the torsional performance and support bearing capacity of U-shaped steel, improve the uniformity of bending angle thickness distribution, andreduce the occurrence of sharp points in the rounded corners, software is applied to simulatethe continuous cold bending process of plate and strip, revealing the distribution law ofstress and strain of U-shaped steel. Firstly, Based on traditional design methods, the formingprocess parameters and rolling rolls were designed to determine the number of formingpasses and each bending angle. Then, with the help of the finite element software MSC.Marc, a cold forming simulation model was established and calculated. The calculationresults show that in the cold bending process, the equivalent force and equivalent effectdistribution on the workpiece are characterized by large forming angles, followed by verticalplates and smallest bottom plates, and the magnitude changes of stress and strain betweenpasses are more uniform, and the forming force distribution is also reasonable.Key Words: Cold Bending; Finite Element Simulation; Deformation642024年第2期65引 言冷弯型钢作为一种价格比较实惠的断面型材,因其均匀的断面形状、较好的产品质量、制造过程消耗的能源较少和效益较高等优点[1,2],而被广泛采用。
冷弯成型轧辊角度计算公式

冷弯成型轧辊角度计算公式冷弯成型是一种常见的金属加工方法,通过轧辊对金属板材进行弯曲成型,可以制作出各种形状的金属构件,广泛应用于船舶、桥梁、建筑等领域。
在冷弯成型过程中,轧辊的角度是一个重要的参数,它直接影响到成型后的产品质量和形状。
因此,正确计算轧辊角度是非常重要的。
一般来说,冷弯成型轧辊的角度计算公式可以根据成型要求和材料特性来确定。
下面我们就来介绍一些常见的冷弯成型轧辊角度计算公式。
1. 简单弯曲成型的轧辊角度计算公式。
在进行简单的弯曲成型时,可以使用以下的轧辊角度计算公式:Θ=180-((180-α)/2-φ)。
其中,Θ为轧辊的实际角度,α为成型后工件的角度,φ为轧辊的弯曲变形角度。
这个公式适用于一些简单的弯曲成型,可以帮助我们快速计算出轧辊的角度,从而进行成型操作。
2. 复杂弯曲成型的轧辊角度计算公式。
在进行复杂的弯曲成型时,轧辊的角度计算就会更加复杂。
一般来说,可以使用以下的轧辊角度计算公式:Θ=180-((180-α)/2-φ-δ)。
其中,Θ为轧辊的实际角度,α为成型后工件的角度,φ为轧辊的弯曲变形角度,δ为材料的弹性回弹角度。
这个公式考虑了材料的弹性回弹,能够更准确地计算出轧辊的角度,从而保证成型后的产品质量。
3. 不同材料的轧辊角度计算公式。
不同的材料在冷弯成型时,其弯曲变形角度和弹性回弹角度也会有所不同,因此需要针对不同材料使用不同的轧辊角度计算公式。
一般来说,可以使用以下的轧辊角度计算公式:Θ=180-((180-α)/2-φ-δ-ε)。
其中,Θ为轧辊的实际角度,α为成型后工件的角度,φ为轧辊的弯曲变形角度,δ为材料的弹性回弹角度,ε为材料的塑性回弹角度。
这个公式考虑了材料的塑性回弹,能够更全面地计算出轧辊的角度,从而更好地满足不同材料的成型要求。
在实际应用中,我们可以根据具体的成型要求和材料特性选择合适的轧辊角度计算公式,从而确保成型后的产品质量和形状。
同时,还需要结合实际操作经验和试验数据进行调整,以达到最佳的成型效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷弯成型成型道次计算公式
冷弯成型是一种常用的金属加工方法,用于将金属板材弯曲成所需的形状。
在进行冷弯成型过程中,成型道次的计算是非常重要的,它决定了成品的形状和尺寸。
成型道次是指在进行冷弯成型过程中,金属板材通过多少次弯曲才能达到所需的形状。
成型道次的计算可以通过以下公式进行:
成型道次 = (内弯半径/板材厚度) + 1
其中,内弯半径是指在成型过程中所需的最小弯曲半径,板材厚度是指金属板材的实际厚度。
这个公式的推导基于冷弯成型过程中的一些基本原理。
首先,我们知道在进行冷弯成型时,金属板材会发生弯曲变形,而弯曲的程度取决于内弯半径和板材厚度。
内弯半径越小,板材的弯曲程度越大。
为了避免过度弯曲导致板材破裂,通常会选择一个合适的内弯半径。
在成型道次的计算中,我们将内弯半径与板材厚度进行比较,如果内弯半径小于板材厚度,那么至少需要一次弯曲才能达到所需的形状;如果内弯半径等于板材厚度,那么需要两次弯曲才能达到形状;以此类推,如果内弯半径大于板材厚度,需要的弯曲次数就会更多。
通过成型道次的计算公式,我们可以根据实际需求来确定冷弯成型的工艺参数,例如内弯半径和板材厚度。
这样可以确保在进行冷弯成型过程中,金属板材能够得到准确的弯曲,并达到所需的形状和尺寸。
需要注意的是,成型道次的计算公式是一个基本的参考值,实际的成型道次可能还会受到其他因素的影响,例如金属板材的强度和硬度等。
因此,在实际应用中,需要结合实际情况进行合理的调整和优化。